Foundries and casting manufacturers. Manufacture of molded rubber products
The RemMechService company is a manufacturing company whose activity consists in the manufacture of parts for various purposes, assemblies of machines and mechanisms, as well as their machining. For the manufacture of parts, we use various structural materials - rubber and polymers, steels, non-ferrous metals and their alloys. Among other things, our company accepts orders for the production of molded rubber products. You can order the production of the following rubber products:
1. Molded products:
- spare parts for machines and mechanisms;
- rings of various sections;
- plates and plates for various purposes. 2. Non-shaped products:
- Seals for various purposes;
- rugs;
- gaskets;
- tubes.
Material for the manufacture of molded rubber products
Rubber is an elastic material obtained from natural or synthetic rubber by vulcanization: rubber is mixed with a vulcanizing component, most often sulfur, and heated. By purpose, rubber is divided into:
- oil and petrol resistant;
- acid-resistant;
- aggressive-resistant;
- heat resistant;
- heat-resistant;
- ozone resistant;
- conductive.
According to the degree of vulcanization, rubber is divided into three types:
- soft, which contains up to 3% sulfur;
- semi-solid, with sulfur content up to 30%;
- solid, the sulfur concentration in which exceeds 30%.
Our company uses only high-quality natural and artificial materials in the production of rubber molding:
- rubbers (butadiene-nitrile rubber, fluororubber, etc.);
- latex;
- polyamides;
- silicone;
Production technology of molded rubber products
The basic processes in the processing of rubber into products are:
- preparation of rubber compounds;
- casting products;
- curing.
In the process of preparing mixtures, all powder components are dried and sieved in order to free the mixture from large inclusions and foreign objects, the ingress of which into the mixture leads to a decrease in mechanical strength and product defects. The rubber is steamed, crushed, then, with the help of rollers, it is given the necessary plasticity. Then, with the help of rollers or special mixers, the powder components and rubber are thoroughly mixed. Further, the resulting mass is sent for processing into semi-finished products or finished products.
There are four types of rubber compound recycling:
- calendering;
- continuous extrusion;
- injection molding;
- pressing.
1. Calendering process - sheeting of rubber mixture to obtain raw rubber in sheets or tapes, with a thickness of 0.5 mm to 7 mm. Special machines - calenders - are a three-roll or four-roll stand of a sheet rolling mill. In a three-roll calender, the rubber mixture passing between the upper and middle rolls (their temperature is 60-90 degrees) is heated, envelops the middle roll and is discharged into the gap between the middle and lower rolls, the temperature of which is 15 degrees. The main requirements for the calendering process are good surface quality, caliber uniformity along the length and width of the web, winding the web with a minimum fluctuation in the seaming width. Calendering produces both smooth and profiled rubber sheets. Also, with the help of a universal sheeting and spreading calender, lining or smearing of textiles with a thin layer of rubber mixture is carried out; the process proceeds in the same way as the calendering of rubber compounds.
2. Continuous extrusion (syringing, extrusion) is the process of extrusion of raw rubber, in which the heated rubber mixture is pushed through the profiling hole (mouthpiece) and profiled blanks are formed. Tubes, strips, cords and other products are made in this way. The temperature of the rubber compound plays a significant role in the continuous extrusion process:
- for warm feed worm machines, it should be in the range of 40-80 degrees (when it changes, the extrusion process is disrupted, blanks of the wrong profile are obtained);
- for cold feed worm machines - 18-23 degrees, which greatly simplifies temperature control;
- in worm syringes - cold and hot food machines, the supplied mixture is squeezed out through the profile hole of the head with the help of a worm. In a syringe press, the mixture is forced through the mouthpiece by a plunger under pressure. Syringe-presses, unlike syringe machines, are intermittent mechanisms and cannot provide a continuous process. In turn, worm machines can be completed in mechanical or automated production lines.
3. Rubber injection molding is the process of injecting a heated rubber mixture into a pre-prepared closed mold, after which the mixture is vulcanized and rubber with predetermined properties is obtained. Such casting is one of the most progressive processes for processing rubber into products, which is especially appropriate for mass production of homogeneous products with a complex configuration. Injection molding is a cyclical process. Rubber mixtures for injection molding can be based on isoprene and siloxane rubbers, polychlorinated rubber, butyl rubber, styrene butadiene, nitrile butadiene or natural rubber. The mixtures should have a high vulcanization rate, while having a high resistance to scorch. Injection molding of rubber has a number of advantages over other methods: by closing the mold before injection of the prepared rubber mixture, products are obtained with a smooth surface, without burrs and flash, which do not require additional processing, and the amount of production waste is reduced.
4. The pressing method is one of the most common methods for obtaining products from rubber compounds. The technology of hot pressing is quite simple and does not require complex expensive equipment. The raw rubber mixture is placed into the inner cavity of the mold, heated to 130-200 degrees, manually, then, under the required pressure of the mixture, the shape of the inner cavity of the mold is shaped. To obtain high-quality monolithic products, it is necessary to remove moisture and volatile substances from the mold. We need the so-called pre-pressing process: a short-term opening of the mold with its subsequent closing. This is followed by the vulcanization stage: the rubber mixture loses fluidity, becomes strong, elastic. The duration of vulcanization in the process of hot pressing of rubber can significantly exceed the duration of the cycle of filling the mold with a rubber mixture and giving it the required shape.
Rubber molding quality control
With modern equipment and qualified personnel, all molded rubber products are manufactured in accordance with international and domestic standards. Specialists of the quality department carry out constant monitoring of the quality of input raw materials and finished products, compliance with the required standards of each batch of molded rubber products is confirmed by the passport of the finished product.
How to order and buy molded rubber products?
We accept orders for the manufacture of both serial and single molded rubber products. To order rubber molding, the customer must provide a drawing or sketch of the part (photo) indicating all the necessary dimensions and tolerances, and data on the loads tested, operating conditions (temperature, pressure, working environment, etc.). If such documentation is not available, our specialists will assist in the preparation of a design documentation, based on the requirements of the customer.
To place an order for the manufacture of molded rubber products, you need to fill out a feedback form or send drawings by mail [email protected]
rubber molding
In September, business meetings of Dutch companies with Russian potential partners were held in the Urals. Partnership was proposed for various industries: metallurgy, engineering, agriculture, food industry. The crisis cataclysms that affected the Urals, practically, like all regions of the Russian Federation, did not frighten European industrialists. And this is a good sign!
Despite the fact that the Urals are in decline today, you need to think about the future, says Marina Bogdanova, Business Development Manager of GEMCO CAST METAL TECHNOLOGY. - When the economy begins to develop again, it may be too late. In Russia, the foundry industry is represented mainly by foundries that are part of machine-building and other industrial corporations and holdings, and by a relatively small number of independent foundries. In this situation, the foundry for the company as a whole is often perceived as an auxiliary, and therefore "eating away" the company's funds. Hence the residual sign of investment in development. For decades, this approach has led to almost universal moral and technical obsolescence of equipment and technologies. Point attempts to improve and modernize do not give the desired effect.
As a result, in the industry as a whole, we have high-cost, inefficient, poorly organized production, which is a burden on the shoulders of companies. Meanwhile, everything should be the other way around. Foundry is a business where you can and should make money. How to make it possible? Naturally, serious capital investments are needed. But besides this, which is no less important, a highly professional approach is needed in the development of such funds. Purchasing new equipment is not all; here a complex of tasks must be solved. Namely, the choice of equipment should be optimal, so as not to spend extra money on excess capacity, and at the same time not create a shortage of capacity. It is necessary to build an optimal production scheme, optimally organize the production process. This will significantly reduce costs, make it possible to recoup capital investments within 4-5 years, and bring production to the level of an independent business that brings good profits. Today, the one who offers high quality at a low price wins the market. However, this task is not an easy one. How to achieve such a combination - they know in GEMCO, which has a staff of professionals who have accumulated relevant experience and knowledge.
Marina, and what, first of all, does a production worker really have: profit or quality?
This question cannot be divided. These two concepts are dependent on each other. They are inseparable. If a company produces poor quality products, what is the benefit? The owner of the company can enhance the quality, at the initial stage at a loss and prove himself. And maybe lower, but - this is the risk of losing customers. The payback of the enterprise depends on the volume of sales. You made a successful batch, it was bought from you - you have proven yourself. This is how business relationships are built. Quality - reputation - sales - profit .
Russia has long been listed among the countries where any activity is specific. Here a special approach is needed. However, the Dutch are no strangers either - they know how to professionally and effectively bring a Russian company to the forefront. 
What tools does the company offer to solve problems in the foundry?
Our company is engaged in foundry production: black and non-ferrous. The activity of GEMCO CAST METAL TECHNOLOGY is divided into three components. Engineering: includes the development of a foundry project, the stages of its implementation. Contracting: general contracting. Foundry consulting, which can be operational or strategic. Operational is a marketing research on customers, a comparative analysis of production efficiency. This may be a technical and commercial audit required for mergers and acquisitions. Operational consulting includes the development of methods for improving production. When the enterprise has already been operating for a certain time, it is necessary to periodically monitor the efficiency of production.
It again comes to strategic planning, the lack of which our entrepreneurs often sin. At the same time, precisely calculated technical and economic aspects are simply necessary. After all, in order to get the expected result, it is necessary to act correctly at each stage.
Marina, your company is called unique. For what?
There are companies on the market that carry out only engineering, or only consulting, or specialize in the supply of equipment. GEMCO is unique in that we provide a comprehensive approach. And our customers will confirm you our accuracy and responsibility.
Tell us step by step approach to the project
First you need to consider aspects of the future project that the company is going to release. Based on them, a production concept is made, a technical part is drawn up and a preliminary layout is carried out. Then the project begins to be filled with the necessary equipment according to needs. It makes no sense to install equipment that will not be able to provide production volumes or that will not be used at 100%.
Next, we calculate the resource costs: how much gas, water, energy, raw materials are needed, how many people should serve the line. This is the concept. After the implementation of the above work, we calculate how much the entire project will cost.
For example, what specific plus can you give to the customer's company?
For example, creating a team. It is very important. If the company does not have a team, it is doomed to failure. To unite technologists, metallurgists, work operators is not an easy task. Let's say a company has been using the "cast-in-the-ground" technology for a long time and the management decided to introduce a new product. And this requires another technology that has not yet been mastered. It is we who will carry out the transfer of technology: we will select personnel according to professional requirements, determine the responsibilities for each member of the team, train and, most importantly, control the implementation of the process.
What is the current state of the foundry industry in the Netherlands?
To answer this question - you need to track the situation ten years ago. During this period of time there have been major changes. Some businesses closed, many moved to new locations. Within 10 years there was a tendency to concentrate on narrow range products. Now the same topic is just beginning in Russia. There are many such industries in the Russian Federation. Now the attitude towards the foundry is like an auxiliary one, like a ballast, but everything must change.
In the Netherlands, the crisis is almost over. It cannot be said that everything is fine, because. there are issues that need to be addressed. Many companies have suspended operations. And, interestingly, part of the vacated market is already occupied. Tentatively, everything will fall into place in about two years. But for Russia the terms are longer. And if we knew the answer to the question "When will the crisis end?" - then they would not tell anyone, but use it for themselves. In the Netherlands it is several months, for Russia - years. Banking problems and bureaucratic barriers remain here, but it is the task of the state to create conditions. in which people wanted to do something.
You held meetings with Ural businessmen, but now the situation is so unstable. Do you think that today is the time for new projects?
In Chelyabinsk, there is a concentration of such companies, but today a serious modernization of production is needed. Leadership understands this and works in this direction. Unfortunately, the process is taking longer than expected.
The early activities of GEMCO CAST METAL TECHNOLOGY were associated with the manufacture of equipment for foundry production, but practice has shown that it is necessary to focus on intellectual activities. In business, there is such a moment - to find your niche. We found her. It is important that there are people who will help professionally understand the issues of applying the most cost-effective and technically efficient production solutions, carry out the optimal selection of equipment, determine the technological process and the movement of materials, and effectively use investment capital. I emphasize that we will provide a realistic overview of the necessary investments and the timing of the project; we will give an objective definition of the price level of products and financial indicators.
FOUNDRY, one of the technological processes for obtaining a product by filling a pre-prepared form with molten metal, in which the metal solidifies. The significance of foundry production in mechanical engineering is characterized by the fact that more than 75% by weight of all parts of machines and tools are cast. The production of parts by casting is not only a simple and therefore cheap method, but often with very complex designs and large sizes of parts - and the only one. The casting process can also produce products from such metals that do not have the ability to be forged. In the foundry, machine parts are produced individually, serially, and in some cases in mass order.
The foundry materials are: foundry materials (cast iron, steel, copper and its alloys, aluminum and its alloys, etc.); molding materials (sand, clay, etc.); auxiliary materials: fuel, refractory materials, fluxes, etc. The main operations in the foundry are as follows: 1) preparation of molding earth, 2) mold production (molding), 3) metal melting, 4) assembly and pouring of the mold, molds (knockout), 6) casting cleaning (cutting, cleaning and trimming), 7) heat treatment (annealing or complete heat treatment).
Making molds (molding). The following are used in the foundry industry: temporary molds, mainly made of clay and sand, and permanent metal molds, ch. arr. of steel. During solidification, the metal decreases in volume (shrinkage phenomenon), so the mold is made in size larger than the product by the amount of shrinkage. The phenomenon of shrinkage is reflected in the strength of the casting, and sometimes even in its integrity, when, for example, the molding mass (rods) surrounded by liquid metal is too strong and unyielding, and the casting metal shrinks when solidifying. Therefore, in temporary molds, the molding composition should be malleable; with constant forms, it is necessary (depending on the rate of solidification of the metal) to throw out the products from them in time, which is achieved by a very precise (in time) action of the corresponding mechanisms.
Permanent forms were developed by Ch. arr. for casting non-ferrous metals with a low melting point, and partly for cast iron; for steel, permanent forms are rarely used, because it is very difficult (even for cast iron) to select a metal that resists repeated heating and cooling. Particularly widespread is casting into permanent molds (permanent molds) with metal bumps of aluminum alloys. Permanent molds include the so-called long-term reusable molds (long-life molds) proposed and patented by Holley Carburettor Co., Detroit. They are made of very durable refractory material. The whole difficulty in making these molds lies in finding the appropriate material (kaolin, magnesia, bauxite) and its good connection with the cast iron shell. The surface of the refractory layer can be touched up until it wears out, after which the refractory layer is applied again. Cast iron and other metals (except steel) are cast into such molds. There is no bleaching of cast iron, and the casting is well processed.
Temporary forms are made using models or templates, which are an exact copy of the casting (increased by the amount of shrinkage), and flasks - rectangular or square (rarely round) boxes without a bottom and a lid. The flasks serve to give strength to the molding material and to use the smallest possible amount of molding earth during molding. Much less often molding is carried out in the soil without flasks or with only one upper flask.
Schematically, the mold making process is as follows. 1) Half of the model is placed on a model plate (Fig. 1). 2) The lower half of the flask is placed on the slab and covered with a few mm of model earth (Fig. 2), slightly compacted around the model (in most cases by hand); after that, filler earth is poured into the flask (up to the top and more), which is then compacted b. or m. strongly depending on the size and nature of the casting; the form is ventilated (pierced in several places with a hairpin).




3) The stuffed flask, together with the model board, is turned over (Fig. 3); the under-model board is removed; the surface of the lower flask is sprinkled with separating sand. 4) The upper half of the model is placed on the lower half of the model, covered with a layer of model sand, and the upper flask (Fig. 4), in which the sprue and vent models are placed (Fig. 5). 5) After compaction of the filling earth, the flasks are separated, and models are removed from each half. 6) A rod is inserted into the lower mold freed from the model (Fig. 6), which is prepared separately. 7) The lower flask with the rod is covered with the upper flask (Fig. 7); the assembled flasks are loaded, i.e., a load is placed on the upper flask to prevent it from floating when the mold is filled with liquid metal.
Methods for filling flasks with molding material and compacting it are shown in Fig. eight.

Molding machines are divided into three main types: pressing, shaking and sand throwers. Each molding machine is equipped with devices for releasing the model from the flask. The main methods for releasing the model from the flasks are shown in Fig. 9.

In accordance with the methods of releasing models from the flasks, molding machines are further divided into subgroups: 1) machines with lifting flasks, 2) machines with a turning plate and 3) machines with a broaching plate.

In FIG. 10 shows an ordinary press (with manual pre-pressing from below) molding machine; in fig. Figure 11 shows one of the latest types of Nichols compressed air shake-press machines.

The pattern plate of this machine is attached to the model holder B; the flask (not shown in the diagram) is connected either to the model plate or to the frame E, which serves as a support for the flask. Set the valve handle N to the right. There is shaking; in this case, the air passes inside the piston B under the piston A, which carries the pattern plate. Piston lift is controlled automatically by raising windows F by the lower edge of the piston. Through these windows, air flows into piston B and into the atmosphere. During shaking, the traverses H with the pressing block stand above the flask.
Then the valve handle N is turned to the left. Then the air goes through another wire under the piston B and raises both pistons with a model plate, frames D and E and a sand-filled flask and presses the latter against the press shoe, which achieves a seal. Turn the handle N again to the middle position, which opens the outlet of the press cylinder. Both pistons A and B, model holder D with model plate and frame E supporting the flask fall down, and in addition to the press piston B, round rods G serve as guides. stops while the B-A-D system with the pattern plate continues to move down; while the model is pulled out of the form. Having pumped out a traverse with a press block, it is easy to remove a form. Four guide rods M in the shaking table are used to ensure the exact vertical movement of the model D holder. The rods G in the lower position are immersed in an oil bath, as well as the guides M, to ensure good lubrication and a calm fall of the frame E, for which the pawl C is turned to the right by moving the foot lever. , so that with a high model with steep walls, work according to the pull method. In both cases, the vibrator on frame D assists in the removal of the model. In FIG. 12 shows one of the many designs of a sandblaster - the latest molding machine that simultaneously fills the flask with molding earth and compacts the latter by centrifugal force.

The molding material is transferred by means of an elevator to a shaking chute, then to a belt, which transfers it to the sand thrower head; here the earth is picked up by a rapidly rotating bucket of the working head, which cuts off a portion of the earth from the total amount and directs the earth at a tremendous speed (12-18 m / s) into the flask, where it is compacted. The main advantage of the sand thrower in comparison with other types of molding machines is that it is not associated with a certain size of the flask, as is the case in other molding machines, and therefore only the sand thrower solves the problem of mechanizing the work of filling the flasks with molding material and compacting the latter. in foundries where individual work predominates. In addition, the sand thrower has an extremely high performance.
The internal outlines of the part, voids, etc. are obtained by means of rods or cones, which are prepared separately from the forms in the so-called. core boxes. Since, in the process of pouring, the cones are in most cases surrounded by molten metal, the issue of their proper ventilation becomes extremely important: the gas permeability of the cones should be. much higher than the gas permeability of the mold itself. In FIG. 13 is a drawing of the rod (half of the core box).

To increase the gas permeability of the rod, a wax cord is laid inside it ( voskovitsa), the wax of which melts when dried, leaving thus. free passage for gas. To increase the resistance of the rod to the action of a column of molten metal, the rod is provided with a special metal frame. For the production of such critical and complex castings, such as auto blocks, radiators, etc., so-called. oil rods, which are prepared in most cases from pure quartz sand with the addition of various binders to bind; of these, linseed oil should be recognized as the best, but bean, maize oil, molasses, dextrin, gluten, etc. are also used. Using cones, you can get not only the internal, but also the external outline of the part ( flaskless molding). Many factories in America are adopting this method, omitting all molding work and replacing it with core work, which does not require very skilled labor.
The made forms are dusted with finely ground coal or graphite, or they are painted with a specially made mass ( beluga or paint), which is a very liquid mixture of refractory clay, flour and glue; when finishing molds for iron casting, fine graphite or coke is added to such a mass. Smoothing the surface of the form with a trowel is prohibited. After finishing, the mold is either placed in a dryer (more often) and collected for pouring, or (less often) it enters the pour in its raw form - casting in raw. Drying molds for different metals is carried out at different temperatures: for steel 500-600°C, for cast iron 200-300°C, for non-ferrous metals 150-250°C. Permanent and long-term molds are always slightly heated before casting (up to 75-100°C), then for the following castings, on the contrary, they are cooled so that their temperature is not higher than 75-100°C. Special attention should be paid to the drying of the rods, for which continuous dryers are successfully used, which make it possible to control the drying temperature within strictly defined limits with a fluctuation of ± 5°C. Because the wet mold is more malleable than the dry mold, many castings that fail to dry successfully end up wet. However, the raw mold requires special attention to the composition of the molding composition (high porosity is needed to remove not only gases released from the metal, but also water vapor) and proper compaction of the mold. Do not re-compact ("call") and not fill the molding mass too loosely (otherwise the liquid metal will wash out the walls of the mold) - a task that can only be solved by a very experienced worker.
Metal melting. Casting materials must have the following properties: a) fluidity, i.e., the ability of the molten metal to fill the mold; b) minimum shrinkage, i.e., the ability of the casting to maintain its shape; c) the least tendency to segregation; d) possibly low melting point. Almost all industrial metals (with the exception of aluminum) in their pure form do not satisfy these conditions: for example, iron has a very high melting point and has low fluidity and high shrinkage; copper, although it does not have a very high melting point, but due to its excessively high tendency to dissolve gases, obtaining dense, bubble-free castings is very difficult and requires special conditions to avoid casting rejects. Impurities of other metals and metalloids to the base metal (iron, copper, etc.) significantly improve casting qualities in terms of lowering the melting point, reducing the shrinkage coefficient, etc. The admixture of carbon to iron in an amount of 1.7% or more lowers the temperature melting of iron from 1528°С to 1135°С, shrinkage coefficient - from 2% to 1%; admixture of zinc or tin to copper and aluminum significantly improves their casting qualities. Aluminum-copper and aluminum-silicon alloys have the best casting qualities. Casting steel is used in two types: with a C content of 0.15 to 0.18% (tensile strength 36 kg / mm 2) and from 0.30 to 0.35% (54 kg / mm 2); Mn< 0,6-0,8%, Si < 0,20%; S и Р обыкновенно менее 0,05%. Этот состав обеспечивает плотность отливки. Специальные стали для литья применяются редко. В табл. 1 приводятся наиболее употребительные литейные сплавы алюминия.

In order to obtain a casting of the required qualities at its lowest cost, it is necessary to know under what conditions the casting will work, what qualities will be required from it, and what changes will occur in the metal during its remelting. Based on this, the calculation of the charge is made. In addition to the original foundry materials, the charge also includes foundry shop waste (sprues, upstream, rejected castings, splashes from foundry ladles, etc.) and metal scrap.
Below is an example of a numerical calculation of the charge (according to Moldenka) of acid-resistant gray cast iron (Table 2).

It is required to calculate the charge of the following composition: 3.25% C, 1.53% Si, 1.25% Mn, 0.20% P, 0.05% S. For the calculation, certain values of the waste of elements are taken during melting in a cupola. The task is to determine the relative quantities in which it is necessary to mix cast iron groupsIII and III to obtain a mixture of composition (in%): 1.82 Si, 1.91 Mn, 0.1 P, 0.016 S.

For this, on the M axesn-Si (Fig. 14), we set aside the corresponding contents of Si and Mn; connecting the points corresponding to three cast irons (casting lines 4, 5 and 6), we see that the point of the average composition of the required mixture is inside the triangle I-II-III, which indicates the possibility of compiling the required mixture from these 3 grades of cast iron. We connect the vertices of the triangle I-II-III with point O and continue straight lines IO,IIO and IIIO until they intersect with opposite sides of the triangle at points a, b and c.

Then we take an arbitrary line O 2 O 1, (Fig. 15), divided into 100 equal parts (100%), and at the ends of this line we draw straight lines 0 2 K and 0 1 L parallel to each other at an arbitrary angle. From the point O 1, set aside the segments O 1 l, O 1 lI, O 1 III, equaloi,OII, OhIII. In the same way, from the point O 2 we set aside the straight lines O 2 a, O 2b and O 2 c, respectively equal to Oa, Ob and Os. By connecting points a with I, b withII and c with III, we immediately read on the straight line O 2 O 1 that cast iron I must be taken 34%, cast ironII - 51% and cast iron III - 15%. Therefore, every 150 kg of charge will consist of 34 kg of cast iron I, 51 kg of cast iron II, 15 kg of cast iron III; 30 kg of own scrap and 20 kg of purchased scrap.
For the melting of various metals, furnaces of various designs are used: for melting steel - open-hearth furnaces (acid and basic), small Bessemers (for example, Tropenas, Robert); cast iron - cupola furnaces, reverberatory furnaces and crucible installations; for aluminum, copper and their alloys - various designs of crucible, flame and electric furnaces. The cupola melting process is the most economical and therefore the most common; the use of crucibles is limited by the high cost of the process and the extreme inconvenience of producing castings (for example, steel shaped castings) from crucibles. Flame furnaces for non-ferrous casting are inconvenient because the oxidizing effect of the flame spoils the quality of the metal, and metal oxides released in the room have a harmful effect on the health of workers; in addition, it is required that the pouring temperature of non-ferrous metals be within very narrow, predetermined limits (for example, for aluminum 700±20°C). Recently, electric furnaces of various systems for melting Ch. arr. steel and non-ferrous metals. The main advantage of electric furnaces is their indifference to the chemical reactions that take place during melting, and as a result, a purer metal; then the ability to regulate over a very wide range the degree of overheating of the metal, its lower waste, etc. To melt cast iron, the use of electricity is much more expensive than melting in cupolas, and therefore is relatively rare, and then only in the form of a combined process: cupola-electric furnace or cupola- Bessemer-electric furnace, in accordance with the special requirements of the production. When melting non-ferrous metals in electric furnaces, waste is reduced: for example, brass waste in crucibles is 4-6%, in electric furnaces 0.5-1.5%. In table. 3 shows comparative data on the cost of melting 1 ton of brass in crucibles and electric furnaces of the Ajax system.

Casting technique. The supply of molten metal to the mold is one of the most important operations in the foundry; metal perfectly composed (according to analysis), molten and deoxidized according to all the best prescriptions, m. b. spoiled by the inept supply of it into the form. First of all, it is necessary to take care that the metal jet going into the mold is continuous and fills the channels that bring the metal to the mold completely. To do this, it is necessary to correctly calculate the mutual ratio of the cross sections of the sprue, slag trap and feeders (Fig. 16); so, with a gate diameter of 20 mm, the cross-sectional area of the gate = 315 mm 2, the area of the slag trap should be taken smaller, namely 255 mm 2, and the sum of the areas of the feeders should not exceed 170 mm 2.

In FIG. 17-22 are examples of correct and incorrect installations of sprues, slag traps and feeders.

Fig. 17, 18 and 19 give examples of correct installation, FIG. 20 - incorrect installation because the gate section is too small and during casting the metal will not completely fill the slag trap, as a result of which the slag will enter the mold and ruin the casting. In FIG. 21 shows the wrong installation: the gate is placed directly above the feeder, the slag directly enters the mold. In FIG. 22 the sprue is displaced and placed directly above the feeder, the slag enters the mold. Two profits are placed in steel castings to avoid shrinkage cavities. Profits in steel castings occupy about 25-30% of the weight of the casting. Steel small castings, cast iron (with the exception of very important ones) and non-ferrous castings are cast without profits. Filling shapes requires a certain amount of skill. Metal cannot be poured into the sprue with jet breaks. In some cases, when a large pressure is required, they try to direct a stream of steel from the ladle directly into the sprue, thus creating. steel strike. The pouring of steel is considered complete when the metal appears in profit. At this point, in large castings, they prefer to add metal in the head, and not through the sprue. That. a hot profit is created that feeds the casting (with a reduction in the volume of solidifying metal) from above, but not from below (which is harmful). The finished metal is recommended to be deoxidized with a silicospigel before release. This additive makes the metal calmer and it pours well. Shrinkage cavities form in the thickest parts of the castings. The common view that the presence of shrink bubbles in castings reduces the strength of the metal is not always correct: the bubble enclosed in the metal is a sphere (like a dome) with regularly spaced crystals and offers significant resistance to fracture, especially crushing. The forging of this bubble forms a fold, the presence of which already certainly weakens the metal. To avoid the formation of shrinkage bubbles, centrifugal casting and injection molding are used.
Centrifugal casting consists in the fact that molten metal is introduced into a rapidly rotating metal mold, where, under the action of centrifugal force, it adheres to the outer surface of the rotating mold. That. you can prepare a variety of bodies of revolution. The scheme of operation of the centrifugal casting machine is given in Fig. 23.

The cylinder A serves as the form. By means of the handle C, the form A can be. moved back (on the drawing - to the right). The piston at the end of the spindle with a cooling ribbed surface F forms the rear wall of the mould. At the beginning of the casting, the mold A is pressed quite tightly against the body B, after which the ladle B filled with molten metal is rolled into the mold D, which is simultaneously set into rotation. By turning handwheel E, the molten metal is poured into the mould. As soon as the metal hardens, the mold A is moved to the right on the piston, which extrudes the casting. The method of centrifugal casting in the manufacture of cast-iron pipes has become especially widespread. The material from which the molds for centrifugal castings are prepared must be chosen especially carefully depending on the operating conditions of the centrifugal casting machine. For molds with a high degree of heating, cast iron, due to its tendency to grow (volume increase with repeated heating), is not recommended; the use of steel gives the best results. Unlined, heated or water-cooled molds can be made from steel, but their service life is short. Therefore, it is preferable to make molds from nichrome (60% Ni and 40% Cr) or from Becket metal, as well as from an alloy of the following composition: 80% Ni and 20% Cr. This alloy withstands prolonged and repeated temperature loads above 1370°C. It is essential that the steel molds not have cavities closer than 3 mm from the inner surface of the mold and that this surface be perfectly smooth; the wall thickness is chosen so that during casting the mold does not heat up above the critical point of the given metal.
In injection molding, molten metal is injected under high pressure into a metal mold, resulting in parts that fit the given dimensions so precisely that they do not need to be further machined. This is of particular benefit in the mass production of small and highly precise parts (eg meter parts, small machine parts). The most important industrial alloys for die castings are those of zinc, aluminum and, to some extent, copper. In table. 4 shows the characteristics of various alloys used for injection molding.

Machines used for injection moldings are divided into two main groups. 1) For alloys with a low melting point, piston machines are used (Fig. 24).

The liquid metal bath contains a pump driven by a lever or compressed air. When the piston is lowered down, the metal is pressed into the mold through the nozzle. Piston machines for alloys with a higher melting point (aluminum, etc.) proved unsuitable: the metal hardens between the piston and cylinder walls, which causes frequent cleaning and a sharp increase in overhead costs. 2) For refractory alloys, therefore, machines are used (Fig. 25 and 26), equipped with a special scoop (goose), which, with the help of a special device, each time captures the strictly necessary portion of the metal; the metal is exposed to compressed air only in this scoop on a relatively small surface, which avoids excessive oxidation of the metal.


Casting knockout. The speedy release of the molded product from the molds has a significant impact on its integrity. It should also be borne in mind that a hot casting is easily deformed by an awkward blow when it is released from the mold. It is especially important to release the central knobs of the castings as soon as possible. For this purpose, when cones are made, the part of the frame, which is the skeleton of the cone, is brought out through the “sign” so that after pouring with a sledgehammer, the cone can be easily knocked out along this protruding part and thereby allow the casting to contract freely during its further cooling.
The operation of knocking out the flasks in modern foundries is fully mechanized. The simplest device for this purpose is that a vibrator suspended from a pneumatic lift can be used with a special device. attached to the flask, which at the same time rises slightly; the vibrator is then activated and after a few seconds the flask is emptied. With another method of knocking out, the flasks are placed on a grate, which is set in oscillatory motion with the help of cams; earth from the flasks falls through the grate. To prevent the hot earth from falling onto the conveyor belt conveyor with too large masses, two feed rollers are installed under the grate, which evenly feed it onto the conveyor. The knocking out of the rods is done either manually, or by means of a high pressure water jet, or on specially designed pneumatic vibrating machines (Fig. 27) of the Stoney system.

Castings from the trolley are installed in special holders of the machine using an air lift located at each machine. Then the vibrator is activated, and the rods are knocked out for 3-6 seconds.
Casting cleaning. The casting taken out of the mold has a number of tides (sprues, risers and profits) that are unnecessary according to the product drawing, but necessary during production. The earth adhering to the casting, sprues and upstream are removed with a stump, and the profits are removed with a cut. Cleaned casting with profits is called black, and without profits - cut off, or clean. Cast iron b. hours are left without trimming. Cleaning the casting in some cases is difficult, for example, during metal explosions, a “blockage” is obtained in the casting, if the torn off mass has not been taken out into profit or extrusion; if the sprue is set incorrectly, the cutter can break the sprue with the casting case; in this case, it is better to send the casting with the sprue for trimming; when removing deep buds, it is very difficult to pick a thin bud from a long tube; in this case, the shift of the frame during the solidification of the metal can not only help maintain the integrity of the casting, but also facilitate knockout. Cleaning of the outer surface of the castings from burnt earth is carried out in modern foundries in rotating drums or with a jet of sand in sandblasting machines and chambers. The first method is predominantly common in America, the second - in Europe. The disadvantage of the method of cleaning the casting in ordinary drums is the large expenditure of labor and time for manual loading and unloading it. A significant simplification is obtained in the case of using instead of ordinary drums - drums of continuous action (Fig. 28).

The drum has internal and external cavities. The castings enter the inner cavity of the rotating drum from the right side. Hardened cast-iron sprockets enter there from the outer cavity through special slots. With a slow movement towards the opposite end of the drum, the casting has time to be cleaned. Before reaching the end of the drum, cast-iron sprockets fall through small slots from the inner to the outer cavity of the drum, from where they are transferred to the head of the drum by means of spiral guides. More complex castings, which, when cleaned in drums, could be afraid of a large% of the rejects due to the breakage and which are subjected to significant machining, are cleaned in continuous sandblasting chambers. The method of hydraulic cleaning of castings, which was first successfully applied at the Allis Chalmers Co plant, turned out to be very successful. (Milwocky): Cleaning time reduced from hours to minutes. The device is used for cleaning turbine wheels, gasometer cylinders and similar heavy castings. Castings are cleaned in a closed concrete chamber (Fig. 29) located in the middle of the foundry.

The internal dimensions of the chamber are 10370x18725x6100 mm. The thickness of the concrete walls is 305 mm. To protect the walls from the eroding action of water, they are covered with steel plates. Inside the chamber there are two turning circles with a diameter of 3050 mm (lifts 100 tons) and 6100 mm (300 tons). Both circles rotate on ball bearings and are driven by motors of 25 and 35 HP. The service room is located in one of the corners of the chamber. Installed 2 apparatus with three nozzles located at equal heights. Nozzles m. b. placed at any height. The nozzle for the larger table has a diameter of 27 mm, for the smaller one - 16 mm. The 3500 l/min pump is driven by a 300 HP motor. With two simultaneously operating nozzles, the water pressure is 28 atm. The dirt resulting from the cleaning is settled in two receivers lying under the floor, from which it is continuously removed using an elevator. The earth is separated from the water, brought to 7% humidity and put back into production. The advantage of this cleaning method is its low cost, the complete absence of dust, and the fact that the rod frames do not deteriorate and can be used again.
Heat treatment. After cleaning, the casting is sometimes subjected to heat treatment. Cast steel and ductile iron must be annealed. With regard to cast iron, it has now been proven that it can. subjected to heat treatment similar to steel, and the structure of cast iron ferrite-graphite-cementite turns into a perlite-graphite structure with an increase in mechanical properties (elongation up to 8%, tensile strength up to 40-45 kg / mm 2). Particularly facilitates heat treatment by casting cast iron into permanent molds. Bronze casting can also be used in many cases. improved through heat treatment. Aluminum casting is always quenched at 500±10°C and tempered at 140±10°C.
Basic principles for designing foundries. When designing a new foundry, first of all, one has to take into account the location of the main metalworking shops and choose a location for the foundry in such a way as to be able to deliver castings to the processing shops as simply and cheaply as possible. The work program of the foundry d.b. determined with the most accurate details, both in quantitative and weight, and in overall terms, which will make it possible to choose the most suitable equipment for the given case and the most appropriate technological process. The scheme for calculating the foundry is reduced in this case to the following. Having an exact program of work, they make up an album of moldings, which will give the basic principles for organizing individual operations of the technological process and the number and types of molding boxes required for the production, as well as the required amount of molding materials, and hence the power of the agricultural device. Having received so. arr. indicative data on the consumption of raw materials, on the size of the required space, begin to clarify the individual operations of the production process, its possible mechanization as a whole or in separate parts. Various options for calculating the relative position of individual foundry shops will make it possible to most appropriately resolve the issue of organizing a given production process. If the program is not m. defined with b. or m. acceptable accuracy, then you have to calculate the main and auxiliary shops of the foundry according to the so-called coefficients. In FIG. 30 shows the usual types of foundry buildings;

fig. A - gray cast iron foundry for individual casting; B - malleable iron foundry with installation of flame furnaces; B - shaped steel with a department of open-hearth furnaces; G - shaped steel with converters; D - steel with electric furnaces.
Occupational hazards and safety precautions. All production processes occurring in foundries are associated with the occurrence of certain occupational hazards. So, during the preparation and processing of molding materials, knockout, chipping and cleaning of castings, a huge amount of dust is formed (from 20 to 180 mg/m3). Adequate ventilation should be installed to combat dust pollution in the air; especially favorable in this regard is the use of a hydraulic method for cleaning castings. In molding work, in cases where molding is done on the floor of a foundry, workers are forced to keep their bodies in a bent, often in a highly unnatural position, which can lead to curvature of the bones of the skeleton. These hazards are eliminated in the production of work on molding machines. Low temperatures in foundries in winter (often below 0°C), high dampness, always cold and often frozen earthen floors cause frequent colds in moulders, especially rheumatism. When servicing melters, workers are exposed to the harmful effects of sudden temperature fluctuations. When casting from molten metals, harmful gases are released. Of the latter, the most important are the following: carbon monoxide, sulfur dioxide and zinc oxide. The concentration of CO in the air of foundries varies on average within the range of 0.03-0.05 mg/l, reaching at some moments of casting above the flasks up to 0.21-0.32 mg/l. (The Institute for Labor Protection has set a standard of 0.02 mg / l.) The amount of sulfur dioxide (SO 2) in the air of foundries, depending on the type of metal and coke used, reaches 0.045-0.15 mg / l (norm 0.02- 0.04 mg/l). Inhalation of zinc oxide fumes in copper foundries causes workers to have attacks of foundry fever. When manually charging the charge into melters, when pouring metal into flasks by hand, extremely large muscle tension is observed, which, due to the high temperature of the work, causes severely debilitating sweating. These hazards are eliminated by the use of conveyors, mechanization of loading furnaces and transport, as well as pneumatic knockout of flasks.
The greatest number of accidents in the iron and copper foundry occurs from burns by molten and red-hot metal during manual carrying or transporting it. Particularly serious consequences are caused by the contact of molten metal or slag with moisture (explosions). To eliminate these phenomena, it is necessary to have even paths made of brick, concrete, reinforced concrete, etc. in places not occupied by molding, and the main passage should be. not already 2 m; b. the flow of people with empty ladles and molten metal is properly organized; places of castings and pouring out of slag must be dry; buckets e. b. well dried and warmed up; ladle shrouds should have small openings to remove fumes from the coating, etc. Workers handling molten metal should b. equipped with proper overalls, goggles, respirators, etc., and the shirt should not be tucked into pants and pants into boots, and the brim of the hat should be. bent down. Hand molding is accompanied by a large number of pins on the iron pins found in the old molding earth. The means of struggle is to pass the earth through a magnetic separator. When carrying ladles with molten metal, their center of gravity must be below the axis of rotation (up to 50 mm) to avoid tipping over. All chains, ropes and rocker arms must be fully loaded at least once every 2 months and thoroughly inspected at least once every 2 weeks. All machines must be equipped with reliable guards of dangerous places.
In order to legally regulate working conditions in foundries, the People's Commissariat of Labor has issued a number of mandatory regulations. These primarily include the “Safety Rules for Work in the Iron and Copper Foundry”; decrees on the restriction of the use of the labor of women and adolescents in the most harmful and dangerous work in foundries; resolutions on reduced working hours and additional leave for certain categories of workers (copper foundries, sandblasters, etc.).
Casting is a technological process of obtaining parts from liquid metal in foundry molds. The casting mold is an element having an internal cavity that forms the part when it is filled with straightened metal. After the solidification of the metal has cooled, the mold is destroyed or opened, and a part with a given configuration and the required dimensions is removed (Fig. 13.1). Products obtained by this method are called castings. The production of products by casting is called foundry.
Foundry production is one of the most important industries in mechanical engineering. Cast blanks are consumed by most sectors of the national economy. The weight of cast parts in machines is
Rice. 13.1. The scheme of the casting mold and casting is on average 40-80%, and the cost and labor intensity of their manufacture is approximately 25% of all costs for the product.
The method of obtaining parts by casting is cheaper compared to forging and stamping, since cast blanks are closest in size and configuration to finished parts, and the volume of their machining is less than on blanks obtained by other methods. Casting is used to make castings of a very complex configuration, especially hollow ones, which cannot be made by forging, stamping or other machining from rolled or pressed material, for example, cylinder blocks, machine beds, turbine blades, gears, gas and water fittings, and much more. The weight of cast parts is not limited - from a few grams to tens of tons. Only by casting it is possible to obtain products from various alloys, of any dimensions, complexity and weight, in a relatively short time, with sufficiently high mechanical and operational properties.
Foundries in which foundry production is carried out are classified depending on the alloy used, the casting technology, the weight of the castings, etc. (Fig. 13.2).
According to the type of alloy (metal) used, shops are distinguished: iron foundry, steel casting and non-ferrous casting.
In iron foundries, castings are made from gray, high-strength, ductile and other types of cast iron.
In the steel casting shops, castings are made from foundry steels: carbon, structural, heat-resistant, special steels, etc.
Non-ferrous casting shops use such metals and alloys as: aluminum, copper, magnesium, zinc, titanium, bronze, brass, etc.
According to the weight and dimensions of the casting, foundry shops can be classified as light, medium, large, heavy and extra heavy weight, or according to another classification - small, medium or large casting shops.
By type of casting, foundry production is classified into sand-clay casting and special casting.
Special types of casting include die casting (permanent metal molds), centrifugal casting, investment casting (precision casting), burnout casting, pressure casting (high or low pressure), crust casting, etc.
The most widespread in the foundry industry is found casting in sandy-clay molds. Casting molds are made from molding sands. The main components of molding sands are sand and clay, so this type is still

Rice. 13.2. The main groupings of foundry castings are called "casting in the ground". Over 75% of the total output of castings falls on the share of casting in the ground. They belong to one-time forms, since the extraction of the casting requires their destruction. To obtain each subsequent part, it is necessary to manufacture a new casting mold. The process of making a mold is called moulding.
Molding sands are intended for the manufacture of a casting mold, and core sands are designed for cores. Molding and core sands must be plastic to obtain a distinct imprint; refractory - to withstand high temperatures of the poured metal; durable - to withstand the pressure of the poured metal; gas permeable, i.e. capable of passing the emitted gases, as well as non-stick, capable of not sintering with straightened metal.
The rods are in even more difficult conditions. Therefore, core sands have higher property characteristics than molding sands.
When molding, special devices are used, the set of which is called the model kit and flasks.
A model kit is made for each part separately, based on its configuration and dimensions. It consists of a model, elements of the gating system and a model plate. In the event that there are cavities or holes in the design of the part, then core boxes are also included in the kit.
The model is designed to form the outer contour of the part in the mold. It is made with casting slopes, allowances for subsequent processing and shrinkage of the metal.
Gating system is a set of channels that bring molten metal into the mold cavity.
Under-model plate - a device designed to install the model and the gating system.
The core box is intended for the manufacture of cores that form the inner contour of the part cavity.
The flasks are rigid frames in which the casting mold is held during its transportation and pouring with metal.
As for cast alloys, only those metals and alloys are used in foundry production that have good casting properties: high fluidity, low shrinkage and low segregation.
Fluidity is the ability of a metal to fill mold cavities.
Shrinkage is the property of metals to decrease in size when cooled.
Segregation is the heterogeneity in the chemical composition of the various parts of the casting.
Foundry production is one of the most difficult in organizational and technical terms of machine-building redistribution. The organization of foundries, which has a large amount of initial data, is a laborious and complex process. However, standard designs have been developed for the main sections of foundry shops with a set of equipment, standard technology and production organization.
The basis for the design of the workshop and all its departments is the program of the workshop.
Methods for manufacturing castings, their features and scope are shown in table. 13.1.
Foundry shops, as a rule, are located in separate buildings.
For foundries, frame-type buildings are designed. The load-bearing frame consists of columns mounted on foundations and connected by beams and trusses. Column and trusses resting on them form transverse frames, which are connected in the longitudinal direction by foundation strapping beams, crane beams. In such a building, effective mechanical ventilation, aeration and lighting are provided.
The foundation, columns, walls and ceilings form the supporting frame of the building, which takes on all the loads. Roof covering depends on the type of covering of the building, the climatic conditions of the area and the internal regime of the room. The most common are rolled multi-layer roofs made of waterproof materials, which are laid over bituminous mastic on a layer of insulation. Since the buildings have many spans, it is necessary to arrange an internal drainage of water through funnels in the roof and risers to the storm sewer. The roof is built according to the lantern type. The type of lanterns of industrial buildings is assigned in accordance with the technological and sanitary and hygienic requirements and climatic conditions of the construction area. Arranged on the roof of industrial buildings, the lights are divided into light, aeration and light-aeration, according to their location relative to the spans - into tape and spot. For the central climatic zone in rooms with high heat emissions, light-aeration double-sided lanterns with vertical glazing are used.
At the stage of developing a feasibility study and when drawing up a task for the design of a foundry, it is necessary to take into account:
- 1) availability of access roads, including railway;
- 2) the presence of significant energy resources;
- 3) the predominant direction of the winds;
- 4) availability of treatment facilities and places for storing production waste;
- 5) remoteness from machining shops, etc.
For the correct choice of the type of buildings, heating and ventilation systems, as well as load-bearing and enclosing structures, it is necessary to collect meteorological data during technical surveys: air temperature and humidity, wind speed, rainfall, soil freezing depth, etc.
Table 13.1
Methods for the manufacture of castings, their features and scope 1
|
Casting manufacturing methods |
Casting weight, t |
Material |
|
|
One-time forms |
|||
|
Hand molding: in soil with top |
Beds, machine bodies, frames, cylinders, hammers, traverses |
||
|
by template |
Castings in the form of bodies of revolution (gear wheels, rings, disks, pipes, pulleys, flywheels, boilers, cylinders) |
||
|
in large boxes |
Steel, grey, malleable and ductile iron, non-ferrous metals and alloys |
Beds, headstocks, gearboxes, cylinder blocks |
|
|
in detachable flasks with quick-mix cores |
Beds GM K, bolt heading machines, scissors; allows to reduce allowances by 25-30% and labor intensity of machining by 20-25% |
||
|
in soil with an upper flask and a facing layer of a fast-hardening mixture |
Chabots, beds, cylinders; allows to reduce the labor intensity of the workpiece manufacturing and machining due to the reduction of allowances by 10-18% |
||
|
in rods |
Castings with a complex ribbed surface (cylinder heads and blocks, guides) |
||
|
open in soil |
Castings that do not require machining (plates, linings) |
||
1 Reference technologist-machine builder. URL: http://stehmash.narod.ru/stmlstrl2tabl.htm
|
Casting manufacturing methods |
Casting weight, t |
Material |
Scope and feature of the method |
|
in small and medium flasks |
Handles, gears, washers, bushings, levers, couplings, covers |
||
|
Machine molding: in large boxes |
Stocks, calipers, cases of small beds |
||
|
in small and medium flasks |
Gears, bearings, couplings, flywheels; allows to obtain high-precision castings with low surface roughness |
||
|
Shell casting: sand-resin |
Responsible shaped castings in large-scale and mass production |
||
|
chemical hardening thin-walled (10-20 mm) |
Steel, cast iron and non-ferrous alloys |
Responsible shaped small and medium castings |
|
|
chemical hardening thick-walled (thickness 50-150 mm) |
Large castings (stamping hammer beds, rolling mill chocks) |
||
|
liquid glass shell |
Carbon and corrosion-resistant steels, cobalt, chromium and aluminum alloys, brass |
Precision castings with low surface roughness in serial production |
|
|
investment casting |
High-alloy steels and alloys (except for alkali metals that react with the silica of the cladding layer) |
Turbine blades, valves, nozzles, gears, cutting tools, instrument parts. Ceramic rods make it possible to produce castings with a thickness of 0.3 mm and holes with a diameter of up to 2 mm |
|
|
solvent casting |
Titanium, heat resistant steels |
Turbine blades, instrument parts. Salt patterns reduce surface roughness |
|
|
freeze casting |
Thin-walled castings (minimum machine thickness 0.8 mm, hole diameter up to 1 mm) |
|
Casting manufacturing methods |
Casting weight, t |
Material |
Scope and feature of the method |
|
casting on gasified patterns |
Any alloy |
Small and medium castings (levers, bushings, cylinders, bodies) |
|
|
Multiple forms |
|||
|
Mold casting: gypsum |
Large and medium castings in serial production |
||
|
sand-cement |
|||
|
brick |
|||
|
fireclay-quartz |
|||
|
clayey |
|||
|
graphite |
|||
|
stone |
|||
|
cermet and ceramic |
|||
|
Die casting: with horizontal, vertical and combined parting plane |
7 (cast iron), 4 (steel), 0.5 (non-ferrous metals and alloys) |
Steel, cast iron, non-ferrous metals and alloys |
Shape castings in large-scale and mass production (pistons, housings, discs, feed boxes, skids) |
|
casting with lined mold |
Austenitic and ferritic grade steel |
Turbine impeller blades, crankshafts, axle boxes, axle boxes covers and other large thick-walled castings |
|
|
Injection molding: on machines with horizontal and vertical balers |
Magnesium, aluminium, zinc and lead-tin alloys, steel |
Castings of complex configuration (tees, elbows, rings of electric motors, instrument parts, engine block) |
|
|
using vacuum |
copper alloys |
Dense castings of a simple shape |
|
|
centrifugal casting on machines with a rotation axis: vertical |
Castings of the type of bodies of revolution (crowns, gears, tires, wheels, flanges, pulleys, flywheels), two-layer blanks (cast iron-bronze, steel-cast iron) at /: d |
||
|
Casting manufacturing methods |
Casting weight, t |
Material |
Scope and feature of the method |
|
horizontal |
Cast iron, steel, bronze, etc. |
Pipes, sleeves, bushings, axles with /: d > 1 |
|
|
inclined (angle of inclination 3-6°) |
Pipes, shafts, ingots |
||
|
vertical, not coinciding with the geometric axis of the casting |
Molded castings that are not bodies of revolution (levers, forks, brake pads) |
||
|
Liquid alloy stamping: |
Non-ferrous alloys |
Ingots, shaped castings with deep cavities (turbine blades, high pressure valve parts) |
|
|
with crystallization under piston pressure |
Cast iron and non-ferrous alloys |
Massive and thick-walled castings without gas pockets and porosity; it is possible to obtain compacted blanks from non-cast materials (pure aluminum) |
|
|
squeeze casting |
Panels up to 1000x 2500 mm with thickness |
Magnesium and aluminum alloys |
Large castings, including ribbed ones |
|
vacuum suction |
Copper Based Alloys |
Small castings such as bodies of revolution (bushings, sleeves) |
|
|
successively directed crystallization |
Non-ferrous alloys |
Castings with a wall thickness of up to 3 mm with a length of up to 3000 mm |
|
|
low pressure casting |
Cast iron, aluminum alloys |
Thin-walled castings with a wall thickness of 2 mm at a height of 500-600 mm (cylinder heads, pistons, liners) |
|
|
continuous |
Pipes with a diameter of 300-1000 mm |
Foundry is one of the branches of industry, the main products of which are those used in mechanical engineering. There are many factories of this specialization in Russia. Some of these enterprises have small capacities, others can be attributed to real industrial giants. Further in the article, we will consider what the largest foundry and mechanical plants in Russia exist on the market (with addresses and descriptions), and what specific products they produce.
Products manufactured by LMZ
Of course, such enterprises are the most important part of the national economy. Russian foundries produce a huge number of various products. Manufactured in the workshops of such enterprises, for example, castings, ingots, ingots. Finished products are also produced at the enterprises of this industry. These can be, for example, grates, sewer manholes, bells, etc.
The iron foundries of Russia supply their products, as already mentioned, mainly to enterprises in the engineering industry. Up to 50% of the equipment produced by such factories falls on cast billets. Of course, companies of other specializations can also be partners of LMZ.
The main problems of the industry
Unfortunately, the situation with the foundry industry in the Russian Federation today is not simple. After the collapse of the USSR, the country's machine-building industry fell into almost complete decline. Accordingly, the demand for shaped and foundry products has also significantly decreased. Later, the sanctions and the outflow of investments had a negative impact on the development of LMZ. However, despite this, Russian foundries continue to exist, supply quality products to the market and even increase production rates.
The main problem of enterprises of this specialization in the Russian Federation for many years has been the need for modernization. However, the implementation of new technologies requires additional costs. Unfortunately, in most cases, such companies still have to buy the equipment necessary for modernization from abroad for a lot of money.

List of the largest foundries in Russia
About 2,000 enterprises are engaged in the production of shaped products from cast iron, steel, aluminum, etc. today in the Russian Federation. The largest foundries in Russia are:
- Balashikhinsky.
- Kamensk-Uralsky.
- Taganrog.
- "KAMAZ".
- Cherepovets.
- Balezinsky.
COOLZ
This enterprise was founded in Kamensk-Uralsky during the war - in 1942. At that time, the Balashikha foundry was evacuated here. Later, the facilities of this enterprise were returned to their place. In Kamensk-Uralsk, its own foundry began to operate.
In Soviet times, KULZ products were mainly focused on the country's military-industrial complex. In the 1990s, during the conversion period, the enterprise changed its profile to the production of consumer goods.

Today KULZ is engaged in the production of molded blanks intended for both military and civilian equipment. In total, the enterprise produces 150 types of products. The plant supplies the market with brake systems and wheels for aviation equipment, radio components, biometal and cermet blanks, etc. The head office of KULZ is located at the following address: Kamensk-Uralsky, st. Ryabova, 6.
BLMZ
Almost all foundries in Russia, the list of which was provided above, were put into operation in the last century. BLMZ is no exception in this regard. This oldest enterprise in the country was founded in 1932. Its first products were spoked wheels for aircraft. In 1935, the plant mastered the technologies for the production of shaped products from aluminum and in the post-war period, the enterprise specialized mainly in the production of aircraft take-off and landing devices. In 1966, it began to produce products made of titanium alloys.

During the collapse of the USSR, the Balashikha plant managed to maintain the main direction of its activity. In the early 2000s, the enterprise actively upgraded its technical fleet. In 2010, the plant began to develop new production facilities in order to expand the range of products.
Since 2015, BLMZ, together with the Soyuz scientific complex, has begun implementing a project for the production of gas turbine units with a capacity of up to 30 MW. The BLMZ office is located at the address: Balashikha, Entuziastov Highway, 4.
Taganrog foundry
The main office of this enterprise can be found at the following address: Taganrog, Northern Square, 3. TLMZ was founded quite recently - in 2015. However, today its capacity is already about 13 thousand tons per year. This was made possible thanks to the use of the latest equipment and innovative technologies. At present, the Taganrog LMZ is the most modern foundry enterprise in the country.
The TLMZ was under construction for only a few months. In total, about 500 million rubles were spent during this time. The components for the main production line were purchased from Danish companies. Furnaces at the factory are Turkish. All other equipment is made in Germany. Today, 90% of the products of the Taganrog plant are supplied to the domestic market.

The largest foundries in Russia: ChLMZ
The decision to build the Cherepovets enterprise was made in 1950. Since 1951, the plant began producing spare parts for road-building machines and tractors. All subsequent years, until the restructuring, the company was constantly modernized and expanded. In 2000, the management of the plant chose the following strategic directions of production:
- production of furnace rollers for metallurgical plants;
- production of furnaces for machine-building enterprises;
- pump casting for the chemical industry;
- production of radiator heaters for furnaces.
Today ChLMZ is one of the main Russian manufacturers of such products. Its partners are not only machine-building enterprises, but also light industry, housing and communal services. The office of this company is located at: Cherepovets, st. Construction industry, 12.
Balezinsky foundry
This largest enterprise was founded in 1948. Initially, it was called the artel "Founder". In the first years of its existence, the plant specialized mainly in the manufacture of aluminum utensils. A year later, the company began to produce iron castings. The artel was renamed Balezinsky LMZ in 1956. Today, this plant produces about 400 items of a wide variety of products. The main direction of its activity is the production of furnace castings, dishes and bakery molds. Company address: Balezin, st. K. Marx, 77.

Foundry "KamAZ"
This company operates in Naberezhnye Chelny. Its production capacity is 245 thousand castings per year. The KamAZ foundry manufactures products from high-strength cast iron, gray, with vermicular graphite. This plant was built in 1975. The first products of the plant were aluminum castings of 83 items. In 1976, the enterprise mastered the production of iron and steel products. Initially, the plant was part of the well-known joint-stock company KamAZ. In 1997, he gained an independent status. However, in 2002, the enterprise again became part of KamAZ OJSC. This plant is located at the address: Naberezhnye Chelny, Avtozavodsky prospect, 2.
Nizhny Novgorod enterprise OJSC LMZ
The main products of OAO "Foundry and Mechanical Plant" (Russia, Nizhny Novgorod) are cast-iron pipeline fittings. Products manufactured by this enterprise are used in the transportation of gas, steam, oil, water, fuel oil, oils. The plant began its activity in 1969. At that time it was one of the workshops of the Gorky Flax Association. Today, its partners are many enterprises of mechanical engineering, housing and communal services and water supply.

Instead of a conclusion
The well-being of the whole country as a whole largely depends on how smoothly and stably the foundries of Russia described above will function. Without the products manufactured by these companies, domestic enterprises of mechanical engineering, metallurgy, light industry, etc. will not be able to work. Therefore, to pay maximum attention to the development, reconstruction and modernization of these and other foundries, providing them with comprehensive support, including at the state level, of course necessary and very important.
 Types of offices: cabinet, open space, combined Offices of category d
Types of offices: cabinet, open space, combined Offices of category d About a brief classification of real estate
About a brief classification of real estate How to open a pancake shop: documentation, equipment Pancake equipment for a cafe
How to open a pancake shop: documentation, equipment Pancake equipment for a cafe Grow a butterfly from a caterpillar How to grow butterflies at home
Grow a butterfly from a caterpillar How to grow butterflies at home The very first power plant in the world
The very first power plant in the world Macaw lifestyle and habitat
Macaw lifestyle and habitat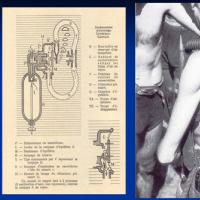 Denise's "diving saucer"
Denise's "diving saucer"