Kontraktsproduksjon. Arbeide med defekte produkter Hvorfor er produktavvisning nødvendig?
Dersom leverandøren i henhold til kontrakten skal erstatte alle defekte varer, så utarbeides det dokumenter for retur av defekte varer. Lagerholderen som sender undermåte varer og materialer overfører disse dokumentene til den ansvarlige på leverandørens side. Etter forsendelse setter lagerholder en lapp i informasjonsbasen om at retur har skjedd (varene er sendt). Når det tas en beslutning om å avhende lagervarer, flyttes de til skraplageret. De er gjenstand for avskrivning og fjerning fra lageret for videre avvikling. Dersom leverandøren av ulike årsaker ikke er i stand til å returnere mangelen til sitt lager, blir det avtalt med ham om avhending for hans regning med fremskaffelse av dokumenter og fotografier. Avhending bør gjøres så raskt som mulig slik at lagerarealer ikke overbelastes med unødvendige lagervarer.
Håndtere defekte produkter
Inventar som ikke oppfyller kravene reguleringsdokumenter, identifiseres med røde statusetiketter. Ved aksept eller mens varene er på lageret, er lageransatte engasjert i å identifisere defekte varer.
Hvert produkt inspiseres av lagerholderen for eventuelle avvik (manglende etiketter, skadet emballasje eller beholdere, inkonsekvente utløpsdatoer, etc.). Dersom det oppdages en defekt lagervare, utarbeider lagerholderen en Akseptrapport, som angir all informasjon om det defekte produktet: navn, antall avviste lagervarer, beskrivelse av oppdaget mangel, artikkelnummer.
Akten er trukket i to eksemplarer. Den ene forblir hos mottakerens representant - lagerholderen på lageret, og den andre gis til leverandørens representant. Loven er signert av lagermedarbeideren og materialet ansvarlig person, som leverer varene til lageret.
- Kvalitetsgraderinger
- Sortering og avvisning av produkter
- Handling om produktavvisning
- Produktavvisning er
- produktavvisning er:
- Defekter matvarer
- Varebehandling
Kvalitetsgraderinger Kvalitetsgraderinger Gradering, klasse, karakter - en kategori eller kategori av prosesser eller systemer som har samme funksjonelle applikasjon, tilordnet ulike produktkvalitetskrav (GOST R ISO 9000-2001). For å ta en endelig beslutning om graderingen av produktkvalitet, er det nødvendig å sammenligne de faktiske og grunnleggende verdiene for hele spekteret av utvalgte indikatorer.
Retur av defekte varer
De fastslår at tidsrammen for å returnere defekte varer er betydelig høyere enn for kvalitetsvarer (14 dager) og direkte avhenger av garantiperioden. Du kan returnere et defekt kjøp mens garantien er gyldig.
Når garantiperioden ikke er fastsatt av produsenten eller butikken, er den juridisk bestemt til å være 2 år. Før du returnerer en defekt vare, sørg for at du ikke har noe med defekten å gjøre.
Faktisk, i dette tilfellet, er en retur umulig, som selgere er godt klar over. For å unngå kontroversielle situasjoner, les bruksanvisningen nøye og forbered deg på forhånd for mulige innvendinger fra butikken.
Det er umulig å returnere et produkt hvis du ble advart om dets mangler før kjøpet. For det første gjelder dette rabatterte varer og informasjon om prisnedsettelsen skal vises på salgskvitteringen.
Vareavvisning og avskrivning av mangler
Hvis en defekt oppdages, sendes produktet til det defekte området, god kvalitet varene kommer inn i god produktsonen. Hvis det fastslås at varen i seg selv er egnet, men emballasjen er skadet, er det festet et lite klistremerke merket "bra produkt" på en slik boks.
Viktig
Dette gjøres for å minimere defektområdet. 2. Andre alternativ Hvis en mangel oppdages, må lagerholderen utarbeide en handling i to eksemplarer, der det er nødvendig å registrere:
- avvik i kvalitet eller kvantitet,
- angi informasjon om produktet som ble avvist: navn, artikkelnummer, årsaker til feilen, antall defekte enheter av produktet.
Den overordnede lagerholderen beholder ett eksemplar, det andre gis til kunderepresentanter. Etter at aksept er gjennomført, sendes de defekte varene til detaljert inspeksjon til feilområdet for inspeksjon.
1 kvalitetskontroll av matvarer
Hvis de undersøker husholdningsapparater, da blir det som regel ikke sjekket for inkludering. Resultatet av befaringen påbudt må dokumenteres.
I dette tilfellet utarbeides enten et avslagsattest eller et sertifikat om at varene er anerkjent som egnet. Aktene er signert av begge parter og forseglet.
Etter dette flyttes de mangelfrie produktene til varesonen, hvor de vil flytte sammen med resten av varene på generelt grunnlag. Det defekte produktet forblir i den defekte sonen og beveger seg til sonen for det inspiserte produktet.
403 forbudt
Oppmerksomhet
Hva skal jeg gjøre hvis et produkt er defekt? Hva skal jeg gjøre hvis et produkt er defekt? Hvis du ble solgt et produkt av lav kvalitet, kan du:
- Bytt ut produktet med et identisk;
- Redusere kjøpesum på grunn av mangler og kreve erstatning for differansen;
- Si opp kontrakten og kreve refusjon;
- Erstatt det defekte produktet med lignende egenskaper og funksjoner (forskjellen i pris betales av kjøperen eller returneres av butikken);
- Be om at varen repareres gratis (hvis mulig) eller kreve at tredjeparter betaler for reparasjoner.
Opplysninger Dersom en forbruker oppdager en mangel ved en kjøpt vare, og dette medfører ekstra kostnader, kan han kreve erstatning fra butikken for påført tap. Retur av defekte varer er regulert av artikkel 18, 22 og 23 i den føderale loven "Om beskyttelse av forbrukerrettigheter".
Produktdefekter: konsept, gruppering, innvirkning på kvalitet, diagnostisering av defekter
Hvis teknologiske mangler ved aksept var åpenbare, men ikke ble oppdaget eller registrert, og et parti med slike mangler ble akseptert av en vareekspert eller en økonomisk ansvarlig person uten å varsle produsenten og leverandøren, så etter utløpet av perioden fastsatt av instruksjonene for godkjenning av forbrukervarer for kvalitet, nåværende krav er umulige. Førsalgsfeil oppstår under transport, lagring, klargjøring for salg eller salg av varer.
Eksempler på slike defekter inkluderer knust gods i glassbeholdere, knust glass, mikrobiologiske skader på varer under lagring, tap presentasjon som forberedelse til salg eller salg på grunn av forurensning, deformasjon osv. Dersom slike mangler oppstår, er det kun ansatte som kan fremsette krav handelsorganisasjon, hvis feil disse manglene oppsto.
Melding om emnet typer produktavvisning
Akademik.ru. 2011. avvisende - en; m. Bestemmelse av typen produkt eller produkt avhengig av kvaliteten; fastslå tilstedeværelsen av defekter og velge defekte produkter; avslag. B. strikkevarer, bøker. Bestått b. ◁ Bremsekraft, å, å. B. kommisjon. Tidligere arbeider ... Encyclopedic Dictionary of ekteskap - en; m. se også. avvise Definisjon av en karakter eller et produkt avhengig av dets kvalitet; fastslå tilstedeværelsen av defekter og velge defekte varer og produkter; avslag. Megler/m strikkevarer, bøker. Pass skrapen/w... Ordbok med mange uttrykk Defekter i matvarer Defekter i matvarer; I prosessen med å vurdere kvaliteten på maten oppdages som regel feil som varierer i betydning, type og opprinnelse.
Produktdefekter
Rapporten angir alle data om det defekte produktet: artikkelnummer, navn, antall avviste emballasjeenheter og beskrivelse av defekten. Etter dette sendes varene til avvisningsområdet for en detaljert inspeksjon av innholdet i pallen (boksen). Denne metoden lar deg fremskynde prosessen med å ta imot last, men den krever store områder for avvisningssonen og "fryser" i noen tid en del av de gode varene i denne sonen, til emballasjen er sortert og vareenhetene sorteres . Avskrivning av mangler Ved avskrivning av varelager er det nødvendig å finne ut årsaken til mangelen. Dette vil tillate deg å tilskrive kostnader til leverandøren eller den tilsvarende avdelingen: transport- eller kommersielle avdelinger, selve lageret. Skadet av lageransatte og transportavdelingen Produktene er helt og holdent disse avdelingenes ansvar.
Absolutt hvert lager, som er i ferd med å ta imot varer for oppbevaring, står overfor problemer med å oppdage og eliminere defekte produkter. Hvis den aktuelle serien av tiltak ikke blir iverksatt i tide, vil alle tap falle direkte på lageret.
Så, defekter er noen varer som ved mottak viste seg å ha skadet individuell emballasje, brudd på integriteten til emballasjen, inkludert dobbelttape, deformert emballasje (våt, skitten, spor av flekker, uleselige inskripsjoner som ikke samsvarer til den deklarerte vekten, med intern lyd , ukarakteristisk for denne typen varer). Alle disse feilene blir identifisert under akseptprosessen, hvor produktene sorteres i gode og defekte.
Gi minst to slike sorteringsmetoder
1. Første alternativ
En lagerrepresentant og en kunderepresentant sjekker varene i porten. Hvis en defekt oppdages, sendes varene til den defekte sonen, varer av god kvalitet går til godvaresonen. Hvis det fastslås at varen i seg selv er egnet, men emballasjen er skadet, er det festet et lite klistremerke merket "bra produkt" på en slik boks. Dette gjøres for å minimere defektområdet.
2. Andre alternativ
Hvis en mangel oppdages, må lagerholderen utarbeide en handling i to eksemplarer, der det er nødvendig å registrere:
- avvik i kvalitet eller kvantitet,
- angi informasjon om produktet som ble avvist: navn, artikkelnummer, årsaker til feilen, antall defekte enheter av produktet.
Den overordnede lagerholderen beholder ett eksemplar, det andre gis til kunderepresentanter. Etter at aksept er gjennomført, sendes de defekte varene til detaljert inspeksjon til feilområdet for inspeksjon.
Selve lagerområdet i et skrapvarelager er delt inn i:
- område av varene som allerede er inspisert;
- og området for uinspiserte varer.

Området der de uinspiserte varene befinner seg har vanligvis et stort område når det gjelder antall pallplasser, siden strømmen av defekte produkter under akseptprosessen kan være ganske stor, og defekteksperter ikke er i stand til å inspisere dem i tide. . Kontroll av varer utføres av en byggherreombud og en lagerombud som til stadighet er tilstede på lageret. Dens hovedoppgave er å forhindre overføring av defekte produkter til sonen med akseptable varer. Etter en detaljert inspeksjon av produktet skal kundens representant ta en avgjørelse angående det inspiserte produktet. Vanligvis vurderes ytre feil og skader ved inspeksjon. Hvis husholdningsapparater inspiseres, blir de som regel ikke sjekket for å se om de er slått på. Resultatet av kontrollen skal dokumenteres. I dette tilfellet utarbeides enten et avslagsattest eller et sertifikat om at varene er anerkjent som egnet. Aktene er signert av begge parter og forseglet.
Etter det
Feilfrie produkter flyttes til godvaresonen, hvor de vil flytte sammen med resten av varene på generelt grunnlag. Det defekte produktet forblir i den defekte sonen og beveger seg til sonen for det inspiserte produktet.
I avvisningsrapporten må du angi nødvendig informasjon om produktet:
- mengde,
- artikkel,
- årsaken til avvisningen av varene (ufullstendighet, skrot, nedskrivning, etc.),
- skaderente.
Produktene lagres inntil oppdragsgiver uttrykker ønske om å sende det til reparasjon, eller for salg, eller for resirkulering. Slike produkter kan lagres i lang tid, samtidig som det ikke transporteres som et egnet produkt. Lagerholdere setter det sammen til paller (blandet paller) etter type defekt. Rabatterte produkter plasseres på en pall, mangel på en annen, og produkter beregnet for avhending plasseres på en tredje. For enkelt å finne den nødvendige gruppen av varer for å sende defekte produkter til deres tiltenkte destinasjon (salg, reparasjon, avhending), er et sertifikatnummer knyttet til pallen, som inneholder all nødvendig informasjon om produktet.
Neste trinn

I tillegg til den defekte sonen, kan også ødelagte produkter befinne seg i sonen for gode varer. Dens tilstedeværelse må også overvåkes av mangelfulle lagerholdere. Hvis produktskade oppsto direkte på grunn av feil fra personellet (falt, ødelagt eller på annen måte skadet), er det nødvendig å ringe kundens representant og lagermannen for mangler. Her har begge representantene motsetninger. På den ene siden ønsker kundens representant å vurdere skaden maksimalt, og overføre den fullstendig til lageret. På den annen side prøver en skraplagerholder å minimere lagerkostnadene for hver vare. I dette tilfellet må de finne det beste alternativet for å løse tvisten.
For å unngå force majeure-omstendigheter der varene forringes (regnet oversvømmet kupeen og emballasjen ble våt, en container ble falt ved et omlastingssted, en lastebil veltet som følge av en ulykke osv.), er det nødvendig å sett forsiktig sammen lasten, fyll karosseriet helt om mulig og beholder til bilen, legg reserveemballasje for produktene i karosseriet i tilfelle originalemballasjen blir oversvømmet av regn eller blir skitten.
For å minimere lagerkostnader er det nødvendig å inkludere i dokumentene en underklausul om muligheten for å returnere defekte varer, eller muligheten til å motta kompensasjon for dem. Det er også nødvendig å angi klare krav til kjøretøy begge sider. Det er ekstremt viktig å følge alle reglene lagerhold Lagervarer, og også en spesifikk inndeling er nødvendig som vil håndtere returer av lagervarer.
Tørkede og avkjølte pastaprodukter utsettes for manuell sortering, og deretter, etter selektiv kvalitetskontroll av hvert parti med produkter i laboratoriet, pakkes de i store (transport) eller små (forbruker) beholdere. Formålet med emballasje er å beskytte produkter mot brudd, forurensning og fuktighet under transport og lagring. Emballasje i fargerike esker og poser gir produktene en attraktiv presentasjon.
Hvert parti med pasta som sendes til forbrukeren må være ledsaget av et kvalitetssertifikat, som utstedes av bedriften basert på laboratorietester. Hensikten med sortering er å kontrollere kvaliteten på produktene, deres samsvar med etablerte standarder, avvisning og fjerning av alle defekte produkter. Ved sortering fjernes undertørkede, sprukne, sterkt deformerte, svært sure, mugne og andre defekte produkter.
Spesiell oppmerksomhet bør rettes mot sortering av pasta tørket i brettkassetter og kortklippede produkter tørket i damptransportørtørkere, siden det ofte kan dannes blokker i dem på grunn av ujevn fjerning av fuktighet og nærkontakt med produkter under tørking.
Før pakking utsettes produktene for nøye magnetisk kontroll, spesielt kortklippede produkter som ble tørket på metallnetttransportører. Til dette formålet er utløpstransportører, emballasjebord og vibrasjonskjølere utstyrt med spesielle renner med magnetfangere som fanger opp små (støvlignende) metallpartikler. I dette tilfellet bør tykkelsen på produktlaget over magnetene ikke være mer enn 6 cm. Hvis magnetene er installert under og over sjakten, kan tykkelsen på laget økes til 10...12 cm.
I tillegg til magnetfangere, er det installert netting på emballasjebordene for å sile ut myeel (små partikler av tørre produkter).
Gjenvinning av skrap
Produkter som avvises under sorteringsprosessen, samt halvfabrikata (rå avskjær, ender, revet, deformert, klistret sammen, grovt grove rør med rå pasta, blokker av pasta, vermicelli, nudler, deig fra pressehodet, søl fra under tørketromler og emballasjebord), ikke tapt av sine ernæringsmessige kvaliteter, dvs. fri for forurensning, fremmed smak og lukt, og uten tegn til mugg, sendes til resirkulering.
Tørt avfall knuses i installasjoner til gryn med en partikkelstørrelse på mindre enn 1 mm og tilsettes i denne formen til mottakstrakten eller søylene (siloer) for mel i en mengde på opptil 10 % av massen.
Umiddelbart etter kutting av råproduktene, knuses rå avskjær (ender) og legges til deigmikseren til pressen i en mengde på opptil 15 % av melvekten. Å tilsette rå avskjær i deigmikseren reduserer ikke produktiviteten til pressen eller svekker kvaliteten på produktet. Men når du produserer pasta med bretttørking, er det tilrådelig å ikke introdusere defekter ved elting av deigen, siden fuktighetsinnholdet i rå pastarester vanligvis er mindre enn 28 % og ved gjentatt pressing kan de beholde sin individualitet, noe som svekker strukturen til deigen. presset pasta og fører til trådbrudd.
På små bedrifter i fravær av knuseanlegg blir tørt avfall bløtlagt i tanker med vann ved en temperatur på 65...70 ° C i ikke mer enn 1 time (for å unngå forsuring av avfallet). Deretter tappes overflødig vann og massen tilsettes i små porsjoner til den eltede deigen. Tørket halvfabrikatavfall kan behandles på tilsvarende måte. I disse tilfellene er det nødvendig å ta hensyn til den høye luftfuktigheten til det gjennomvåte avfallet og følgelig redusere mengden vann som tilføres til pressens eltetrau.
Artikler om ekteskap brukte materialer fra nettstedet skladpro.ru
Avvisning av varer ved overtakelse til lageret
Enhver lagermann som ikke forsømmer instruksjonene for å akseptere last, forstår tydelig: hvis han savner defekte varer, vil ansvaret for mangelen automatisk falle på lageret. Derfor bør aksept av last behandles med største forsiktighet og oppmerksomhet. Vanligvis brukes to metoder for å sortere mottatte varer i defekte og akseptable.
I det første tilfellet aksept og inspeksjon av last utføres ved gate. Representanter for lageret og oppdragsgiver (eller leverandør) kontrollerer alle varer og alt som er skadet sendes til feilområdet. Resten av lasten plasseres på vanlig måte i hovedlageret. Hvis det er skade på emballasjen, men selve produktet er egnet, er det festet et spesielt klistremerke på det som varsler lageransatte om produktets egnethet. For slik last kan det enten foretas en markering eller emballasjen byttes ut. Muligheten for aksept og inspeksjon av hver enhet av varer utføres i tilfelle levering av små mengder eller ganske stor last. Det lar deg redusere defektområdet på lageret betydelig, men krever ganske mye tid for aksept.
Andre alternativ brukes ved mottak av store forsendelser, palletert last eller last i esker. Hvis det oppdages skade på en boks (pall), setter lagerholderen hele pakken til side, uavhengig av tilstanden til innholdet. Ved gjennomført aksept utarbeides en rapport, hvorav ett eksemplar overføres til leverandøren, det andre forblir på lageret. Rapporten angir alle data om det defekte produktet: artikkelnummer, navn, antall avviste emballasjeenheter og beskrivelse av defekten. Etter dette sendes varene til avvisningsområdet for en detaljert inspeksjon av innholdet i pallen (boksen). Denne metoden lar deg fremskynde prosessen med å ta imot last, men krever store områder for avvisningssonen og "fryser" en del av de gode varene i denne sonen i noen tid, til emballasjen er sortert og vareenhetene er sortert.
Avskriving av mangler
Ved avskrivning av lagervarer er det nødvendig å finne ut årsaken til mangelen. Dette vil tillate deg å tilskrive kostnader til leverandøren eller den tilsvarende avdelingen: transport- eller kommersielle avdelinger, selve lageret. Produkter som er skadet av ansatte i lager og transportavdelinger er fullt og helt disse avdelingenes ansvar.
I noen tilfeller, for å kompensere for en del av tapene, kan du prøve å selge defekte produkter. Du kan for eksempel selge dem til reduserte priser gjennom kunder eller blant ansatte, og også bruke dem som bonuser for lagerarbeidere. Alle prosedyrer er derfor koordinert med regnskapsavdelingen.
- 3 misoppfatninger når man styrer kvalitet i en bedrift.
- Hvorfor skal du ikke tro på utsagn om at det er umulig å bli kvitt mangler i en bedrift uten betydelige investeringer?
- Hvordan gruppere årsakene til produksjonsfeil.
- Hvordan redusere mangler i en virksomhet: eksempler og anbefalinger fra utøvere.
- Hvordan redusere produksjonsfeil ved å endre produksjonsprosessene litt.
Noen ganger kan selv den minste defekt i en bedrift provosere tap av råvarer og påvirke den generelle økonomisk tilstand organisasjoner. Produksjonsfeil fører til andre relaterte problemer. Først av alt er det verdt å forstå hvorfor produksjonsfeil oppstår og hva som er hovedårsakene deres.
3 hovedmisoppfatninger når man håndterer kvalitet i en bedrift
1. Bare en organisasjon kan løse kvalitetsproblemer. Produksjonsledere og teknologer i bedriften klager ganske ofte - de er tvunget til å jobbe med utstyr som allerede er merkbart utdatert. Denne omstendigheten brukes også til å rettferdiggjøre mangler i bedriften, og hevder at kjøp av nytt utstyr vil tillate en å bli kvitt problemer med produktkvalitet. Imidlertid har ikke alle bedrifter ressurser til å modernisere, så dette problemet må utsettes. Av egen erfaring kan vi si at det i de fleste tilfeller er mulig å oppnå modernisering og kvalitetsheving, med etablering av mer effektive produksjonsprosesser, uten vesentlige investeringer. Og statistikk bekrefter at ofte foretak med det nyeste utstyret deres bransje står overfor enda større problemer med produktkvalitet.
2. Det er vanskelig å identifisere nøyaktig hva som forårsaket en defekt i en bedrift - et typisk svar fra teknologer og produksjonsledere. Fra egen erfaring kan vi si at for hver gruppe lignende tilfeller av produksjonsfeil er det bare én grunnårsak. Løsningen vil forhindre produksjonsfeil i fremtiden, selv om sekundære årsaker gjenstår.
3. Det vil ta mer enn ett år å eliminere årsakene til ekteskapet. En ganske vanlig misforståelse - vanligvis brukt for å forklare hvorfor systematisk arbeid for sakte eller ikke i det hele tatt. Praksis bekrefter imidlertid Pareto-prinsippet - 20 % av problemene står for 80 % av defekte tilfeller. Ved å eliminere de mest betydelige problemene vil det være mulig å redusere sannsynligheten for produksjonsfeil betydelig.
Motivasjon som vil redusere volumet av produksjonsfeil med 2 ganger
Ekaterina Sitneva, Direktør for Magistral Printing House-selskapet, Moskva
Da vi innså at det var ulønnsomt å avskrive mangler som kostnader, begynte vi å se etter måter å kontrollere og identifisere mangler på allerede på produksjonsstadiet. Løsningen på problemet var forbedring teknologisk kart– et dokument der hver ansatt registrerer sin virksomhet og signerer.
Når lederen aksepterer en ordre, legger lederen inn kundens ønsker i det tekniske arket, signerer og overfører dokumentet til prepress-avdelingen. Designeren lager en layout (eller endrer den presenterte versjonen) og signerer den også. Deretter sjekkes kartet av leder for designavdelingen. Prepress-stadiet avsluttes med at oppsettet blir kontrollert av en prepress-spesialist for overholdelse av tekniske ark og filkrav. Neste trinn– avdeling for sjefteknolog. Her legges kartet inn forbruksvarer, nødvendig for produksjon (papir, maling, tape, etc.), og en liste over prosesser som er nødvendige for å produsere produkter. Trykkspesialisten produserer det nødvendige antallet ark, legger inn data på kortet og signerer. Når arket skrives ut, må det tørke, deretter kuttes det, brettes og settes sammen på en fjær eller stift. På dette stadiet kommer formannen inn i bildet - han ser på arkene for mangler, hvis det ikke er kommentarer, signerer han, og produktet går videre. Hvis en defekt oppdages i et område (eller klienten ikke har akseptert bestillingen), utarbeider teknologen memo, hvor de skyldige og årsaken er angitt. For å løse tvister setter vi sammen en kommisjon som inkluderer spesialister fra hvert trinn i produksjonen. Så det er ikke vanskelig å identifisere en ansatt som begikk en mangel. Vi registrerer alle overtredelser i en rapport, på bakgrunn av denne fatter vi vedtak om straff. Vi tilbyr den skyldige å enten betale for ekteskapet eller jobbe av et tilsvarende beløp. Vår oppgave er ikke å bøtelegge den ansatte, men å utvikle en vane med å behandle arbeidet deres ansvarlig, slik at erstatningsbeløpet kan være omtrent 10% av volumet av defekter (praksis har vist at først etter introduksjonen økonomisk ansvar folk tenkte på hva og hvordan de gjorde).
Nivået på produksjonsfeil gikk ned fra 14 til 7 %. Kostnadene for å rette feil har gått ned og utgjør ikke mer enn 5 % av volumet av alle produserte produkter. Vi håper å redusere dem til null totalt. I tillegg sørget vi for at ansatte begynte å rådføre seg med hverandre og med teknologen oftere.
7 "magre" ideer som vil redde bedriften din fra feil
Innføringen av slanke produksjonsprinsipper vil bidra til å redusere nivået av defekter så mye som mulig. Du finner syv ideer som du kan bruke i din bedrift i artikkelen elektronisk journal"Daglig leder".
Årsaker til mangler i virksomheter og måter å håndtere dem på
- finn ut hvor lavkvalitetsråvarene dine kommer fra;
- organisere kvalitetskontroll på stadiet av råvarer inn i produksjonen;
- inkludere en klausul i kontrakten med leverandører om en betydelig bot dersom det oppdages råvarer av lav kvalitet.
Utstyr
- sette frister vedlikehold og reparasjon av utstyr, samt personlig ansvar for brudd på disse fristene og dårlig kvalitet på utført arbeid;
- spore hvilken enhet som produserer hvert produkt. Deretter, hvis en defekt oppdages, kan du enkelt identifisere utstyret som trenger justering.
Produksjonsteknologi
- snakk med teknologen og arbeiderne: de vet sannsynligvis hvilke produksjonsmetoder som er ufullkomne og fører til defekter. Husk at enhver implementering ny teknologiå redusere volumet av defekter må lønne seg;
Personalets arbeidsforhold
- organisere en samling arbeiderforslag for å forbedre arbeidsforholdene. Hovedsaken er at disse forslagene ikke blir glemt, men implementert;
Uprofesjonalitet og uansvarlighet hos arbeidere
- bygge et motivasjonssystem som er attraktivt for arbeidere;
- forplikte ansatte til å stoppe arbeidet når de mottar råvarer av lav kvalitet og varsle sjefen sin;
- implementere automatiserte systemer prosessledelse for å minimere den menneskelige faktoren.
Trinn-for-trinn algoritme for å eliminere feil i en bedrift
Første steg. Lag en tabell som viser alle tilfeller av mangler i bedriften. For illustrerende statistikk anbefaler vi å analysere data i minst ett år.
Andre trinn. Vi kombinerer lignende årsaker til produksjonsfeil til generell gruppe. Ved å identifisere en gruppe lignende årsaker til ekteskap, vil det være mulig å beregne antall saker i perioden, samt tap fra dem. (cm. bord 2).

Tredje trinn. Gjennomføre analyse. Vanligvis, etter gruppering, viser det seg at bare noen få identiske årsaker gjentas regelmessig, noe som fører til hoveddelen av produksjonsfeil. Det er de som fortjener prioritert oppmerksomhet.
Det fjerde trinnet er å velge årsaken til mangler ved bedriften med maksimalt antall tilfeller og størst tap.
Femte trinn – reduser eller eliminer sannsynligheten for gjentakelse vanlige årsaker produksjonsfeil.
I slank produksjon det er et begrep poka-yoke(bye-bye, japansk– feilbeskyttelse). Dette begrepet innebærer: for å forhindre produksjonsfeil i fremtiden, er det nødvendig å sikre slike forhold hvor det er fysisk umulig at feilen kan gjentas, slik at arbeidstakeren ikke har mulighet til å gjøre en gjentatt feil mv. Før vi løste problemet, ga ledelsen vår ofte skylden på underordnede, med henvisning til problemet menneskelig faktor. Imidlertid forbedring produksjonsprosessen gjorde det mulig å radikalt redusere sannsynligheten for feil ved bedriften - færre operasjoner begynte å bli utført i tankene, ansvaret ble delegert mellom forskjellige ansatte, og det var mulig å forbedre gunstige arbeidsforhold.
Det sjette trinnet er utvikling og implementering av et personellmotivasjonssystem rettet mot å redusere produksjonsfeil. Mulige tiltak inkluderer et visst fradrag for en ansatt for produksjon av hvert tonn defekte varer, eller for feil som er gjort. Bonuser kan også betales for å redusere prosentandelen av defekter til den etablerte standarden for ansatte kan legges ut på stands - dette vil stimulere de ansattes ønske om å redusere nivået av defekter.
Det syvende trinnet er å organisere en kontinuerlig kvalitetsforbedringsprosess. Individuelle kvalitetsindikatorer må fastsettes for hver ansatt. Som regel er 1-3 indikatorer nok. Ring deretter linjelederne dine hver måned og be om data om disse beregningene. Hver leder er pålagt å gi en månedlig rapport om økning eller reduksjon i ansattes ytelse, ta hensyn til de beste medarbeiderne, fremheve planlagte aktiviteter for den kommende måneden. Lederen gir karakterer til sine ansatte. Linjeledernes arbeid vurderes også av deres overordnede. Indikatorer beste arbeidere bør plasseres på fremtredende steder, og det bør gis insentiver for utmerkede ansatte.
Med en korrekt analyse av tilfeller av produksjonsfeil, med en forståelse av årsakene deres, og arbeidet påbegynt for å utrydde dem, vil det være mulig å forvente en nedgang i defekter i arbeidet til en mellomstor bedrift i løpet av de neste 3-4 månedene .
Hvordan redusere mangler i en bedrift: eksempler og anbefalinger
Yuri Chinchik, leder for kvalitetsservice og industriell sikkerhet vitenskapelig og produksjonsselskapet "Packer", Oktyabrsky
Vårt firma spesialiserer seg på levering av små serier utstyr på bestilling. Blant hovedretningene er termisk og mekanisk (fresing, dreiing) behandling av deler og produkter. For å redusere prosentandelen av feil begynte vi i 2006 å bruke "Diamond"-systemet for møllere, dreiere og montører - alle butikkarbeidere. Faktisk er den defekte delen presentert av den ansatte selv som gjorde feilen.
Tross alt, hvorfor er ekteskap tillatt? Den ansatte prøver å skjule feilen sin for ikke å møte bøter. Diamantsystemet antar.
- Innkommende kontroll. Hver ansatt er pålagt å evaluere kvaliteten på arbeidsstykkene som leveres til ham for arbeid. Hvis det umiddelbart er klart at det ikke vil være mulig å lage en passende del av dette arbeidsstykket, setter han det ikke i produksjon for å redusere kostnadene for skrot.
- Utgangskontroll. Arbeideren skal selv kontrollere kvaliteten på den ferdige delen. Hvis en mangel oppdages, må han melde fra om det.
- Interoperativ kontroll. Det utføres av en kontroller, en ansatt i kvalitetskontrollavdelingen. Vi driver småskala produksjon. For å unngå at hele partiet kasseres på en gang, må arbeideren vise kontrolløren den første delen som er laget - siden det er her sannsynligheten for feil er størst. I fremtiden planlegger vi å eliminere denne praksisen med verifisering, men dette vil fortsatt kreve et kompleks av forberedende arbeid. Det er bemerkelsesverdig at da vi gjennomførte en undersøkelse om dette spørsmålet, av 40 ansatte, var det kun to som merket at det ikke var behov for ytterligere kontroll i arbeidet deres.
- Utstedelse av personlig stempel. For ansatte som alltid melder feil eller ikke gjør feil i det hele tatt, gis det et personlig merke. I dette tilfellet fungerer arbeiderne selv som kvalitetskontrollkontroller, og bekrefter egnetheten til produktene med segl. Situasjoner er mulige når et merke blir konfiskert fra en ansatt. Grunnlaget for å gi et merke og dets fratakelse, prosedyren for relaterte prosedyrer er spesifisert i instruksjonene for ansatte.
- Straffen er ikke for ekteskap, men for uaktsomhet. Til tross for all lojaliteten har vi fortsatt visse sanksjoner i forhold til våre ansatte. Hvis en ansatt presenterer en batch som god, men kontrolløren eller en annen ansatt identifiserer en mangel, venter straff. Men straffen vår er ikke for selve defekten, men for mangelen på riktig kvalitetskontroll av produkter og uaktsom holdning til arbeid. I dette tilfellet trekker vi fra produsenten kostnadene for arbeidsstykket og kostnadene ved de tidligere stadiene av behandlingen.
Roman Lukyanchikov, daglig leder Moskva Windows-selskap, Moskva
For å redusere andelen feil og avfall ved bedriften, ble det innført et sett med tiltak i produksjonen.
- Maskinparken er oppdatert. Automatiske produksjonslinjer er installert i stedet for manuelle maskiner. Slike endringer gir tillit til den stabile kvaliteten på produktene, og reduserer vår avhengighet av den menneskelige faktoren. Spesielt har vi de siste 5 årene klart å redusere avfallsnivået ved produksjon av PVC-profiler til 4,2 % i stedet for tidligere 7,5 %. Men for å vurdere effektiviteten til utstyret er ikke en parameter nok. Ved modernisering søkte bedrifter også å optimalisere personellet sitt, med en økning i automatisering og arbeidsproduktivitet, noe som reduserer tiden for service på maskiner. Hvis vi snakker om tilbakebetaling av utstyr bare tar hensyn til besparelser på avfall og feil, så kommer det ut til omtrent 6 år.
- Preparat programvare. Takket være fullstendig automatisering av alle arbeidsprosesser var det mulig å redusere feilnivået, med nøyaktig regnskapsføring av arbeidstid og materialer involvert, med optimalisering av materialavfall under skjæring. Vi jobber nå med vår egen programvarepakke, hvor utviklings- og oppdateringssyklusen varte i ti år.
- Å jobbe med mennesker. Et ideelt resultat kan bare oppnås hvis hver ansatt er personlig interessert i å forbedre arbeidet sitt. Hvert trinn i produksjonen vår er tildelt et eget område. Hvis en mangel oppdages på produksjonsstadiet, er det ingen straff for det. Men hvis defekte produkter leveres til kunden, trekker vi 100 % av prisen på produktet og kostnaden for omlevering fra stedet der feilen oppsto. Det innføres også straff for vaktlederen. Det er et helt gjennomsiktig system, så arbeidere anser det som rettferdig, derfor jobber de ikke med defekt materiale, og reagerer raskt på utstyrsfeil - defekter er absolutt ikke gunstige for dem.
Den totale akseptable standarden for mangler er gyldig for hver avdeling. I hovedproduksjonen er det 4,25 %. Nivået av uopprettelige defekter (hvor materialkostnader kreves for omarbeiding) bør ikke være mer enn 0,35%. De resterende 3,9 % står for kosmetiske defekter, når identifiserte defekter kan elimineres. For installasjonsavdelingen er den akseptable prosentandelen av feil 2,04%, for levering - 1,58%, for målinger - 1,85%.
Pavel Menshikov, regnskapssjef av styringsapparatet til generaldirektøren for Mostotrest-selskapet, nestleder regnskapsfører i Mostotrest-selskapet, Moskva
På metallurgisk virksomhet et "Black Box"-system ble introdusert for å registrere aktiviteter produksjonsverksteder. Målet med det nye prosjektet var å redusere ekstra produksjonskostnader. Hver ansatt under det nye systemet ble pålagt å følge normen - fra hvert 1 tonn halvfabrikata mottatt for behandling, skulle det produseres 0,94 tonn ferdige produkter. Verkstedlederen hadde følgelig rett til å avskrive kun 60 kg avfall. fra 1 tonn metall (skala, avfall, avsagte kanter).
For å beregne standarden ble et ganske enkelt prinsipp brukt - vi tok prosentene av skala og avfall fra industristandarder, og oppnådde den akseptable prosentandelen trim eksperimentelt ved å kjøre utstyret.
Nye endringer har skapt komfortable forhold for kvalitetsstyring. Nå, i en situasjon der verkstedlederen forventer å motta en bonus, kreves overholdelse av den oppgitte normen. Når det oppstår problemer som truer etterlevelsen av standarden, har han rett til å avklare spørsmålet med produksjonsdirektøren. Hvis det var en virkelig objektiv årsak til problemet, ble det gitt hjelp til verkstedet for å løse det.
Resultat. Det var mulig å oppnå en bedring av situasjonen på kort tid. Tidligere var tapsnivået i et av verkstedene over 100 kilo per tonn. Faktisk var hele rommet strødd med defekte produkter og utklipp. Rapporten indikerte en ublu prosentandel av svinn - selv om den siterte en ganske liten prosentandel av defekter. Det var også stadige manipulasjoner med tall – halvfabrikata ble akseptert etter standardvekt, men produkter ble overlevert etter faktisk vekt. Nytt system innebar installasjon av vekter ved begge utgangene, gjorde endringene det mulig å redusere avfallsnivået, som viste seg å være enda mindre enn planlagt.
Råd. Før du tar visse tiltak for å redusere feil, er det først og fremst nødvendig å evaluere økonomisk effekt slike endringer. Det er nødvendig å ha pålitelige data, men det er med dette problemet at bedriften ofte opplever problemer. Løsningen på problemet er én vei ut - introdusert på bedriften informasjonssystem. Det har vist seg å være svært effektivt i segmentet masseproduksjon. Men vi må innrømme at vi praktisk talt ikke har høykvalitets boksløsninger designet for automatisering produksjonsregnskap. Følgelig vil du trenge tilpasset programvareutvikling for din bedrift eller tilpasning av lignende prosjekter til dine behov.
Andrea Cuomo, direktør for produksjon ved Extra M-fabrikken, Moskva
Da kollegene mine og jeg kom for å jobbe fra Italia på et anlegg i Moskva, oppdaget vi en høy prosentandel av produksjonsfeil: Omtrent 150 tonn pasta som lå på lageret var beregnet på maling. Etter å ha mer enn førti års erfaring i pastafabrikker, så jeg svakheter både i organiseringen av arbeidsprosessen og i innstillingen av produksjonslinjer. Jeg startet med å gjennomføre flere treningsøkter for anleggsansatte, og forklarte dem de grunnleggende prinsippene for å oppnå et ideelt ferdig produkt: ingen hast, overholdelse av temperaturforhold og konstant overvåking. Deretter implementerte vi et sett med endringer.
- Produksjonssyklusen er endret. Tidligere produserte linjene kun den mengde pasta som var spesifisert i bestillingen. Det var nødvendig å starte utstyret på nytt, noe som førte til betydelige energikostnader. Vi har endret produksjonssyklusen: hver produksjonslinje går nå uavbrutt i 72 timer, og gjennomgår obligatorisk rengjøring en gang i uken (før endringene ble implementert, ble dette kun utført etter behov). Dette tiltaket gjorde det mulig å øke produksjonsvolumet (lageret sendes til lageret) og redusere energikostnadene. I tillegg var det ikke lenger behov for å starte utstyret på nytt for hver ny ordre.
- Sørget for stabil temperatur i tørkesonen. Når pastaen er rå, inneholder den ca. 28–30 % fuktighet, som gradvis må fordampes. For å gjøre dette er det nødvendig at produksjonsområdene har en stabil temperatur og ingen trekk. Tørkingens varighet er også viktig - den er forskjellig for hver type pasta. For eksempel kan tørking av den mest "lunefulle" pastaen - spaghetti - vare i syv timer. Klimaet i Russland er kaldere og mer foranderlig enn i Italia, så vi gjorde følgende: vi installerte spesielle gardiner laget av PVC-film ved alle innganger og utganger av verkstedene, som bidrar til å opprettholde temperaturen i rommet. Nå under jobb produksjonslinjer de kan bare nås fra tilstøtende områder med stabile temperaturer.
- Vi økte tiden produktet brukte i stabiliseringssonen. Selv om produktene er perfekt tørket, er ikke dette en garanti for at det ikke er noen feil. Det er viktig å avkjøle pastaen skikkelig. Hvis produktet pakkes varmt, vil det dannes svette inni, noe som får pakken til å svulme opp eller åpne seg. Jeg økte tiden pastaen var i stabiliseringssonen (et spesielt forseglet kammer som sikrer rask avkjøling av produktet til romtemperatur). Tidligere ble tilstedeværelsen av pasta i dette området ikke gitt behørig oppmerksomhet, men det var det riktig organisering arbeid på dette stadiet sikrer at emballasjen ikke deformeres.
- Vi begynte å selge deigrester. Deigrester er naturlig produksjonsavfall som genereres i linjen etter at pastaen er dannet. Tidligere ble disse beskjæringene likestilt med ekteskap. Jeg mener at vi må behandle råvarene mer forsiktig, så nå kastes ikke avskjæret som kommer ut av den sterile linjen, men selges til dyreparker i nærheten av Moskva.
Å øke driftstiden til linjen lar deg spare en betydelig mengde strøm hver måned og redusere volumet av skadelige utslipp til atmosfæren betydelig. I tillegg, takket være restrukturering av utstyr, klarte vi å redusere tap av råvarer. Med hver dysebytte og omstart av linjen regnes de første og siste 5 % av produksjonen som avfall. Ved å endre syklus og gjenbruke rester av deig, reduserte vi tapet av råvarer. Øke tørketiden for pasta og produktstabiliseringsprosessen, samt overvåke vedlikeholdet optimal temperatur i produksjonsområdet bidro til å redusere defektraten til nesten null.
Administrerende direktør snakker
Konstantin Tsvetkov, daglig leder forvaltningsselskap"Russian Sewing Concern", Severodvinsk
Vi driver en seriesømbedrift. For å redusere mengden avfall og feil i arbeidet vårt, bruker vi 2 metoder.
- Nøyaktig beregning av behovet for råvarer. For alle syproduksjon med den kontinuerlige symetoden kreves det en kvalifisert ingeniør som kan planlegge behovene til verksteder for innkjøpte råvarer, og overføre mottatte data til forsyningsavdelingen.
- Automatisert layout av mønstre ved skjæring. Vi kjøpte også "Layout"-modulen - automatisert arbeidsplass CAD "Comtens". Produktet har vist seg å være utmerket for syproduksjon. I løpet av få minutter utfører datamaskinen den optimale layouten av mønstrene på lerretet. En spesielt relevant løsning dersom bestillinger legges inn fra bedriften og fra tredjeparts produksjonsanlegg, med levering av eget materiale. Ved å legge til en skjæremaskin til Layout-modulen er det mulig å minimere den menneskelige faktoren fullstendig.
Takket være produksjonsautomatisering var vi i stand til å fremskynde aktivitetene til teknologer og designere, og redusere avfallet med nesten 20 %.
 Hvordan fylle ut en arbeidstimeliste på riktig måte: prøve og anbefalinger Ytterligere fullføring av arbeidstimelisteprøver
Hvordan fylle ut en arbeidstimeliste på riktig måte: prøve og anbefalinger Ytterligere fullføring av arbeidstimelisteprøver History of Citizen Watches Citizen Watches - et japansk mirakel av presisjon
History of Citizen Watches Citizen Watches - et japansk mirakel av presisjon Organisering av utvikling av nye produkter Organisering og planlegging av produksjon
Organisering av utvikling av nye produkter Organisering og planlegging av produksjon Eksempler fra det virkelige liv - å lage kundekategorier
Eksempler fra det virkelige liv - å lage kundekategorier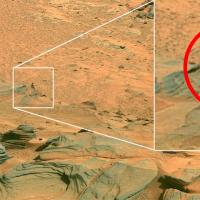 Høyoppløselig bilde av overflaten til Mars (43 bilder) Bilder av Mars av NASA
Høyoppløselig bilde av overflaten til Mars (43 bilder) Bilder av Mars av NASA Stillingsbeskrivelse av produksjonsleder (kokk)
Stillingsbeskrivelse av produksjonsleder (kokk) Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon
Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon