Produksjonshastighet. Teknisk tidsstandard. Hjelpetid. Grunnleggende (teknologisk) tid. Beregning av standardtid for å fullføre arbeid Tid brukt på å fullføre en oppgave
Klassifisering av arbeidstidskostnader – Dette er kombinasjonen av arbeidstidskostnader i relaterte grupper som har felles kjennetegn for å studere strukturen og utvikle en optimal balanse mellom arbeidstidskostnader, identifisere irrasjonelle arbeidstidskostnader og bestemme en mulig økning i arbeidsproduktiviteten. For analyse og rasjonalisering arbeidsprosess Når du utvikler standarder for lønnskostnader, er det nødvendig å nøye studere kostnadene for utøverens arbeidstid og tidspunktet for bruk av utstyret.
Arbeidstid er en av de viktigste ressursene til en bedrift. Betydningen av klassifiseringen av arbeidstidskostnader er som følger:
Fastsettelse av kostnadene for arbeidstid, som er nødvendig for å utføre en gitt jobb og må reguleres;
Effektiv bruk arbeidstid for utstyr og utøver.
Formål med klassifisering av arbeidstidskostnader er som følger:
Studie av tilstanden til arbeidsorganisasjonen og bruk av arbeidstid;
Den mest komplette identifiseringen av tidstap og deres årsaker;
Etablere graden av nødvendighet og hensiktsmessighet av individuelle tidsutgifter når du utfører en gitt jobb, sammenligne faktiske tidsutgifter med standardverdier;
Studie og analyse av tidspunkt for bruk av utstyr i forhold til arbeidstakerens arbeidstid;
Utforme en rasjonell balanse mellom arbeidstid;
Bestemme tiden som kreves for å fullføre en gitt jobb og dens individuelle elementer;
Sammenligning av resultatene av observasjoner utført både for å etablere teknisk forsvarlige produksjons- og tidsstandarder, og for å identifisere reserver for å øke arbeidsproduktiviteten.
Tidskostnader klassifiseres basert på deres forhold til elementene i produksjonsprosessen: emnet for arbeidskraft, den ansatte og utstyret.
Arbeidstid- dette er den tidsperioden som er fastsatt ved lov der den ansatte utfører det fastsatte arbeidsansvar funksjoner. Arbeidstid for den som utfører arbeid deles inn i arbeidstid, hvor arbeidstakeren utfører et eller annet arbeid som er fastsatt eller ikke tilrettelagt i produksjonsoppgaven, og pausetid, hvor arbeidstakeren ikke arbeider. Klassifiseringsstrukturen av entreprenørens arbeidstidskostnader, presentert i figuren, inneholder en inndeling av tidskostnader i kategorier og typer. Denne klassifiseringen brukes til å etablere de riktige proporsjonene og absolutte størrelsene på de bestanddelene i standardisert tid.
Åpningstiderå fullføre en produksjonsoppgave består av følgende typer arbeidstidskostnader:
1. Forberedende og siste tid (T pz) er tiden en arbeider bruker på å forberede seg på å utføre en gitt jobb, og handlingene forbundet med fullføringen. Dette inkluderer tidspunktet for: mottak av produksjonsoppgaven, verktøy, inventar og teknologisk dokumentasjon; kjennskap til arbeidet, teknologisk dokumentasjon, tegning; motta instruksjoner om hvordan du skal utføre arbeid; sette opp utstyr for riktig driftsmodus; prøvebehandling av en del på en maskin; fjerning av inventar, verktøy, levering ferdige produkter, teknologisk dokumentasjon og tegninger.
2. Driftstid (T op) er tiden brukt direkte på å utføre en gitt jobb (operasjon), gjentatt med hver enhet eller et visst volum av produkter eller arbeid. Den er delt inn i hoved- og hjelpetid.
2.1. Hovedtid (T o) er tiden arbeideren bruker på handlinger for å kvalitativt og kvantitativt endre emnet arbeid, dets tilstand og posisjon i rommet.
2.2. Hjelpetid (T in) er tiden arbeideren bruker på handlinger som sikrer fullføringen av hovedjobben. Det gjentas enten med hver bearbeidet produksjonsenhet, eller med et visst volum av den. Hjelpetid inkluderer: lasteutstyr med råvarer og halvfabrikata; lossing og henting av ferdige produkter; installasjon og festing av deler; løsne og fjerne deler; bevegelse av individuelle utstyrsmekanismer; omlegging av arbeidsredskaper mv.
3. Tjenestetid på arbeidsplassen (T obs) er tiden arbeideren bruker
å ta vare på arbeidsplassen og holde den i en stand som sikrer produktivt arbeid i skiftet. I maskinelle og automatiserte produksjonsprosesser er det delt inn i teknisk og organisatorisk vedlikeholdstid.
3.1. Tid vedlikehold (T tech) er tiden brukt på å ta vare på arbeidsplassen, utstyr og verktøy som er nødvendig for å utføre en spesifikk oppgave. Dette inkluderer tid brukt på sliping og utskifting av utslitt verktøy, justering og finjustering av utstyr under drift, opprydding av produksjonsavfall m.m.
3.2. Organisatorisk tjenestetid (Torg) er tiden som brukes til å holde arbeidsplassen i nødvendig stand under skiftet. Det avhenger ikke av spesifikasjonene til en spesifikk operasjon og inkluderer tid brukt på: spise og skifte skift; legge ut i begynnelsen og rengjøring på slutten av byttet av verktøy, dokumentasjon og andre materialer og gjenstander som er nødvendige for arbeidet; flytte containere med emner eller ferdige produkter på arbeidsplassen; inspeksjon, testing, rengjøring, vask, smøring av utstyr m.m.
4. I mekanisert og automatisert produksjon, betydelig egenvekt i operasjonell tid tar tid brukt av en arbeider på å observere driften av utstyret . Den kan være aktiv eller passiv.
4.1. Tidspunkt for aktiv overvåking av utstyrsdrift (T a.n) er tiden hvor arbeideren nøye overvåker driften av utstyret, fremdriften til den teknologiske prosessen og overholdelse av de spesifiserte parametrene for å sikre nødvendig kvalitet servicevennlighet av produkter og utstyr. I denne perioden utfører ikke arbeideren fysisk arbeid, men hans tilstedeværelse på arbeidsplassen er nødvendig.
4.2. Tidspunkt for passiv observasjon av utstyrsdrift (T p.n.) er tiden hvor det ikke er behov for konstant overvåking av driften av utstyret eller teknologisk prosess, men arbeideren utfører det på grunn av mangel på annet arbeid. Denne perioden bør være gjenstand for spesielt nøye studier, siden dens reduksjon eller bruk for å utføre en annen nødvendig arbeid er en betydelig reserve for å øke arbeidsproduktiviteten.
5. Ved analyse av kostnadene for arbeidstid for service av utstyr og beregning av tidsstandarder, fordeles overlappet Og ikke-overlappende tid .
5.1. Overlappende tid – dette er tiden en arbeider utfører arbeidsteknikker i løpet av den automatiske driftstiden til utstyret. Den overlappende tiden kan være primær (aktiv observasjon) og hjelpetid, samt tid knyttet til andre typer arbeidstidsutgifter.
5.2. Ikke-overlappende tid er utførelsestiden hjelpearbeider og arbeid med service på arbeidsplasser når utstyret er stoppet.
6. Arbeidstid inkluderer også arbeidstid som ikke er gitt av produksjonsoppgaven (T n.z) – tid brukt av en ansatt på å utføre tilfeldig og ikke-produktivt arbeid. Det er ikke inkludert i standard stykke tid.
6.1.Sporadisk arbeidstid (T s.r) er tiden brukt på å utføre arbeid som ikke er forutsatt av produksjonsoppgaven, men forårsaket av produksjonsnødvendighet(for eksempel transport av ferdige produkter utført i stedet for en hjelpearbeider).
6.2. Uproduktiv arbeidstid (T n.r) er tiden brukt på å utføre arbeid som ikke er forutsatt av produksjonsoppgaven og ikke forårsaket av produksjonsnødvendighet (retting av en produksjonsfeil).
Pausetider i arbeid er delt inn i tidspunktet for regulerte og uregulerte pauser.
Tidspunkt for regulerte pauser i arbeidet inkluderer tidspunktet for pauser forårsaket av teknologi og organisering av produksjonsprosessen (T p.t), for eksempel en pause i arbeidet til en kranfører mens arbeidere slenger en løftet last. Denne kategorien inkluderer også tid til hvile og personlige behov (T-avdelingen).
Tidspunkt for uregulerte pauser i arbeidet– dette er tidspunktet for avbrudd forårsaket av forstyrrelse av den normale flyten av produksjonsprosessen. Det inkluderer tidspunktet for avbrudd forårsaket av mangler i organiseringen av produksjonen (T p.n.n.): utidig underkastelse til arbeidsplass materialer, råvarer, utstyrsfeil, strømbrudd osv., og tidspunktet for avbrudd forårsaket av forstyrrelser arbeidsdisiplin(T p.n.d): å komme for sent på jobb, fravær fra arbeidsplassen, gå tidlig fra jobb osv.
20. Klassifisering av elementer av tid brukt ved bruk av maskiner.
– dette er tiden utstyret er i drift, delt inn i driftstiden og tidspunktet for driftspauser. Klassifiseringsstrukturen for utstyrsbrukstid er presentert i figuren.

Driftstid for utstyr- dette er tiden utstyret er i drift, uavhengig av om hovedarbeidet utføres på det eller ikke.
Komponentene i denne tiden er:
- utstyrets oppetid– tidspunktet når utstyret er i drift og hovedarbeidet det er beregnet på, er utført;
På tide å fullføre arbeidet ikke angitt i produksjonsspesifikasjonen, inkluderer tid uproduktiv drift av utstyr(retting av ekteskap), strøjobber knyttet til produksjon av produkter som ikke er bestemt av oppgaven, forårsaket av produksjonsbehov, og ledig arbeid når utstyret er i drift, men hovedarbeidet ikke utføres.
Pausetider for utstyr– dette er tiden utstyret er inaktivt av en eller annen grunn. Det er delt inn i tid:
- regulert nedetid, knyttet til gjennomføring av forberedende og sluttarbeider og vedlikehold av utstyr, med gjennomføringen selvlaget, som krever stopp av maskinen, som er gitt av teknologien og organiseringen av produksjonen eller er forbundet med hvilen og personlige behov til den ansatte;
- uregulerte pauser relatert til organisatoriske og tekniske årsaker (utidig tilførsel av råvarer, materialer og energi), uplanlagte reparasjoner av utstyr på grunn av funksjonsfeil, brudd på arbeidsdisiplin av arbeidere (senkhet, fravær under arbeidet, for tidlig fullføring av arbeidet).
Utstyrets brukstid kan deles inn i følgende typer:
- standardisert tid, som inkluderer produktiv arbeidstid; ledig arbeid; nedetid på grunn av forberedende og siste arbeid, nedetid på grunn av manuelt arbeid som krever stopp av maskinen; nedetid forårsaket av teknologi og produksjonsorganisasjon; nedetid forbundet med hvile og personlige behov til den ansatte;
- uregelmessig tid som inkluderer uproduktiv og tilfeldig drift av utstyr; nedetid knyttet til brudd på arbeidsdisiplin.
Teknologi:
- scene. Barna får en oppgave for uken - å holde styr på tiden: noter i dagbøkene hvor mye tid det tar å forberede seg lekser for hvert fag.
- scene. På slutten av uken utføres praktisk laboratoriearbeid, hvis formål er å beregne riktig: hvor mye tid det tar å forberede hvert emne som helhet i løpet av uken og bestemme deres aritmetiske gjennomsnitt, og deretter legge inn alle dataene inn i bordet. Basert på tabelldataene, lag svart-hvitt kolonne- og sektordiagram i notatbøkene dine. Trekk en konklusjon: hvordan du kan fordele tiden din på lekser på en riktig og rasjonell måte.
- scene. Fyll ut evalueringsarket, som gis til læreren på slutten av timen.
- scene. Elevene får lekser: fortsett å jobbe i notatbøkene sine, bygg et fargediagram (knytter hvert objekt til den tilsvarende fargen) og komponer en mini-improve (essay eller dikt).
- scene. I en integrert matematikk- og informatikkleksjon lages individuelle søyle- og sektordiagrammer. De beste improviserte essayene leses opp og lagres i "Porteføljen".
Konklusjon: Denne diagnosen er god fordi den ikke krever spesiell utetid; det er praktisk å bruke det en eller to ganger i året i klasse 5-6 når du studerer følgende emner: stolpe- og kakediagrammer, aritmetisk gjennomsnitt, prosenter; på 7. - 8. trinn - problemer med prosenter. Resultatene av dette arbeidet kan brukes både til samtaler vedr klasseroms timer, og på foreldremøter. De tvinger ikke bare elever og foreldre til å tenke på rasjonalisering av arbeidet, men også lærere - mengden lekser, enten det er sanitært - hygieniske krav, elevenes holdning til emnet, komfort i en bestemt leksjon.
Praktisk arbeid
Leksjonstype: integrert leksjon.
Mål med arbeidet:
- lære å bygge stolpe- og sektordiagrammer;
- beregne og merk den prosentvise sammensetningen av hvert element på diagrammet;
- studere hva det aritmetiske gjennomsnittet er og bruke det i beregninger;
- trekke en konklusjon om hvordan du kan fordele tiden din på lekser på en riktig og rasjonell måte.
Arbeidsform: individuelle, oppgaver basert på tidligere utført arbeid i dagbøker i løpet av uken; jobbe med en ekspert.
Utstyr: oppgavekort, dagbøker, kompass, linjaler, fargeblyanter og penner.
Tverrfaglige forbindelser: geografi, historie, forbindelse med livet i byen, distriktet, regionen.
Kreativ oppgave: komponere poesi, skrive en historie om arbeidet som er utført.
Arbeidsfremgang
- Beregn tiden brukt på forberedelse for hvert emne separat og skriv dem inn i tabellen.
- Finn det aritmetiske gjennomsnittet for denne tiden: "Legg til tid for dag for alle elementer og del på antall dager."
- Beregn hvor mange grader "tiden" for hvert element vil være.
- Hvor mange prosent er hver vare?
- Lag et kakediagram med R (radius) lik 5 cm og merk alle objektene på det, og angi prosentandelen.
- Lag et sort-hvitt søylediagram.
- Bruk dataene til å lage stolpe- og sektordiagrammer på datamaskinen.
- Fyll ut vurderingsarket og send det til læreren.
Lekser:
- Mal hvert element med en bestemt farge, i henhold til prioritet.
- Trekk en konklusjon om arbeidet som er utført: Hva ga dette arbeidet? Hva fikk det deg til å tenke på? Er denne typen arbeid nyttig?
- Skriv et miniimpromptu (essay eller dikt) basert på dette verket.
Scoreark for praktisk laboratoriearbeid
Emne: «Fordeling av tid å fullføre lekser»
Elev(er) av 6_____klasse F.I.__________________________
Fullføringsdato:___________
| Oppdrag | |||||
| Forarbeid med dagbok | Fullføre praktiske oppgaver | Diagramkonstruksjon og fargebakgrunn | Kreativ oppgave | Endelig karakter | |
| Selvfølelse | |||||
| Ekspertvurdering | |||||
| Lærervurdering | |||||
| Endelig karakter | |||||
Ekspert: ____________________________
Lærerens signatur_____________________
Diagram: «Fordeling av tid til lekser»
Improvisert elev i 6. klasse
| 1. «Jeg satte meg ned for å skrive leksene mine Ingen inspirasjon. Jeg vil gjerne lese KNYa Ikke samfunnskunnskap. |
3. Med biologi - wow! Jeg måtte jobbe hardt. Trenger å kunne dette emnet Det vil være nyttig i livet |
5. Pushkin, Lermontov, Tolstoj Sjanger - dikt. Litteratur – hold det enkelt! Som en pai med syltetøy. |
|
| 2. Matematikk er mitt Det er ikke vondt for meg. Tre oppgaver og et eksempel - Stor vitenskap. |
4. Engelsk tid er min Gratis okkuperer. Som ble født i England Han forstår alt |
6. Det tar mye tid. Jeg er vant til å lese og skrive. Det blir likevel ikke bedre Fantastisk russisk språk! |
|
| 7. Jeg elsker middelalderens historie Jeg synger sanger om historie om natten. |
Og jeg kan ikke huske å stå opp om morgenen i det hele tatt, Hvem angrep? Til hvem? Og hvordan endte det?" Astanin Ivan, 6 f |
||
Diagram: "Prioritet av varer"

Konklusjoner og forslag:
- Denne diagnosen er god fordi den ikke krever spesiell legetid.
- Praktisk bruk aritmetisk gjennomsnitt, stolpe- og sektordiagrammer, prosentproblemer.
- Resultatene av dette arbeidet kan brukes til samtaler:
- i timene og på foreldremøter om «Helsesparing»-temaet «Dyktig organisering av arbeidet og riktig fordeling av tid»;
- med lærere om mengden materiale til lekser, dets overholdelse av sanitære og hygieniske krav, elevenes holdning til emnet og barnets komfort i klasserommet.
- Resultatene av dette arbeidet kan lagres i "Porteføljen".
Resultatene av dette arbeidet er alltid interessante og nyttige for alle: elever og foreldre, faglærere, klasselærere og fungerer som veileder til handling for klasselærere, faglærere og foreldre.
Arbeidstid for utfører av arbeid er delt inn i åpningstider (hvor arbeideren utfører dette eller det arbeidet som er forutsatt eller ikke tilrettelagt av produksjonsoppgaven) og pausetid på jobb (der arbeidsprosessen ikke gjennomføres av ulike årsaker). Strukturen til en arbeiders arbeidstid er presentert i figur 6.1.
Så, åpningstider er delt inn i to typer kostnader: fullføringstid for produksjonsoppgave (T PROIZ) Og arbeidstid som ikke er gitt av produksjonsoppgaven (T UNPROISE) - tid brukt på å utføre operasjoner som ikke er typiske for en gitt ansatt, som kan elimineres.
Fullføringstid for produksjonsoppgave inkluderer forberedende og endelig, drifts- og vedlikeholdstid på arbeidsplassen.
Forberedende og siste tid (T PZ)- dette er tiden brukt på å forberede seg selv og sin arbeidsplass til å fullføre en produksjonsoppgave, samt på alle handlinger for å fullføre den. TIL denne arten arbeidstidskostnader inkluderer tidspunktet for mottak av en produksjonsoppgave, verktøy, inventar og teknologisk dokumentasjon, kjennskap til arbeidet, motta instruksjoner om prosedyren for å utføre arbeidet, sette opp utstyr for riktig driftsmodus, fjerne inventar, verktøy, utlevering over ferdige produkter til kvalitetskontrollavdelingen mv. Siden det særegne ved denne kategorien tidsforbruk er det faktum at verdien ikke avhenger av mengden arbeid som utføres på en gitt oppgave, er denne tiden i storskala og masseproduksjon per produktenhet ubetydelig i størrelse og er vanligvis ikke tatt hensyn til ved etablering av standarder.
Driftstid (T OPER)– dette er tiden hvor arbeideren fullfører oppgaven (endrer egenskapene til arbeidsobjektet); gjentas med hver enhet eller et visst volum av produksjon eller arbeid. På maskinen fungerer den er delt inn i hoved (teknologisk) og hjelpe.
Grunnleggende (teknologisk) tid (T OSN),- dette er tiden brukt direkte på en kvantitativ og (eller) kvalitativ endring i emnet arbeid, dets tilstand og plassering i rommet.
Til hjelpetid(T VSP) handlinger som er nødvendige for å utføre hovedarbeidet utføres. Det gjentas enten med hver bearbeidet produksjonsenhet, eller med et visst volum av den. Hjelpetid omfatter tid for lasting av utstyr med råvarer og halvfabrikata, lossing og fjerning av ferdige produkter, montering og sikring av deler, flytting av arbeidsgjenstander innenfor arbeidsområdet, drift av utstyr, kvalitetsovervåking av produserte produkter mv.
Tiden brukt på å ta vare på arbeidsplassen og holde utstyr, verktøy og innretninger i stand under skiftet klassifiseres som tjenestetid på arbeidsplassen (T OBSL). I maskinelle og automatiserte prosesser det inkluderer teknisk og organisatorisk vedlikeholdstid for arbeidsplassen.
Ved tidspunktet for vedlikehold på arbeidsplassen (T SUPPORT TECHN) refererer til tiden som brukes til å betjene arbeidsplassen i forbindelse med utførelse av en gitt operasjon eller spesifikt arbeid (utskifting av sløvt verktøy, justering og finjustering av utstyr under arbeid, fjerning av produksjonsavfall, inspeksjon, rengjøring, vask, smøreutstyr, etc. ).
Organisatorisk tjenestetid (T OBS.ORG) – dette er tiden en arbeider bruker på å holde arbeidsplassen i stand under et skift. Det avhenger ikke av egenskapene til en bestemt operasjon og inkluderer tiden brukt på å motta og overlate et skift, legge ut i begynnelsen og rengjøre. ved skiftslutt verktøy, dokumentasjon og annet nødvendig for arbeidsgjenstander og materialer mv.
I enkelte bransjer (kull, metallurgisk, mat osv.) er ikke tiden som brukes til å betjene arbeidsplassen allokert, men refererer til forberedende og endelig tid.
Arbeidstid ikke avsatt av produksjonsoppgaven, - tid brukt av en ansatt på å utføre tilfeldig og uproduktivt arbeid. Å utføre uproduktivt og tilfeldig arbeid gir ingen økning i produksjonen eller forbedring av kvaliteten og er ikke inkludert i standard stykketid. Disse kostnadene bør være gjenstand for spesiell oppmerksomhet, siden reduksjonen deres er en reserve for å øke arbeidsproduktiviteten.
Tid for å utføre tilfeldig arbeid (T SL.WORK)- dette er tiden brukt på å utføre arbeid som ikke er gitt av produksjonsoppgaven, men forårsaket av produksjonsnødvendighet (for eksempel transport av ferdige produkter, utført i stedet for en hjelpearbeider, gå for arbeidsordrer, teknisk dokumentasjon, råvarer, blanks, verktøy, søker etter en formann, servicetekniker, verktøy som ikke utfører hjelpe- og reparasjonsarbeid osv.).
 |
Figur 6.1 – Klassifisering av entreprenørens arbeidstidskostnader
Ikke-produktiv arbeidstid (T KONTINUERLIG ARBEID)- dette er tiden brukt på å utføre arbeid som ikke er gitt av produksjonsoppgaven og ikke forårsaket av produksjonsnødvendighet (for eksempel produksjon og korrigering av produksjonsfeil, fjerning av overskytende kvoter fra et arbeidsstykke, etc.)).
I tillegg til ovennevnte, avhengig av arten av den ansattes deltakelse i produksjonsoperasjonen, driftstid kan deles inn i:
- manuell arbeidstid(uten bruk av maskiner og mekanismer);
- maskinmanuell arbeidstid utført av maskiner med direkte deltakelse av en ansatt eller av en ansatt som bruker manuelle mekanismer;
- observasjonstid utstyrsdrift (automatisert og instrumentelt arbeid);
- overgangstid(for eksempel fra en maskin til en annen under service med flere maskiner).
Observasjonstid, som nevnt, er typisk for automatisert og maskinvarebasert produksjon. Den kan være aktiv eller passiv. Aktiv overvåkingstid utstyrsdrift er tiden hvor arbeideren nøye overvåker driften av utstyret, fremdriften av den teknologiske prosessen og overholdelse av de spesifiserte parametrene for å sikre den nødvendige produktkvaliteten og brukbarheten til utstyret. I løpet av denne tiden utfører ikke arbeideren fysisk arbeid, men hans tilstedeværelse på arbeidsplassen er nødvendig. Passiv observasjonstid utstyrsdrift er tiden der det ikke er behov for konstant overvåking av driften av utstyret eller den teknologiske prosessen, men arbeideren utfører det på grunn av mangel på annet arbeid. Tiden for passiv observasjon av utstyrsdrift bør være gjenstand for spesielt nøye studier, siden reduksjonen eller bruken av den til å utføre annet nødvendig arbeid er en betydelig reserve for å øke arbeidsproduktiviteten.
Med tanke på strukturen til arbeidstidskostnadene i maskin-, automatiserte og maskinvareprosesser i driftstid, er det også tilrådelig å skille mellom overlappende og ikke-overlappende tid.
Overlappende tid- tiden arbeideren utfører de delene av arbeidet som utføres samtidig med maskinen eller automatisk drift av utstyret. Den overlappende tiden kan være primær (aktiv observasjon) og hjelpetid, samt tid knyttet til andre typer arbeidstidsutgifter. Ikke-overlappende tid - tid for utførelse av hjelpearbeid og arbeid på servicearbeidsplasser når utstyret er stoppet. Å øke den overlappende tiden kan også tjene som en reserve for produktivitetsvekst.
Som nevnt, arbeidstid inkluderer pausetid. Det er regulerte og uregulerte pauser.
Tidspunkt for regulerte pauser (T REGUL.PER) arbeidet inkluderer:
- tidspunkt for pauser i arbeidet på grunn av teknologi og organisering av produksjonsprosessen (for eksempel tiden en sjåfør tar en pause mens arbeidere slenger en løftet last) - eliminering av dem er praktisk talt umulig eller økonomisk upraktisk;
- tid til pauser for hvile og personlige behov, forbundet med behovet for å forhindre tretthet og opprettholde normal ytelse av den ansatte, samt nødvendig for personlig hygiene.
Tidspunkt for uregulerte pauser i arbeidet (T UNREGULAR.PER)- dette er tidspunktet for pauser forårsaket av en forstyrrelse i den normale flyten av produksjonsprosessen eller arbeidsdisiplinen. Det inkluderer:
- avbrudd på grunn av forstyrrelse av normal drift produksjonsprosessen kan være forårsaket av organisatoriske problemer (mangel på arbeid, råvarer, forsyninger, ufullstendige deler og arbeidsstykker, venting kjøretøy og hjelpearbeidere, som venter på aksept eller kontroll av ferdige produkter osv.) og tekniske årsaker (venter på reparasjon av utstyr, utskifting av verktøy, mangel på elektrisitet, gass, damp, vann osv.). Noen ganger kalles denne typen uregulerte pauser pauser av organisatoriske og tekniske årsaker;
- pauser forårsaket av brudd på arbeidsdisiplin, kan skyldes at du kommer for sent på jobb eller for tidlig avreise fra henne, uvedkommende fravær fra arbeidsplassen, fremmede samtaler, aktiviteter som ikke er relatert til arbeidet. Disse inkluderer overdreven (sammenlignet med etablert regime og standarder) hviletid for arbeidere.
Når man analyserer kostnadene ved arbeidstid for å identifisere og deretter eliminere tap av arbeidstid og årsakene til disse, blir all arbeidstid til utøveren delt inn i produktive kostnader og tapt arbeidstid. Den første gruppen inkluderer arbeidstiden for å fullføre en produksjonsoppgave og tidspunktet for regulerte pauser. Disse kostnadene er underlagt rasjonering og inngår i tidsnormens struktur. Tapt arbeidstid inkluderer tid brukt på å utføre uproduktivt arbeid og tid brukt på uregulerte pauser. Disse kostnadene er gjenstand for analyse med sikte på å eliminere dem eller redusere dem så mye som mulig.
Lagt ut 26.03.2018
Yu.I.Rebrin
Organisasjon og produksjonsplanlegging
Taganrog: TRTU Publishing House, 2006
Kort teoretisk del
Standardisert tid er tiden det tar å fullføre en operasjon eller et arbeid.
Uregelmessig tid oppstår på grunn av ulike tekniske og organisatoriske problemer (ikke inkludert i normert tid).
Standardisert tid er delt inn i:
– for forberedende og siste (tp.z.);
– grunnleggende (to.s.);
– hjelpeapparat (tvs.);
– organisatorisk vedlikehold av arbeidsplassen (to.o.);
– teknisk vedlikehold av arbeidsplassen (t.o.);
– hvile og naturlige behov (t.n.).
Strukturen til standardisert tid (utføre en operasjon, arbeid) (tshk, tshk) er vist i fig. 6.
Fig.6. Struktur av stykkberegningstid
Forberedende og siste tid tп.з. - tid som arbeidere bruker på å prestere neste fungerer:
– mottak og kjennskap til teknisk dokumentasjon (tegninger, spesifikasjoner, teknologisk prosess);
– klargjøring av utstyr (justering, etterjustering), verktøy, enheter, måleinstrumenter (valg og kvittering);
– handlinger knyttet til slutten av behandlingen.
Forberedende og siste tid brukes på hele partiet med deler (produkter) og avhenger ikke av størrelsen.
I masseproduksjon tп.з. nei, siden deler (produkter) behandles kontinuerlig gjennom hele produksjonsperioden.
Hovedtiden toc er tiden hvor den teknologiske prosessen utføres direkte (formen, dimensjonene, fysiske og kjemiske egenskapene til delen eller produktet endres).
til.s. Kan være:
– manuell;
– maskin-manual;
– maskinautomatisk;
– maskinvare.
Hjelpetid tв., brukt på handlinger som direkte skaper muligheten til å utføre arbeidselementer relatert til hovedtiden:
– installasjon og fjerning av en del (produkt);
– feste og løsne en del (produkt);
– målinger;
– levering og fjerning av verktøy;
– slå utstyr av og på.
Under forhold med masse- og serieproduksjon, når gruppebehandlingsmetoder eller instrumentelle teknologiske prosesser (termisk, galvanisk, etc.) brukes, settes hoved- og hjelpetiden for partiet, avhengig av båndbredde utstyr. Tiden for en del kan bestemmes ved hjelp av formlene


hvor toc.damp., tb.damp. – henholdsvis hoved- og hjelpetiden for et parti med deler (produkter);
n – antall deler (produkter) i en batch (i en kassett, pall, etc.).
Tid for organisatorisk vedlikehold av arbeidsplassen to.о. – tid til rengjøring av avfall og arbeidsplass, mottak og utlevering av verktøy, måleinstrumenter, instrumenter, ta imot arbeidsplassen fra vakt etc., brukt i skiftet.
Vedlikeholdstid på arbeidsplassen t.o.:
– tid for smøring, justeringer, skifting av sløvt verktøy osv. under skiftet.
Tid for hvile og naturlig (personlig) behov ti. installert for å opprettholde arbeiderens ytelse under skiftet.
I samsvar med den ovennevnte klassifiseringen av arbeidstidskostnader, er dens struktur etablert (fig. 6.) og en teknisk begrunnet tidsstandard beregnes.
Standard stykke tid tstk. – brukes under forhold masseproduksjon:
 .
.
På tide å. og ti. vanligvis uttrykt som en prosentandel av den operative tiden toppen. Da
tpcs. = topp (1 + bilde. + Ken.),
hvor er Koto. og Ken. – andeler av tid (fra toppen), henholdsvis for organisatoriske og tekniske tjenester og hvile og naturlige behov.
Norm for stykkberegningstid tshk. – brukt i masseproduksjon, hvor andelen forberedende og sluttid er høy:
![]() ;
;
hvor n er antall deler (produkter) i batchen.
Produksjonshastighet - mengden produkter som må produseres av en arbeider per tidsenhet (time, skift, etc.)
hvor Nв – produksjonshastighet, enheter;
Fr.v. – arbeidstidsfond for en viss tidsperiode (skift, måned, år), i minutter, timer.
Oppgave nr. 7
I henhold til de første dataene i tabellen. 7 definerer:
– normen for stykkeberegningstid for bearbeiding av en del;
– utskiftingshastighet for produksjon av deler.
Tabell 7

Arbeidsstandardiseringsmetoder
Konseptet med arbeidsrasjonering
Standarder arbeidsstandarder inkluderer startverdier som brukes ved beregning av varigheten av det tilsvarende arbeidet under visse organisatoriske og tekniske forhold produksjonsforhold. For eksempel kan tidsstandarder etablere nødvendig tid brukt på å utføre individuelle elementer i en teknologi eller arbeidsprosess. Objektet for utvikling av tidsstandarder er representert av elementer av arbeidskraft og teknologisk prosess, inkludert typer og kategorier av arbeidstidskostnader.

Arbeidsstandardiseringsmetoder
Arbeidsstandardiseringsmetoder er måter å forske på og designe arbeidsprosesser for å sette kostnads- og arbeidsstandarder. Det er to hovedmetoder for arbeidsstandardisering: oppsummering og analytisk
Oppsummeringsmetoden inkluderer de eksperimentelle, eksperimentell-statistiske og sammenligningsmetodene. Oppsummeringsmetoder kjennetegnes ved å sette tidsstandarder for driften som helhet. I dette tilfellet er det ingen analyse av arbeidsprosessen, rasjonaliteten til å utføre teknikker og tiden brukt på implementeringen vurderes ikke. Her er fastsettelsen av standarder basert på bruk av statistiske regnskapsdata om faktisk arbeidstid.
Oppsummeringsmetoden innebærer å sette arbeidsstandarder på følgende måter: erfaren eller ekspertmetode, eksperimentell-statistisk metode, sammenligningsmetode eller analogi.
Analytiske metoder for arbeidsstandardisering
Analytiske metoder arbeidsstandarder inkluderer beregning, forskning og matematiske og statistiske metoder.
Analytiske metoder deler arbeidsprosessen inn i elementer.
I dette tilfellet finner design sted rasjonelt regime drift av utstyr og arbeidspraksis for arbeidere, standarder bestemmes i samsvar med elementene i arbeidsprosessen, under hensyntagen til spesifikasjonene til de tilsvarende arbeidsplassene og produksjonsenhetene. Analysemetoder etablerer en standard for hver operasjon.
Forskningsmetoder
Forskningsmetoder for rasjonering av arbeidskraft fastsettes på grunnlag av å studere kostnadene ved arbeidstid som er nødvendige for å utføre en arbeidsoperasjon. Disse studiene er utført av tidsbaserte observasjoner, før de gjennomføres, som alle mangler i organiseringen av arbeidsplasser er eliminert. Deretter er den standardiserte arbeidsoperasjonen delt inn i elementer, med definisjonen av fiksering av forskjellige punkter. Spesialister bestemmer sammensetningen og rekkefølgen av utførelse av elementene i en arbeidsoperasjon, og bestemmer varigheten av de utformede elementene i operasjonen ved hjelp av timing.
På slutten av beregningene bestemmes arbeidsstandarder og elementer av operasjonen. Etter operasjonen som helhet utføres eksperimentell verifisering.
Beregningsmetoder
Beregningsmetoder for standardisering av arbeidskraft er etablert arbeidsstandarder basert på opprinnelig utviklede standarder for utstyrets tid og driftsmodus. I dette tilfellet er arbeidsoperasjonen delt inn i flere stadier, inkludert teknikker og arbeiderbevegelser. Deretter fastsettes det rasjonelle innholdet i operasjonselementene, samt sekvensen for implementeringen av dem.
Deretter utformes sammensetningen og strukturen av operasjonen som helhet. Tidsstandarder for elementer i en operasjon kan bestemmes på grunnlag av tidsstandarder eller beregnes i henhold til standarder for utstyrsdriftsmåter. Beregningen gjøres både etter tidsstandarder og i henhold til beregningsformler som fastslår avhengigheten av gjennomføringstiden for enkeltelementer i en operasjon eller hele operasjonen som helhet av faktorer som påvirker gjennomføringstiden.
Matematisk-statistisk metode
Matematiske og statistiske metoder for arbeidsstandardisering innebærer å etablere en statistisk avhengighet av tidsstandarden av faktorer som påvirker kompleksiteten til arbeidet som standardiseres.
Bruk av denne metoden kan kreve datautstyr og viss programvare.
Beregning av standardtid for å utføre en tjeneste
Matematiske og statistiske metoder for arbeidsstandardisering krever også passende trente standardisatorer. Hvis alle disse kravene er oppfylt, vil metoden være effektiv.
Eksempler på problemløsning

Klassifisering av arbeidstidskostnader
Arbeidstid for utfører av arbeid er delt inn i åpningstider (hvor arbeideren utfører dette eller det arbeidet som er forutsatt eller ikke tilrettelagt av produksjonsoppgaven) og pausetid på jobb (der arbeidsprosessen ikke gjennomføres av ulike årsaker). Strukturen til en arbeiders arbeidstid er presentert i figur 6.1.
Så, åpningstider er delt inn i to typer kostnader: fullføringstid for produksjonsoppgave (TPROIZ) Og arbeidstid som ikke er gitt av produksjonsoppgaven (TNEPROIZ) - tid brukt på å utføre operasjoner som ikke er typiske for en gitt ansatt, som kan elimineres.
Fullføringstid for produksjonsoppgave inkluderer forberedende og endelig, drifts- og vedlikeholdstid på arbeidsplassen.
Forberedende og siste tid (TPT)- dette er tiden brukt på å forberede seg selv og sin arbeidsplass til å fullføre en produksjonsoppgave, samt på alle handlinger for å fullføre den. Denne typen arbeidstidskostnader inkluderer tidspunktet for mottak av en produksjonsoppgave, verktøy, enheter og teknologisk dokumentasjon, kjennskap til arbeidet, motta instruksjoner om prosedyren for å utføre arbeidet, sette opp utstyr for riktig driftsmodus, fjerne enheter, verktøy, overlevering av ferdige produkter til kvalitetskontrollavdelingen etc. . Siden det særegne ved denne kategorien tidsforbruk er det faktum at verdien ikke avhenger av mengden arbeid som utføres på en gitt oppgave, er denne tiden i storskala og masseproduksjon per produktenhet ubetydelig i størrelse og er vanligvis ikke tatt hensyn til ved etablering av standarder.
Driftstid (TOPER)– dette er tiden hvor arbeideren fullfører oppgaven (endrer egenskapene til arbeidsobjektet); gjentas med hver enhet eller et visst volum av produksjon eller arbeid. Under maskinarbeid den er delt inn i hoved (teknologisk) og hjelpe.
Grunnleggende (teknologisk) tid (TOSN),- dette er tiden brukt direkte på en kvantitativ og (eller) kvalitativ endring i emnet arbeid, dets tilstand og plassering i rommet.
Til hjelpetid(TVSP) handlinger som er nødvendige for å utføre hovedarbeidet utføres.
Tid, produksjon og servicestandarder: hva er forskjellen?
Det gjentas enten med hver bearbeidet produksjonsenhet, eller med et visst volum av den. Hjelpetid omfatter tid for lasting av utstyr med råvarer og halvfabrikata, lossing og fjerning av ferdige produkter, montering og sikring av deler, flytting av arbeidsgjenstander innenfor arbeidsområdet, drift av utstyr, kvalitetsovervåking av produserte produkter mv.
Tiden brukt på å ta vare på arbeidsplassen og holde utstyr, verktøy og innretninger i stand under skiftet klassifiseres som tjenestetid på arbeidsplassen (TOBSL). I maskinelle og automatiserte prosesser det inkluderer teknisk og organisatorisk vedlikeholdstid for arbeidsplassen.
Innen tidspunktet for vedlikehold på arbeidsplassen (TOBSL.TEKHN) refererer til tiden som brukes til å betjene arbeidsplassen i forbindelse med utførelse av en gitt operasjon eller spesifikt arbeid (utskifting av sløvt verktøy, justering og finjustering av utstyr under arbeid, fjerning av produksjonsavfall, inspeksjon, rengjøring, vask, smøreutstyr, etc. ).
Organisatorisk tjenestetid (TOBSL.ORG) – dette er tiden en arbeider bruker på å holde arbeidsplassen i stand under et skift. Det avhenger ikke av egenskapene til en bestemt operasjon og inkluderer tiden brukt på å motta og overlate et skift, legge ut i begynnelsen og rengjøre. ved skiftslutt verktøy, dokumentasjon og annet nødvendig for arbeidsgjenstander og materialer mv.
I enkelte bransjer (kull, metallurgisk, mat osv.) er ikke tiden som brukes til å betjene arbeidsplassen allokert, men refererer til forberedende og endelig tid.
Arbeidstid ikke avsatt av produksjonsoppgaven, - tid brukt av en ansatt på å utføre tilfeldig og uproduktivt arbeid. Å utføre uproduktivt og tilfeldig arbeid gir ingen økning i produksjonen eller forbedring av kvaliteten og er ikke inkludert i standard stykketid. Disse kostnadene bør være gjenstand for spesiell oppmerksomhet, siden reduksjonen deres er en reserve for å øke arbeidsproduktiviteten.
Tilfeldig arbeidstid (TSL.RAB)- dette er tiden brukt på å utføre arbeid som ikke er gitt av produksjonsoppgaven, men forårsaket av produksjonsnødvendighet (for eksempel transport av ferdige produkter, utført i stedet for en hjelpearbeider, gå for arbeidsordrer, teknisk dokumentasjon, råvarer, emner, verktøy, søk etter arbeidsleder, servicetekniker, verktøy som ikke utfører hjelpe- og reparasjonsarbeid som er gitt i oppgaven, etc.).
Figur 6.1 – Klassifisering av entreprenørens arbeidstidskostnader
Ikke-produktiv arbeidstid (TNEPR.WORK)- dette er tiden brukt på å utføre arbeid som ikke er gitt av produksjonsoppgaven og ikke forårsaket av produksjonsnødvendighet (for eksempel produksjon og korrigering av produksjonsfeil, fjerning av overskytende kvoter fra et arbeidsstykke, etc.)).
I tillegg til ovennevnte, avhengig av arten av den ansattes deltakelse i produksjonsoperasjonen, driftstid kan deles inn i:
- manuell arbeidstid(uten bruk av maskiner og mekanismer);
- maskinmanuell arbeidstid utført av maskiner med direkte deltakelse av en ansatt eller av en ansatt som bruker manuelle mekanismer;
- observasjonstid drift av utstyr (automatisert og instrumentelt arbeid);
- overgangstid(for eksempel fra en maskin til en annen under service med flere maskiner).
Observasjonstid, som nevnt, er typisk for automatisert og maskinvarebasert produksjon.
Den kan være aktiv eller passiv. Aktiv overvåkingstid utstyrsdrift er tiden hvor arbeideren nøye overvåker driften av utstyret, fremdriften av den teknologiske prosessen og overholdelse av de spesifiserte parametrene for å sikre den nødvendige produktkvaliteten og brukbarheten til utstyret. I løpet av denne tiden utfører ikke arbeideren fysisk arbeid, men hans tilstedeværelse på arbeidsplassen er nødvendig. Passiv observasjonstid utstyrsdrift er tiden der det ikke er behov for konstant overvåking av driften av utstyret eller den teknologiske prosessen, men arbeideren utfører det på grunn av mangel på annet arbeid. Tiden for passiv observasjon av utstyrsdrift bør være gjenstand for spesielt nøye studier, siden reduksjonen eller bruken av den til å utføre annet nødvendig arbeid er en betydelig reserve for å øke arbeidsproduktiviteten.
Med tanke på strukturen til arbeidstidskostnadene i maskin-, automatiserte, maskinvareprosesser i driftstid, er det også tilrådelig å skille mellom overlappende og ikke-overlappende tid.
Overlappende tid- tiden arbeideren utfører de delene av arbeidet som utføres samtidig med maskinen eller automatisk drift av utstyret. Den overlappende tiden kan være primær (aktiv observasjon) og hjelpetid, samt tid knyttet til andre typer arbeidstidsutgifter. Ikke-overlappende tid - tid for utførelse av hjelpearbeid og arbeid på servicearbeidsplasser når utstyret er stoppet. Å øke den overlappende tiden kan også tjene som en reserve for produktivitetsvekst.
Som nevnt inkluderer arbeidstid pausetid. Det er regulerte og uregulerte pauser.
Tidspunkt for regulerte pauser (TREGL.PER) arbeidet inkluderer:
- tidspunkt for pauser i arbeidet på grunn av teknologi og organisering av produksjonsprosessen (for eksempel tiden en sjåfør tar en pause mens arbeidere slenger en løftet last) - eliminering av dem er praktisk talt umulig eller økonomisk upraktisk;
- tid til pauser for hvile og personlige behov, forbundet med behovet for å forhindre tretthet og opprettholde normal ytelse av den ansatte, samt nødvendig for personlig hygiene.
Tidspunkt for uregulerte pauser i arbeidet (TNEREGL.PER)- dette er tidspunktet for pauser forårsaket av en forstyrrelse i den normale flyten av produksjonsprosessen eller arbeidsdisiplinen. Det inkluderer:
- avbrudd på grunn av forstyrrelser i det normale forløpet av produksjonsprosessen kan være forårsaket av organisatoriske problemer (mangel på arbeid, råvarer, forsyninger, ufullstendighet av deler og arbeidsstykker, venting på kjøretøy og hjelpearbeidere, venting på aksept eller kontroll av ferdige produkter osv.) og tekniske årsaker (venter på reparasjon av utstyr, erstatningsverktøy, mangel på strøm, gass, damp, vann osv.).
Noen ganger kalles denne typen uregulerte pauser pauser av organisatoriske og tekniske årsaker;
- pauser forårsaket av brudd på arbeidsdisiplin, kan være forbundet med å komme for sent på jobb eller forlate jobben tidlig, uautorisert fravær fra arbeidsplassen, fremmede samtaler eller aktiviteter som ikke er relatert til jobb. Disse inkluderer også overdreven (sammenlignet med etablert regime og standarder) hviletid for arbeidere.
Når man analyserer kostnadene ved arbeidstid for å identifisere og deretter eliminere tap av arbeidstid og årsakene til disse, blir all arbeidstid til utøveren delt inn i produktive kostnader og tapt arbeidstid. Den første gruppen inkluderer arbeidstiden for å fullføre en produksjonsoppgave og tidspunktet for regulerte pauser. Disse kostnadene er underlagt rasjonering og inngår i tidsnormens struktur. Tapt arbeidstid inkluderer tid brukt på å utføre uproduktivt arbeid og tid brukt på uregulerte pauser. Disse kostnadene er gjenstand for analyse med sikte på å eliminere dem eller redusere dem så mye som mulig.
SE MER:
Beregning av tekniske tidsstandarder for sveiseoperasjoner
Standard tid
Den vanligste formen for måling av lønnskostnader er tidsstandarden, hvor kostnadene måles i standardiserte timeverk (standardtimer).
(For eksempel er normen for produksjon av produkt "A" 16 arbeidstimer, normen for produksjon av 1 m stoff "K" er 38 arbeidstimer.)
Standardtid (Nvr.) er rimelig tid brukt på å utføre en arbeidsenhet (én produksjonsoperasjon, én del, produkt av én type tjeneste, etc.) av en eller en gruppe arbeidere med etablert antall og kvalifikasjoner under spesifikke produksjonsforhold.
Standard tid inn generelt syn beregnet ved hjelp av følgende formel:
N tid = t pz + t op + t ca + t exc + t pt,
hvor N tid er standardtid per produksjonsenhet
t pz – forberedende-slutttid
t op – driftstid
t rev – tid for servicearbeidstid
t exc – tid for hvile og personlige behov
t pt – pauser på grunn av teknologi og organisering av produksjonsprosessen.
Tidsstandarder har mange varianter og inntar en sentral plass i beregningen av arbeidsstandarder, siden andre typer standarder bestemmes på grunnlag av dem.
Tidsstandarder brukes både til å standardisere arbeidet til arbeidere i ethvert yrke som er engasjert i å utføre ulike typer arbeid i løpet av et skift, og for å standardisere arbeidet til spesialister på forskjellige nivåer og områder.
Tidsstandarder er en av typene arbeidsstandarder som bidrar til å sikre effektive aktiviteter organisasjoner.
Produksjonshastighet
Produksjonshastigheten er mengden arbeid i stykker, meter, tonn (andre naturlige enheter), som må utføres av en arbeider eller gruppe arbeidere med det etablerte antallet og kvalifikasjonene per tidsenhet (time, skift, måned) organisatoriske og tekniske forhold.
Produksjonshastigheten generelt beregnes ved å bruke formelen:
N in = T cm / N tid,
hvor N in er produksjonshastigheten per skift;
T cm - skiftvarighet;
N tid – standardtid per arbeidsenhet (produkt).
Dessuten er det etablert i tilfeller der det samme regelmessig gjentatte arbeidet (operasjonen) utføres under et skift. For eksempel er produksjonshastigheten for produkter "B" 260 stk. per skift er produksjonshastigheten for materiale "C" 85 m.
Arbeidsrasjonering: bare noe alvorlig
Produksjonshastighetsindikatoren anbefales brukt der tidshastighetsindikatoren har en relativt liten verdi. Så hvis standardtiden for produksjon av del "D" er 12 sekunder per stykke. og følgelig er produksjonshastigheten for denne delen 300 stk./time.
Produksjonsstandarder er en av typene arbeidsstandarder som bidrar til å sikre effektiv drift av organisasjoner.
Beregning av forberedende og siste tid
Forberedende og siste tid Tpz brukes på å sette opp utstyr for å utføre hver prosesseringsoperasjon. I forhold med masseproduksjon, når overgang ikke er nødvendig, er mengden av forberedende og siste tid null.
Beregning av tidsstandarder og produksjonsstandarder
I andre bransjer avhenger ikke oppsetttiden av størrelsen på partiet med deler. Denne tiden kan reduseres ved å bruke gruppebehandlingsmetoder, der festemidler og skjæreverktøy i stor grad bevares ved omkonfigurering av utstyr fra å bearbeide deler av en type til å bearbeide deler av andre typer.
For CNC-maskiner summeres den forberedende og siste tiden fra tre komponenter: tid for obligatoriske teknikker, tid for tilleggsteknikker og tid for prøvebehandling av arbeidsstykket. Spesifikke verdier kan hentes fra tabeller i teknisk litteratur.
TIL nødvendige utgifter tiden inkluderer følgende: tiden for å installere og fjerne klemanordningen eller rekonfigurere klemmeelementene, installere programvaren eller kalle opp kontrollprogrammet (CP), kontrollere CP i akselerert prosesseringsmodus, angi de relative posisjonene til koordinatsystemene til maskinen og delen, samt tidspunktet for plassering av verktøy.
Det brukes ekstra tid på å motta og sende inn teknologisk dokumentasjon, sette seg inn i dokumentasjonen, inspisere arbeidsstykker, instruere arbeidsleder, motta og sende inn teknologisk utstyr.
Prøvebehandlingstiden dannes som summen av tiden for å behandle delen i henhold til NC-programmet (syklustid) og for å utføre teknikker knyttet til prøvearbeidsslag og nøyaktighetskontroll, beregne korreksjonsverdiene for skjæringens posisjon verktøytips og legge inn disse verdiene i minnet til CNC-enheten.
Kan forenkle oppdrag Tpz, ved å beregne verdiene for den forberedende og siste tiden ved å bruke formler som fastslår avhengigheten Tpz, min fra antall instrumenter K stykker og behandlingssyklustid tс = til + tв, min:
for boremaskiner Tpz = 28 + 0,25TIL + t c;
for kjedelig Tpz = 47 + TIL + tts;
for fresing Tpz = 36 +TIL+t c;
for å snu Tpz= 24 + 3TIL + 1,5 t c.
Hovedtidsberegning
Hovedtid til- Dette er tidspunktet for direkte skjæring, tiden hvor sponfjerning skjer. Tilgjengelig for alle typer behandling beregningsformler, hvis essens koker ned til å dele banen L(mm) til skjæreverktøyet med minuttmatingen smin (mm/min), dvs. på verktøyets bevegelseshastighet i forhold til arbeidsstykket (ikke å forveksle med skjærehastighet). For å beregne hovedtiden, brukes de kolonnene i den elektroniske beregningstabellen, hvor lengden på verktøystrekene legges inn, lik lengden på overflaten som behandles og overløpene til verktøyene; behandlingsdiameter eller skjæreverktøydiameter; mengden av kvoter; skjæredybde; antall verktøy tenner; kuttehastighet. Spindelrotasjonshastigheten og antall arbeidsslag, lik forholdet mellom kvoten og skjæredybden, beregnes uavhengig av datamaskinen. Det er mest tilrådelig å ha en beregningstabell i linjene for å registrere alle arbeidsslag, og i de vertikale kolonnene - slaglengder, prosessdiametre og diametre til skjæreverktøy, antall arbeidsslag, alle typer matinger (per tann , per omdreining, minutt), antall verktøytenner, skjærehastighet. Et eksempel på beregningen er gitt i vedlegg 5. Skjærehastighet og fôr skal hentes fra avsnitt 7.8 "Beregning av skjæreforhold". Datamaskinen vil beregne spindelrotasjonshastigheten ved hjelp av formelen ![]() .
.
Det er nødvendig å være spesielt oppmerksom på at formelen er lagt inn i cellene i beregningstabellen til = L/s min. Det gjelder dreiing, fresing, forsenking, boring og andre typer maskinering, der arbeidsstykket eller skjæreverktøyet roterer. Ved høvling, broaching, girskjæring, flatsliping og i en rekke andre tilfeller bestemmes hovedtiden ved hjelp av andre formler, som må legges inn i de tilsvarende cellene i Excel-tabellen.
Arbeidstidskonsept
Arbeidstid måles på ulike måter. Dette kan være et skift, en dag, en uke, en måned eller et år. Denne gangen er et mål på arbeidsvurdering. Arbeidsskiftlengden varierer avhengig av forskjellige land og av ulike typer arbeidsaktivitet, arbeidsforhold og yrker.
Hensikten med å klassifisere arbeidstidskostnader
Denne klassifiseringen gjør det mulig å etablere optimale mengder arbeidstid, identifisere andelen bortkastet tid og bestemme retninger for å øke arbeidsproduktiviteten i bedriften.
Klassifisering av arbeidstidskostnader
Arbeidstidskostnader er delt inn i separate kategorier og typer. Ved sammenstilling av klassifiseringen er det tatt hensyn til proporsjoner og størrelser av bestanddelene i hele arbeidstiden.
Arbeidstiden er generelt delt inn i:
- tid brukt på å fullføre en produksjonsoppgave (arbeidstid);
- tid brukt på en pause fra jobben.
I sin tur er arbeidstiden delt inn i:
- forberedende og siste tid;
- operasjonell tid;
- tjenestetid på arbeidsplassen.
Forberedende-slutttid innebærer å bruke tid på å forberede oppstart av arbeidsprosessen og avslutning av en slik prosess. For eksempel utfører en arbeider kvoten til en bestemt oppgave (produserer produkter) ved hjelp av noe utstyr. Før du starter arbeidet, må arbeideren forberede arbeidsplassen (oppstart av utstyr, oppvarming osv.). Ved slutten av arbeidsoppgaven skal arbeideren sette utstyret i forsvarlig stand (fjerne, smøre, tørke av osv.).
Merknad 1
Det er verdt å merke seg at hvor lang tid som brukes på forberedelse og fullføring av arbeid ikke avhenger av standardene for å fullføre oppgaven. For eksempel må hundre enheter produseres eller tre hundre enheter - tiden brukt på forberedelse og fullføring av arbeidet vil alltid være konstant. I denne forbindelse utvikles de høyest mulige standarder som vil rettferdiggjøre kostnadene ved å forberede og fullføre arbeidet.
Driftstid er tiden brukt direkte på å fullføre en produksjonsoppgave (overholdelse av standarder).
I sin tur er driftstiden delt inn i:
- hovedtid;
- hjelpetid.
Grunntid er tiden hvor selve produksjonen av arbeidsobjektet finner sted.
Hjelpetid er tid som sikrer kvalitetstid brukt på primærtid. Dette kan være installasjon eller utskifting av enkelte deler i utstyret, stopp mesteparten av tiden for å kontrollere kvaliteten på produserte produkter osv.
Vedlikeholdstid på arbeidsplassen innebærer å bruke tid på å holde arbeidsplassen i orden.
På sin side er slik tid delt inn i:
- vedlikehold;
- organisatoriske tjenester.
Vedlikehold på arbeidsplassen sikrer jevn drift av utstyr og verktøy.
Organisatoriske tjenester inkluderer vedlikehold av arbeidsplassen (layout, layout, etc.).
I tillegg til disse typer arbeidstidskostnader kan det være andre typer.
Arbeidstid som ikke er gitt av produksjonsoppgaven. I dette tilfellet mener vi tilfeldige og uforutsette oppgaver. For eksempel, under et strømbrudd, er det nødvendig å bruke tid på å starte generatoren.
Også tid kan brukes på ikke-produktivt arbeid, det vil si på oppgaver som på ingen måte er relatert til produksjonskrav.
Tidspunktet for pauser i arbeidet kan være regulert eller uregulert.
Uplanlagte pauser kan forekomme både av produksjons- og ikke-produksjonsmessige årsaker.
 Organisering av utvikling av nye produkter Organisering og planlegging av produksjon
Organisering av utvikling av nye produkter Organisering og planlegging av produksjon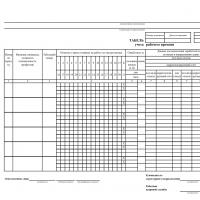 Retningslinjer for bruk av timelister
Retningslinjer for bruk av timelister Hvem er en snekker: fordeler og ulemper med yrket Om skader på jobb
Hvem er en snekker: fordeler og ulemper med yrket Om skader på jobb Stillingsbeskrivelse av produksjonsleder (kokk)
Stillingsbeskrivelse av produksjonsleder (kokk) Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon
Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon Ledelsen tvinger deg til å rydde opp, og truer med å sparke deg hvis du ikke møter opp på en fridag.
Ledelsen tvinger deg til å rydde opp, og truer med å sparke deg hvis du ikke møter opp på en fridag. Presentasjon om temaet moralske verdier
Presentasjon om temaet moralske verdier