Proiectarea portalului și a axei Z verticală a unei mașini de gravat și frezat CNC. Lucrul cu axa de rotație (a patra coordonată) A patra axă a CNC
Elementele fundamentale ale programării eficiente
Lucrul cu axa de rotație (a patra coordonată)
Există adesea cazuri când o masă rotativă controlată (cap divizor) este montată suplimentar pe o mașină CNC cu trei axe. O masă rotativă controlată este un dispozitiv care este capabil să rotească o piesă fixată în ea la unghiul necesar conform unei comenzi specifice. De obicei, a patra axă este controlată folosind adresele A sau B, iar valoarea numerică determină unghiul de rotație în grade.
Orez. 10.4. Mese rotative orientabile HAAS
Există două opțiuni pentru a lucra cu o masă rotativă controlată. Prima opțiune este că trebuie pur și simplu să-l rotim la un anumit unghi și apoi să efectuăm o operație tehnologică (indexare). A doua opțiune este de a efectua frezarea simultan cu rotirea mesei. În acest caz, avem o mișcare liniară sincronă a corpului executiv al mașinii de-a lungul a trei (sau mai puțin) coordonate cu rotația mesei. În acest caz, sistemul de control al mașinii trebuie să suporte acest tip de interpolare.
Pentru a controla masa rotativă, este suficient să adăugați adresa A (B) blocului cu interpolare liniară, poziționare sau ciclu fix:
- G00 X_Y_Z_A_ – poziționare;
- G01 X_Y_Z_A_F_ – interpolare liniară.
Format obișnuit pentru lucrul cu ciclu conservător:
G81 X0 Y0 Z-5 A0 F45 R0.5
A15
A30
A45
G80
Programarea celei de-a patra axe nu ar trebui să vă provoace dificultăți deosebite. Trebuie doar să țineți cont de câteva caracteristici tehnice atunci când lucrați cu o masă rotativă controlată. În primul rând, placa turnantă se poate roti fie într-o direcție pozitivă, fie într-o direcție negativă. Direcția de rotație și semnul corespunzător sunt determinate de regula mâinii drepte. În al doilea rând, rotația mesei poate fi programată atât în coordonate absolute, cât și în coordonate relative. În al treilea rând, multe mașini au o limitare a valorii numerice a unghiului de rotație. De exemplu, trebuie să rotiți masa la 400°, dar sistemul de control vă permite să specificați un unghi de cel mult 360°. Va trebui să programați un cadru suplimentar cu un unghi de 40° față de poziția anterioară a mesei. Și, în sfârșit, rețineți că cu cât ne îndepărtăm mai mult de centrul de rotație, cu atât eroarea de mișcare liniară va fi mai mare.
Următoarele exemple vă vor ajuta să înțelegeți cum să programați o axă de rotație suplimentară. În primul caz, este necesar să forați găuri pe periferia discului. În al doilea caz, trebuie să obțineți o canelură elicoidală pe suprafața arborelui utilizând mișcarea liniară simultană a tăietorului și rotirea mesei rotative.

Orez. 10.5. Este necesar să găuriți 4 găuri pe periferia discului montat în camele plăcii turnante. Pentru a găuri astfel de găuri, trebuie să rotiți masa cu 90°

Orez. 10.6. Este necesar să se obțină o canelură elicoidală pe suprafața arborelui. Arborele este fixat în camele mesei rotative controlate. Cel mai simplu mod de a procesa o astfel de canelură este să o calculezi folosind un sistem CAD/CAM.
| % O0001 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G0 G90 G54 X-16.612 Y0. A-2.993 S1000 M3 N108 G43 H1 Z125.171 M8 N110 Z35.605 A-10.578 N112 G1 Z33.932 A13.459 F200. N234 G0 Z123.253 A3.674 N236 M5 N238 G91 G28 Z0. M9 N240 G28 X0. Y0. A0. N242 M30% |
După ce luăm în considerare opțiunile de proiectare pentru axa lungă - X - putem trece la luarea în considerare a axei Y Axa Y sub formă de portal este cea mai populară soluție în comunitatea constructorilor de mașini-unelte hobby, și din motive întemeiate. Aceasta este o soluție simplă și destul de funcțională, bine dovedită. Cu toate acestea, are și capcane și puncte care trebuie înțelese înainte de proiectare. Stabilitatea și echilibrul corect sunt extrem de importante pentru portal - acest lucru va reduce uzura ghidajelor și angrenajelor, va reduce deformarea grinzii sub sarcină și va reduce probabilitatea de apariție a panei în timpul mișcării. Pentru a determina aspectul corect, să ne uităm la forțele aplicate portalului în timpul funcționării mașinii.

Uitați-vă bine la diagramă. Pe el sunt marcate următoarele dimensiuni:
- D1 - distanța de la zona de tăiere până la centrul distanței dintre ghidajele grinzii portalului
- D2 - distanța dintre șurubul de antrenare a axei X și grinda de ghidare inferioară
- D3 - distanța dintre ghidajele axei Y
- D4 - distanța dintre lagărele liniare ale axei X
Acum să ne uităm la eforturile reale. În imagine, portalul se mișcă de la stânga la dreapta datorită rotației șurubului de antrenare a axei X (situat în partea de jos), care antrenează piulița fixată pe partea inferioară a portalului. Axul este coborât și freacă piesa de prelucrat, iar o forță contrară apare îndreptată spre mișcarea portalului. Această forță depinde de accelerația portalului, viteza de avans, rotația axului și forța de recul de la freza. Acesta din urmă depinde de freza în sine (tip, claritate, prezența lubrifierii etc.), viteza de rotație, material și alți factori. O mulțime de literatură despre selecția modurilor de tăiere este dedicată determinării mărimii reculului de la un tăietor, este suficient să știm că atunci când portalul se mișcă, apare o forță F complexă aplicată axul fix este aplicat de-a lungul elementelor structurale pe grinda portală sub forma unui moment A = D1 * F. Acest moment poate fi descompus într-o pereche de forțe egale ca mărime, dar direcționate diferit, A și B, aplicate ghidajelor #1 și #2 din grinda portalului. Modul Forța A = Forța B = Momentul A / D3. După cum se poate observa de aici, forțele care acționează asupra grinzilor de ghidare scad dacă D3, distanța dintre ele, crește. Reducerea forțelor reduce uzura ghidajelor și deformarea de torsiune a grinzii. De asemenea, cu scăderea forței A, scade și momentul B aplicat pereților laterali ai portalului: Moment B = D2 * Forța A. Datorită momentului mare B, pereții laterali, neputându-se îndoi strict în plan, vor începe să se îndoaie și să se îndoaie. Momentul B trebuie, de asemenea, redus, deoarece este necesar să se depună eforturi pentru a se asigura că sarcina este întotdeauna distribuită uniform pe toți rulmenții liniari - acest lucru va reduce deformațiile elastice și vibrațiile mașinii și, prin urmare, va crește precizia.
Momentul B, așa cum am menționat deja, poate fi redus în mai multe moduri -
- reduceți forța A.
- reduce efectul de levier D3
Scopul este de a face forțele D și C cât mai egale posibil. Aceste forțe constau dintr-o pereche de forțe de moment B și greutatea portalului. Pentru o distribuție corectă a greutății, este necesar să se calculeze centrul de masă al portalului și să-l plaseze exact între lagărele liniare. Aceasta explică designul obișnuit în zig-zag al pereților laterali ai portalului - acest lucru se face pentru a muta ghidajele înapoi și pentru a aduce axul greu mai aproape de rulmenții axei X.
Pe scurt, atunci când proiectați axa Y, luați în considerare următoarele principii:
- Încercați să minimizați distanța de la șurubul/șinele de antrenare a axei X la ghidajele axei Y - de ex. minimizați D2.
- Dacă este posibil, reduceți proeminența axului față de grinda, minimizați distanța D1 de la zona de tăiere la ghidaje. Cursa Z optimă este de obicei considerată a fi de 80-150 mm.
- Reduceți înălțimea întregului portal dacă este posibil - un portal înalt este predispus la rezonanță.
- Calculați în prealabil centrul de masă al întregului portal, inclusiv axul, și proiectați barele portalului astfel încât centrul de masă să fie situat exact între cărucioarele de ghidare a axei X și cât mai aproape posibil de șurubul de ghidare a axei X.
- Spațiați mai departe grinzile de ghidare a portalului - maximizați D3 pentru a reduce momentul aplicat grinzii.
DESIGN AXA Z
Următorul pas este să selectați structura celei mai importante părți a mașinii - axa Z Mai jos sunt 2 exemple de proiectare.

După cum sa menționat deja, la construirea unei mașini CNC, este necesar să se țină cont de forțele generate în timpul funcționării. Iar primul pas pe această cale este o înțelegere clară a naturii, amplorii și direcției acestor forțe. Luați în considerare diagrama de mai jos:
Forțe care acționează pe axa Z

Următoarele dimensiuni sunt marcate pe diagramă:
- D1 = distanța dintre ghidajele axei Y
- D2 = distanța de-a lungul ghidajelor dintre lagărele liniare ale axei Z
- D3 = lungimea platformei mobile (placa de baza) pe care este montat axul propriu-zis
- D4 = latimea intregii structuri
- D5 = distanța dintre ghidajele axei Z
- D6 = grosimea plăcii de bază
- D7 = distanța verticală de la punctul de aplicare a forțelor de tăiere la mijlocul dintre cărucioare de-a lungul axei Z
Să ne uităm la vedere frontală și să observăm că întreaga structură se deplasează spre dreapta de-a lungul ghidajelor axei Y Placa de bază este extinsă cât mai jos posibil, freza este îngropată în material și în timpul frezării apare o contraforță F, îndreptată. , firesc, opus direcției de mișcare. Mărimea acestei forțe depinde de viteza axului, numărul de tăieturi ale frezei, viteza de avans, materialul, ascuțirea frezei etc. (amintim că unele calcule preliminare ale materialelor care vor fi frezate și, prin urmare, o evaluare a forțelor de tăiere, trebuie efectuată înainte de începerea proiectării mașinii). Cum afectează această forță axa Z? Fiind aplicată la distanță de locul în care este fixată placa de bază, această forță creează un cuplu A = D7 * F. Momentul aplicat plăcii de bază este transmis prin lagărele liniare a axei Z sub formă de perechi de forțe transversale la ghizi. Forța convertită din moment este invers proporțională cu distanța dintre punctele de aplicare - prin urmare, pentru a reduce forțele de îndoire a ghidajelor, este necesară creșterea distanțelor D5 și D2.
Distanța D2 este implicată și în cazul frezării de-a lungul axei X - în acest caz apare o imagine similară, doar momentul rezultat este aplicat pe o pârghie vizibil mai mare. Acest moment încearcă să rotească axul și placa de bază, iar forțele rezultate sunt perpendiculare pe planul plăcii. În acest caz, momentul este egal cu forța de tăiere F, înmulțită cu distanța de la punctul de tăiere la primul cărucior - adică. cu cât D2 este mai mare, cu atât momentul este mai mic (cu lungimea constantă a axei Z).
Prin urmare, urmează regula: toate celelalte lucruri fiind egale, ar trebui să încercați cu siguranță să distanțați cărucioarele axei Z mai departe unul de celălalt, în special pe verticală - acest lucru va crește semnificativ rigiditatea. Faceți o regulă să nu faceți niciodată distanța D2 mai mică de 1/2 din lungimea plăcii de bază. De asemenea, asigurați-vă că platforma D6 este suficient de groasă pentru a oferi rigiditatea dorită, calculând forțele maxime de operare asupra frezei și modelând deformarea inserției în CAD.
Total, respectați următoarele reguli atunci când proiectați axa Z a unei mașini portal:
- maximizați D1 - acest lucru va reduce momentul (și, prin urmare, forța) care acționează asupra suporturilor porticului
- maximizați D2 - acest lucru va reduce momentul care acționează asupra fasciculului portal și a axei Z
- minimizați D3 (într-o cursă Z dată) - acest lucru va reduce momentul care acționează asupra grinzii și stâlpilor portalului.
- maximizați D4 (distanța dintre cărucioarele axei Y) - acest lucru va reduce momentul care acționează asupra fasciculului portal.
În sistemul de coordonate tridimensional cu care suntem familiarizați, există trei axe reciproc perpendiculare (X, Y, Z), care formează baza.
Majoritatea mașinilor CNC din versiunea inițială de bază produc doar procesare pe 3 axe.
Cu toate acestea, pentru unele produse cu forme complexe acest lucru nu este suficient. Datorită unei modificări suplimentare - instalarea unei axe rotative, mașinile de gravat și frezat CNC sunt capabile să efectueze prelucrare pe 4 axe.
Prelucrarea pe patru axe pe o mașină de gravat și frezat pe o mașină CNC, folosind o axă de rotație, este în general o prelucrare continuă atât a corpurilor simetrice, cât și a celor asimetrice.
Spre deosebire de procesarea convențională pe 3 axe a unui model 3D, în care piesa trebuie atașată pe o parte la masa unei mașini CNC, frezarea în 4 axe face posibilă procesarea continuu a produsului din toate părțile, fără operațiuni suplimentare de rearanjare a parte pe masa de lucru. Acest lucru face posibilă obținerea de produse de forme complexe. Producția de balustre, capiteluri, coloane, stâlpi, picioare de masă și scaun, piese de șah, precum și diverse figurine, inele, alte bijuterii și produse publicitare și suveniruri sunt cele mai comune exemple de astfel de prelucrare.
O varietate de forme, contururi - orice zbor de fantezie va fi realizat atunci când se prelucrează piesele pe o mașină de gravat și frezat folosind a 4-a axă de rotație.
Opțiunea principală pentru modificarea, așa cum am menționat mai devreme, a unei mașini cu 3 axe la o mașină cu 4 axe, este utilizarea unei axe de rotație, figurile 1 și 2.
Figura 1 prezintă o fotografie a unei axe de rotație pentru o mașină CNC, care permite prelucrarea pe mai multe fețe.
Figura 1 Axa de rotație pentru o mașină CNC.
Modelator de frezare CNC3040

Video cu tăierea unei figuri complexe folosind o axă de rotație folosind exemplul unui cavaler de șah
Instalarea unei axe de rotație pe o mașină de frezat CNC cu 3 axe cnc-3040al300

Figura 2 Mașină de frezat CNC cu 4 axe
În plus, pentru prelucrarea continuă pe 4 axe, sistemul CNC al mașinii trebuie să poată controla și axa de repetare instalată pe aceasta. Prin urmare, prelucrarea pe 4 axe presupune nu numai prezența unei axe de rotație, ci și utilizarea unui sistem CNC adecvat. Cel mai adesea, un controler de motor pas cu pas cu 4 canale de control sau, mai simplu, un controler cu 4 axe este utilizat pentru aceasta. Un exemplu de controler este prezentat în Figura 3. Canalul A al acestui controler poate fi utilizat pentru a controla o axă de rotație instalată pe mașină.

Figura 3.
Există două tipuri de procesare pe 4 axe: prima este continuă și a doua este procesare pozițională (procesare de indexare). Procesare continuă - în acest caz, tăietorul se mișcă simultan de-a lungul tuturor gradelor de libertate.
Prelucrare pozițională - axa de rotație este utilizată numai pentru a schimba poziția piesei de prelucrat, iar alte operațiuni sunt efectuate în modul de prelucrare tridimensională.
Pentru a lucra cu axa rotativă, este necesar să configurați programul de control. Mai jos sunt setările pentru Mach3 pentru axele de direcție 6:1 și 4:1. Figura 4 prezintă setările pinilor portului LPT pentru controlerul motorului pas cu pas în carcasa de aluminiu prezentată în Figura 3.

Figura 4.
Figura 5 - setări pentru o axă rotativă cu un raport de transmisie de 4:1.

Figura 5.
Figura 6 - setări pentru o axă rotativă cu un raport de transmisie de 6:1.

Figura 6.

Figura 7.
Programele de control pentru lucrul folosind procesarea multilaterală sunt posibile în DeskProto, PowerMill etc.
Figura 8 arată rezultatul prelucrării pe mai multe fețe pe o mașină de frezat CNC-3040AL2 cu 4 axe.
Figura 8. Prelucrare pe mai multe fețe pe un CNC de birou cu 4 axe folosind o axă rotativă
Partea a doua:
Partea a treia:
Partea a patra:
Partea a cincea:
Partea a șasea: electronica mașinii
Ei bine, un plus separat îl reprezintă rulmenții liniari imediat în carcasă, deoarece sunt mai ușor de instalat pe structurile de casă. LM08UU simple sunt mai ieftine, dar trebuie să le faceți un suport (poate fi imprimat pe o imprimantă) - aceasta este o conversație separată. 
Deci, câteva cuvinte despre setul de componente pentru noua axă Y în sine, apoi despre modificare. Coletul a primit 3 saptamani de la comanda, intr-o punga postala si o cutie ingusta de carton pentru rezistenta. Acesta este un plus, arborii cilindrici pur și simplu cad din pachet, din anumite motive, vânzătorii de pe Ali nu se gândesc la asta. Dar degeaba. 
Fiecare articol din set este ambalat separat într-o pungă. Sunt urme de ulei în rulmenți 
Pentru a estima scara, am atașat ghidajelor și șurubului o riglă. Rigla 30 cm, fier 40 cm 
Capetele șurubului și arborilor sunt fără bavuri. Se simte ca arborii sunt tăiați în dimensiuni standard de la un bici mare, deoarece mici depozite de carbon sunt vizibile la sfârșit. Dar prelucrat după tăiere. În principiu, pot efectua și eu aceeași operațiune, așa că încerc să fac tronsoane cât mai lungi. 
Capetele sunt teșite. Daca il tai singur (si eu il tai putin la dimensiune), atunci tesitul poate fi scos la ascutit/cu mana. Este în principal decorativ, astfel încât să nu existe bavuri și la instalarea rulmenților nu atinge bilele. 
Nu am prins microni, diametrul arborelui este destul de 8 mm. Nu există întrebări cu privire la precizia producției de arbori cilindric, principalul lucru este că nu sunt îndoiți la livrare. Am mai multe reclamatii cu privire la rulmenti. Am cumpărat mai multe loturi de LM08UU ieftine de la Ali, iar unele sunt strânse, iar altele sunt ușor libere. Acest lucru este vizibil vizibil pe rulmenți, mai ales dacă sunt instalați pe același arbore. 
Etrierele SK8 sunt un lucru convenabil. Sunt instalate direct pe profil (orice), iar arborele este prins. Dacă se dorește, poate fi folosit în modele de amatori, pentru a prinde orice cu un diametru de 8 mm (de exemplu, un centru pentru o mașină). 
Dimensiunile generale și de instalare nu sunt o problemă de găsit, sunt standard. Dacă e nevoie, scrie într-un mesaj personal sau caută în primele două subiecte, acolo erau desene. 
Inițial, când am încercat designul și înainte de a comanda, am folosit suporturi printate 3D. L-am scos acum pentru ca nu mai este necesar. Cu cele din metal iese mult mai bine e design stche 
Suporturi lagăre KP08 pentru fixarea șurubului de plumb. Există două șuruburi hexagonale de 1,5 pentru clemă.
Aceste suporturi sunt foarte convenabile de utilizat în modelele de amatori: sunt utilizate în imprimantele 3D pentru axa Z și, de asemenea, puteți realiza transmisii cu curele de casă prin prinderea unei secțiuni de arbore de 8 mm în acest rulment și instalarea unui angrenaj pe arbore. Vă rugăm să rețineți: această replică CNC2417 folosește rulmenți cu flanșă KFL08 pentru a instala șurubul T8 pe placa de pe axa X. 
Și nu în ultimul rând, rulmentul liniar al carcasei SC08UU. Costă puțin mai mult (de două ori) decât simplul LM08UU, dar are filet M4 pentru instalarea șuruburilor de montare. De asemenea, este foarte convenabil de utilizat în modele amatori datorită ușurinței instalării. Există o versiune SC08LUU, extinsă, pe care o folosesc în glisorul axa Z. 
Asta e tot despre kit, acum despre modificări.
Am început asamblarea cu axele X și Y, respectiv cu cărucioarele.
Mai întâi, asamblam axa Y: motor, etrier, șurub cu piuliță și cuplaj.
Instalăm motorul pe suport. Este simplu: patru șuruburi M3. Lungimea este scurtă, depinde în principal de placa folosită (grosime) și șaibe. 
Motor cu placa inainte de montare pe profil. 
Apoi, instalați KP08 vizavi, păstrând distanța față de centrul axei motorului și față de centrul axei etrierului. 

În continuare, instalăm suporturile de arbore SK8, patru dintre ele, câte o pereche pe arbore. Când instalați arbori, nu uitați de rulmenți. 
În continuare, asamblam placa cu motorul X, precum și placa cu etrierul KFL08 
Plăcile sunt realizate simetrice și puteți asambla elicea pe ambele părți pe KFL08, având instalat anterior motorul pe (M3 Brass Spacer - convenabil de a lua în seturi). 
Inițial a existat un KFL08 imprimat 3D, dar în timp ce montam și testam am reușit să comand și să primesc unul normal))) 
Asamblam în continuare axa X. Instalăm plăcile pe cadru 
Instalați a doua placă.
Plăcile oferă o rigiditate suplimentară structurii și, în același timp, servesc ca suport pentru axa X. Pentru armare s-au folosit arbori cilindrici de 3 8 mm. 
Apoi, instalăm arbori (trei piese) plus rulmenți SC08UU (respectiv trei perechi) în orificiile plăcilor. 

Fotografie mai aproape. 10 mm de arbore cilindric pe fiecare parte sunt prinși în etrierul SHF08. Și este indicat să lăsați aproximativ 20 mm din șurubul de plumb pentru instalarea mânerului (deplasarea manuală a căruciorului). 
Montam placa-carucior X pe rulmenti. Nu uitați de nucă. Am folosit un suport de piuliță imprimat 3D. Cumpărarea unui suport este destul de problematică. Opțiunile de cumpărare sunt fie o piuliță plată din plastic (POM) cu găuri pentru fixare (opțiuni și). Le-am văzut la vânzare, dar au costat foarte mulți bani. Deci deocamdată suportul imprimat... 

Verificăm mișcarea liberă a căruciorului de la începutul până la sfârșitul axei, strângem șuruburile. 
Glisorul axa Z este deja atașat de placă Le puteți face dintr-o secțiune de profil 2080 și etriere SK8, le puteți face singur, puteți.
Cu control numeric, îmbunătățirea caracteristicilor de producție ale instrumentului de lucru. Vă permite să procesați piese non-standard, producând produse de forme complexe. Echipamentul face posibilă efectuarea de procesări complete 3D și 4D pe mașini CNC. Cel mai adesea, unitatea este folosită pentru a lucra cu lemn, dar poate prelucra și alte materiale.
Particularități
Axele rotative nu sunt tipice pentru fiecare mașină. Sarcina principală a acestui element este de a asigura rotirea piesei de prelucrat în jurul axei sale. Este utilizat pentru prelucrarea pieselor pe baza:
- copac;
- aliaje de aluminiu, neferoase și de cupru;
- plastic.
Motorul este responsabil pentru funcționarea axei. Poate face parte din designul original al mașinii sau poate fi instalat separat. Când este instalat separat, elementul acționează ca o a patra axă.
Procesarea pe patru axe, spre deosebire de procesarea pe trei axe, are o serie de avantaje. Metoda cu trei axe face posibilă efectuarea prelucrării 3D pe o parte a piesei de prelucrat, deoarece cealaltă va fi atașată la masă. Pentru a procesa a doua parte, trebuie să efectuați pași suplimentari pentru a reinstala produsul. Axa de rotație a rezolvat această problemă. Cu ajutorul acestuia, piesa de prelucrat poate fi prelucrată din toate părțile fără acțiuni suplimentare.
Datorită acestei caracteristici, este posibil să obțineți produse cu un design complex:
- componente de mobilier;
- bijuterii;
- modele decorative din lemn.
Mașinile cu axă rotativă sunt utilizate pe scară largă în aplicații decorative. Configurarea corectă a dispozitivului va permite procesarea offline. Spaturile vor fi similare cu produsele realizate manual.
Proiecta
Există diverse opțiuni pentru mașinile cu axă de rotație. Cea mai înaltă calitate sunt. Performanța pe dispozitivele convenționale este mai scăzută.
La unitățile de înaltă performanță, este instalată o transmisie cu curea. Unele modele sunt echipate cu o a cincea axă. Dimensiunile desktopului pot varia, dar lățimea și lungimea nu trebuie să fie mai mici de un metru. Dispozitivele de casă se caracterizează prin instalarea unei mandrine de strung sau a unei plăci frontale pe axa de rotație. Mandrinele de strung cu trei fălci sunt comune la mașinile din fabrică.
Cel mai popular tip de motor este un motor cu două faze cu patru fire.
Dimensiunile și costul echipamentului depind de modelul specific. Opțiunile de dimensiuni mari sunt utilizate în mediile industriale. Modelele mai compacte pot fi folosite pentru sarcinile casnice și întreprinderile mici. Dar nu toată lumea își poate permite chiar și cele mai ieftine opțiuni. De aceea, mulți oameni își fac propriile mașini CNC.

Mașină de bricolaj cu axă de rotație
Utilizatorilor neexperimentați nu li se recomandă să realizeze o mașină cu axă de rotație din metal. Inițial, ar trebui să încercați să faceți o unitate din placaj. În prima etapă se elaborează un desen și un program de frezare de control. Acest pas poate fi finalizat folosind serviciul Rhinoceros. Grosimea placajului trebuie să fie de cel puțin 15 milimetri. Acesta trebuie fixat pe masă, după care mașina CNC va face spațiile necesare.
A doua etapă constă în asamblarea pieselor rezultate. După aceasta, trebuie să cumpărați un rulment pentru pompă de apă. Acest articol este vândut în magazinele de piese auto. Înainte de instalarea rulmentului, piesele trebuie acoperite cu vopsea și lac. Rulmentul poate fi consolidat cu șuruburi. Pentru a opera dispozitivul, veți avea nevoie de un grup de componente, inclusiv:
- masa masinii;
- curele;
- motor pas cu pas.
Piesele suplimentare sunt realizate pe un strung. După finalizarea asamblarii unității, va trebui să achiziționați separat un driver responsabil cu controlul motorului pas cu pas. Noul driver trebuie instalat în unitatea de control al mașinii.
Înainte de lansarea unei axe rotative CNC realizate singur, trebuie să vă asigurați că componentele sunt bine fixate.
Utilizare
Există două moduri de a lucra cu o axă de rotație:
- index;
- continuu.
Prima metodă presupune prelucrarea pas cu pas, începând cu mișcări libere și terminând cu condiții staționare. Trecerea de la o prelucrare la alta este însoțită de o oprire și fixare. Pentru a doua metodă, nu sunt necesari pași suplimentari. Procesarea corectă depinde de disponibilitatea programului și de un model adecvat al instrumentului de lucru.
Pentru o prelucrare completă, mașina trebuie să fie echipată cu un sistem de control pe patru axe. Pentru a compensa greutatea axului, axa Z este echipată cu un arc cu gaz.
 Organizarea dezvoltarii de noi produse Organizarea si planificarea productiei
Organizarea dezvoltarii de noi produse Organizarea si planificarea productiei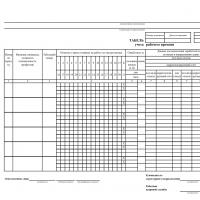 Orientări pentru utilizarea foilor de pontaj
Orientări pentru utilizarea foilor de pontaj Cine este tâmplar: avantaje și dezavantaje ale profesiei Despre accidentările la locul de muncă
Cine este tâmplar: avantaje și dezavantaje ale profesiei Despre accidentările la locul de muncă Descrierea postului de director de producție (bucătar)
Descrierea postului de director de producție (bucătar) Prezentare - coroziunea metalelor și metode de protecție împotriva coroziunii Coroziunea chimică este cauzată de interacțiune
Prezentare - coroziunea metalelor și metode de protecție împotriva coroziunii Coroziunea chimică este cauzată de interacțiune Managementul te obligă să mergi la curățenie, amenințăndu-te că te concediază dacă nu te prezinți într-o zi liberă.
Managementul te obligă să mergi la curățenie, amenințăndu-te că te concediază dacă nu te prezinți într-o zi liberă. Prezentare pe tema valorilor morale
Prezentare pe tema valorilor morale