A munkaidő költségének osztályozása az arányosítás céljából. Munkaerő-adagolás: a fő termelési dolgozók munkaidejének elszámolása. Munkaidő megnevezése
A munkaidő-költség besorolása tartalmazza az előadó munkaidejének költségeinek besorolását, valamint az eszközhasználattal töltött idő besorolását.
A vállalkozó munkaideje költségeinek osztályozása.
Bármilyen típusú munkavégzés esetén a dolgozó munkaideje munkaidőre és szünetre oszlik (2. ábra).
Rizs. 2. A munkaidő elosztása
A munkaidő az az időszak, amely alatt a munkavállaló felkészül a munkára, annak közvetlen végrehajtására és befejezésére.
A termelési feladat elvégzéséhez szükséges munkaidő a feladat előkészítésére és közvetlen végrehajtására fordított idő, amely előkészítési és befejezési időből, üzemidőből és munkahelyi karbantartási időből áll.
Felkészítő-végző (PT) az az idő, amelyet a munkavállaló a munkavégzésre való felkészülésre és annak elvégzésére fordít (munkafeladat átvétele és tartalmának megismerése, anyagok, dokumentációk, eszközök beszerzése, a munkavégzés menetére vonatkozó utasítások átvétele). munkavégzés, szerszámok felszerelése a berendezésbe, annak beállítása, a szerszám eltávolítása a berendezésből a munka befejezése után, késztermékek, szerszámok, szerelvények, dokumentációk szállítása stb.).
Az előkészítő-záró idő értéke nem függ a termelési feladat elvégzéséhez szükséges munka mennyiségétől, ezért minél nagyobb a feladat volumene, annál kisebb az előkészítő-záró idő részaránya az erre fordított munkaegységre. feladat.
Működési idő (OP) az az idő, amely alatt egy alkalmazott vagy alkalmazottak csoportja közvetlenül végez egy termelési feladatot. Fő- és segédidőre oszlik.
A fő (O) az az idő, amely alatt a munka tárgya mennyiségi és minőségi változásokon, valamint térbeli helyzetváltozáson megy keresztül. Például egy alkatrész megmunkálása szerszámgépben fém- és famegmunkálásban, termékalkatrészek varrása a ruhaiparban, a vasalat folyamatának aktív nyomon követésének ideje a vegyi gyártásban, autóvezetés áruszállításkor. közúti szállítás.
A segédidőt (B) az előadó a fő munka elvégzését biztosító tevékenységekre fordítja (beszerelés a gépbe és a munkatárgyak eltávolítása a szerszámgépekben, a legyártott alkatrész mérése, a készülék nyersanyagokkal való betöltése és anyagok az élelmiszeriparban, a berendezések működési módjának megváltoztatása stb.).
A munkahely karbantartási ideje (Obs) a munkahely gondozásának és a berendezések működőképes állapotban tartásának ideje. Karbantartási időre és szervezeti karbantartási időre oszlik.
A munkahely karbantartási ideje (Tech) a berendezés gondozásához kapcsolódik, amikor egy adott feladatot ezen a berendezésen végeznek (kopott szerszámok cseréje, berendezések beállítása és kenése, patronok cseréje irodai berendezésekben stb.).
Szervezeti szolgálati idő (Org) a munkahely üzemállapotban tartása (ipari hulladék takarítása, üres konténerek és késztermékek munkahelyen belüli mozgatása, járművek mosása, tisztítása stb.) ideje.
A munkavállaló termelési műveletek végzésében való részvételének jellegétől függően a munkaidőt kétkezi munkaidőre, gépi-kézi munkaidőre és berendezés üzemeltetési időre osztják.
A kézi munka idejét gép- vagy mechanizmushasználat nélküli munkának nevezzük, amikor csak kézi, nem gépesített szerszámokat használnak.
A gépi-kézi munkavégzés ideje (ideértve a kézi gépesített munkát is) az az idő, amely alatt a munkavállaló közvetlen közreműködésével géppel vagy kézi gépesített szerszámmal (például elektromos fúróval, pneumatikus kalapács) dolgozó munkavállaló végzi a munkát. , láncfűrész).
A gépesített és automatizált termelés körülményei között a munkaidő jelentős hányadát a gyártási folyamat nyomon követésének ideje foglalja el. Lehet aktív és passzív is.
A berendezés működésének aktív megfigyelésének (A) ideje az, hogy a munkavállaló közvetlenül nem végez fizikai munkát, de a munkahelyi jelenléte a technológiai folyamat előrehaladásának figyelemmel kísérése érdekében kötelező.
A passzív megfigyelési idő (Pas) az az idő, amely alatt nincs szükség a berendezés működésének vagy a technológiai folyamatnak a folyamatos ellenőrzésére, a monitorozás időszakosan történik. Ez az idő felhasználható egyéb munkák elvégzésére, lehetővé téve a berendezés önálló működésének időszakos ellenőrzését. A munkaidő lehet átfedés és átfedés nélküli.
Átfedési idő - bármely munka elvégzésének ideje a berendezés automatikus működésének időszakában. A munkavállaló által végzett járulékos munkák végrehajtási ideje és az általa passzívan felügyelt berendezés üzemideje átfedi egymást, vagyis egyszerre végzik el.
Az átfedésmentesség a segédmunka elvégzésének ideje a berendezés leállásakor, például nyersanyagok nem folyamatos eszközökbe történő betöltésekor.
A termelési feladat által nem biztosított munkaidő (OT) az az idő, amelyet alkalmi vagy nem termelő munka elvégzésére fordítanak.
Alkalmi munka (SR) olyan munka, amelyet nem a gyártási megbízás ír elő, hanem a gyártási igény okozza, például a hibás termékek javítására.
Nem produktív munkának (NR) azt tekintjük, amely nem növeli a termelés mennyiségét vagy nem javítja annak minőségét. Például egy rakományos autó túlzott futásteljesítménye a rosszul összeállított útvonal miatt.
A munkaszünet ideje (P) az az időtartam, amely alatt a munkavállaló munkavégzése közben nem dolgozik. Ütemezett és nem ütemezett szünetekre oszlik.
A szabályozott szünetek (PR) ideje magában foglalja a pihenésre, a személyes igényekre, az ipari gimnasztikára fordított időt, a technológia által meghatározott szüneteket és a gyártási folyamat megszervezését.
Pihenési és személyes szükségletek (Ex) szünetet biztosítanak az alkalmazottaknak a műszak alatti munkaképesség helyreállítása, az ipari torna lebonyolítása, valamint a személyes higiénia és a természetes szükségletek teljesítése érdekében.
A gyártási folyamat technológiája és szervezete (PTN) által meghatározott helyreállíthatatlan megszakítások idejét az adott technológiai folyamatok lefolyásának sajátos feltételei határozzák meg. Például szünet, hogy a felmelegített rész lehűljön egy bizonyos hőmérsékletre, szünet a festett felületek szárításához.
A szabályozatlan (eltávolítható) szünetek (PNT) ideje, amelyet a gyártási folyamat normál menetének megsértése és a munkafegyelem megsértése okoznak.
A gyártási folyamat normál menetének (PNT) megsértése miatti szünetek a munka és a termelés rossz megszervezése miatt szervezési és technikai okokból következnek be (a munkahelyek nyersanyag-, anyag-, villamos energiájának idő előtti ellátása, a berendezések idő előtti karbantartása), mivel valamint a technológia megsértése miatt, amely balesetekhez vagy a berendezések előre nem látható leállásához vezethet.
A munkafegyelem megsértésével (PND) okozott szünetek a munkából való késés, a munkahelyről való jogosulatlan távolmaradás, a munkavégzés idő előtti megszüntetése, valamint azon munkavállalók állásideje miatt következnek be, akik a szabálysértő más munkavállalók távolléte miatt nem tudnak feladatukat ellátni. munkafegyelem.
A munkaidő költségeit normalizált és nem szabványosítottra osztják.
A munkaidő normalizált költsége tartalmazza az adott munka elvégzéséhez szükséges költségeket. Ide tartozik: előkészítő és befejező idő, üzemidő, munkahely kiszolgálásának ideje, a technológia és a gyártási folyamat szervezése által biztosított szünetek ideje, pihenőidő és személyes igények. Ezeket a költségeket az időkorlát tartalmazza.
A nem standardizált munkaidő-költségek közé tartozik a szervezési és technikai okokból (berendezések vészleállásai, kiküszöbölhető munkaszervezési hiányosságok), valamint a munkafegyelem megsértéséből (késésből, hiányzásból) okozott időveszteség, a munka idő előtti megkezdése és idő előtti befejezése az egyes munkavállalók részéről).
A szabványosított költségek termelési egységenkénti összértékét darabszámítási időnek nevezzük, és a képlet határozza meg
![]()
ahol Tpz - egy terméktétel előkészítési és végső ideje; n a termék tételnagysága; to - főidő; tv - segédidő; tob - a munkahely szolgálati ideje; trel - idő a pihenésre és a személyes szükségletekre; tpt - szervezési és technikai okokból normalizált szünetek ideje.
A munkaidő-költség besorolása határozza meg a műszakilag indokolt időnorma szerkezetét. A munkaidő költségszerkezetének elemzése lehetővé teszi a munkaidő-kiesés mértékének, valamint a munkaidő irracionális munkahelyi elköltésének meghatározását.
A berendezések használatával töltött idő osztályozása
Az eszközök használatára fordított idő szerkezeti elemei nagymértékben egybeesnek a vállalkozó munkaideje költségének elemeivel.
Tehát a berendezés használatának ideje munka- és szünetidőre oszlik.
A berendezés üzemideje a berendezés termelési feladatot teljesítő üzemidejéből és a termelési feladat teljesítésével nem biztosított berendezések üzemidejéből áll.
A berendezésnek a termelési feladat ellátásához szükséges üzemidejét üzemidőnek nevezzük, és fő- és segédidőre oszlik.
A fő idő gépi kézi időre és gépi (hardver) időre oszlik.
A gépi kézi munka az az idő, amely alatt a berendezés a munkavállaló közvetlen részvételével működik.
A gép (hardver) a berendezés automatikus működésének ideje, amikor a dolgozó funkciói csak megfigyelésre és beállításra korlátozódnak.
A segédidő az az idő, amelyre nem vonatkozik a gépidő, amikor a berendezés leáll, hogy elvégezze a fő munkát, például egy alkatrész beszerelését vagy a gépről való eltávolítását.
A berendezések üzemeltetésében az üzemidő felosztható gép(hardver)mentes időre és a berendezés munkás közreműködésével történő üzemeltetésének idejére is.
A gép(hardver)mentes idő a berendezés üzemeltetésének az az ideje, amikor az nem igényli a dolgozó közvetlen közreműködését.
A munkavállaló részvételével működő berendezések üzemideje a többgépes (többegységes) karbantartás során a berendezést kiszolgáló dolgozó foglalkoztatási ideje, illetve az üzemidő mínusz a gép (hardver) szabadidő.
A termelési feladat ellátásával nem biztosított berendezések üzemideje az eredménytelen munkavégzés és az alkalmi munka idejének összege.
A berendezések működésében a szünetek idejét a szabályozott és a nem tervezett szünetek idejére osztjuk.
A szabályozott szünetek ideje a következőkre oszlik: az eszközök munkára való felkészítésével és szervezési és műszaki karbantartásával összefüggő szünetek idejére; a gyártási folyamat technológiája és szervezése által biztosított szünetek idejére (ütemterv szerinti berendezésjavítás, pótolhatatlan technológiai szünetek); a pihenés és a munkavállaló személyes szükségletei miatti szünetekben.
A nem tervezett szünetek idejét a termelési folyamat megszakadása (áram-, nyersanyag-, anyaghiány stb.), valamint a dolgozók munkafegyelem megszegése (késés, idő előtti munkahelyről való távozás stb.) okozhatja. .).
Az improduktív és alkalmi munkavégzés ideje, a munkafegyelem megsértése és a termelési folyamat megsértése miatti szünetek ideje a munkaidő nem szabványosított költsége. A berendezés működési idejének fennmaradó költségeit normalizálják.
A termelési folyamatok és munkaszervezési formák változatossága, a munkaidő ráfordításának eltérő tartalma és megismételhetősége, valamint ezek vizsgálatának céljai egyenlőtlen megfigyelési módszerek és technikák, eltérő eszközök alkalmazását teszik szükségessé.
A munkaidő-költség vizsgálati módszerei és változatai a következő szempontok szerint osztályozhatók:
A megfigyelés módszere szerint - folyamatos, szelektív, periodikus, ciklikus, pillanatnyi megfigyelések
A megfigyelés tárgya szerint - egyéni, csoportos
A megfigyelések eredményeinek rögzítési formája szerint
Digitális, index, grafikus, oszcilloszkóp, kombinált
A megfigyelés módszere szerint - vizuálisan, műszerek segítségével.
A folyamatos (folyamatos) mérések módszere - minden termelési folyamatban használatos a munkaszervezés különféle formáival és a munkaidő tanulmányozási típusaival (időmérés, fényképezés); lehetővé teszi, hogy a legteljesebb, legrészletesebb és legpontosabb képet kapjon nem csak az átlagról, hanem a tényleges költségekről és a munkaidő veszteségeiről is azok tartalmát, nagyságát és végrehajtási sorrendjét tekintve.
Az időszakos megfigyelések módszere, a csoportos és útvonalfotózásnál használatos, lehetővé teszi: adatok beszerzését bizonyos költségek előfordulásának, munkaidő-kiesés vagy eszközleállás előfordulásának számáról. A felügyelet egyszerre történik nagyszámú munkavállaló vagy berendezés munkája felett. Egyidejű lefedettség legfeljebb 20 objektum, esetenként egy személy 70 dolgozót tud felügyelni.
Mintavételi módszer Főleg időmérésre használják, amikor egy művelet egyes elemeit tanulmányozzák. Legszélesebb körben használják a segédidő technikák tanulmányozásában a munka több gépes megszervezése, a műszeres folyamatok körülményei között.
Ciklusmérési módszer- egyfajta szelektív megfigyelési folyamat - csak időzítésre használatos, amikor nagyon rövid időtartamú technikák (cselekvések vagy mozdulatok) végrehajtásának idejét kell mérni, és ezért ezek végrehajtási idejét nem lehet pontosan rögzíteni. hagyományos megfigyelési módszerek (stopperóra használata). Itt az időméréseket egyedi technikák csoportjai szerint végezzük.
Azonnali megfigyelések módszere a munkaidő-kiesés és a berendezések időbeli használatának költsége valószínűségszámításon alapul, és egyfajta mintavételi módszer. Annak érdekében, hogy a megfigyelések eredményei tükrözzék a tényleges munkaidő-felhasználást, a következő feltételeket kell betartani:
*bizonyos munkaidő-költségek megfigyelésének véletlenszerűnek és egyformán lehetségesnek kell lennie;
*a megfigyelések számának (mintanagyságnak) elég nagynak kell lennie ahhoz, hogy a megfigyelt jelenség egészét megbízhatóan jellemezze.
A munkafolyamatok vizsgálatában két probléma megoldása a legnagyobb jelentőségű: a műveleti elemek (munkamozgások, cselekvések) végrehajtására fordított tényleges idő meghatározása; a műszakban vagy annak egy részében eltöltött idő szerkezetének meghatározása. A vizsgálat céljától függően három módszert alkalmaznak a munkaidő költségének tanulmányozására: időzítés, FRV, fényképidőzítés.
| A munkaidő költségeinek tanulmányozására szolgáló módszerek osztályozását a 3. táblázat tartalmazza. 3. táblázat - A munkaidő költségének tanulmányozási módszereinek osztályozása | |
| Osztályozási jel | Kutatási módszer |
| A tanulmány célja | - fénykép a munkaidőről; - időzítés; - fénykép időzítése |
| A megfigyelt objektumok száma | - Egyedi; - csoport; - útvonal |
| Kutatási forma | - az idő közvetlen mérése; - pillanatnyi megfigyelések módszere |
| Adatbekötési űrlap | - folyamatos, folyamatos megfigyelés; - szelektív megfigyelés; - ciklikus megfigyelés |
| A megfigyelés típusa | - vizuális; - automata mérőeszközök használata |
| Megfigyelő | - külső szemlélő; - maga az előadó |
| Nevezési lap | - digitális; - index; - grafika; - fotózás, filmezés |
A munkaidő fogalma
A munkaidő mérése többféleképpen történik. Ez lehet egy műszak, egy nap, egy hét, egy hónap vagy egy év. Ez az idő a munkaerő értékelésének mértéke. A műszak időtartama országonként és különböző munkatípusok, munkakörülmények és szakmák esetén eltérő.
A munkaidő besorolásának célja
Ez a besorolás lehetővé teszi a munkaidő költségének optimális értékének megállapítását, az elvesztegetett idő arányának meghatározását, a munkatermelékenység növelésének irányának meghatározását a vállalkozásban.
A munkaidő besorolása
A munkaidő költségeit külön kategóriákra és típusokra osztják. A besorolás összeállításakor figyelembe veszik a teljes munkaidő alkotóelemeinek arányát és méretét.
A munkaidő általában a következőkre oszlik:
- a termelési feladat elvégzésére fordított idő (munkaidő);
- szünetekkel töltött idő.
A munkaidő viszont fel van osztva:
- előkészítő-döntő idő;
- működési idő;
- munkahelyi szolgálati idő.
Az előkészítő-végső idő azt az időt jelenti, amelyet a vajúdási folyamat kezdetére és a folyamat végére való felkészülésre fordítunk. Például egy dolgozó egy bizonyos feladat (termékek kibocsátása) normáját hajtja végre valamilyen berendezés segítségével. A munka megkezdése előtt a dolgozónak elő kell készítenie a munkahelyet (berendezések indítása, bemelegítés stb.). A munkavégzés végén a dolgozónak a berendezést megfelelő állapotba kell hoznia (eltávolítani, kenni, letörölni stb.).
Megjegyzés 1
Megjegyzendő, hogy a munka előkészítésére és elvégzésére fordított idő időtartama nem függ a feladat elvégzésének standardjaitól. Például száz vagy háromszáz egységet kell készíteni - a munka előkészítésére és befejezésére fordított idő változatlanul állandó lesz. Ezzel kapcsolatban a lehető legnagyobb szabványokat dolgozzák ki, amelyek indokolják a munka előkészítésének és befejezésének költségeit.
Az üzemidő a termelési feladat elvégzésére (a szabványok teljesítésére) közvetlenül fordított idő.
A működési idő viszont fel van osztva:
- fő idő;
- segédidő.
A fő idő az az idő, amely alatt a munka tárgyának közvetlen előállítása megtörténik.
A segédidő az az idő, amely minőségileg eltöltött főidőt biztosít. Ez lehet a berendezés egyes alkatrészeinek beszerelése vagy cseréje, a főidő leállítása a gyártott termékek minőségének ellenőrzésére stb.
A munkahely karbantartási ideje azt az időt jelenti, amely a munkaterület jó rendben tartásához szükséges.
Ez az idő viszont fel van osztva:
- Karbantartás;
- szervezési szolgáltatás.
A munkahely karbantartása biztosítja a berendezések és eszközök zavartalan működését.
A szervezeti karbantartás magában foglalja a munkahely gondozását (elrendezés, elrendezés stb.).
Az ilyen típusú munkaidő-költségeken kívül lehetnek más fajtái is.
A termelési feladat által nem biztosított munkaidő. Ebben az esetben véletlenszerű és előre nem látható feladatokra gondolunk. Például áramszünet esetén időbe telik a generátor elindítása.
Szintén időt lehet fordítani nem produktív munkára, vagyis olyan feladatokra, amelyeknek semmi közük a termelési igényhez.
A munkaszünetek ideje szabályozható és nem szabályozható.
A nem tervezett szünetek üzleti és nem üzleti okokból egyaránt előfordulhatnak.
A munkavégző munkaideje a következőkre oszlik munkaórák (amely során a dolgozó a termelési feladat által biztosított vagy nem biztosított ilyen vagy olyan munkát végez) és szünetek a munkában (amely során a munkafolyamatot különböző okok miatt nem hajtják végre). A dolgozó munkaidejének felépítését a 6.1. ábra mutatja.
Így, munkaórák kétféle költségre oszlik: gyártási feladat végrehajtási ideje (T PROD) És a termelési feladat által nem rögzített munkaidő (T NEM GYÁRTÁS) - az e munkavállalóra nem jellemző, kiszűrhető műveletek elvégzésére fordított idő.
Gyártási átfutási idő tartalmazza a munkahely előkészítő-záró, üzemelési és karbantartási idejét.
Előkészületi és végső idő (T PZ)- ez az az idő, amit önmaga és munkahelye felkészítésére fordít a gyártási feladat elvégzésére, valamint az azt elvégző minden tevékenységre. Ez a fajta munkaidő-költség magában foglalja a gyártási feladat, szerszámok, felszerelések és technológiai dokumentáció beszerzésének, a munkával való megismerkedésnek, a munkavégzés menetére vonatkozó utasítások átvételének idejét, a berendezések megfelelő működési módhoz történő beállítását, a szerelvények eltávolítását, szerszámok, késztermékek átadása a Minőségellenőrzési Osztálynak stb. Mivel ennek az időköltség-kategóriának sajátossága, hogy értéke nem függ az adott feladaton elvégzett munka mennyiségétől, ezért a nagyüzemi és tömeggyártásban az egységnyi termelési mennyiségben ez az idő elenyésző, és általában nem veszik figyelembe a szabványok meghatározásakor.
Működési idő (T OPERATOR)- ez az az idő, ameddig a munkás elvégzi a feladatot (megváltoztatja a munka tárgyának tulajdonságait); megismétlődik minden egységnél vagy egy bizonyos mennyiségű terméknél vagy munkánál. Gépi munka közben fő (technológiai) és kisegítő részekre oszlik.
Fő (technológiai) idő (T OSN),- ez az az idő, amelyet közvetlenül a munka tárgyának, állapotának és térbeli helyzetének mennyiségi és (vagy) minőségi változására fordítanak.
Alatt segédidő(T VSP) elvégzik a fő munka végrehajtásához szükséges intézkedéseket. Ez megismétlődik vagy minden feldolgozott termelési egységnél, vagy annak egy bizonyos mennyiségénél. A segédidőbe beletartozik a berendezések nyersanyagokkal és félkész termékekkel való megrakodása, a késztermékek ki- és kiszállítása, az alkatrészek beszerelése és rögzítése, a munkaterületen belüli munkatárgyak mozgatása, a berendezések ellenőrzése, a gyártott termékek minőségének ellenőrzése stb.
A műszak alatt a munkahely gondozásával, a berendezések, szerszámok és felszerelések üzemképes állapotban tartásával kapcsolatos időköltségek a munkahelyi szolgálati idő (T OBSL). Gépi és automatizált folyamatokban tartalmazza a munkahely műszaki és szervezési karbantartásának idejét.
A munkahely karbantartásának idejére (T SERVICE. TECHN) tartalmazza az adott művelet vagy konkrét munkavégzéssel összefüggő munkahely karbantartásának idejét (eltompult szerszám cseréje, berendezések üzem közbeni beállítása, beállítása, termelési hulladék eltakarítása, ellenőrzése, tisztítása, mosása, kenése stb.) .
Szervezeti szolgáltatási idő (T SERVICE ORG) - ez az az idő, amelyet a munkavállaló a műszak alatt a munkahely megfelelő állapotban tartására fordít. Nem függ az adott művelet jellemzőitől, és magában foglalja a műszak átvételére és átadására fordított időt, a műszak kezdeti elrendezését, ill. takarítás végén szerszámcsere, dokumentáció és egyéb munkavégzéshez szükséges tárgyak, anyagok stb.
Egyes iparágakban (szén, kohászat, élelmiszeripar stb.) a munkahely kiszolgálására fordított időt nem osztják fel, hanem az előkészítő és a befejező időre vonatkozik.
A termelési feladat által nem biztosított munkaidő, - a munkavállaló által alkalmi és eredménytelen munkavégzéssel töltött idő. Az eredménytelen és alkalmi munkavégzés nem járul hozzá a termelés növekedéséhez, minőségének javításához, és nem számít bele a darabidőbe. Ezekre a költségekre különös figyelmet kell fordítani, mivel csökkentésük tartalék a munkatermelékenység növelésére.
Diagram idő (T SL.WORK)- ez a termelési feladat által nem biztosított, de termelési szükségből fakadó munkák elvégzésére fordított idő (pl. segédmunkás helyett végzett késztermékek szállítása, rendelésre menés, műszaki dokumentáció, alapanyagok, nyersanyagok, szerszámok , mester, beállító, szerszám keresése; feladat által biztosított segéd- és javítási munkák stb.).
 |
6.1. ábra - A vállalkozó munkaideje költségeinek osztályozása
Nem produktív munkavégzési idő (T NEM TERMÉK MUNKA)- ez a gyártási megbízással nem meghatározott és nem gyártási szükségből eredő munkák elvégzésére fordított idő (pl. gyártás, gyártási hiba kijavítása, többlet ráhagyás munkadarabról stb.)).
A fentieken túl a munkavállaló termelési művelet végrehajtásában való részvételének jellegétől függően, az üzemidő a következőkre osztható:
- kézzel készített idő(gépek és mechanizmusok használata nélkül);
- gépi-kézi munka ideje gépekkel a munkavállaló közvetlen részvételével vagy kézi mechanizmusokat használó alkalmazott által;
- megfigyelési idő berendezések üzemeltetéséhez (automatizált és műszeres munka);
- átmeneti idő(például több gépes karbantartás során egyik gépről a másikra).
Megfigyelési idő, amint megjegyeztük, ez jellemző az automatizált és műszeres iparágakra. Lehet aktív és passzív is. Aktív megfigyelési idő a berendezés üzemeltetéséhez - ez az az idő, ameddig a dolgozó szorosan figyelemmel kíséri a berendezés működését, a technológiai folyamat előrehaladását, a meghatározott paraméterek betartását a megkívánt termékminőség és a berendezés üzemképességének biztosítása érdekében. Ez idő alatt a munkavállaló fizikai munkát nem végez, de munkahelyi jelenléte szükséges. A passzív megfigyelés ideje a berendezés üzemeltetéséhez - ez az az idő, amely alatt nincs szükség a berendezés működésének, technológiai folyamatának folyamatos ellenőrzésére, de a dolgozó ezt egyéb munka hiánya miatt megteszi. A berendezések működésének passzív ellenőrzésének idejét különösen alapos tanulmányozásnak kell alávetni, mivel annak csökkentése vagy egyéb szükséges munkák elvégzésére való felhasználása jelentős tartalék a munkatermelékenység növelésére.
Figyelembe véve a gépi, automatizált, hardveres folyamatokban a munkaidő költségének szerkezetét a munkaidőben, célszerű átfedő és nem átfedő időt is beosztani.
Átfedési idő- a munkavállaló által a géppel vagy a berendezés automatikus működésével egyidejűleg végzett munkaelemek elvégzésének ideje. Az átfedés lehet a fő (aktív megfigyelés) és a segédidő, valamint az egyéb típusú munkaidő-költségekhez kapcsolódó idő. átfedés nélküli idő - a segéd- és karbantartási munkák végzésének idejét a munkahelyeken leállított berendezés mellett. Az átfedési idő növelése a termelékenység növekedésének tartalékaként is szolgálhat.
Mint már említettük, a munkaidőbe beletartozik szünetek. Szabályozott és nem szabályozott szünetek kiosztása.
Szabályozott szünetek ideje (T REGL.PER) munka magában foglalja:
- a technológiából és a gyártási folyamat megszervezéséből adódó munkaszünetek ideje (például a járművezető munkájában bekövetkezett szünet ideje a felemelt teher munkavállalók általi felhordása során) - ezek megszüntetése gyakorlatilag lehetetlen vagy gazdaságilag nem célszerű;
- szünetek pihenésre és személyes szükségletekre, a fáradtság megelőzésének és a munkavállaló normál teljesítményének fenntartásának szükségességével, valamint a személyes higiéniához szükséges.
A nem tervezett munkaszünetek ideje (T szabálytalan. PER)- ez a termelési folyamat vagy a munkafegyelem rendes menetének megsértése miatti szünetek ideje. Magába foglalja:
- a gyártási folyamat rendes menetének megzavarása miatti megszakítások szervezési problémák (munka-, nyersanyaghiány, alkatrészek és nyersdarabok hiányossága, járművekre és segédmunkásokra várakozás, késztermékek átvételére vagy ellenőrzésére várakozás stb.) és műszaki okok (berendezés javítási várakozás, szerszámcsere) okozhatják , áram, gáz, gőz, víz stb. hiánya). Néha az ilyen típusú nem tervezett szüneteket szervezési és technikai okokból szüneteknek nevezik;
- a munkafegyelem megsértése miatti szünetek, összefüggésbe hozható a munkából való késéssel vagy idő előtti elhagyással, a munkahelyről való jogosulatlan távolmaradásokkal, idegen beszélgetésekkel, munkával nem összefüggő tevékenységekkel. Ide tartoznak a munkavállalók túlzott (a megállapított rendszerhez és normákhoz képest) pihenőideje is.
A munkaidő-költség elemzésekor a munkaidő-kiesés és azok okainak azonosítása és utólagos megszüntetése érdekében a vállalkozó teljes munkaideje termelési költségekre és kiesett munkaidőre oszlik. Az első csoportba tartozik a termelési feladat teljesítéséhez szükséges munkaidő és a szabályozott szünetek ideje. Ezek a költségek az arányosítás tárgyát képezik, és az időnorma szerkezetében szerepelnek. A munkaidő-kiesésbe beletartozik az eredménytelen munkavégzés ideje és az előre nem tervezett szünetek ideje. Ezeket a költségeket elemezni kell, hogy kiküszöböljük vagy minimalizáljuk őket.
A munkaidő-költségek besorolása olyan csoportosítással rendelkezik, amely lehetővé tenné az előadóművészek munkaidejének és eszközhasználati idejének felhasználásának megvalósíthatóságának objektív elemzését.
A munkaarányosításban a munkaidő-költségek két osztályozását alkalmazzák: az egyik szerint a teljes időt munkaidőre és szünetidőre, a másik szerint normalizált és nem szabványosított időre osztják. A munkaidőbe beletartozik a termelési feladat elvégzésének ideje és a nem a feladatból (véletlenszerű vagy nem produktív) végzett munkavégzés ideje is. A munkaszünetbe beletartozik a dolgozóktól függő (pihenő, személyes szükségletek miatti, fegyelemsértésből eredő) és attól nem függő (technikai vagy szervezési okokból) szünetek. A szünetidő fel van osztva szükségesre és szükségtelenre, átfedésben van a gépidővel, és nincs átfedésben. A normalizált munkaidő azon munkaidő-költségekre vonatkozik, amelyek egy adott munka elvégzéséhez szükségesek. Szabálytalan munkaidőnek minősül a munkaidő-kiesés, illetve az a munkára fordított idő, amely nem a feladat elvégzéséből adódik.
1. A normalizált idő a felkészülési és befejező időből, a működési időből, a munkahely kiszolgálásának idejéből, a pihenő és személyes szükségletek miatti szünetekből, valamint a szervezési és technikai okok miatti szünetekből áll.
Általában az érték az idő normái magába foglalja:
Az előkészítő-végső időt a dolgozó az adott munka elvégzésére való felkészüléssel és az annak elvégzésével járó tevékenységekre fordítja. Az előkészítő és a végső idő normáját vagy egy terméktételre vagy egy műszakra határozzák meg.
A működési idő közvetlenül egy adott munka elvégzésére szolgál. Két részre oszlik: fő (technológiai) idő; segédidő. A fő (technológiai) idő az az idő, amelyet a munkavállaló a munka tárgyának (alakja, mérete, megjelenése, fizikai, kémiai vagy mechanikai tulajdonságai stb.), állapotának és térbeli helyzetének megváltoztatására fordít, és ez a gyártás során ismétlődik. az egyes termelési egységekről . A segédidőbe beletartozik az a munkamódszerekkel eltöltött idő, amely nélkül a fő (technológiai) folyamat nem lehetséges: egy alkatrész be- és kiszerelése, gépvezérlés, szerszám megközelítése és kivonása stb.
A munkahely karbantartási idejét a munkavállaló a munkahelye gondozására és a műszak teljes időtartama alatt működőképes állapotban tartására használja fel, és a következőkre oszlik:
- a szervezeti karbantartás ideje, nem kapcsolódik az elvégzett munkához, és műszakonként 2 alkalommal kerül végrehajtásra: a műszak elején és végén;
- az elvégzett művelethez kapcsolódó karbantartási idő; ez az idő, amit a munkafolyamat során a berendezések és felszerelések beállítására, egy unalmas szerszám cseréjére, forgácsok tisztítására stb.
A pihenő és személyes szükségletek miatti szünetek idejét általában műszakonként 8-10 percben határozzák meg (építési területeken - 15 perc), és minden esetben beleszámítanak az időkorlátba.
Szervezési és technikai okok miatti szünetek ideje -- ezek a szerkezetek ütemterv szerinti javításával járó szünetek, több gépet kiszolgáló dolgozó foglalkoztatása miatti szervizre várás.
- 2. A nem szabványosított idő magában foglalja a veszteségidőt is:
- szervezési és technikai okokból. Ezek a munkára várással járó veszteségek, munkadarabok, szerszámok, gépjavítások, mesterek stb.
- a dolgozó hibájából. A munkavállaló hibájából a munkaidő elvesztése alatt értendő a munkafegyelem és a napi rutin megsértése miatti munkaszünet.
A munkaidő költségének két fő típusa van:
Kísérleti-statisztikai. Ezzel a módszerrel a normatívák a normer személyes tapasztalatai, statisztikai adatok alapján kerülnek megállapításra. Az ilyen normákat kísérleti-statikusnak nevezik, nem járulnak hozzá a munka termelékenységének növekedéséhez, ezért fel kell váltani őket analitikai módszerekkel megállapított, tudományosan megalapozott normákkal.
Elemző. tudományos módszer. A művelet munkamódszerekre bontásával történő tanulmányozásán, az egyes munkamódszerek időtartamát befolyásoló tényezők vizsgálatán alapul; a racionális munkafolyamat kialakításáról, figyelembe véve a személy pszichofiziológiai jellemzőit. Ennek alapján meghatározzák az egyes munkaelemek standard időtartamát és kiszámítják az idő normáját. Az analitikai módszer alkalmazásakor a munkaügyi normákat a következő módokon állapítják meg:
- 1) kutatás. A munkanap és az időzítés fényképes adatai alapján tehát meglehetősen munkaigényes, de nagy számítási pontosságot biztosít;
- 2) elemző. Az időnormák kiszámítása kész szabványok szerint történik, amelyeket korábban analitikai és kutatási módszerrel állapítottak meg.
A termelési feladat elvégzéséhez szükséges munkaidő a munkahely előkészítő és záró, fő-, segéd- és karbantartási idejére oszlik,
Az előkészítő és záró munka idejébe beletartozik a munkahely és a munkatárgyak feladatra való felkészítésének ideje (anyagbeszerzés, rajzok megismerése, berendezések üzembe helyezése, mester utasításainak átvétele stb.), valamint az idő. a feladat elvégzésével kapcsolatos műveletekre (berendezések átadása a váltóhoz, termékek, szerszámok szállítása stb.).
A főmunka ideje a művelet fő céljának teljesítésére fordított idő, azaz a munkatárgy elemei alakjának, méretének, fizikai vagy kémiai tulajdonságainak, állapotának, külső, típusának, egymáshoz viszonyított helyzetének megváltoztatása.
A segédidőbe beletartozik a főmunka elvégzéséhez szükséges feltételek megteremtésére fordított idő (például munkadarabok beszerelése, rögzítése és eltávolítása, a gép indítása, leállítása és vezérlése, ellenőrző mérések és naplóbejegyzések stb.).
A fő- és segédidő lehet gépi, gépi kézi vagy kézi. A fő- és segédmunka elvégzésére fordított idő összegét operatív munkaidőnek nevezzük.
A munkahelyi karbantartási idő a berendezések, szerszámok, berendezési tárgyak, vezérlő eszközök és folyamatirányító eszközök karbantartására, valamint a munkahelyi tisztaság és rend fenntartására telik. A gépi és gépi-kézi munka arányosításánál esetenként a műszaki és szervezési karbantartás idejére bontják.
A gépi, automatizált és műszeres műveleteknél az előkészítő és befejező és segédmunkák, valamint a munkahely karbantartásának idejét, a fő munkavégzés idejével való kombinálásának lehetőségétől függően, átfedésre és átfedés nélkülire osztják.
Az ütemezett szünetek közé tartozik: pihenőszünet a túlmunka megelőzésére; szünetek a személyes szükségletek miatt - idő a személyes higiéniára és a természetes szükségletekre; szervezési és technikai jellegű szünetek, amelyek a gyártási folyamat technológiájából vagy megszervezéséből adódnak.
Mint ismeretes, a munka minden olyan szellemi és fizikai erőfeszítés, amelyet az emberek gazdasági tevékenységük során tesznek. Azt az időt, amely alatt a munkás anyagi jólétet teremt, munkaidőnek nevezzük.
Az Orosz Föderáció Munka Törvénykönyve (15. fejezet, 91. cikk) a következőképpen határozza meg a munkaidő fogalmát:
Munkaidő - az az idő, ameddig a munkavállalónak a belső munkaügyi szabályoknak és a munkaszerződés feltételeinek megfelelően munkaköri feladatokat kell ellátnia, valamint egyéb olyan időtartamok, amelyek a jelen Kódex, más szövetségi törvények és egyéb szabályozó jogszabályok értelmében az Orosz Föderáció törvényei a munkaidőre vonatkoznak.
A munkaidő tartalmát alkotóelemeinek sokfélesége különbözteti meg. Közzétételükre szolgál a munkaidő-költség osztályozása, amely a termelési folyamat három eleme: a munka tárgya, a dolgozók és a berendezések vonatkozásában végezhető el. Ezen besorolások alapja a gyártási folyamat idejének (munkaidő) és a szünetek idejének két összetevőjének felosztása.
A vállalkozó munkaideje költségeinek osztályozása ábrán látható 1. Itt munkaidő azt jelenti a munkavállaló munkára való felkészülésének időtartama, annak közvetlen végrehajtása és befejezése. Ez pedig a termelési feladat teljesítésére fordított munkaidőből és a termelési feladat által nem előírt munkaidőből áll.
A termelési feladat végrehajtására fordított idő a feladat előkészítésére és közvetlen végrehajtására fordított idő. Ez az előkészítő-záró időből, a működési időből és a munkahely kiszolgálásának idejéből áll.
Előkészületi és zárási idő - ez az az idő, amelyet a munkavállaló a munkavégzésre való felkészülésre és annak elvégzésére fordít (munkafeladat átvétele és tartalmának megismerése, anyagok, dokumentációk, eszközök beszerzése, késztermékek, szerszámok, stb. átadása).
Az előkészítő és a végső idő értéke nem függ a termelési feladat elvégzéséhez szükséges munka mennyiségétől, ezért minél nagyobb a feladat volumene, annál kisebb az előkészítő és a végső idő részaránya az erre fordított munkaegységre. feladat.
működési idő - ez az az idő, amely alatt egy alkalmazott vagy alkalmazottak csoportja közvetlenül termelési feladatot lát el. Fő és kiegészítő részekre oszlik.
Főidőnek azt az időt nevezzük, amely alatt a munka tárgya mennyiségi és minőségi változásokon megy keresztül, valamint megváltozik a térbeli helyzete. Például egy alkatrész megmunkálása szerszámgépben a fém- és famegmunkálásban, a termékalkatrészek varrása a ruhaiparban, a vasalat folyamatának aktív megfigyelésének ideje a vegyi gyártásban, az autóvezetés közúti áruszállításnál.
A segédidőt az előadó a fő munka elvégzését biztosító tevékenységekre fordítja (beszerelés a gépbe és a munkatárgyak eltávolítása a szerszámgépekben, a legyártott alkatrész mérése, a készülék megrakása nyersanyagokkal és anyagokkal az élelmiszerben ipar, a berendezések működési módjának megváltoztatása stb.).
Munkahelyi szolgálati idő Itt az ideje, hogy gondoskodjunk a munkahelyről és karbantartsuk a berendezéseket. Műszaki és szervezési karbantartás idejére oszlik.
A karbantartási idő a berendezés gondozásához kapcsolódik, amikor egy adott feladatot ezen a berendezésen hajtanak végre (kopott alkatrészek cseréje, berendezések beállítása és kenése, patronok cseréje irodai berendezésekben stb.).
A szervezeti karbantartási idő a munkahely üzemállapotban tartása (ipari hulladék takarítása, üres konténerek és késztermékek munkahelyen belüli mozgatása, járművek mosása, tisztítása stb.).
A kivitelező termelési műveletek végrehajtásában való részvételének jellegétől függően az előkészítő és a befejező időt kézi munkaidőre, gépi-kézi munkaidőre, valamint berendezés működési felügyeleti időre osztják.
Kézzel készített idő gépek és mechanizmusok használata nélküli munkának nevezzük, amikor csak kézi, nem gépesített szerszámokat használnak.
Gépi-kézi munkavégzés ideje (beleértve a kézi gépesítettet is) az az idő, ameddig a munkavállaló közvetlen közreműködésével géppel vagy kézi gépesített szerszámmal (villanyfúró, pneumatikus kalapács, láncfűrész) használó munkavállaló végzi a munkát.
A gépesített és automatizált termelés körülményei között a munkaidő jelentős hányadát az tölti le berendezés felügyeleti ideje . Lehet aktív és passzív is.
A berendezések működésének aktív figyelemmel kísérésének időpontja, hogy a munkavállaló közvetlenül nem végez fizikai munkát, de a munkahelyi jelenléte kötelező a technológiai folyamat előrehaladásának figyelemmel kísérése érdekében.
A passzív felügyeleti idő az az idő, amely alatt nincs szükség a berendezés működésének, technológiai folyamatának folyamatos ellenőrzésére, a monitoring időszakosan történik. Ez az idő felhasználható egyéb munkák elvégzésére, lehetővé téve a berendezés önálló működésének időszakos ellenőrzését.
A munkaidő lehet átfedés és átfedés nélküli. Átfedési idő - bármely munka elvégzésének ideje a berendezés automatikus működésének időszakában. Például a munkavállaló segédmunkáinak ideje és a dolgozó által felügyelt berendezés automatikus működési ideje egyidejűleg történik, azaz átfedik egymást.
Az átfedés nélküli idő a segédmunkák elvégzésének ideje a berendezés leállása esetén (például nyersanyagok nem folyamatos készülékekbe való betöltésekor).
A munkán kívüli idő az alkalomszerű vagy nem produktív munkával töltött idő.
alkalmi munkák - gyártási szükségszerűségből adódó, de a gyártási feladat által nem biztosított munkákról van szó (például hibák kijavítása).
terméketlen munka olyannak minősül, amely nem növeli a termékek mennyiségét és nem javítja a minőségét (például egy rakományos autó túlzott futásteljesítménye a rosszul összeállított útvonal miatt).
Szünetek - ez az az időszak, amely alatt a munkavállaló munka közben nem dolgozik. A munkaidő részét képezi, és meg kell különböztetni az ebédszünettől, amely nem számít bele a munkaidőbe. A munkaközi szünetek idejét a szabályozott és a nem tervezett szünetekre osztják.
A tervezett szünetek ideje magában foglalja a gyártási folyamat technológiája és megszervezése által meghatározott kivehetetlen szünetek idejét, valamint a pihenésre és a személyes szükségletekre (például ipari torna) való időt.
 |
A gyártási folyamat technológiája és szervezete által meghatározott helyrehozhatatlan szünetek idejét az adott technológiai folyamatok lefolyásának sajátos feltételei határozzák meg (például egy felmelegített rész bizonyos hőmérsékletre hűléséhez).
Pihenési és személyes szükségletek miatti szünetet biztosítunk az alkalmazottaknak a munkaképesség helyreállítására a műszak alatt, az ipari torna, a személyes higiénia és saját szükségleteik miatt.
A nem tervezett (eltávolítható) szünetek ideje Ennek oka a normál gyártási folyamat megsértése és a munkafegyelem megsértése.
A munkafegyelem megsértésével okozott szünetek idejét a munkából való késés, a munkahelyről való jogosulatlan távolmaradás, a munkavégzés idő előtti megszüntetése, a munkavégzést más, munkafegyelmet megsértő munkavállaló távolléte miatt nem tudó munkavállaló leállása okozza.
A normál gyártási folyamat megsértése miatti megszakítások ideje szervezési és technikai okokból következik be. Ennek oka a munka és a termelés rossz megszervezése (például a nyersanyagok, anyagok, elektromos áram idő előtti szállítása a munkahelyre, a berendezések idő előtti karbantartása).
Osztályozás a munka tárgyához kapcsolódóan , amely egyben a termelési folyamathoz kapcsolódó osztályozás is (elvégre a munka tárgyának munkatermékké alakításához szükséges költségekről beszélünk) a 2. ábra mutatja.
Meg kell jegyezni, hogy a munkaidő költségeit szabványos és nem szabványosított részekre osztják.
NAK NEK szabványosított munkaidő
tartalmazza az adott feladat elvégzéséhez szükséges költségeket. Tartalmazzák:
- előkészítő és végső idő;
- üzemidő;
- a munkahely szolgálati idejét;
- a szünetek idejét a gyártási folyamat technológia és szervezése biztosítja;
- idő a pihenésre és a személyes igényekre.
Mindezek a költségek benne vannak az időkorlátban.
NAK NEK a munkaidő nem szabványosított költségei ide tartozik a szervezési és technikai okok miatti időveszteség (például berendezések vészleállítása, megszüntethető munkaszervezési hiányosságok).
 A vezető és a beosztottak közötti kommunikáció szabályai
A vezető és a beosztottak közötti kommunikáció szabályai A sörről szóló törvény az Orosz Föderációban: bírságok, legújabb módosítások
A sörről szóló törvény az Orosz Föderációban: bírságok, legújabb módosítások Vállalati pénzügyi források
Vállalati pénzügyi források Termék költségelemzés
Termék költségelemzés Üzleti megbeszélés: a hatékony lebonyolítás titkai Ügyviteli dokumentumok a megbeszélés eredménye alapján
Üzleti megbeszélés: a hatékony lebonyolítás titkai Ügyviteli dokumentumok a megbeszélés eredménye alapján A vállalkozás indításának bejelentési eljárása dokumentált - Mikor kell bejelentést benyújtani
A vállalkozás indításának bejelentési eljárása dokumentált - Mikor kell bejelentést benyújtani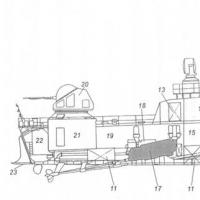 206. Torpedócsónak pr.206 Projekttörténet
206. Torpedócsónak pr.206 Projekttörténet