Isitish plitalarini bosing. Vakuumli press va presslash joylari MPP Lauffer bosma platalar ishlab chiqarish uchun isitish moslamali press
Issiq presslash uchun qoliplarni loyihalashda hal qiluvchi omillar mahsulotning geometrik shakli va o'lchamlari, shuningdek, isitish usuli va himoya muhitini yaratish shartlari hisoblanadi. Issiq presslash asosan oddiy shakldagi mahsulotlarni ishlab chiqaradi, shuning uchun qolipning dizayni murakkab emas. Asosiy qiyinchilik shundan iborat
bosim haroratida etarli kuchga ega bo'lishi kerak bo'lgan qolip materialining bor, presslangan kukun bilan reaksiyaga kirishmasligi kerak.
500...600 °C bosish haroratida qolip materiali sifatida issiqlikka chidamli nikel asosli po'latlardan foydalanish mumkin. Bunday holda yuqori bosimli bosimlardan (150...800 MPa) foydalanish mumkin. Siqilgan kukunni matritsaning ichki devorlari bilan qo'shilishiga yo'l qo'ymaslik va ishqalanishni kamaytirish uchun shakllanadigan sirtlar yuqori haroratli moylash materiallari bilan qoplangan. Biroq, moylash materiallarini tanlash cheklangan, chunki ularning deyarli barchasi issiq presslash jarayonida bug'lanadi. Slyuda va grafit asosan moylash materiallari sifatida ishlatiladi.
Slyuda past bosim haroratida ishlatiladi. Grafit yuqori haroratlarda yuqori ishqalanishga qarshi xususiyatlarni saqlaydi. U glitserin yoki suyuq shishada bo'lak yoki kumush grafit suspenziyasi shaklida qo'llaniladi. Ichkarida past karbonli po'lat bilan qoplangan grafit matritsasidan tayyorlangan qo'shma qoliplar ham qo'llaniladi va po'lat astar matritsaning grafiti bilan o'zaro ta'sir qilmaslik uchun xrom qoplangan. Bosish haroratida (800...900 °C) ishlaydigan matritsalar va zımbalar ishlab chiqarish uchun qattiq qotishmalardan foydalanish mumkin. Yuqori issiq presslash haroratida (2500...2600 °C) qoliplar uchun yagona material grafit hisoblanadi. Boshqa materiallar bilan taqqoslaganda, u yaxshi elektr xususiyatlariga ega, ishlov berish oson va mahsulot yuzasida himoya muhitini yaratadi, issiq presslash paytida yonib ketadi. Bosish kuchi jarayon haroratining oshishi bilan kamayganligi sababli, grafit matritsalarining kuchi ko'p hollarda etarli.
Qoliplarni ishlab chiqarish uchun nozik taneli tuzilishga ega va qoldiq g'ovakligi bo'lmagan grafit ishlatiladi, aks holda presslangan kukun teshiklarga kirib ketishi mumkin, bu esa qolip devorlari va kukun orasidagi ishqalanish kuchayishi tufayli mahsulot sifatini yomonlashtiradi.
Grafit qoliplarining xizmat qilish muddati juda qisqa bo'lgani uchun va presslangan mahsulotlarning karbürizatsiyasidan butunlay qochish juda qiyin bo'lganligi sababli, maxsus ko'p komponentli qolip ishlab chiqilgan.
titan, sirkoniy, toriy va boshqa metallarning kukunlari bosiladigan qoliplar uchun kelli qotishmasi. Qotishmaning 950 ... 1000 ° S haroratdagi kuchi sof titanning kuchidan taxminan 40-50 baravar yuqori. O'tga chidamli metallarning oksidlari va silikatlari, xususan, sirkoniy oksidi ham qoliplarni tayyorlash uchun ishlatiladi.
Issiq presslash paytida kukunlarni elektr isitishning quyidagi usullari ajralib turadi:
P to'g'ridan-to'g'ri elektr tokini to'g'ridan-to'g'ri siqilgan qolip yoki kukun orqali o'tkazish orqali isitish;
P qolipni o'rab turgan turli qarshilik elementlari orqali oqim o'tkazish orqali bilvosita isitish;
P to'g'ridan-to'g'ri qolip va kukunni yuqori chastotali oqimlar (HF) yoki indüksiyon isitish;
P qolip qo'yilgan qobiqning bilvosita induksion isishi.
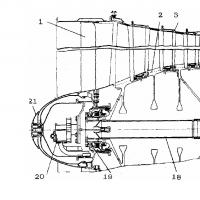
Issiq presslash qolipi isitish usuliga qarab ishlab chiqilgan. Shaklda. 3.22-rasmda isitish bilan birgalikda ikki tomonlama issiq presslash uchun qolip dizaynlari ko'rsatilgan.
Guruch. 3.22. Isitish bilan birgalikda ikki tomonlama issiq presslash uchun qolip dizaynlarining sxemalari: A- bilvosita isitish; 6 - zarbalarni tok bilan ta'minlashda to'g'ridan-to'g'ri isitish; V - matritsaga oqim berilganda oddiy isitish; G - grafit matritsasini induksion isitish; d - kukunni keramik qolipda induksion isitish; 1 - isitgich; 2 - kukun; 3 - briket; 4 - matritsa; 5,6 - mushtlar; 7 - izolyatsiya; 8 - grafit bilan aloqa qilish; 9 - grafit zarbasi; 10 - grafit matritsasi; 11 - keramika; 12 - induktor; 13 - keramik zımba; 14 - keramik matritsa
Bilvosita isitish bilan (3.22-rasm, A) Qo'shimcha isitgichlardan foydalanish zarurati tufayli qolipning dizayni yanada murakkablashadi. Zımbalarni o'tuvchi oqim bilan to'g'ridan-to'g'ri qizdirganda (3.22-rasm, b) Zımbalarning haddan tashqari qizishi va buning natijasida buzilish mumkin. Matritsani oqim bilan ta'minlash (3.22-rasm, V) kukunni bir xilda isitishni ta'minlaydi, ammo qolipning dizayni yanada murakkablashadi. Grafit matritsasini induksion isitish qo'llaniladi (3.22-rasm, G) va keramik matritsa (3.22-rasm, E).
Ko'rgazmalar 120 ° S maksimal ish haroratida tekis yuzalarni ikki tomonlama qoplash uchun mo'ljallangan, ular mebel, eshiklar va boshqa tekis duradgorlik mahsulotlarini ishlab chiqarish uchun o'rta korxonalarda qo'llaniladi. Isitish printsipi termal yog 'bo'lib, u elektr qozonda ish haroratiga qadar isitiladi va gidravlik nasos yordamida plitalar bo'ylab aylanadi. Plitalar ichidagi haroratni saqlab turish uchun suyuqlik aylanish sxemasiga ega bo'lgan press plitalari issiqlik izolatsiyasini o'rnatdi. Bosishning barcha funktsiyalari asosiy paneldan boshqariladi. Ko'rgazmalarning dizayni payvandlangan nurlardan yasalgan bo'lib, bu presslarning ishonchliligi va mustahkamligini ta'minlaydi.
| sotuvchi kodi | Plitalar o'lchami, mm | Bosish kuchi, tonna | Ro'yxatga qo'shing | Narxi | |
|---|---|---|---|---|---|
| Omborda mavjud; sotuvda mavjud | 2500 x 1300 | 120 | 8 x 100 | Narxini bilib oling | |
| Omborda mavjud; sotuvda mavjud | 2500 x 1300 | 120 | 8 x 100 | Narxini bilib oling | |
| 2500 x 1300 | 120 | 8 x 100 | Narxini bilib oling |
Matbuot eshik tekisliklari, mebel blankalari, qoplama panellari va boshqalarni qimmatbaho yog'och qoplama, plastmassa bilan ikki tomonlama qoplash uchun, shuningdek, issiq presslash sharoitida eshik panellarini yig'ish uchun mo'ljallangan. Korpus payvandlangan profillardan qilingan. Matbuotni uch tomondan yuklang. Yuqori o'ziga xos bosim va yuqori harorat uchun prefabrik payvandlangan plitalar. Matbuot plitasining parallel harakati tokchalar va pinionlar tizimi va to'rtta vertikal yo'riqnoma bilan ta'minlanadi.
| sotuvchi kodi | Plitalar o'lchami, mm | Bosish kuchi, tonna | Silindrlarning soni va diametri, mm | Ro'yxatga qo'shing | Narxi |
|---|---|---|---|---|---|
| 2500x1300 | 120 | 6 | Narxini bilib oling | ||
| 2500x1300 | 90 | 6 | Narxini bilib oling | ||
| 3000x1300 | 120 | 8 | Narxini bilib oling | ||
| 3000x1300 | 90 | 8 | Narxini bilib oling | ||
| 3500x1300 | 120 | 10 | Narxini bilib oling | ||
| 3500x1300 | 90 | 10 | Narxini bilib oling |

VP seriyali presslar tekis panelli qismlarni ikki tomonlama qoplash uchun mo'ljallangan: eshik panellari, mebel blankalari, jabhalar, devor panellari va h.k. Ko'rgazmalar paneli va ramka paneli tipidagi eshik panellarini yig'ish uchun ishlatilishi mumkin. Ko'rgazmalarning qo'llab-quvvatlovchi ramkasi issiq haddeleme orqali olingan payvandlangan nurlardan yasalgan. Standart sifatida presslar sovutish suvi aylanishi uchun butun uzunligi bo'ylab burg'ulash teshiklari bo'lgan mustahkam po'lat plitalar bilan jihozlangan. Ko'rgazmalar plitalarni ko'tarish / tushirishda mutlaq parallellikni ta'minlaydigan tishli raf tizimi va yon qo'llanmalar bilan jihozlangan. Shlangi tizimning dizayni yuqori operatsion ishonchliligini kafolatlaydi. Xrom bilan qoplangan silindrlar.
| sotuvchi kodi | Plitalar o'lchami, mm | Bosish kuchi, tonna | Silindrlarning soni va diametri, mm | Ro'yxatga qo'shing | Narxi |
|---|---|---|---|---|---|
| 2500 x 1300 | 100 | 6 x 85 | Narxini bilib oling | ||
| Omborda mavjud; sotuvda mavjud | 2500 x 1300 | 100 | 6 x 85 | Narxini bilib oling | |
| 2500 x 1300 | 100 | 6 x 85 | Narxini bilib oling | ||
| 2500 x 1300 | 120 | 8 x 85 | Narxini bilib oling | ||
| 3000 x 1300 | 100 | 8 x 85 | Narxini bilib oling | ||
| Omborda mavjud; sotuvda mavjud | 3000 x 1300 | 120 | 8 x 85 | Narxini bilib oling |

Eshik tekisliklari, mebel blankalari, qimmatbaho yog'och qoplamali qoplamali panellar, plastmassa, shuningdek, issiq presslash sharoitida eshik panellarini yig'ish uchun mo'ljallangan, ramka mustahkamligi va mustahkamligini ta'minlaydigan massiv po'lat nurlardan payvandlanadi struktura maksimal bosim ostida. Monolitik burg'ulash plitalari uzoq vaqt ishlashda geometriyasini saqlab qoladi. Tsilindrlar qalin xrom qatlami bilan qoplangan, bu esa muhrlar va pistonlarning silliq ko'tarilishi/tushilishini va uzoq xizmat qilish muddatini ta'minlaydi. Shlangi tizim nasosi shovqinni kamaytirish va sovutishni yaxshilash uchun moyli muhitda ishlaydi. Matbuot funktsiyalari asosiy paneldan boshqariladi.
| sotuvchi kodi | Plitalar o'lchami, mm | Bosish kuchi, tonna | Silindrlarning soni va diametri, mm | Ro'yxatga qo'shing | Narxi |
|---|---|---|---|---|---|
| 3000 x 1300 | 120 | 8 x 100 | Narxini bilib oling | ||
| 3000 x 1300 | 120 | 8 x 100 | Narxini bilib oling |

Eshik tekisliklari, mebel blankalari, qoplama panellari va boshqalarni qimmatbaho yog'och qoplama, plastmassa bilan ikki tomonlama qoplash, shuningdek, issiq presslash sharoitida eshik panellarini yig'ish uchun mo'ljallangan. Ko'rgazmalar barcha joriy xavfsizlik standartlarini hisobga olgan holda ishlab chiqilgan. va maxsus 4 burilish xavfsizligi qo'llanmasi bilan jihozlangan. Matbuotning barcha funktsiyalari asosiy paneldan boshqariladi. Matbuot tuzilishi payvandlangan nurlardan yasalgan bo'lib, bu pressning yanada mustahkamligi va ishonchliligini ta'minlaydi. Burg'ulangan teshiklari bo'lgan quyma plastinka. Plitalarni avtomatik ochish uchun taymer. Noyob patentlangan gidravlik silindrli dizayn.
| sotuvchi kodi | Plitalar o'lchami, mm | Bosish kuchi, tonna | Silindrlarning soni va diametri, mm | Ro'yxatga qo'shing | Narxi |
|---|---|---|---|---|---|
| Omborda mavjud; sotuvda mavjud | 2500 x 1300 | 100 | 6 x 100 | Narxini bilib oling | |
| 3000 x 1300 | 100 | 6 x 100 | Narxini bilib oling | ||
| Omborda mavjud; sotuvda mavjud | 2500 x 1300 | 100 | 6 x 100 | Narxini bilib oling | |
|
Issiq presslash qatlamli yog'ochdan yasalgan buyumlarni qoplash va ishlab chiqarishning eng keng tarqalgan texnologiyalaridan biridir. Texnika yuqori haroratli ishlov berishga chidamli har qanday materiallardan foydalanishga imkon beradi. Gidravlik issiq presslar yog'och mebel, duradgorlik va seriyali ishlab chiqarish uchun optimal vositadir har xil turlari qurilishni tugatish. Issiq presslash mashinasining dizayni qattiq mahkamlangan va harakatlanuvchi plitalarga ega bardoshli ramkadir. Qurilmaning pastki qismida ishchi organning harakatlanishini va ishlov beriladigan paket yuzasida kerakli bosim darajasini ta'minlaydigan gidravlik silindrlar tizimi mavjud. Ish qismi o'rnatilgan elektr elementlar yoki sovutish suvi bilan isitiladi. Yog 'yoki suyuqlik qozonda kerakli haroratni oladi va plastinkaning bo'shlig'iga burg'ulangan kanallarda termal maydon hosil qiladi.  Uskunaning bevosita maqsadi:
Yuzaki qoplama tabiiy va sun'iy kelib chiqadigan qoplamalar yordamida amalga oshiriladi. Tugatish uchun shpon, dekorativ plastmassa turlari, polimer plyonka yoki qog'oz ishlatiladi. Bükülmüş yopishtirilgan elementlar ishchi plitalarga o'rnatilgan ma'lum bir shakldagi matritsa yordamida yaratiladi. Foydalanishning afzalliklariO'rnatishlar qo'llaniladi in-line ishlab chiqarish mebel va duradgorlik do'konlarida mahsulotlar va ko'pincha individual dizayn loyihalarini amalga oshirish uchun ishlatiladi. Issiq press Qoplama uchun u o'rta va katta hajmdagi faoliyatga ega bo'lgan korxonalarda talabga ega va foydalanish paytida:
Issiqlik bilan ishlov berishdan foydalangan holda astarlangan mahsulotlarning yuzasi ta'sirga chidamli bo'lgan qoplamaning mustahkamligi bilan tavsiflanadi. tashqi omillar va ish paytida peeling xususiyatiga ega emas. Turlarning tasnifi va xususiyatlariShlangi issiq presslash mashinalarini turlarga bo'lish avtomatlashtirish darajasiga asoslanadi:
Optimal bosim darajasi mashinaning dizayniga o'rnatilgan potansiyometr yordamida o'rnatiladi va ishlov berish harorati termostat tomonidan nazorat qilinadi. Avtomatik taymer ish qismini press ostida ushlab turishning rejalashtirilgan davrini nazorat qiladi va jarayon oxirida plitalarni ochadi. |
Ixtiro birinchi qismni, shu jumladan korpusni (111) o'z ichiga olgan qolipga tegishli bo'lib, unga qoliplash zonasi (112) ko'rsatilgan qoliplash zonasi va korpus o'rtasida mexanik interfeys (115) hosil qilish uchun ulangan va induktorlarni (132) o'z ichiga oladi. dedi interfeysi (115) va qoliplash zonasi (112) o'rtasidagi bo'shliqlarda (131) deb atalmish bo'ylama yo'nalishda joylashgan, va kalıplama zonasi va tanasi o'rtasidagi interfeysi joylashgan sovutish qurilmasi (140). Ixtiro mog'or deformatsiyasiga olib keladigan harorat gradyanlarini yo'q qiladi. 14 ish haqi f-ly, 6 kasal.
Ixtiro tez isitiladigan va sovutiladigan qolipga tegishli. Xususan, ixtiro suyuq yoki pasta holatida plastik material yoki metallni quyish uchun mo‘ljallangan qolipni induksion isitish va tez sovutish moslamasiga tegishli.
Ariza beruvchining nomiga berilgan EP 1894442 hujjati issiqlik tashuvchi suyuqlikning aylanishi tufayli induksion isitish moslamasi va sovutish moslamasi bilan jihozlangan qolipni tavsiflaydi. Ushbu ma'lum qurilma statsionar qism va harakatlanuvchi qismdan tashkil topgan qolipni o'z ichiga oladi. Har bir qism induksion isitish davri va sovutish pallasini joylashtirish uchun tuzilgan. Ushbu qismlarning har birida bir qism bog'langan tana mavjud bo'lib, bu qolipga quyilgan qismning yakuniy shaklini beradigan qoliplash yuzasini hosil qiladi. qolib har bir qismi uchun, qolib yuzasi isitiladi va sovutilgan sirt, esa belgilangan sirt quyma qismning materiali bilan aloqa qiladi. Induktorlar belgilangan kalıplama yuzasi ostida joylashgan bo'shliqlarga o'rnatiladi. Ko'pincha, bu bo'shliqlar ushbu zona va qolib tanasi o'rtasidagi interfeysda aytilgan qoliplash zonasining pastki qismidagi yivlarni kesish orqali amalga oshiriladi. Sovutish davri korpusda burg'ulash va kalıplama yuzasidan uzoqroqda joylashgan kanallar shaklida amalga oshiriladi. Ushbu sovutish davri bir vaqtning o'zida ushbu korpusni sovutishni ta'minlaydi, bu umumiy versiyada induksion isitishga juda sezgir bo'lmagan materialdan yasalgan va qoliplash yuzasini sovutish. Nihoyat, har bir qismning tanasi stendga mexanik ravishda bog'langan.
Ushbu konfiguratsiya beradi yaxshi natijalar, lekin qolip katta bo'lganda yoki qoliplash yuzasi murakkab shaklga ega bo'lganda foydalanish qiyin. Bunday sharoitda isitish va sovutish jarayonida paydo bo'ladigan harorat gradientlari, bir tomondan, butun qolipning deformatsiyasiga, xususan, qoliplash zonasi va korpus o'rtasidagi differentsial deformatsiyaga olib keladi va bu differentsial deformatsiyaga olib keladi. bu ikki element o'rtasidagi zaif aloqa va ikki element o'rtasida termal to'siqlar yaratib, sovutish sifatini pasaytiradi.
Ixtironing maqsadi birinchi qismni, shu jumladan korpusni o'z ichiga olgan qolipni yaratish orqali ma'lum texnik echimlarga xos bo'lgan yuqorida aytib o'tilgan kamchiliklarni bartaraf etishdan iborat bo'lib, unga qoliplash zonasi ulangan, ushbu qoliplash zonasi va korpus o'rtasida mexanik interfeys hosil qiladi. , va o'z ichiga indüktörler, dedi interfeysi va qoliplash zonasi o'rtasidagi bo'shliqlarda deb atalmish bo'ylama yo'nalishda joylashgan, va qolib zonasi va uy-joy o'rtasidagi interfeysi joylashgan sovutish moslamasi. Shunday qilib, isitish va sovutish moslamalari interfeysga imkon qadar yaqin joylashganligi sababli, differentsial shtammlar isitish va sovutish moslamalari va qoliplash zonasi o'rtasidagi issiqlik o'tkazuvchanligiga ta'sir qilmaydi. Induktorlar shakllanish zonasini tanaga ulagandan so'ng bo'shliqlar hosil qiluvchi sayoz yivlarga osongina o'rnatilishi mumkin, bu esa xarajatlarni kamaytiradi. ishlov berish bunday qolip.
Tercihen, ixtiro quyida tavsiflangan variantlarga muvofiq amalga oshiriladi, ular alohida yoki har qanday texnik jihatdan mumkin bo'lgan kombinatsiyada ko'rib chiqilishi kerak.
Tajribaviy qolipda, namunani amalga oshirishga ko'ra, korpus va qoliplash zonasi o'rtasidagi interfeysda issiqlik o'tkazuvchi materialdan yasalgan va qoliplash zonasi va korpus o'rtasidagi shakldagi farqlarni qoplash uchun tuzilgan lenta mavjud.
Muayyan tartibga ko'ra, lenta grafitdan qilingan.
Ushbu tartibga solishning bir versiyasiga ko'ra, aytilgan lenta Ni dan qilingan.
Ushbu tartibga solishning boshqa versiyasiga ko'ra, ushbu lenta Cu misidan qilingan.
Tercihen, aytilgan chiziq shakllanish zonasiga lehim bilan mahkamlanadi.
Birinchisiga mos keladigan ikkinchi tartibga ko'ra, induktorlar kamida 250 ° C haroratga bardosh bera oladigan muhrlangan qobiqlarga kiritiladi va sovutish moslamasi induktorlar atrofidagi bo'shliqlarda oqadigan sovutish suyuqligini o'z ichiga oladi.
Uchinchi tartibga ko'ra, sovutish moslamasi induktorlar atrofidagi bo'shliqlarda dielektrik suyuqlikning aylanishidan foydalanadi.
Tercihen, dielektrik suyuqlik elektr izolyatsion yog'dir.
To'rtinchi tartibga ko'ra, sovutish moslamasi harorat ta'sirida fazani o'zgartirishi mumkin bo'lgan suyuqlik bilan to'ldirilgan bo'shliqni o'z ichiga oladi va uning yashirin issiqligi ma'lum bir haroratda qoliplash zonasidan issiqlikni olish uchun etarli.
Beshinchi tartibga ko'ra, sovutish moslamasi gazni induktorlar atrofidagi bo'shliqlarga majbur qiladi.
Tercihen, gazni quyish uzunlamasına yo'nalishga nisbatan ko'ndalang yo'nalishda amalga oshiriladi. Shunday qilib, havo oqimida turbulentlik hosil bo'lib, bu issiqlik almashinuviga yordam beradi. Bu aylanish gazni quyish bosimiga va quyish kanali va bo'shliqlarning uzunlamasına yo'nalishi orasidagi burchakka bog'liq.
Tercihen, ushbu oxirgi tartibga ko'ra, ixtiro qolipining sovutish moslamasi bo'shliqning uzunligi bo'ylab uzunlamasına yo'nalishda bir nechta gaz quyish nuqtalarini o'z ichiga oladi.
Tercihen gaz havo bo'lib, 80 bardan yuqori bosim ostida bosim ostida. Sovutish suyuqligi sifatida havodan foydalanish, ayniqsa, muhrlash muammolarini hisobga olgan holda, qurilmadan foydalanishni osonlashtiradi.
Muayyan tartibga ko'ra, da'vo qilingan qolipda birinchisidan interfeysga nisbatan masofada joylashgan va alohida generator yordamida oqim bilan quvvatlanadigan ikkinchi induksiya sxemasi mavjud.
Tanlangan variantga ko'ra, korpus va qoliplash zonasi INVAR tipidagi temir Fe va nikel Ni qotishmasidan yasalgan bo'lib, uning Kyuri nuqtasi quyilgan materialning o'zgarish haroratiga yaqin. Shunday qilib, agar korpus va qoliplash zonasining materiali ferromagnit bo'lsa, ya'ni induksion isitishga sezgir bo'lsa, u past kengayish koeffitsientiga ega. Agar material qizdirilsa va uning harorati Kyuri nuqtasiga yaqinlashsa, u induksion isitishga nisbatan sezgir bo'lmaydi. Shunday qilib, bu tartibga solish uy-joy va shakllantirish zonasi differensial kengayishi nazorat qilish imkonini beradi, shuningdek, uy-joy va matbuot ustida dedi uy-joy mexanik qo'llab-quvvatlash o'rtasida.
Shaklda. 1 ko'rsatilgan umumiy misol da'vo qilingan qolipni amalga oshirish, tasavvurlar ko'rinishi;
rasmda. 2-rasmda qoliplash zonasi va korpus orasidagi lentani o'z ichiga oluvchi tartibga muvofiq ixtiro qolipining ko'ndalang kesimi ko'rsatilgan;
rasmda. 3-rasmda ixtironing timsoli bo'yicha qolipning birinchi qismi ko'rsatilgan, bunda sovutish moslamasi ko'ndalang kesimdagi faza o'zgarishining yashirin issiqligini yutish orqali ma'lum bir haroratda fazani o'zgartira oladigan material bilan to'ldirilgan bo'shliqni o'z ichiga oladi;
rasmda. 4 ixtironing timsoliga ko'ra da'vo qilingan qolipning bir qismini ko'rsatadi, unda sovutish induktorlar joylashgan bo'shliqlarda sovutish suyuqligining aylanishi tufayli sodir bo'ladi, kesma ko'rinishi;
rasmda. 5 induktorlar joylashgan bo'shliqlarga bosim ostida gazni ko'ndalang in'ektsiya yo'li bilan sovutish moslamasini o'z ichiga olgan ixtiro qolipining bir qismini amalga oshirish misolini ko'rsatadi, kesma ko'rinishi, kesma tekisligi esa SS. enjektorlarning uzunlamasına kesimdagi yo'nalishini ko'rsatadi;
rasmda. 6-rasmda ikkita oraliq va alohida indüksiyon sxemalarini o'z ichiga olgan ixtiro qolipining bir qismini amalga oshirish misoli ko'rsatilgan, tasavvurlar ko'rinishi.
Shaklda ko'rsatilganidek. 1, birinchi tartibga ko'ra, ixtiro qolipi birinchi qism 101 va ikkinchi qismni 102 o'z ichiga oladi. Quyidagi tavsif birinchi qism 101 ga tegishli. Ushbu qolipning ikkinchi qismi. Ushbu namunaviy tartibga ko'ra, birinchi qism 101 mexanik tayanchga 120 o'rnatiladi. Birinchi qolib qismi bu mexanik qo'llab-quvvatlash 12 o'rnatilgan uy-joy 111 o'z ichiga oladi, va belgilangan qo'llab-quvvatlash 120 nisbatan uning distal uchida bir qolip o'z ichiga oladi. zona 112 mexanik mahkamlash yordamida ko'rsatilgan uy-joy 111 ga ulangan (ko'rsatilmagan). Shunday qilib, tanasi va qoliplash zonasi o'rtasida mexanik interfeysi 115. qolib qolib zonasi 112 va tana 111 o'rtasidagi interfeys 115 da bo'shliqlarda 131 joylashgan induktorlar 132, shu jumladan, bir isitish moslamasini o'z ichiga oladi, va bu tartibga solish, dedi bo'shliqlar, dedi. qoliplash zonasining ichki qismidagi oluklarni kesish orqali amalga oshiriladi. Bu erda sxematik tarzda ko'rsatilgan sovutish moslamasi 140, shuningdek, 115 interfeysida joylashgan.
Shaklda ko'rsatilganidek. Shakl 2, namunaviy tartibga ko'ra, ixtiro qolipi interfeys 115 va sovutish moslamasi o'rtasidagi kamarni 215 o'z ichiga oladi. Ushbu lenta grafit, nikel Ni yoki mis Cu dan tayyorlangan bo'lib, issiqlik o'tkazuvchanligi bilan ajralib turadi va korpus va shakllanish zonasi o'rtasida bir xil aloqani ta'minlash uchun 115 interfeysidagi shakllanish zonasi 112 va korpus 111 o'rtasidagi shakl farqlarini qoplashi mumkin. ular orasida yaxshi issiqlik o'tkazuvchanligi. Lenta materiali kalıplama paytida erishilgan haroratga qarab tanlanadi. Tercihen, lenta qolipni yopib qo'ygandan so'ng, qoliplash zonasi va korpus o'rtasidagi interfeysda lehimlash uchun qolib isitish moslamasi yordamida lehim bilan mustahkamlanadi. Shunday qilib, shaklning moslashuvi idealdir.
Shaklda ko'rsatilganidek. 3, boshqa tartibga ko'ra, sovutish moslamasi ma'lum bir haroratda fazani o'zgartirishga qodir bo'lgan material bilan to'ldirilgan 341, 342 bo'shliqni o'z ichiga oladi va bu faza o'zgarishi ortiqcha yashirin issiqlikning yutilishi bilan birga keladi. Faza o'zgarishi erish yoki bug'lanishdir. Ushbu material, masalan, suvdir.
Shaklda ko'rsatilganidek. 4, ixtiro qolipining boshqa namunaviy timsoliga ko'ra, har bir induktor 132 issiqlikka bardoshli muhrlangan qobiqga 431 joylashtirilgan. Induktorlar ishlab chiqarishi kerak bo'lgan haroratga qarab, bunday qobiq 431 shisha yoki kremniydan tayyorlanadi va u afzalroqdir bir vaqtning o'zida havo o'tkazmaydigan va sovutish paytida termal zarbaga bardosh beradigan yopiq porozlik. Agar ish paytida induktorlar erishgan harorat cheklangan bo'lsa, masalan, ba'zi plastik materiallarni qoliplash uchun, ko'rsatilgan qobiq issiqlik bilan qisqaradigan polimerdan, masalan, induktorlarning ish harorati uchun politetrafloroetilendan (PTFE yoki Teflon®) tayyorlanadi. 260 ° S ga etadi. Shunday qilib, sovutish moslamasi sovutish suyuqligining, masalan, suvning induktorlar joylashgan bo'shliqlarda 131 aylanishini ta'minlaydi, bu induktorlar esa muhrlangan qobiq bilan sovutish suyuqligi bilan aloqa qilishdan ajratilgan.
Shu bilan bir qatorda, issiqlik tashuvchisi dielektrik suyuqlik, masalan, dielektrik moydir. Ushbu turdagi mahsulotlar, xususan, sovutish transformatorlari uchun sotiladi. Bunday holda, induktorlarni 132 elektr izolyatsiya qilishning hojati yo'q.
Shaklda ko'rsatilganidek. 5, boshqa tartibga ko'ra, sovutish induktorlar 132 o'rnatilgan bo'shliqlarga 131 gaz quyish orqali amalga oshiriladi, sovutish samaradorligini oshirish uchun gaz bir nechta kanallar orqali taxminan 80 bar (80⋅10 5 Pa) bosim ostida pompalanadi. 541, induktorlar 132 bo'ylab bo'ylama yo'nalishda teng ravishda taqsimlanadi. Shunday qilib, indüktörler bo'ylab bir necha nuqtada in'ektsiya kanallari 542 ko'ndalang indüktörler 132 orqali amalga oshiriladi.
SS bo'ylab uzunlamasına uchastkada tushirish kanali 542 shunday yo'naltiriladiki, induktor bo'shlig'idagi suyuqlik oqimining yo'nalishi uzunlamasına yo'nalishga parallel bo'lgan komponentga ega. Shunday qilib, in'ektsiya burchagini to'g'ri tanlash orqali samarali sovutish induktor 132 bo'ylab aylanma gaz aylanishi orqali erishiladi.
Harorat gradyanlari, ayniqsa mexanik tayanchga o'rnatilgan korpusda, qurilmaning burishishi yoki differentsial deformatsiya kuchlanishiga olib kelishi mumkin. Shuning uchun, afzal qilingan tartibga solishda, korpus 111 va shakllanish zonasi 112, Kyuri haroratidan past haroratda past termal kengayish koeffitsientiga ega bo'lgan INVAR deb ataladigan 64% temir va 36% nikelni o'z ichiga olgan temir-nikel qotishmasidan qilingan. bu materialning ferromagnit holatida, ya'ni induksion isitishga sezgir.
Shaklda ko'rsatilganidek. 2, oldingi versiyalarga mos keladigan so'nggi tartibga ko'ra, qolip birinchi qatordan oraliqda joylashgan induktorlarning 632 ikkinchi qatorini o'z ichiga oladi. Birinchi 132 va ikkinchi 632 qator induktorlar ikki xil generatorga ulangan. Shunday qilib, isitish va sovutish bosqichida paydo bo'ladigan termal gradientlar bilan birgalikda termal kengayish natijasida hosil bo'lgan qolib qismlarining deformatsiyasini cheklash uchun issiqlik ikki qator induktorlar o'rtasida dinamik ravishda taqsimlanadi.
1. Ko'rsatilgan qoliplash zonasi va korpus o'rtasida mexanik interfeys (115) hosil qilish uchun qoliplash zonasi (112) bog'langan korpusni (111) o'z ichiga olgan birinchi qismni o'z ichiga olgan qolip va unda joylashgan induktorlarni (132) o'z ichiga oladi. -Aytilgan interfeys (115) va qoliplash zonasi (112) o'rtasidagi bo'shliqlarda (131) uzunlamasına yo'nalish deb ataladi va qoliplash zonasi va korpus o'rtasidagi interfeysda joylashgan sovutish moslamasi (140).
2. 1-bandga muvofiq qolip, uning xarakteristikasi, korpus va qoliplash zonasi o'rtasidagi interfeysda issiqlik o'tkazuvchi materialdan yasalgan va qoliplash zonasi orasidagi shakldagi farqlarni qoplash uchun tuzilgan lentani (215) o'z ichiga oladi. (112) va tanasi (111) .
3. 2-bandga muvofiq qolip, tasma (215) grafitdan yasalganligi bilan tavsiflanadi.
4. 2-bandga muvofiq qolip, tasma (215) nikel (Ni) yoki nikel qotishmasidan tayyorlanganligi bilan tavsiflanadi.
5. 2-bandga muvofiq qolip, tasma (215) misdan (Cu) yasalganligi bilan tavsiflanadi.
6. 1-bandga muvofiq qolip, induktorlar (132) kamida 250°C haroratga bardosh berishga mo'ljallangan muhrlangan qobiqlarga (431) kiritilganligi bilan tavsiflanadi, sovutish moslamasi esa bo'shliqlarda oqadigan sovutuvchi suyuqlikni o'z ichiga oladi ( 131) induktorlar (132) atrofida.
7. 1-bandga muvofiq qolip, sovutish moslamasi (140) induktorlar (132) atrofidagi bo'shliqlarda (131) dielektrik suyuqlikni aylantirish uchun tuzilganligi bilan tavsiflanadi.
8. 7-bandga muvofiq qolip, uning xususiyati dielektrik suyuqlikning elektr izolyatsion moy bo'lishi bilan tavsiflanadi.
9. 1-bandga muvofiq qolip, sovutish moslamasida harorat ta'sirida fazani o'zgartirish uchun tuzilgan suyuqlik bilan to'ldirilgan bo'shliq (341, 342) va fazaga o'tishning yashirin issiqligi etarli bo'lishi bilan tavsiflanadi. ma'lum bir haroratda qoliplash zonasidan (112) issiqlikni olish uchun.
10. 1-bandga muvofiq qolip, sovutish moslamasida induktorlar (132) atrofidagi bo'shliqqa (131) gaz quyish uchun moslama (541, 542) mavjudligi bilan tavsiflanadi.
11. 10-bandga muvofiq qolip, gaz quyish bo'ylama yo'nalishga nisbatan ko'ndalang yo'nalishda joylashgan injektorlar (542) orqali amalga oshirilishi bilan tavsiflanadi.
12. 11-bandga muvofiq qolip, uning xususiyati gazni bo'ylama yo'nalishda bo'shliq (131) uzunligi bo'ylab quyish uchun bir nechta injektorlarni (542) o'z ichiga olganligi bilan tavsiflanadi.
13. 10-bandga muvofiq qolip, gazning 80 bar (80⋅10 5 Pa) dan ortiq bosim ostida pompalanadigan havo bo'lishi bilan tavsiflanadi.
14. 1-bandga muvofiq qolip, u birinchi (132) induksion halqadan interfeysga (115) nisbatan masofada joylashgan va alohida generator yordamida oqim bilan ta'minlangan ikkinchi induksion halqani (632) o'z ichiga olganligi bilan tavsiflanadi.
15. 1-bandga muvofiq qolip, korpus (111) va qoliplash zonasi (112) INVAR tipidagi temir va nikel qotishmasidan tayyorlanganligi bilan tavsiflanadi.
Ixtiro mashinasozlik, xususan, qismlarga issiqlik bilan ishlov berish bilan bog'liq bo'lib, xalq xo'jaligining turli sohalarida keng qo'llaniladigan mahsulotlarni yuqori chastotali qattiqlashtiruvchi qurilmalar uchun induktorlar ishlab chiqarish uchun ishlatilishi mumkin.
Ixtiro aytilgan qoliplash zonasi va korpus o'rtasida mexanik interfeys hosil qilish uchun qoliplash zonasi ulangan va korpus orasidagi bo'shliqlarda uzunlamasına yo'nalishda joylashgan induktorlarni o'z ichiga olgan birinchi qismni, shu jumladan korpusni o'z ichiga olgan qolipga tegishli. dedi interfeysi va kalıplama zonasi, va qolib zonasi va uy-joy o'rtasidagi interfeysda joylashgan sovutish qurilmasi. Ixtiro mog'or deformatsiyasiga olib keladigan harorat gradyanlarini yo'q qiladi. 14 ish haqi f-ly, 6 kasal.
LAUFFER 125 yildan beri presslash uskunalarini ishlab chiqarishga ixtisoslashgan. Kompaniya kichik MPP ishlab chiqaruvchilari uchun mo'ljallangan bitta preslarni, shuningdek issiq va sovuq presslardan tashkil topgan va yagona kompyuter boshqaruvi ostida ishlaydigan kuchli zamonaviy multipress majmualarini ishlab chiqaradi.
RLKV tipidagi vakuumli press
Lauffer vakuum presslari yuqori aniqlikdagi zamonaviy ko'p qatlamli bosma platalarni ishlab chiqarish uchun mo'ljallangan. Ko'rgazmalarning keng assortimenti ishlab chiqariladi, bu bizga har bir aniq turdagi ishlab chiqarish uchun maqbul talablar to'plamini ta'minlash imkonini beradi. Bosish jarayoni dasturiy ta'minot tomonidan belgilangan evakuatsiya parametrlari ostida vakuum kamerasida amalga oshiriladi.
Plitalarni moyli isitish va sovutish bilan vakuumli presslar
Yog 'presslarida press plitalari maxsus sovutish suvi - termal moy bilan isitiladi va sovutiladi, u plitalardagi kanallar orqali aylanadi. Matbuot plastinalarida optimallashtirilgan kanal tartibi tufayli va yuqori tezlik press plitalaridagi sovutish suyuqligining harakati, plastinka tekisligi bo'ylab va press plitalari orasidagi notekis harorat taqsimoti ± (1,5 - 2) ° S dan oshmaydi.
Termal moyni isitish/sovutish uchun pressda elektr termal yog 'isitgich va suv bilan sovutilgan issiqlik almashtirgich mavjud.
Versiyaga qarab, isitgich matbuot uchun isitish tezligini daqiqada 5 dan 30 darajagacha ta'minlashi mumkin.
To'g'ridan-to'g'ri elektr isitish va plitalarni suv bilan sovutish bilan vakuumli presslar
Ushbu turdagi presslarda press plitalari to'g'ridan-to'g'ri press plitalariga o'rnatilgan elektr isitgichlar bilan isitiladi. Bunday presslarning ish harorati moyli presslarning ish haroratidan sezilarli darajada yuqori va 500ºS ga yetishi mumkin. Matbuot plitalari plastinka sovutish kanallariga etkazib beriladigan suv bilan sovutiladi. Ushbu plastinka isitish / sovutish tizimi plastinka tekisligi bo'ylab va press plitalari o'rtasida ± (3 - 5) ° S dan yomon bo'lmagan bosim plitalarida haroratning notekis taqsimlanishiga erishishga imkon beradi.
MPPni sovutish uchun maxsus presslar
Yuqori sifatli MPPni olish uchun faqat MPP ning isitish rejimini emas, balki sovutish rejimini ham diqqat bilan kuzatish kerak. Shu maqsadda "issiq" presslarning har birida parametrlarga mos keladigan vakuumsiz "sovuq" press VKE mavjud. MPPli qoliplar jarayonning "issiq" qismi tugagandan so'ng sovutish uchun ushbu pressga o'tkaziladi. Matbuot bo'limining bunday dizayni hosildorlikni oshirish va energiyani tejash imkonini beradi.
Barcha vakuum presslari vakuum kamerasining muhrlanishini ta'minlaydigan payvandlangan tuzilishga ega. Plitalar soni mijozning talablariga muvofiq belgilanadi. Juda murakkab elektron platalarni ishlab chiqarish uchun 20 ta bitta qavatli maxsus press dizayni mavjud.
Plitalar siqilgunga qadar plastinka yuzasiga tegmasdan qoliplarning silliq harakatlanishi uchun press plitalari prujinali roliklar bilan jihozlangan. Qolib to'xtash joylari ularning matbuot ichida joylashishini ta'minlaydi. Matbuot dizayni siqilgan sumka ichidagi harorat taqsimotini o'lchash va monitorda ko'rsatish imkoniyatini beradi.
Alohida presslarni yetkazib berishdan tashqari, biz mos ravishda ishlab chiqilgan to'liq press bo'limlarini ham taklif qilamiz texnik xususiyatlar xaridorlar.
Matbuot bo'limi quyidagilarni o'z ichiga olishi mumkin:
- "Issiq" va "sovuq" presslarning kerakli kombinatsiyasi;
- Kalıplar uchun oraliq saqlash;
- Ko'rgazmalar va saqlash moslamalari uchun qo'lda va mexanik yuklagichlar / tushirgichlar;
- Qoliplarni ko'chirish uchun qo'lda va mexanik transport konveyer tizimlari;
- MPP formatlari uchun lazer ko'rsatkichlari bilan to'liq paketlarni yig'ish/demontaj qilish stantsiyalari;
- Qolib yechgichlar;
- Flaze varaqni silliqlash mashinasi;
- Sovutish suvini tayyorlash mashinasi.
Bosish jarayonining barcha nazorati ixtisoslashtirilgan boshqaruv kompyuteri orqali amalga oshiriladi dasturiy ta'minot. Bosish jarayonining barcha parametrlarini o'rnatish, ularni boshqarish va avtomatik texnik xizmat ko'rsatish yordamida amalga oshiriladi shaxsiy kompyuter ruslashtirilgan interfeys va mikroprotsessorni boshqarish tizimi bilan. Barcha kerakli bosish/sovutish dasturlari va jarayonlari kompyuter xotirasida saqlanishi mumkin.
Bosish jarayonida parametrlar monitor ekranida real vaqt rejimida grafik ko'rsatiladi. Bunday holda, parametrlar (harorat, bosim, vakuum darajasi) dasturga muvofiq belgilangan qiymatlarga nisbatan ko'rsatiladi.
|
Plitalar o'lchamlari, mm. |
||
|
Laminat o'lchami maksimal, mm. |
||
|
Maksimal bosim kuchi, kN |
||
|
Bosimlarni tartibga solish diapazoni, kN |
||
|
Ishlash harorati, maksimal °C |
320 (moy), 400 (elektr isitish plitalari bilan) |
|
|
Bo'sh pressni isitish tezligi, °C/min |
5-7 (qisqa vaqt uchun 30 tagacha) |
|
|
Maks. kameradagi vakuum, mbar |
||
|
Qavatlar soni (odatiy) |
1,2,4,6 va boshqalar. |
|
UVL seriyali laboratoriya presslari
UVL seriyali laboratoriya presslari (25, 38, 50) o'rnatilgan gidravlika stantsiyasi va o'rnatilgan yog 'isitish / sovutish moduliga ega monoblokli dizayndir.
Vakuum kamerasi old tomonida qulay tutqichli germetik yopiq eshikka ega.
Vakuum pompasi press monoblokiga o'rnatiladi va ulanadi vakuum kamerasi quvur liniyasi. Termal moyni isitish/sovutish uchun pressda elektr termal yog 'isitgich va suv bilan sovutilgan issiqlik almashtirgich mavjud.
Ko'rgazmalarning barcha ishi PLC va shaxsiy kompyuterga asoslangan boshqaruv kompyuterining nazorati ostida amalga oshiriladi.
Ushbu seriyali presslarning maksimal bosish kuchi 500 kN; maksimal ish harorati 280 ° S ni tashkil qiladi va plastinka bo'ylab harorat taqsimotining notekisligi maksimal ish haroratida ± 2 ° C dan oshmaydi.
shakllantirish elementining (qolib) berilgan haroratiga erishish va uni saqlash jarayoni. Kalıpları isitish uchun kartrijli isitish elementlari va tekis isitgichlar ishlatiladi. Isitgich turi isitish uchun mavjud bo'lgan sirt shakliga qarab tanlanadi (silindrsimon teshik - kartrijli isitish elementi, tekis qism - mos ravishda tekis isitgich).
Kalıplar odatda standart mahsulotlarning partiyalarini yaratish uchun ishlatiladi. Quyma qoliplarini isitish turli xil isitish elementlari yordamida amalga oshiriladi, lekin eng keng tarqalgan elektr qarshilik isitgichlari.
Qolipdagi isitgichlar matritsaning balandligi va shu jumladan, uning dizayn xususiyatlariga qarab joylashgan ichki tuzilishi. Isitgichni mog'or tanasiga ichki devordan 30-50 mm masofada joylashtirish tavsiya etiladi. Tavsiya etilgan masofadan ichki devorga yaqinroq joylashtirish ishlab chiqarish nuqsonlari xavfini oshiradi.
Mog'orni isitish uchun zarur bo'lgan isitgichlar soni quyidagi ma'lumotlar asosida hisoblab chiqiladi: qolipning massasi (yoki issiqlik uzatish yuzasi), ish harorati va isitish elementining quvvati.
Quyma uchun olinadigan qoliplarni isitish kartrijli isitish elementlarini o'z ichiga olgan isitish plitalari yordamida amalga oshiriladi.
Qoliplarni isitish uchun kartrijli isitish elementlari
Qoliplarni isitish uchun kartrijli isitish elementlari– silindrsimon teshiklarda isitishni amalga oshiradigan isitish elementlari. Bu kontaktli isitgichlardir, shuning uchun ular qizdirilgan sirt bilan yaqin aloqa qilishni talab qiladi. Bo'shliqlar montaj pastasi bilan to'ldiriladi.
Qoliplarni isitish uchun spiral isitgichlar
Qoliplarni isitish uchun spiral isitgichlar- bu nisbatan kichik umumiy o'lchamlarga ega bo'lgan yuqori o'ziga xos quvvatga ega bo'lgan isitgichlar.
Kalıpları isitish uchun tekis isitgichlar
Kalıpları isitish uchun tekis isitgichlar– quyish jarayonida eritmaning ma’lum bir haroratini saqlab turuvchi tekis sirtli elektr qarshilikli isitgichlar. Isitgichni ishlab chiqarish jarayonida quyma qolipning dizayniga muvofiq kerakli o'lchamdagi teshiklarni qilish mumkin. Isitilganda qolipga mahkam o'rnatilishini talab qiladi.
 Maqsad: AL 31F dvigatelining asosiy texnik ma'lumotlari
Maqsad: AL 31F dvigatelining asosiy texnik ma'lumotlari Ishdan bo'shatish to'lovi nima?
Ishdan bo'shatish to'lovi nima? MChJning yagona ta'sischisining qarorlarini qanday raqamlash mumkin?
MChJning yagona ta'sischisining qarorlarini qanday raqamlash mumkin? Dam olish jadvalini qanday to'ldirish kerak?
Dam olish jadvalini qanday to'ldirish kerak? Svetofor tushunchalari, tarixi, maqsadi Oziq-ovqat discounter svetofori
Svetofor tushunchalari, tarixi, maqsadi Oziq-ovqat discounter svetofori Bosh direktorni tayinlash to'g'risidagi buyruq: namunani to'ldirish, yuklab olish shakli
Bosh direktorni tayinlash to'g'risidagi buyruq: namunani to'ldirish, yuklab olish shakli Moliya magistri Moliyaviy tahlil va rejalashtirish magistri
Moliya magistri Moliyaviy tahlil va rejalashtirish magistri