Сменная производительность и количество выбранного оборудования. Сменная производительность и количество выбранного оборудования Отрезной станок смж 357 схема
Технические характеристики правильно-отрезного станка СМЖ-357:
|
Диаметр обрабатываемых стержней, мм | ||
|
Гладкого профиля | ||
|
Периодического профиля AI, AII, AIII | ||
|
Скорость правки, метров/минуту | ||
|
Длина отрезаемых стержней, метров | ||
|
Частота вращения барабана, с -1 | ||
|
Допускаемое отклонение длины отрезаемых стержней, мм | ||
|
Установленная мощность, кВт | ||
|
Масса общая, кг не более | ||
Установка СМЖ 357 для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемного и размоточного устройств, правильного барабана, электрооборудования, линейки.
Станок состоит из станины, механизмов подачи и реза, правильного барабана.
Станина станка сварная, на ней размещены и закреплены все узлы станка.
В основании имеются отверстия для крепления станка анкерными болтами.
Механизм подачи предназначен для разматывания проволоки и арматуры из бунта, протягивания ее через правильный барабан и подачи выпрямленного стержня арматуры в приемное устройство. Привод механизма осуществляется от электродвигателя через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал правильно-отрезного станка СМЖ-357.
Сидящая на валу шестерня через зубчатое колесо передает вращение на нижний вал тянущих роликов. Вал верхнего тянущего ролика вращается в подшипниках обоймы и соединен с валом нижнего тянущего ролика с помощью зубчатой пары.
Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия верхнего тянущего ролика.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров. Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающемся на валу вместе с полумуфтой.
Станок Правильно-отрезной СМЖ-357 позволяет осуществлять правку и мерную резку арматурной стали. Он так же предназначен для работы со сталью гладкого и периодического профиля (кл. А-I; А-II и А-III), проволоки ВР и ОК, поступающих в бунтах . Также при изготовлении дополнительного инструмента допускается правка проволоки ГОСТ 6727-80. Автомат применяют на заводах ЖБИ, в цехах предприятий по изготовлению железобетонных и металлических конструкций. Данная серия выпускается на заводе более 10 лет, и успешно прошла испытание временем.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Диаметр обрабатываемых стержней, мм 3…….10
Гладкого профиля 3…….10
Периодического профиля AI, AII, AIII 3…….8
Скорость правки, м/мин 31.5; 45
Длина отрезаемых стержней, м 0.5….12
Частота вращения барабана, с-1 40/20
Допускаемое отклонение длины
отрезаемых стержней, мм +1…-1
Установленная мощность, кВт 8.4/12.7
Габаритные размеры. мм
Ширина 1500
Высота 1210
Масса общая, кг не более 1500
СОСТАВ, УСТРОЙСТВО И РАБОТА УСТАНОВКИ
Установка СМЖ 357 (СПР-12) для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемного и размоточного устройств, правильного барабана, электрооборудования, линейки.
Станок состоит из станины, механизмов подачи и реза, правильного барабана.
Станина станка сварная, на ней размещены и закреплены все узлы станка.
В основании имеются отверстия для крепления станка анкерными болтами.
Механизм подачи предназначен для разматывания проволоки и арматуры из бунта, протягивания ее через правильный барабан и подачи выпрямленного стержня арматуры в приемное устройство. Привод механизма осуществляется от электродвигателя через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Сидящая
на валу шестерня через зубчатое колесо передает вращение на нижний вал тянущих роликов. Вал верхнего тянущего ролика вращается в подшипниках обоймы и соединен
с валом нижнего тянущего ролика с помощью зубчатой пары. Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия верхнего тянущего ролика.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров. Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающемся на валу вместе с полумуфтой.
Потребляемая мощность станка зависит от мощности установленных электродвигателей. При правке проволоки Вр1 или ОК диам. 4-5мм, рекомендуется заменить базово установленные двигатели на двигатели меньшей мощности (2кВт на приводе редуктора и 2кВт на приводе правильного барабана) в целях уменьшения энергопотребления.
Так же, в вы можете приобрести ,
Автомат правильно-отрезной модели СМЖ 357, предназначен для правки и резки арматурной стали гладкого и периодического профилей, проволоки ВР и ОК, поступающих в бунтах.На поверхности прутков допускаются следы от инструмента и вмятины в местах реза. Автомат может быть использован в метизнокалибровочных цехах металлургических заводом, а также на предприятиях строительной индустрии и в заготовительных цехах машиностроительных заводов. Категория климатического использования УХЛ4.
Принцип работы
Под действием усилия тянущих роликов арматурная проволока разматывается с размоточного устройства и, пройдя через ограждение, поступает в правильный барабан, где, подвергаясь многократному знакопеременному изгибу, выпрямляется. Выпрямленная проволока тянущими роликами через ножевую втулку (неподвижный нож) подается в канал приемного устройства, закрытый рейкой, до флажка отмеривающего механизма, устанавливаемого в соответствии с требуемой длиной отрезаемого стержня. При нажатии проволоки на флажок срабатывает конечный выключатель отмеривающего механизма, дающий сигнал на включение электромагнита механизма реза. За время включения механизма реза флажок доходит до жесткого упора отмеривающего механизма и останавливается вместе с арматурной проволокой.
Комплект поставки
- Входят в комплектность и стоимость автомата СМЖ 357
- Автомат в сборе
- Лоток приемный
- Руководство по эксплуатации
- Входит в комплект поставки за отдельную плату
- Устройство размоточное для проволочных бунтов
|
Показатель |
Значение |
|
Диаметры арматуры, мм : | |
|
периодического профиля | |
|
Длина заготовляемых прутков, мм | |
|
Допуск прутков при длине 6м | |
|
Скорость подачи арматуры, м/мин | |
|
Частота вращения барабана, с - 1 | |
|
Установленная мощность, кВт | |
|
Габаритные размеры, мм : | |
|
Масса, кг |
В качестве станка для резки листовой стали выбираем станок с-229а

Рис. 3. Схема станка С-229А
1-станина; 2- плита 3,6-механизм передачи; 4,10- пусковые рычаги; 5- ползун; 7- электродвигатель; 8- пакетный выключатель; 9,11- верхний и нижний упоры; 12,13-ножи
Техническая характеристика С-229А
В качестве станка для гибки отдельных стержней выбираем станок СМЖ – 212
Техническая характеристика СМЖ – 212
В качестве машины для сварки узких арматурных каркасов выбираем машину МТ – 1206
Техническая характеристика
|
Показатель |
Значение |
|
Производительность, точек/мин | |
|
Максимальный диаметр свариваемых стержней, мм : | |
|
Номинальная мощность, кВ·А | |
|
Номинальный сварочный ток при продолжительности включения ПВ-20%, А | |
|
Приделы регулирования вторичного напряжения, В | |
|
Число ступеней регулирования | |
|
Полезный вылет электродов, мм | |
|
Габаритные размеры, м : | |
|
Масса, т |
В качестве станка для гибки отдельных арматурных сеток выбираем станок смж – 353
Станок СМЖ-353 (рис. 4) предназначен для угловой гибки арматурных сеток. В зависимости от длины изгибаемой стороны сетки используются только головная секция, головная секция с одной дополнительной или головная секция с двумя дополнительными секциями. Все секции имеют длину около 3 м.
Головная секция станка СМЖ-353 в отличие от дополнительной снабжена пультом управления, механизмом угла гибки и пусковой, электроаппаратурой, в остальном их конструкции идентичны. Каждая секция состоит из рамы, гибочной балки, механизма прижима сетки, пневмоцилиндров, пневматического и электрического оборудования.
На раме сварной конструкции с помощью рычагов шарнирно подвешена гибочная балка, выполненная из грубы. Она соединена со штоками пневмоцилиндров, установленных на концах – нижних рычагов. Рычаги соединены с вертикальными регулируемыми по длине тягами, несущими траверсу с крюками для прижима сетки. Крюки снабжены цилиндрическими пальцами диаметром 20 мм, которые прижимают сетку к раме за продольные стержни и вокруг которых сетка изгибается гибочной, балкой.

Рис.4. Общий вид станка СМЖ-353;
Установка СМЖ-357 для правки и резки арматурной стали
Установка предназначена для правки и резки арматурной стали гладкого и периодического профилей, поступающей в бухтах.
Установка для правки и резки арматурной стали состоит из станка, приемного и размоточного устройств, ограждения с приспособлением для заправки, электрооборудования и сборника арматуры.
Станок представляет собой сварную станину, на которой размещены и закреплены механизмы подачи и реза и правильный барабан. Станок крепится к станине четырьмя анкерными болтами.
Механизм подачи предназначен для разматывания арматурной стали из бунта, протягивания ее через правильный барабан и подачи выправленного стержня арматуры в приемное устройство. Механизм приводится в движение от электродвигателя через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Сидящая на валу шестерня через зубчатое колесо передает вращение на нижний вал тянущих роликов. Вал верхнего тянущего ролика вращается в подшипниках обоймы и зубчатой парой соединен с валом нижнего тянущего ролика. Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия тянущих роликов.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных-диаметров.
Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающимся на нижнем ножевом валу вместе с полумуфтой. Подвижная полумуфта установлена на шлицах вала и может передвигаться вдоль него с помощью вилки и тяги. Управление положением муфты осуществляется механизмом включения с электромагнитом. Валы сцеплены зубчатой парой.
Механизм реза приводится от кулачка, сидящего на конце верхнего ножевого вала. Усилие передается через валик и рычаг, качающиеся вокруг оси, на шток. Внутри штока расположена пружина, служащая для возврата штока в исходное положение. Пружина верхним концом упирается в пробку, а нижним своим концом упирается в палец, неподвижно закрепленный в корпусе. В нижней части штока находится подвижный нож. Неподвижный нож установлен в стакане, неподвижно закрепленном в корпусе. Неподвижный нож поджимается к подвижному резьбовой направляющей. На нижнем ножевом валу установлен кулачок, который посредством ролика и рычагов открывает канал приемного устройства.
Правильный барабан представляет собой вал, вращающийся в подшипниках. Подшипники установлены в корпусах, закрепленных на станине. Привод барабана осуществляется от электродвигателя через клиноременную передачу и шкив. На концах барабана по оси установлены неподвижные фильеры (со стороны выхода 1 шт., со стороны входа 2 шт.). Фильеры закреплены в барабане переставными втулками и гайкой.
В средней части барабана в стаканах установлены регулируемые фильеры. Стаканы смещаются в радиальном направлении с помощью рычагов, валика и регулировочного винта. Барабан настраивается одним винтом.
Приемное устройство служит для приема выправленного куска арматуры, отмеривания и сброса отрезаемых прутков. Оно состоит из трех двухметровых секций, соединенных последовательно. Секция состоит из направляющей с двумя каналами, откидной рейки, вала, кронштейнов и стоек.
Рейка с помощью кронштейнов соединена с валом, закрепленным во втулках. При повороте вала рейка откидывается, открывая канал приемного устройства для сброса прутка. Возврат рейки в исходное положение осуществляется с помощью пружины, тяги и рычага, закрепленного на валу. Вал и направляющая установлены в кронштейнах, прикрепленных к стойке болтами и пальцем. Вокруг пальца любая из секций, следующих за первой, может быть откинута.
Валы и направляющие смежных секций соединены муфтами.
На конец любой секции может быть установлен отмеривающий механизм; для этого корпус механизма надевается на конец направляющей и зажимается болтами так, чтобы шомпол, закрепленный в ползуне, свободно входил в канал приемного устройства. Ползун скользит вдоль оси и подпружинен пружиной. Ход ползуна ограничен регулируемым упором. К нижней части ползуна крепится флажок, воздействующий на конечный выключатель.
Размоточное устройство предназначено для установки бухт диаметром до 1500 мм. Раздвижные стойки позволяют устанавливать бухты арматурной стали с разными внутренними диаметрами.
В нижней части устройства имеется регулируемый фрикционный тормоз.
Ограждение с приспособлением для заправки предназначено для обеспечения безопасности работы обслуживающего персонала и имеет устройство, выполненное в виде клещевого захвата для облегчения заправки арматуры в правильный барабан.
С целью уменьшения износа входного отверстия в него вставлена фильера из твердого сплава (волок).
Электропитание предусматривается от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 380 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, ПВ = 100%.
Управление предусмотрено с помощью вмонтированной в станок кнопочной панели.
Установка для правки и резки арматурной стали работает следующим образом.
Под действием усилия тянущих роликов арматурная проволока разматывается с размоточного устройства и, пройдя через ограждение, поступает в правильный барабан, где, подвергаясь многократному знакопеременному изгибу, выпрямляется. Выпрямленная проволока тянущими роликами через ножевую втулку (неподвижный нож) подается в канал приемного устройства, закрытый рейкой, до шомпола отмеривающего механизма, устанавливаемого в соответствии с требуемой длиной отрезаемого стержня. При нажатии проволоки на шомпол срабатывает конечный выключатель отмеривающего механизма, дающий сигнал на включение электромагнита механизма реза. За время включения механизма реза шомпол доходит до жесткого упора отмеривающего механизма и останавливается вместе с арматурной проволокой.
Электромагнит механизма реза при срабатывании выдергивает клин тяги, которая, перемещаясь вместе с вилкой, включает полумуфты ножевого вала. Полный цикл отрезки происходит за половину оборота ножевых валов, после чего они останавливаются в исходном положении механизмом фиксации. В момент реза кулачок, расположенный на валу, поворачиваясь, нажимает на рычаг механизма реза и приводит в движение подвижный нож, перерезающий проволоку. Кулачок, расположенный на валу, с некоторым запозданием через систему рычагов поворачивает вал приемного устройства. При этом рейка сдвигается, открывая канал приемного устройства, и отрезанный стержень выпадает. В момент фиксации валов механизм реза, механизм открывания канала приемного устройства и шомпол возвращаются в исходное положение под действием пружин.
К атегория: - Машины сборного железобетона
 Презентация к классному часу на тему: "Зачем мы учимся?
Презентация к классному часу на тему: "Зачем мы учимся? Презентация на тему "мурзилка"
Презентация на тему "мурзилка" Ладушки, ладушки, где были – у бабушки!
Ладушки, ладушки, где были – у бабушки! Должностная инструкция инспектора отдела кадров, должностные обязанности инспектора отдела кадров, образец должностной инструкции инспектора отдела кадров Специалист по кадров
Должностная инструкция инспектора отдела кадров, должностные обязанности инспектора отдела кадров, образец должностной инструкции инспектора отдела кадров Специалист по кадров Финансовый отдел – «лакмусовая бумажка» эффективности предприятия Функции финансового отдела предприятия
Финансовый отдел – «лакмусовая бумажка» эффективности предприятия Функции финансового отдела предприятия Диавзгляд: Кем и как может работать больной диабетом Сахарный диабет допуск к работе
Диавзгляд: Кем и как может работать больной диабетом Сахарный диабет допуск к работе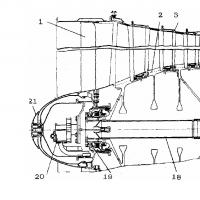 Назначение основные технические данные двигателя ал 31ф
Назначение основные технические данные двигателя ал 31ф