Driftsprinsipp for en CNC-arkbøyemaskin. Kantpresser Durma AD-R-serien. Rask utstyrsoppsett
Moderne fabrikkutstyr inkluderer i de fleste tilfeller nødvendigvis en CNC-kantbrems: slike maskiner lar deg bøye metallarbeidsstykker raskt, nøyaktig og med minimale kostnader, både tid og økonomisk. Blant produktene produsert av DURMA-selskaper (Türkiye), anbefaler eksperter å ta hensyn til AD-R-presser, som utmerker seg ved deres allsidighet i drift og høy presisjon i operasjoner.
Økonomisk CNC kantpress
DURMA-merkeprodukter er designet for et bredt spekter av kunder, og derfor legger selskapet spesiell vekt på å redusere kostnadene for utstyret det bruker mest etterspurt. Det var innenfor rammen av dette programmet at tyrkiske designere utviklet pressene til AD-R-linjen.
CNC kantpresse DURMA:
- Ekte innovasjon
- En kombinasjon av effektivitet, tilgjengelighet og enkelhet
- Det beste forholdet mellom "arbeidskompleksitet og utstyrskostnad" i det konkurransedyktige området
- Intuitiv CNC-kontroll
- Spesiell design kontrollenhet og programvare vil sikre enkel oppsett av driften av utstyret, og kontroll vil være mulig selv for utrente arbeidere.
- Utmerket bøyekvalitet, enkel inntasting av bøyevinkelverdier og andre operasjoner
- Robust støpt konstruksjon er kjennetegnet til DURMA utstyr
- Arbeidet er enkelt og behagelig på alle måter.
- Økt klaring og generell arbeidsplass optimaliserer arbeidet med komplekse, flere bøyer
- Designet og produsert for lavprissegmentet av markedet, samtidig som det tilsvarer "Premium"-klassen
- har praktisk talt ingen begrensninger på kompleksiteten til bearbeidede arbeidsstykker;
- har et høyt funksjonsnivå;
- tilhører kategorien svært lønnsomt utstyr;
- har et upåklagelig kvalitetsnivå og alle nødvendige produsentgarantier.
Den synkroniserte hydrauliske bøyepressen DURMA AD-R fra "economy"-serien har blitt en vellykket utvikling av AD-E-modellen. Enheten er designet for et bredt spekter av kunder som ønsker å minimere antall kontrollfunksjoner. I den nye serien med presser utføres arkbehandling i henhold til et program som dannes direkte av operatøren, som deretter overvåker behandlingen. De viktigste programmerbare operasjonene er tilnærmingshastighet, returhastighet og kraftslag. Dermed blir kvaliteten på det ferdige produktet betydelig forbedret på grunn av eliminering av deformasjoner i bøyesonen, hvis du setter inn modusen for å flytte lysbildet opp med lav hastighet, etterfulgt av å stoppe og bytte til en ventetilstand. Når du arbeider med rustfritt stål og noen andre uvanlige materialer, er det nyttig å programmere lukkerhastigheten nedenfra eller forsinkelsen. For disse formålene inkluderer standardsettet med AD-R-presser en CNC Easy-kontroller.
Alle medlemmer av DURMA AD-R hydrauliske kantpressefamilien har tre akser under CNC-kontroll: X - bakstoppposisjonering, Y1 og Y2 - glidebevegelse. Prosessen med å programmere kontrolleren forenkles så mye som mulig og utføres fra kontrollpanelet, på grunn av dette reduseres tiden for produksjon av delen betydelig. Etter å ha mottatt innledende informasjon om dimensjonene til produktet og sekvensen av teknologiske operasjoner, beregner CNC uavhengig bøyevinkelen, de innledende og endelige posisjonene til glidebryteren og bakstoppet, samt deres bevegelse langs aksene.
På forespørsel fra kunden kan det grunnleggende settet til AD-R-pressen suppleres med et system for å kompensere nedbøyningen av arbeidsbordet (automatisk under kontroll av en kontroller eller manuell), en fargegrafisk monitor koblet til CNC Easy og en krets for å bestemme sekvensen av bøye- og platerotasjonsoperasjoner.
Hydrauliske presser i DURMA-D-serien har automatisk kalibrering, som gjør det mulig å produsere presisjonsprodukter med en posisjoneringsnøyaktighet på opptil 0,05 mm. Hydraulikken til enheten er utstyrt med komponenter produsert av Bosch, og dens elektriske del er bygget på elementer fra Omron, Telemecanique og Siemens.
Produkter med DURMA-varemerket har vunnet popularitet i Russland på grunn av produsentens høyeste ansvar for å oppfylle kontraktsmessige forpliktelser, et moderne system for garanti og service etter garanti, og det mest optimale forholdet mellom kvalitet og pris i markedssegmentet.
|
Hovedkomponenter som standard |
|
 |
 |
|
Toppbjelkeledere |
Økt slag, klaring og matedybde |
| Doble føringer øker nøyaktigheten av bevegelsen til den øvre strålen | Arbeidsplassen på AD-R-seriens maskiner er økt, noe som har gjort arbeidet betydelig lettere og redusert tid produksjonssyklus |
 |
 |
|
Motorisert X-aksevandring styres av CNC |
Støtte foran |
| Høyden på bakstoppet (R-aksen) stilles inn manuelt. Posisjoneringsdybden til fingerblokkene beregnes av CNC. Backgauge rekyl er en standardfunksjon for å sikre posisjoneringsnøyaktighet. Fingerblokker beveger seg langs lineære føringer på lagre |
Frontstøtten installeres raskt på lineære føringer og kuleledd, som lar deg enkelt flytte arbeidsstykket i horisontalplanet |
|
Verktøyholder |
|
|
 |
|
Euroclamp Multi-V |
Hurtigkoblingsklemme |
| Dette verktøymonteringssystemet gir presis parallellitet | |
 |
 |
|
Sikkerhetssystemer overholder CE-standarder |
|
| Maskinen kan utstyres med ekstra sikkerhetssystemer i henhold til CE | |
 |
Durma CNC Easy Bend |
| Mer effektiv og grundig kontroll enn med standardmaskiner Treningstid 5 minutter Mer produktiv enn analoger Mer kostnadseffektivt enn tilsvarende maskiner Lavere servicekostnader enn standardmaskiner Forenklet skjerm med færre knapper Enkel å administrere Krever ikke ytterligere omprogrammering Full kontroll over alle bøyestadier Verktøyalternativer er allerede lagret i minnet Mulighet for prosessjusteringer USB-grensesnitt Enkel å oppgradere |
|
 |
Durma CNC-fordel |
| 19 cm diagonal monitor med 2-dimensjonal skanning på arbeidsskjermen Enklere bøyeinnstillinger Automatisk deteksjon av bøyesekvens Full beregning av størrelser og deler Sikkerhetssystem Offline programvare (programmering og oppsett av drift av maskinkomponenter) Motorisert bordbøyningskompensasjon I/O-kontroll Tandem arbeid USB-grensesnitt for sikkerhetskopiering og gjenoppretting av programmer, instrumentinnstillinger, parametere Gratis støtte 85 programmer (opptil 12 trinn hver) Programvare på disk eller andre medier |
|
 |
DNC 880s - CNC 2D |
| DNC 8805 - kontroller designet spesielt for bøyeutstyr Den brukes både på helsynkroniserte maskiner og på seriemaskiner med et forenklet kontrollsystem med elektrisk eller hydraulisk motor. DNC 880s - målestokk for ytelse til en konkurransedyktig pris i en kompakt design Fargeskjerm med en diagonal på 25 cm Sanntidsvisning av bøyeprosessen på en 2D-skjerm Windows XP leveres forhåndsinstallert for jobb- og dataadministrasjon Kobles til eksterne enheter via USB-port for sikkerhetskopiering av data. Mer enn 20 tilgjengelige språk |
|
|
Standard utstyr |
Valgfrie tillegg |
|
|
Spesifikasjoner
AD-R-serien kantpresser fra 1250 mm. opptil 3050 mm.
| AD-R-serien | Enhet målinger |
1260 | 30100 | 30135 | 30175 | 30220 | 30320 | |||
| Arbeidsstyrke | Tonn | 60 | 60 | 100 | 100 | 135 | 175 | 220 | 320 | |
| Arbeidslengde | (EN) | mm | 1250 | 2050 | 2550 | 3050 | 3050 | 3050 | 3050 | 3050 |
| Avstand mellom støttene | (B) | mm | 1050 | 1700 | 2200 | 2600 | 2600 | 2600 | 2600 | 2600 |
| mm/sek | 75 | 200 | 180 | 180 | 160 | 120 | 120 | 100 | ||
| Y-aksens driftshastighet | mm/sek | 9 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | |
| mm/sek | 50 | 120 | 120 | 120 | 120 | 100 | 100 | 100 | ||
| Klarering | (D) | mm | 370 | 530 | 530 | 530 | 530 | 530 | 530 | 630 |
| Bordbredde | (G) | mm | 104 | 104 | 104 | 104 | 104 | 104 | 104 | 154 |
| Bordhøyde | (F) | mm | 828 | 900 | 900 | 900 | 900 | 900 | 900 | 900 |
| Flytte | (C) | mm | 160 | 265 | 265 | 265 | 265 | 265 | 265 | 365 |
| Arkmatingsdybde | (E) | mm | 350 | 410 | 410 | 410 | 410 | 410 | 410 | 410 |
| Støttestenger | stk. | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| stk. | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | ||
| X-aksens kjørehastighet | mm/sek | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | |
| X-aksevandring | mm | 430 | 430 | 650 | 650 | 650 | 650 | 650 | 650 | |
| Motorkraft | kW | 4 | 7,5 | 11 | 11 | 15 | 18,5 | 22 | 37 | |
| Oljetank kapasitet | L | 60 | 100 | 100 | 100 | 150 | 250 | 250 | 250 | |
| Lengde | (L) | mm | 2100 | 3300 | 3800 | 4200 | 4200 | 4350 | 4250 | 4300 |
| Bredde | (W) | mm | 1250 | 1650 | 1670 | 1670 | 1680 | 1700 | 1770 | 1820 |
| Høyde | (H) | mm | 2400 | 2750 | 2750 | 2750 | 2750 | 2750 | 2750 | 3230 |
| Vekt | kg | 3200 | 6100 | 8650 | 9250 | 10250 | 11250 | 12250 | 17250 |

Spesifikasjoner
AD-R-serien kantpresser fra 3700 mm. opptil 6050 mm.
| AD-R-serien | Enhet målinger |
37175 | 37220 | 40175 | 40220 | 40320 | 40400 | 60220 | 60320 | 60400 | |
| Arbeidsstyrke | Tonn | 175 | 220 | 175 | 220 | 320 | 400 | 220 | 320 | 400 | |
| Arbeidslengde | (EN) | mm | 3700 | 3700 | 4050 | 4050 | 4050 | 4050 | 6050 | 6050 | 6050 |
| Avstand mellom støttene | (B) | mm | 3100 | 3100 | 3600 | 3600 | 3600 | 3400 | 5100 | 5100 | 5100 |
| Y-aksehastighet i akselerert modus | mm/sek | 120 | 120 | 120 | 120 | 100 | 100 | 100 | 100 | 100 | |
| Y-aksens driftshastighet | mm/sek | 10 | 10 | 10 | 10 | 10 | 8 | 10 | 10 | 8 | |
| Y-aksen revers hastighet | mm/sek | 100 | 100 | 100 | 100 | 100 | 80 | 100 | 100 | 80 | |
| Klarering | (D) | mm | 530 | 530 | 530 | 530 | 630 | 630 | 530 | 630 | 630 |
| Bordbredde | (G) | mm | 104 | 104 | 104 | 104 | 154 | 154 | 154 | 154 | 154 |
| Bordhøyde | (F) | mm | 900 | 900 | 900 | 900 | 900 | 1040 | 1100 | 1100 | 1220 |
| Flytte | (C) | mm | 265 | 265 | 265 | 265 | 365 | 365 | 365 | 365 | 365 |
| Arkmatingsdybde | (E) | mm | 410 | 410 | 410 | 410 | 410 | 510 | 410 | 410 | 510 |
| Støttestenger | stk. | 2 | 2 | 2 | 2 | 2 | 2 | 4 | 4 | 4 | |
| Antall fingre på bakstoppet | stk. | 2 | 2 | 2 | 2 | 2 | 2 | 4 | 4 | 4 | |
| X-aksens kjørehastighet | mm/sek | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | |
| X-aksevandring | mm | 650 | 650 | 650 | 650 | 650 | 750 | 750 | 750 | 750 | |
| Motorkraft | kW | 18.5 | 22 | 18.5 | 22 | 37 | 37 | 22 | 37 | 37 | |
| Oljetank kapasitet | L | 250 | 250 | 250 | 250 | 250 | 450 | 250 | 250 | 500 | |
| Lengde | (L) | mm | 4950 | 4950 | 5250 | 5250 | 5300 | 5750 | 7500 | 7500 | 7500 |
| Bredde | (W) | mm | 1700 | 1770 | 1700 | 1770 | 1910 | 2110 | 1770 | 1910 | 2110 |
| Høyde | (H) | mm | 2900 | 2900 | 2750 | 2900 | 3230 | 3540 | 3250 | 3450 | 3710 |
| Vekt | kg | 17250 | 14100 | 12850 | 14750 | 20750 | 26750 | 20590 | 28250 | 35750 |
DURMA-selskapet følger en konsekvent politikk for å redusere kostnadene for hovedtypene produksjonsutstyr. AD-R-serien med presser ble utviklet av selskapets designere som en del av dette programmet.
En vertikal arkbøyepresse har ingen begrensninger på kompleksiteten til de behandlede produktene, den kombinerer høy funksjonalitet og ubetinget lønnsomhet. Ved å selge utstyr på det russiske markedet tilbyr DURMA kundene den beste balansen mellom kostnader, kvalitetsgarantier og komfortable handelsbetingelser.
En kantpress utstyrt med en hydraulisk drivenhet kan i dag finnes i utstyret til mange produksjonsbedrifter som opererer i ulike bransjer. Denne enheten, hvor et metallarbeidsstykke behandles ved hjelp av kalddeformasjonsmetoden, gjør det mulig å produsere produkter hvis geometriske parametere nøyaktig samsvarer med de angitte verdiene.
Utviklingshistorie og fordeler med applikasjonen
Hydraulisk arkbøying, som begynte å bli brukt av produksjonsbedrifter på midten av 1900-tallet, erstattet manuelle og mekaniske enheter designet for å bøye metallplater. Sammen med den høye effektiviteten og kostnadseffektiviteten ved bruk, har en manuell bøyepresse også en rekke betydelige ulemper, først og fremst forbundet med umuligheten av å få produkter med presise geometriske parametere ved hjelp av den, så vel som med påføring av betydelig fysisk innsats når du bruker den.
Mekaniske kantpresser er heller ikke uten sine ulemper, som er som følger:
- Driften av en slik maskin er ledsaget av betydelig støy og sterk vibrasjon.
- Produkter laget med slikt utstyr er ikke av høy kvalitet.
- Når du bruker en slik maskin, er risikoen for skade for operatøren som betjener den for stor.
- Bruken av en slik kantpress er forbundet med økt energiforbruk.
- Å justere mekaniske på nytt er en ganske komplisert prosedyre.

I tillegg til mekaniske og manuelle, på moderne marked Pneumatisk drevne kantpresser er også tilgjengelig. Slikt utstyr, hvis drift krever et sentralisert trykkluftnettverk, har en svært alvorlig ulempe: selv med en økning i størrelsen på maskinen, tillater ikke kraften den utvikler, som den virker på arbeidsstykket som behandles, behandling. av metallprodukter av betydelig tykkelse.
Etter å ha dukket opp på markedet, gjorde den hydrauliske platebøyeren, preget av den høyeste kraften blant alt utstyr for dette formålet, et reelt gjennombrudd i behandlingen av metallplater ved å bøye. Denne pressbøyeren har, i tillegg til høy effekt, mange andre fordeler:
- høyt sikkerhetsnivå;
- høy pålitelighet;
- evnen til å produsere produkter av eksepsjonelt høy kvalitet.

Etter å ha dukket opp på markedet på midten av 1900-tallet, fikk hydrauliske modeller av arkbøyemaskiner en rekke betydelige forbedringer, som gjorde det mulig å gi disse enhetene ekstra funksjonalitet og gjøre dem mer praktiske og trygge å bruke. Å utstyre en moderne hydraulisk kantpresse med innovative enheter og tilleggsmekanismer gjør at den kan brukes til å lykkes med å løse selv de mest komplekse oppgaver knyttet til bøying av platemetall. Blant slike enheter og mekanismer er:
- CNC-system for en kantpress (et slikt system, utstyrt med et grafisk brukergrensesnitt, er i stand til uavhengig å bestemme modusene og sekvensen av teknologiske operasjoner);
- mekanismer som sikrer økt beskyttelse maskinoperatør fra skade;
- elektroniske enheter som er ansvarlige for å justere bevegelseshastigheten til traversen;
- indikator som gir kontroll over bøyningsvinkelen som utføres.
Dette er bare en liten liste over tilleggselementer som kan være til stede i utformingen av en hydraulisk kantpress. Tilstedeværelsen av slikt utstyr utvider funksjonaliteten til maskinen betydelig og gjør det mulig å bruke den til å løse spesielle problemer.
Designfunksjoner
En pressbøyer utstyrt med en hydraulisk drivenhet brukes til å løse følgende teknologiske problemer:
- dannelse av bøyde metallprodukter, hvis geometriske parametere samsvarer nøyaktig med de spesifiserte parameterne;
- fremfører en av scenene teknologisk prosess behandling av stålplateprodukter hvis tykkelse overstiger 3,5 mm;
- utføre høykvalitets og rimelig bøying av stålplateprodukter, hvis tykkelse ikke overstiger 3,5 mm;
- produksjon ved bøyning av store partier av samme type stålplateprodukter.

Avhengig av graden av mobilitet kan en hydraulisk arkbøyer være mobil eller stasjonær. Stasjonære metallbøyepresser utstyrt med en hydraulisk drift er preget av høy kraft og produktivitet. De brukes til å behandle et stort antall arbeidsstykker i en begrenset tidsperiode. I tillegg blir stasjonære hydrauliske platebøyere, på grunn av deres tekniske evner, vellykket brukt til å behandle arbeidsstykker laget av metallplater, selv av svært betydelig tykkelse. Mobile eller mobile presser, også drevet av en hydraulisk drivenhet, kan enkelt flyttes til ethvert sted hvor de er planlagt brukt til det tiltenkte formålet.
Driftsprinsippet for en kantpress er at dens arbeidslegeme, som er en travers, er informert om den nødvendige bevegelsesretningen og kraftnivået som den virker på arbeidsstykket som behandles. Traversen er en stiv bjelke laget av stål. Det er på den at arbeidsenhetene er festet, ved hjelp av hvilke produktet dannes med de gitte geometriske parameterne.

To lineære sensorer er ansvarlige for nøyaktigheten av bevegelsen til traversen, som nøyaktigheten og kvaliteten på behandlingen som utføres direkte avhenger av, hvorav den ene overvåker høyre side av arbeidskroppen, og den andre - venstre. For å kunne danne en foldet kant med de nødvendige geometriske parameterne på hydrauliske arkbøyemaskiner, er de fleste modeller utstyrt med en bakre programmerbar stopp. Hydrauliske arkbøyere er praktisk talt uunnværlig utstyr i produksjonen av produkter for følgende formål:
- boligdeler til husholdning og industrielt utstyr, elektriske enheter for ulike formål;
- boligelementer kjøretøy;
- bøyde metallprodukter til andre formål.

Ved å bruke spesielle bøyeverktøy for kantpresser, kan slikt utstyr lykkes med å behandle metallplater med sylindriske og koniske konfigurasjoner.
Driftsprinsipp
Prinsippet som en kantpress utstyrt med en hydraulisk drift fungerer med er ganske enkelt, men sikrer likevel både høy produktivitet av teknologiske operasjoner og deres sikkerhet.

Prosessen med å bøye metallemner ved bruk av en maskin i denne kategorien utføres i følgende sekvens:
- Presstverrstangen er festet i "dødsenteret" av arkbøyeutstyret, plassert i dens øvre del.
- For at traversen skal begynne å bevege seg fra topp til bunn med ønsket hastighet, brukes en fotpedal eller knapp for å kontrollere denne mekanismen. Opp til en viss posisjon beveger traversen seg med en fritt fallhastighet, som er høyere enn hastigheten som kreves for å utføre bøying. Til tross for denne definisjonen er det ikke noe fritt fall av traversen som sådan, hver av dens bevegelser overvåkes og kontrolleres ved hjelp av passende utstyr.
- Når traversen er så nær overflaten av arbeidsstykket som behandles som mulig, gis arbeidshastigheten til strålen. Alle bevegelser av traversen, så vel som driftsmodusene til slike bevegelser, styres av det hydrauliske systemet til kantpressen, og maskinvarekontrollenheter eller spesielle sensorer er ansvarlige for å kontrollere slike prosesser.
- Traversen av maskinen, etter å ha gitt den driftshastighet, tenderer til det nederste "dødpunktet", etter å ha nådd som den holdes i denne posisjonen i noen tid. Å holde traversen i bunnen "dødpunkt" er nødvendig for å sikre en jevn belastning på overflaten av arbeidsstykket som gjennomgår bøyeprosessen.
- Det er veldig viktig, etter å ha fullført å bøye arbeidsstykket, å begynne å heve traversen med en viss hastighet, som ikke har mindre innflytelse på kvaliteten på behandlingen som utføres enn selve implementeringsprosessen. Stadiet av bøyeprosessen, hvor traversen stiger over overflaten til det nybearbeidede arbeidsstykket, kalles dekompresjon.
- Etter å ha fullført dekompresjon av traversen med tilstrekkelig høy hastighet går tilbake til øverste dødpunkt.
- Utstyret slås av og det ferdige produktet fjernes fra behandlingsområdet.

Den teknologiske prosessen med å bøye et metallarbeidsstykke, utført på en kantpress utstyrt med ekstra arbeidsmekanismer, kan avvike litt fra skjemaet beskrevet ovenfor, men generelt forblir essensen den samme.
Ved bearbeiding av arbeidsstykker på en hydraulisk arkbøyemaskin blir vi styrt av flere grunnleggende parametere for både utstyret som brukes og den teknologiske prosessen. Slike parametere inkluderer spesielt:
- arbeidslengden på utstyret som brukes;
- kraften som arbeidslegemet til pressen utøver på arbeidsstykket som behandles;
- produktiviteten som behandlingen utføres med.
I tillegg til de viktigste, er det også en rekke tilleggsparametre som også må tas i betraktning både når du velger en presse og når du utfører behandling. Disse parameterne inkluderer:
- avstand mellom sidestolpene på maskinen;
- hastigheten som arbeidsoperasjoner utføres med;
- den maksimale avstanden traversen kan heves osv.
Kort beskrivelse av LGSG-28-modellen
I utstyret til mange produksjonsbedrifter hvis aktiviteter involverer behovet for å bøye metallemner, kan man finne LGSG-28-modellen for bøying, produsert av Lipetsk-anlegget for produksjon av spesielt rulleformingsutstyr. De tekniske egenskapene til en slik presse gjør det mulig å bruke den med hell til å bøye metallemner, hvis tykkelse når 3 mm og lengden opp til 2,5 m.

Den mest hensiktsmessige bruken av en maskin av denne modellen er for de bedriftene som er engasjert i produksjon av samme type metallprodukter i mellomstore og store serier. Av de viktigste fordelene med kantpressen til denne modellen, bør følgende fremheves:
- lavt støynivå som sendes ut under drift av enheten;
- enkel administrasjon og vedlikehold;
- optimal kombinasjon funksjonalitet og kostnad;
- økonomisk energiforbruk;
- evnen til å utføre bøying både manuelt og helautomatisert;
- høy allsidighet;
- høy pålitelighet, tilgjengelighet av reservedeler og komponenter for implementering vedlikehold og reparasjoner.

Det hydrauliske utstyret som pressen til denne modellen er utstyrt med tillater utvikling av kraft i bøyeområdet, og når en verdi på 20 tonn. Maksimal bøyevinkel som slikt utstyr kan oppnå er 105°, og det kan utføres i en minimumsbredde på 4 cm.
CNC-maskiner
I det siste har platebøyningsmaskiner blitt veldig populære. hydrauliske presser, som er utstyrt med en numerisk programvareenhet som er ansvarlig for å kontrollere enheten. Slikt utstyr, som kan være en arkbøyemaskin med en roterende bjelke, eller en hvilken som helst annen type maskin, lar deg utføre teknologiske operasjoner med høy presisjon og ytelse.

CNC-arkbøyemaskiner produsert i Portugal under Adira-merket har fått stor popularitet blant innenlandske produsenter på grunn av deres pålitelighet og brede funksjonalitet. Hydraulisk CNC kantpress av denne varemerke presentert på hjemmemarkedet modeller med varierende kraft og funksjonalitet, men alle kjennetegnes av følgende fordeler:
- slitesterk travers, laget i monoblock-design;
- kompakte dimensjoner av hydraulisk utstyr installert på maskiner;
- tilstedeværelsen av to typer overbelastningsbeskyttelse: hydraulisk og elektrisk;
- tilstedeværelsen i utformingen av maskinen av to servoventiler, som styres inn automatisk modus;
- enkel oppsett av alle driftsmoduser;
- høy ytelse og russifisering av kontrollerene installert på denne CNC-arkbøyemaskinen;
- kraftig design av bakstopperen, utstyrt med fire kontrollerte aksler.

Alle modeller av hydrauliske kantpresser produsert hos YuUMZ LLC kan utstyres med ulike numeriske datakontrollsystemer (CNC) på kundeforespørsel. CNC kantpresse (CNC kantpress) gir mulighet for bøying, som på en konvensjonell platebøyningsmaskin tar svært lang tid eller er umulig å utføre i det hele tatt. Det finnes for tiden mange CNC-systemer for kantpresser fra forskjellige produsenter, alt fra de enkleste som kun kontrollerer to akser X Og Y opp til systemer som styrer pressens 9 akser og lar operatøren gjøre justeringer av arbeidet direkte under bøyeprosessen.
Bildet viser kontrollpaneler til ulike CNC-systemer, fra de enkleste til modeller med 2D- og 3D-visualisering på skjermen.




De mest populære er CNC-arkbøyere som styrer 3 akser: Y1-Y2-aksene til glideren og X-aksen til bakstopperen. Bøying av metall på en CNC-kantpresse er mye mer nøyaktig og tar mye mindre tid, siden CNC-systemet lar deg unngå feil som underbøying eller bøying av produktet, og omorganiserer automatisk bakstoppene til de nødvendige høyde-, dybde- og breddeparametrene. CNC-systemet på kantpressen overvåker og kontrollerer glidebryterens bevegelse - langs to akser, bevegelsen til ryggstoppene - langs seks akser (når kantpressen er utstyrt med passende bakstopp), samt betjeningen av bombesystemet (bordavbøyningskompensasjonssystem) - aksene til kantpressen er vist på tegningen. 
Alle moderne systemer CNC-kontroller for kantpresser har følgende funksjonalitet:
Database over materialer og verktøy;
Evne til å legge inn data for bøyeparametre for nytt materiale;
Automatisk beregning av koordinatene til alle akser for hver operasjon og den optimale bøyesekvensen, muligheten til å endre denne sekvensen manuelt;
Automatisk beregning av utfoldet lengde på en del;
Muligheten til å enkelt justere bøyevinkelen ved å angi den resulterende vinkelen etter den første bøyningen;
Tilstrekkelig minne til å lagre brukte programmer;
Evne til å legge til et nytt verktøy;
Grafisk visning av sekvensen av bøyninger og muligheten til å angi dimensjonene til den resulterende delen grafisk er tilgjengelig i modeller med 2D- og 3D-visualisering på kontrollerskjermen.
Tilgjengelighet oppførte funksjoner på en CNC-arkbøyer gir operatøren mulighet for rask inntasting og beregning av programmer direkte på CNC-en med minimal tid brukt på forberedelsene. Deres fravær kompliserer arbeidet, øker tiden brukt på å utarbeide kontrollprogrammer og utføre testbøyninger.
En CNC kantpress (CNC sheet bending machine) lar deg produsere svært presis bøying med optimale tids- og energikostnader og - det som er viktigst - den høye kvaliteten på det resulterende produktet!
Tekniske konsulenter vil hjelpe deg med å velge den nødvendige CNC kantpressen produsert av YuUMZ LLC.
Beskrivelse av noen CNC-kontrollermodeller:
Kompakt kontroller DELEM DA-56 gir praktisk programmering gjennom todimensjonal grafisk design av CNC DELEM (Holland). Ved å bruke lagret verktøy kan du raskt og enkelt sette opp maskinen og utføre prøvebøyning.
CNC-kontrolleren er utstyrt med berøringsknapper. Programmet beregner automatisk posisjonene til alle akser og bøyesekvensen og viser verktøyet og arbeidsstykket på displayet.
Mens han kontrollerer maskinen, har operatøren, ved hjelp av kontrollprogrammet DA-56, muligheten til å grafisk simulere prosessen med å bøye arbeidsstykket. Maskinens grunnleggende kontrollfunksjoner er styring av Y1, Y2, X-aksene. Den andre bakmåleraksen kan være R/Z eller X2.
CNC-kontrolleren er designet med den nyeste teknologien og er fleksibel og enkel å bruke.
Farge-TFT LCD-skjermen og det moderne grensesnittet gir brukeren muligheten til raskt å navigere i programmet og enkelt stille inn parametere.
Spesifikasjoner:
- 2D-grafikkprogrammering
- Fargeskjerm 10,4” LCD TFT
- Definere bøyesekvensen
- Beregning av aksial lengde
- Delvis konveksitetskontroll
- USB-grensesnitt for eksterne enheter
- Hjelpefrekvensomformer og AC-regulator
- Prosessor 200 MHz
- Minne 32 MB
- Minne for produkt og verktøy 2 MB
- Økonomisk boligdesign
Datablad:
- 7 programnivåer
- Nummerering av tegninger: 20 alfanumeriske tegn
- Programrepeterbarhet: 9.999
- Antall programtrinn: maks. 99 (sekvensielt)
- Repeterbarhet av trinn: maks. 99
- Mål: millimeter/tommer
- Telling av bearbeidede deler
- Minnefunksjon ved strømbrudd
- Feilrapporteringssystem
- Hus med innebygget kontrollpanel
- Programmerbar aksehastighetsreduksjon
- Kildemateriale programmering
- Verktøyprogrammering
Telle:
- Sikkerhetsavstand for verktøy
- Bøyekrefter
- Bøyegodtgjørelse
- Konvekse justeringer
- Aksial lengde
- Nederste bombestyrke
- Verktøykollisjoner
- Vinkeljusteringer
Grensesnitt:
- Toveis DNC RS-232C
Aksekontroll:
- Unipolar frekvensomformerkontroll
- To-hastighets aksekontroll for AC-motor
- Y1, Y2, X, Z aksekontroll
Hjelpefunksjoner:
- Program for oppdagelse av feil og funksjonsfeil
- Velge kontrollspråk
- Samtalemeldinger
- Online hjelp
- Opto-isolert inngang/utgang
ESTUN E200- kontrolleren er spesialdesignet for kantpresser og giljotiner med det mest moderne elektroniske teknologier for å kontrollere bakstopp og slagbevegelse.
Enkel veksling mellom ulike funksjoner, brukervennlig grensesnitt, praktisk betjening og en stor mengde informasjon på skjermen er tilgjengelig for brukeren å enkelt programmere, parameterinnstilling og automatiske behandlingsoperasjoner er enklere, praktisk og raskere.
Takket være Estuns patenterte bevegelseskontrollteknologi og CAN BUS-grensesnitt for å koble til Estuns eget EDC-serie AC servodrivsystem, er ytelsene fullt reproduserbare.
Muligheten til å velge menyspråk mellom: engelsk / kinesisk, muligheten til å velge målesystem mellom: tommer / mm, tilfredsstille de forskjellige kravene til kunder fra forskjellige land.
Kontrolleren har bestått strenge elektromagnetiske kompatibilitetstester og har blitt CE-sertifisert og godkjent av TUV Rheinland Group i Tyskland.
De viktigste tekniske egenskapene:
Lyssterk LCD-skjerm, 240 x 128
Ensidig posisjonering eliminering av kuleskruespill
Valg av målesystem: tommer/mm
Stillingskompensasjon
Lagring av stanseposisjonen
Automatisk søk etter landemerker og memorering av posisjon
Tilstrekkelig lagringsplass for 40 programmer
Flertrinns programmering av 25 bilder (trinn) per program
Mulighet for å velge mellom: Engelsk meny eller kinesisk
Kontroll: backgauge langs X-aksen, og bevegelse langs Y-aksen
Installasjon av automatisk arbeid og rask bevegelse
Bøyteller
Enkel kraftinnstilling
Mulighet for flertrinnsprogrammering ved automatisk programdrift og kontinuerlig posisjonering
Ved strømbrudd: husker programposisjon og sensorparametere og stanseposisjon
Enkelt- og leddakseposisjonering
Eliminerer skruegap
Automatisk referansepunktsøk
Automatisk system som hindrer bakmåleren i å kollidere med arbeidsstykket
Automatisk plasseringskorreksjon
Oppbevar data i minnet etter at strømmen er slått av
Hydraulisk arkbøyemaskin brukes på ulike produksjonsbedrifter for bøying av metallplater ved bruk av en kald metode med streng overholdelse av spesifiserte bøyevinkler.
1 Hvordan oppsto hydrauliske platebøyningsmaskiner?
I utgangspunktet global industri produserte mekaniske og manuelle arkbøyere. De var enkle og pålitelige i drift, hadde en enkel design og krevde ikke for store kostnader for produksjonen. Det er tydelig at den ikke ga den nødvendige bøyningsnøyaktigheten, og for å bruke den var det nødvendig å bruke betydelig fysisk kraft. Mekanisk utstyr hadde også mange mangler:
- høy grad av vibrasjon og støy under drift;
- lav kvalitet på produserte produkter;
- økt risiko for skade på installasjonsoperatøren;
- høyt forbruk av elektrisk energi;
- vanskeligheter når det er nødvendig å justere maskiner på nytt.
Samtidig med mekaniske presser begynte pneumatisk utstyr å bli brukt til å bøye metallarbeidsstykker. Den ble brukt ganske begrenset, siden for driften av slike enheter var det nødvendig å koble til dem trykkluft langs en spesiell motorvei. Og lastekraften som de kunne gi var relativt liten.
Et virkelig gjennombrudd innen bøying av metallplater var utseendet på midten av 1900-tallet av hydrauliske presser, som ble preget av lavt strømforbruk, et høyt nivå av arbeidssikkerhet, nesten upåklagelig pålitelighet og utmerket kvalitet på produserte produkter.
Til siste årene Den standard hydrauliske kantpressen har gjennomgått mange endringer. I dag er den utstyrt med innovative enheter og mekanismer som i stor grad letter prosedyren for å bøye metallarbeidsstykker. Disse inkluderer følgende enheter og utviklinger:
- grafisk brukergrensesnitt som tillater programledelse maskinen kan uavhengig bestemme og stille inn bøyesekvensen;
- justeringsutstyr elektroniske enheter travershastighet;
- beskytte operatøren mot skade;
- kontrollindikatorer for bøyningsvinkel.

Liste moderne tilleggsutstyr, installert på hydrauliske arkbøyere, kan vare ganske lenge. Vi vil også snakke om mange spesielle mekanismer og vanskeligheter ved å bruke CNC-arkbøyemaskiner, og beskrive deres populære merker.
2 Generell informasjon om installasjonene og prinsippene for deres drift
Det beskrevne utstyret brukes vanligvis i produksjonen i følgende situasjoner:
- å oppnå produkter av ideell kvalitet og nøyaktighet;
- som et av stadiene i den industrielle behandlingen av metallemner med en tykkelse på 3,5 millimeter eller mer;
- for rask og rimelig bøying av metallplater mindre enn 3,5 millimeter tykke;
- når du utfører operasjoner på bøyeprodukter av samme type (når verktøyinnstillingene ikke trenger å endres for ofte).
Hydrauliske platebøyere kan være stasjonære eller mobile. Førstnevnte brukes på ett sted, de kan behandle store mengder metall. Og den andre, mobile, kan brukes på forskjellige gjenstander. Som regel kjøpes de av små produksjonsbedrifter. Både den første og den andre opererer på energien til hydrauliske sylindre, noe som eliminerer behovet for innsats fra operatøren av arkbøyemaskinen.

Essensen av driften av det beskrevne utstyret er å sikre de spesifiserte verdiene for slag (arbeid) av installasjonens travers og nødvendig kraft. En travers er definert som en stiv stålbjelke. Enheter for spesifikke bøyemoduser er montert på den, under hensyntagen til egenskapene til arbeidsstykket som behandles.
Traversen beveger seg under konstant kontroll av spesielle lineære sensorer. Vanligvis er to av dem installert på arkbøyemaskiner (en "overvåker" høyre side av bjelken, den andre - venstre), noe som garanterer en jevn bevegelse av traversen. De fleste bøyemaskiner har også en programmerbar bakstopp. Den lar deg få en bøybar metallkant med visse geometriske verdier.

I dag anses arkbøyemaskiner på hydrauliske sylindre som uunnværlige i produksjon av materialer for skrogkonstruksjon, elektroniske produkter, instrumenter og husholdningsapparater, kjøretøy og spesialkjøretøyer. De er også nødvendige for fremstilling av bøyde produkter som brukes i maskinteknikk og maskinverktøy. Ved installasjon av tilleggsmekanismer kan hydrauliske arkbøyemaskiner enkelt behandle sylindriske og koniske overflater med forskjellige diametre.
3 Algoritme for bøying av metall på platebøyemaskiner med hydrauliske sylindre
Teknologien for å behandle plateemner ved bruk av det aktuelle utstyret har ingen spesielle vanskeligheter. Samtidig sikrer det maksimal produktivitet av arkbøyere og høy sikkerhet utførelse av arbeid.
Generelt utføres prosessen med å bøye arbeidsstykker på enhetene av interesse for oss i syv trinn:

Kantpresser med ekstra mekanismer kan selvfølgelig operere med noen ekstra trinn. Men selve bøyingen av metallprodukter utføres nøyaktig i henhold til den beskrevne algoritmen.
La oss legge til at behandlingen av arbeidsstykker på arkbøyemaskiner med hydrauliske sylindre er beskrevet av tre hovedparametere - maskinens arbeidslengde, kraften til den utviklede belastningen på delen, produktiviteten pr. bestemt tid, samt flere tilleggsegenskaper (avstand mellom stativene på enheten, hastighet på arbeidsoperasjoner, amplitude som traversen kan bevege seg med og andre).
4 LGSG-28 maskin – kort beskrivelse
Pressen LGSG-28 Lipetsk anlegg for produksjon av spesialprofilbøyeutstyr er veldig populært blant russiske selskaper, som er engasjert i produksjon av ulike hjørner, samt andre produkter for byggebransjen. Denne enheten er i stand til å behandle på høyeste effektivitetsnivå metallplater opptil 3 millimeter tykk og opptil 2,5 meter lang.

- liten støy under drift;
- grunnleggende kontroller;
- utmerket forhold mellom funksjonalitet og kostnad;
- lavt forbruk av elektrisk energi;
- evnen til å utføre bøying i manuelle og helautomatiske moduser;
- ganske høy allsidighet.
LGSG-28 Ved bøying utvikler den en kraft på opptil 20 tonn og gir en bøyevinkel på opptil 105 grader. Dimensjoner maskin - 280 x 80 x 200 centimeter med en vekt på omtrent 2 tusen kilo. Dette utstyret lar deg oppnå en minimumsbøy på fire centimeter.

Det bør bemerkes at LGSG-28 Den går i stykker svært sjelden. Men selv i situasjoner der det er behov for å reparere det (erstatte komponenter som naturlig har feilet), har ikke brukere problemer med å "oppdatere" maskinen. Lipetsk-anlegget produserer i tilstrekkelige mengder et komplett spekter av reservedeler til arkbøyemaskinen.
5 Oversikt over numerisk styrte kantpresser
Hydrauliske enheter for bøying av metaller er i disse dager utstyrt med CNC-systemer. Slikt utstyr er spesielt nøyaktig og effektivt til å utføre arbeid. Hjemmemarkedet tilbyr bøyemaskiner for platemetall fra mange kjente europeiske produsenter. Vi vil fortelle deg litt mer om noen selskaper og deres produkter.

Platebenders av det portugisiske merket anses som populære Adira, produsert i byen Porto. Russiske bedrifter kjøper utstyr fra serien RN(modellene 16060, 30060, 40070, 50070, 60060, 110080, 135070, etc.), som er utstyrt med motorer med forskjellig effekt (fra 15 til 110 kW), bøyehastighet (fra 6,5 til 10 mm/ec) og pressekrefter (fra 160 til 2000 tonn). Alt er preget av følgende operasjonelle fordeler:
- kompakte dimensjoner av hydrauliske stasjoner;
- stabilisert monoblokk slitesterk travers;
- tilstedeværelsen av to servoventiler med automatisk kontroll;
- hydraulisk og elektrisk overbelastningsbeskyttelse;
- enkel justering av traversenkingsindikatoren og programmering av alle teknologiske prosessverdier uten unntak;
- høyytelses numeriske fargekontrollere med russifisering;
- kraftig stopp (bak) med fire kontrollerte aksler.

Enheter under merket er også godt kjent MetalMaster(modeller 2563К, HPJ-к 1340, 2580, 32200), med mange funksjonelle evner, pålitelig hydraulikk, moderne utstyr og et design laget av varmebehandlede sveisede komponenter. Disse arkbøyemaskinene styres av et numerisk kompleks ESTUN, som tillater trinn-for-trinn programmering av et hvilket som helst antall arbeidsoperasjoner i tomme og metriske koordinatsystemer.
 Organisering av utvikling av nye produkter Organisering og planlegging av produksjon
Organisering av utvikling av nye produkter Organisering og planlegging av produksjon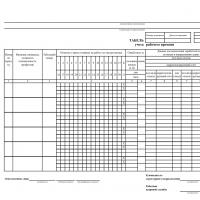 Retningslinjer for bruk av timelister
Retningslinjer for bruk av timelister Hvem er tømrer: fordeler og ulemper med yrket Om skader på jobb
Hvem er tømrer: fordeler og ulemper med yrket Om skader på jobb Stillingsbeskrivelse av produksjonsleder (kokk)
Stillingsbeskrivelse av produksjonsleder (kokk) Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon
Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon Ledelsen tvinger deg til å rydde opp, og truer med å sparke deg hvis du ikke møter opp på en fridag.
Ledelsen tvinger deg til å rydde opp, og truer med å sparke deg hvis du ikke møter opp på en fridag. Presentasjon om temaet moralske verdier
Presentasjon om temaet moralske verdier