Производство на исечени фасети. Опрема за подготовка и обработка на исечени фурнири Руски машини за производство на исечени фурнири
Но, во секој случај, производството на фасети бара:
- комора за сушење,
- опрема за одредување на содржината на влага во дрвото,
- опрема за директно производство на фурнир (зависи од начинот на производство на материјалот).
За производство на иверица, најчесто се користат машини за лупење, димензионирање и сечење.
Со помош на машина за пилинг, се добиваат тенки попречни чипови. На овие машини, се обработуваат кратки логови, кои исто така се нарекуваат чураки. На потпората на машината е инсталиран нож, кој, кога ротира дневникот, отсекува слој од дрво од него. За да се подобри квалитетот на фурнирот и да се зголеми неговата сила за време на пилингот на фурнирот, дрвото се стега со помош на владетел за стегање.
Машината за димензионирање се користи за пренос на дневници со делови. Поради способноста за прилагодување на положбата на ножевите на роторот, дневници од различни делови може да се обработуваат на оваа машина.
Машините за пила се дизајнирани за сечење иверица. Тие се карактеризираат со големи димензии што овозможуваат сечење иверица во листови со различна големина.
Производството на иверица се состои од неколку фази:
- избор на материјал;
- отстранување на кората;
- отстранување на слојот на фурнир на машина за пилинг;
- фурнир за сушење.
Првично, дрвото се потопува некое време во вода (времето зависи од густината на дрвото) и се бари на пареа. Впивањето и испарувањето е неопходно за да се даде истото на дрвото физички својстваниз целиот волумен. Следува процесот на сушење комора за сушење... Природното сушење на дрвото не дава хомогеност. После тоа, кората се отстранува од дрвото. Понатаму, материјалот оди на специјална опрема, наменета за производство на иверица.
На машина за пилинг, првиот слој на фурнир се отстранува, по што се дели на посебни листови. Ако има голема количина на влага во фурнирот, се испраќа да се исуши. Следно, листовите за фурнир се залепени. Лепилата се внесуваат во жлебовите на повеќе ролери за лепак. Лепилото се тркала од двете страни на граѓа. Следно, листовите за обложување обложени со лепак се залепени заедно со помош на пневматски, хидраулични или преси за притискање. Кога лепете иверица на собна температура, тие мора да се чуваат во затворен простор околу 6 часа. На покачени температури, лепењето на фурнирот трае само неколку минути.
Ако се произведува свиткана иверица, се користат специјални плочи за алат, кои се карактеризираат со присуство на неколку калапи. Потоа иверица оди до машината за сечење, каде што се сече на листови со различни големини.
Производството на иверица бара посебни линии. Ова е специјализирана опрема што во голема мера го поедноставува производствениот процес. Дрвото во форма на дневник или блок се чисти од разни загадувачи, а кората исто така се отстранува од него. За ова, термички третман на влага се применува неколку часа. Откако дрвото го поминало процесот на омекнување, се фиксира во специјална машина што ротира околу својата оска. Нож за лупење се доведува до чирак и со негова помош се отстранува тенок слој дрво. Оваа постапка генерира струготини. Овие струготини стануваат основа на идната иверица. Фурнирот се сече на листови. Овие листови поминуваат низ процес на сортирање според нивниот квалитет. Ова го зема предвид присуството на пукнатини, јазли и разни мали дефекти.
Излупениот фурнир е најниска цена. Фурнирот е направен на овој начин многу едноставно: на стругсе става парче дрво, се врши негова груба и примарна обработка. Работното парче станува рамно и мазно. И тогаш, истовремено по целата должина, се отстранува одреден предодреден слој. Дрвото за такво производство не мора да биде суво. За време на производството на изшкуркана иверица, специјално машини за мелењекаде што се подложува на соодветна обработка. Во случај на иверица со филм, се користи специјален филм, кој е залепен на врвот на иверица. Благодарение на овој филм, иверица има одлични спецификации, и покачено нивоотпорност на абење. За време на производството, водоотпорната иверица се третира со специјални смоли.
Висококвалитетен фурнир направен од основни и егзотични дрва, како и широк спектар на ексклузивни стебла, се претставени во Кингвуд.
Изразот „фурнирана гардероба“ денес останува само во меморијата на постарата генерација сонародници, а нашите „нови“ производители на мебел, кои не знаат професионална терминологија и зборуваат своја, неразбирлива вест, сами го измислија зборот „фурнир“ На
Во меѓувреме, од времето на Петар, иверица се нарекува тенок слој, исечен или исечен од површината на не само дрво, туку дури и камен. а терминот потекнува од холандската парична казна и шведскиот фанер или фанрет, и воопшто не од германскиот Фурние, како што некогаш беше погрешно напишано во Големата советска енциклопедија и непромислено се реплицираше подоцна на сите Интернет -страници.
И она што многу луѓе го разбираат со иверица денес беше наречено иверица, односно излупена иверица залепена од неколку слоеви, добиена во форма на континуирана лента во процесот на лупење на чирак. Пред лепење, оваа лента се сече на правоаголни празни места, кои се нарекуваат фурнири. Производителите на мебел го користеа како подслој при обложување (обложување) на површини со исечени иверица (нож), и за да не се направи разлика, што првично се подразбираше, нејзините листови со исечени големини, исто така, почнаа да се нарекуваат фурнир за кратко. И во 1978 година, вториот збор беше тивко исклучен од стандардот за иверица, и генерално стана нејасно кој продолжува да обложува и кој „фасетира“. Затоа, неопходно е да се земе предвид дека терминот "фурнир" кај производителите на мебел значи планирана иверица, која се користи за обложување и обложување парчиња мебел.
Врати се на фурнир
Во раните 1990 -ти, надворешните економски односи на нашата земја беа нарушени и снабдувањето со суровини за претпријатијата за производство на исечени фурнири што работеа во тоа време целосно запре. Побарувачката за него исто така нагло опадна. Ова доведе до затворање на повеќето индустрии за планирање и премин на претпријатија кон производство на мебел за кабинети користејќи ја „сувата“ технологија - од ламинирани плочи соочени со терморегулирачка пластика во форма на еднослојни филмови со филер за хартија.
Но во последните годинисе забележува спротивен процес. како што расте културата на потрошувачка на мебел, така и материјалните способности на нашиот купувач, производите за мебел со природен фурнир се с in повеќе во побарувачка, и Рускиот пазарпокриени со увоз. Тоа е, за многу од нашите производители на мебел има неисполнет пазарна ниша, што не е предоцна за окупирање. Ова е олеснето со фактот дека земјата формираше фабрики за производство на исечени фурнири, кои работат на домашни суровини (главно даб), а воспоставен е увоз на реконструиран фурнир од Италија и Кина.
Развојот на производството на предмети за мебел, соочен со природен фурнир, во модерни услови, може да им донесе значителни придобивки на нивните производители: отсуство на интензивна конкуренција со други производители, зголемена профитабилност, постигнување свест за брендот на пазарот за скапи производи и создавање од сопствен бренд.
Но, ова, се разбира, е поврзано со потребата да се опреми производството со нова опрема, чија цена излегува дека е многу висока. Покрај тоа, земјата денес целосно го загуби персоналот на работници и технолози способни да работат со фурнир, а раководителите на повеќето претпријатија дури и не знаат како изгледа оваа технологија.
И денес тоа е фундаментално различно од она што го користеа столари пред половина век, сериозно е подобрено во споредба со она што постоеше во советските претпријатија и е многу покомплицирано од она што се користи денес за изработка на мебел за кабинети користејќи ламинат или друго панели со целосна големина, базирани на дрво, соочени со други методи.
Оваа технологија ги вклучува следните операции:
- надолжно и попречно сечење (сечење) на фурнир во јазли (пакети, поставени по редослед на стрижење на листови) на празни места (парцели);
- отсекување на не-правоаголни фасети за фурнир за фигуриран сет или за комплет со помош на техниката на маркетирање;
- спојување (лепење на рабови) на парцели од фурнир во кошули;
- нанесување лепак на подлогата;
- соочување со празни места со кошули изработени од природен фурнир;
- отстранување на настрешници;
- брусење на фурнирани слоеви (бело брусење).
Секоја компанија што организира страница за подготовка на природен фурнир, пред с all, треба да се грижи за правилно складирање. За овие цели, треба да се распредели посебна затворена просторија со лавици, нужно опремена со систем за следење и одржување на влажноста на воздухот. Пресушениот фурнир станува кршлив, а неговата употреба доведува до зголемување на бројот на отфрлања.
Какви машини ни се потребни




Ориз. 5. Гилотински ножици за сечење јазли со
имплементација на прецизни сечења под секој агол
според програмата поставена од системот ЦПУ
ножици за гилотина се користат за намалување на фасетот до големина (слика 1), и во индустрии од големи размери - комбинација од две такви машини (со долги и кратки ножеви), инсталирани под агол едни на други. Може да користат претпријатија со многу висока продуктивност гилотински ножицисо два паралелни ножеви, овозможувајќи едно сечење да исече два паралелни рабови на ногата на одредена ширина одеднаш.
Во последниве години, за сечење на фурнир, тие почнаа да користат машини за спојување на рабови, кои беа исфрлени од претпријатијата со гилотински ножици. Овие машини се опремени со пили и вертикални вагони за мелење што се движат во хоризонтална насока (слика 2); тие имаат помали димензии и тежина од гилотинските ножици, пониска цена; тие овозможуваат во еден премин да се добие фуга на работ од фурнир, строго нормална на лицето, што не е секогаш можно да се постигне при употреба на ножици и не бара замена на гилотинскиот нож за острење.
Во раните 1970 -ти години, спојувањето на рабовите на парцели со фурнир почна да се изведува со употреба на стаклени влакна со термопластичен лепак (конец за лепак), кој беше нанесен во цик -цак -шема преку спој на парцели во специјална машина (слика 3). Нишката за лепак се нанесува со обратна страназалепени кошули, не треба да се отстрануваат откако ќе се соочите со површината.
Меѓутоа, во последниве години, машините за лепење на фурнир од крај до крај на мазна спојка повторно станаа широко распространети, што исклучува формирање на јаз помеѓу парцелите (слика 4). во средината на 60-тите години на минатиот век, таквите машини ја заменија опремата за лепење на ребра со гумена лента од тогаш користениот густ фурнир (1,2 ... 1,5 мм). Денес, како резултат на подобрувањата во нивниот дизајн, тие овозможуваат спојување на фурнир со дебелина од 0,6 мм.
Многу дрвени облоги се кршливи по должината на зрното. Затоа, од голема важност е да се спречи пукање на неговите краеви. За ова, машините се користат за лепење на краевите со леплива нишка слична на онаа што се користи за лепење на рабовите. се применува во права линија, паралелно со двата попречни рабови на парцелите на нивната не-предна страна.
Удирање и исправување
Најскапите се фурнирани производи, на чии видливи површини се користи фигуриран сет. Постојат доста негови сорти: „во висина“, „во крст“, „во шаховска табла“, „во плик“, со фриз, „во мрежа“ итн. Речиси секој од нив бара сечење парцели со не-правоаголна форма, карактеризирани со висока димензионална точност. Практично е невозможно да ги исечете на конвенционална опрема без последователно рачно монтирање. Затоа, беа создадени специјални ножици за гилотина, кои ги сечеа јазлите со прецизни сечења под секој агол според програмата одредена од системот за ЦПУ (Слика 5). Меѓутоа, моделот на елементите исечени со таква машина се црта рачно, на пример на пластична мрежа со термопластична леплива обвивка што ги држи овие елементи. Уште потешко е да се добие фигуриран сет на елементи со закривена форма, за кои се користат удирања за удирање со специјална опрема, слични на оние што се користат во индустријата за чевли.
При сечење, лепење на рабови и последователно обложување на работни парчиња со природен фурнир, плошноста на неговите парцели и кошули е секогаш од големо значење. Ако фурнирот има брановидност, на пример, како резултат на неправилно сушење по планирањето, нема да биде можно да се постигне висококвалитетно сврзување и фурнирање на ребрата. Затоа, фурнирот, кој има брановидност долж работ, најпрво се навлажнува, а потоа се чува извесно време во брави во ладна преса. Ваквата операција е исто така потребна пред спојување на кратки фурнири на заби по должина, проследено со дуплирање и мелење на предната површина на добиената лента.
Долги фурнирани ленти
Кога вкрстени јазли долги до 4 метри во пократки парцели, неизбежно ќе се формираат употребливи измерени отпадоци до околу 300 мм во должина. нивната употреба за соочување со празни места значително го зголемува корисниот принос на скап материјал. Највообичаениот начин да ги отстраните е да ги споите на скалпест тенон по должината на фурнирот.
За спојување, се користат специјални линии преку тип, изведувајќи цик-цак-сечење на двата краја на фурнирните сегменти и нивно поврзување (слика 6), лепење на попречна лента од хартија или поврзување со спојниците и намотување на добиената континуирана лента со спојување. Фурнир во ролна (слика 7). Таквиот фурнир се користи како материјал за соочувањеза површини за мебел што не се предна или невидливи.
на зашеметената површина на лентата со намотан фурнир, добиена со спојување на неговите сегменти на забен заб по должина, може да се нанесе слој од дупликат материјал. За да го направите ова, на посебна линија, се нанесува лепак, на чиј слој се тркала континуирана лента од порозен материјал (неткаен), конечно залепена со загреани оски.
Резултирачкиот дупликат фурнир обично се меле на предната површина во специјално дизајнирани машини за оваа намена со шкурка од два или три броја. Дуплираниот фурнир може да се користи за соочување со нерамни површини во преси за мембрана, обликувани делови на линии за завиткување и после надолжно сечење на тесни ленти - како материјал за ивица.

Ориз. 7. Инсталација за намотување на фурнирната лента во ролна Сл. 6. Машина за сечење заби на краевите на парчиња фурнир и нивно лепење во лента
Отстранување на настрешници и брусење пред да завршите
Особеност технолошки процеспроизводство на мебел користејќи фурнир - потребата за детално соочување со празни места. Ова го прави неопходно да се воведат во технолошкиот синџир операциите за отстранување на настрешниците и отсекување делови според формат, што бара употреба на двострана машина за сечење (со превоз или преку тип), што истовремено обезбедува постигнување на точната големина на делот и нормалноста на неговите надолжни и попречни рабови. Во малите бизниси, тие можат да се произведуваат со користење Кружна пиласо кочија, која денес е достапна во речиси секое производство. Но, употребата на таква машина за форматирање на работните парчиња е поврзана со висок интензитет на работна сила, не обезбедува стабилен квалитет и прецизност на обработка, а во присуство на линија за обложување не одговара на неговите перформанси.
На големи претпријатијаза сечење на формат на работни парчиња со истовремено отстранување на преклопување на фурнир, комбинирано двострано машини за поврзување со рабовисо единици за димензионирање, дополнително опремени со потпори за брусење на површини на обложување на фурнир. Финалето технолошко работењево производството на работни парчиња, соочени со природен фурнир, изведени непосредно пред завршувањето, е таканареченото бело мелење.
Во модерно производство, за оваа намена се користат машини за мелење со широк појас. Покрај тоа, за мелење фурнир направен од дрво од видови на големи садови, на пример, даб или пепел, понекогаш е неопходно да се користи машина за вкрстено мелење, која со својот попречен појас прво ги меле дрвените влакна што испакнати како гребени до одредена висина, а потоа ја носи површината до потребната грубост со мелење на ремените долж влакната.
Совладувањето на производството на мебел со фурнир не е лесна задача која бара сериозни и скапи одлуки. И не може да се тврди дека созревањето на таквото производство ќе биде брзо.
Но, компанија која ја совлада технологијата на работа со фурнир, ќе може да заземе силна позиција на пазарот и да ја задржи многу години.
Андреј ДАРОНИН,
компанија „Медиатехнологија“,
нарачано од списанието LesPromInform
Скапите видови дрва се одлични суровини за создавање мебел, но не сите луѓе можат да си дозволат такви скапи производи. Со цел да се заштедат вредни дрвени видови и да се намалат трошоците за финалниот производ, беше измислен фурнир. Овој материјал е исклучително популарен денес за обложување мебел. Фурнирот ја повторува 100% моделот, текстурата и сенката на природно дрво.
Специјални машини се користат за создавање на фурнир во фабриките. Фурнир може да биде:
- гранатирано
- испланирано
- пилена.
Според тоа, машината за производство на фурнир е од три вида.
За да се спроведе пилинг на фурнир, суровината мора да се претретира со пареа за да се зголеми неговата пластичност. После тоа, трупците се хранат со машината за отпуштање, каде што кората се отстранува од работното парче, а со тоа и нечистотија и песок, што честопати предизвикува брза заматеност на ножевите за лупење. Со помош на пила, гребените се сечат на блокови со одредена должина. Чурак прво мора да се заокружи, по што можете да започнете со пилинг. Лентата за фурнир што излегува од машината за пилинг е поставена на транспортер што го храни со ножиците. Ножиците го пресекуваат фурнирот во листови со потребниот формат. Фурнирот се става на транспортер во пакет, кој се вади од под ножиците и, со помош на електричен натоварувач, се доставува до машината за сушење. Производите се сушат во фен за ролери, потоа се сортираат на транспортерот и се ставаат во снопови по одделение. Неисправните листови може да се залепат заедно. Ако има јазли на чаршафите, тие се испраќаат до машина за полнење на фурнир, каде што недостатоците се отстрануваат и украсени со влошки за фурнир.
Таквата машина за фурнир ви овозможува да добиете материјал од листови со дебелина од 1,5 до 5 мм од различни видови дрва. Повеќето машини имаат систем што овозможува автоматски режиминсталирајте дневник за последователна обработка.
За да се зголеми продуктивноста и практичноста на работата на операторот, машините се опремени со хидраулични детектори на центарот за подигнување, кои самите ја одредуваат соодветната оска на ротација на работното парче и го усогласуваат со оската на ротација на центрирачките вратила.
Пилинг од парено дрво се користи за бор, елда, бреза. Иверица е направена од излупен фурнир.
Прво на сите, логовите се вкрстени. Во текот на оваа постапка, логовите се сечат на парчиња со потребната должина. Сите сегменти се сечат по должина, како резултат на што се формира лента со две острици. Понекогаш се сече на половина. После тоа, ваншите се третираат со топлина во комора за парење или автоклав.
Понатаму, дамките треба да се исечат на облога за обложување. Исечениот фурнир се суши во сушалки со ролери, се сече и се пакува во снопови. Секој сет содржи специфичен цртеж. Сенката и моделот на дрвото мора да се совпаѓаат во секој сет. Поради оваа причина, листовите за фурнир што се добиваат од секоја утроба за време на планирањето се превиткуваат, сушат и спакувани во снопови точно по редоследот по кој излегле планер... Кога се планираат три дамки во исто време, фурнирот од секој од нив се превиткува во три различни снопови. Пакување фурнири што е завршено, сушено, завиткано и врзано со канап се нарекува кнол.
 Машината за фурнир ви овозможува да креирате тенки листови од скапи видови дрва, кои се одликуваат со необична текстура. Овој материјал е одличен за обложување. Методи за создавање на фурнир:
Машината за фурнир ви овозможува да креирате тенки листови од скапи видови дрва, кои се одликуваат со необична текстура. Овој материјал е одличен за обложување. Методи за создавање на фурнир:
- радијална
- тангенцијално
- радијално-тангенцијално
- тангенцијален крај.
Најатрактивната суровина за фурнири е дабово дрво. Овој фурнир се користи за обложување рустикални парчиња мебел во елитниот сегмент.
Во прилог на фурнир од даб, во специјализирани продавници можете да најдете материјал од јавор, бука, липа, како и махагони.
Фурнирот се сече на специјализирани машини. Има прилично тенка и кревка структура. За да ја завршите површината со фурнир, мора да се поврзете едни со други за да добиете лист што може да се тркала во ролни. Фурнирот е поврзан на два начина:
- лепење
- шиење.
Овие методи се подеднакво популарни во производство на мебел... Шиењето со фурнир се изведува на машина или рачно. За мали работилници, развиени се рачни уреди за лепење или шиење на фурнири. Со помош на специјален уред, лепилото или термичката нишка се загрева, а во форма на цик -цак се нанесува на главната страна.
 Денес машините за шиење на фурнири се мали, самостојни машини. Таквата машина е контролирана од еден специјалист. Целата работа на нив се изведува прецизно, ефикасно и доволно брзо.
Денес машините за шиење на фурнири се мали, самостојни машини. Таквата машина е контролирана од еден специјалист. Целата работа на нив се изведува прецизно, ефикасно и доволно брзо.
Рачно шиење е с and поретко, главно во антички, реставраторски и авторски работилници.

Машини за копирањесе многу корисни за создавање на одреден дел од образец за мали големини на серии. Машината за копирање се користи и во претпријатија ангажирани во производство на производи за големи клиенти на големо, и во мали работилници, како и за домашна употреба. Индустриските машински алати се способни да создаваат производи во речиси неограничени количини. Сепак, во оваа статија ќе зборуваме за тоа како да направите машина за мелење копии со свои раце за производство на мебел од мали размери.
21 мартИсечениот фурнир е тенок слој од дрво со прекрасна текстура и боја. Најчесто се користи како материјал за соочување во производството на мебел.
Како суровина за производство на исечени фурнири, обично се користат карпи со убава боја и текстура. Ова е дрво од тропски видови, како и видови што растат на територијата на Русија. Повеќето од тропските видови дрва што се користат во производството на исечени фурнири доаѓаат од Африка. Главно се користат: акажу (африкански махагони), сапеле, сипо, косипо, тпама-единам, котибе, фрамира, дибету (африкански орев). Исто така се користат дрвени видови од Индија, Виетнам, Лаос. Од домашни суровини се користат: пепел, бука, даб, јавор, брест, брест, орев, костен, чинар, кадифе, кора од бреза, топола, бреза, ела, круша, јаболко, цреша, ариш и други.
Планирање на фурнир, како пилинг, е сечење дрво низ житото. Шематски дијаграм на процесот на планирање е прикажан на сл. 37. На ист начин како и при пилинг, стегање на фурнир се изведува со помош на владетел за стегање.
Ориз. 37. Планирање на фурнир:
1 - нож; 2 - владетел за стегање; 3 - осипување
Дебелината на исечениот фурнир зависи од видот на дрвото. За дисеминирани васкуларни листопадни видови, тоа е еднакво на 0,4; 0,6 и 0,8 мм (бука, орев, јаболко, круша, црвени и лимонови дрвја); за прстенест васкуларен - 0,8; 1,0 мм (даб, брест, црница, костен). Фурнир од меко дрво има дебелина од 0,8; 1,0 мм
Должината на фурнирните плочи е од 550 мм и повеќе. Ширината зависи од одделението: I одделение - не помалку од 120 mm, II одделение - не помалку од 80 mm, влага на фурнир 8 ± 2%.
Вкрстеното сечење на трупците во гребени се изведува со користење на истата технологија како пила на трупци во блокови пред лупење.
За производство на исечен фурнир, должините на трупците мора да бидат ограничени на најмалку две рамни или паралелни површини, кои се основата и почетната површина на планирањето.
Постојат неколку начини за надолжно сечење на трупци во брановидни кревети. Изборот на шема за сечење е диктиран од големината на суровината, видот на дрвото и саканата текстура.
Исеченото фурнирско јадро не е дозволено. Исто така, се отстранува светло-обоена или невообичаена соковина.
За сечење трупци во надолжна насока, се користат пили со хоризонтална или вертикална лента и рамки за хоризонтална пила. Првите се пошироко користени, бидејќи обезбедуваат висока точност на сечење, чисто сечење и овозможуваат сечење трупци со голем дијаметар. Исто така, широко се користат високо специјализирани кружни пили на фирмата „Анџело Кремона“ (Италија), нивната карактеристична карактеристика е способноста да се сврти логот под секој агол околу неговата надолжна оска.
Разговаравме за хидротермална обработка на трупци пред планирање во делот 4.3.
Фурнирањето се изведува на машини за планирање на хоризонтална, вертикална или наклонета фасета. Бандажите се снабдуваат со машини за обложување на фурнири со помош на кранови со мостови (или монорелфен телфер).
Во моментов, хоризонталните машини на застарени модели (FMM-3100, FMM-4000, DK-4000, итн.) Постепено се заменуваат со хоризонтални машини со механизам за откачување-DKV-3000, DKV-4000 (Чехословачка), наклонети машини-TN28 , TN35, TA40 (Италија), како и вертикални машини SM / 36, SM / 40, SM / 46, SM / 52 (Германија). Се шират машините за планирање на фурнири на фирмите „Анџело Кремона“ (Италија), Грензебах-БСХ (Германија), брендот MZQ 200; 250 фирми "Ками-Станкоагрегат" (Русија) и други (слика 38-40)
Фурни планери Capital Machine Co. АД (САД) се специјално дизајнирани за производство на тенок фурнир, тие се способни да произведат најтенкиот фурнир во светот - дебел 0,005 "(0,127 mm). Максималната дебелина на фурнирот може да биде до 0,250" (6,35 mm).

Ориз. 38. Шема на работа на хоризонтален фурнир: 1 - машинска маса, 2 - стеги; 3 - решетки; 4 - поддршка; 5 - стегач на владетел; 6 - нож за планер

Ориз. 39. Хоризонтален обложувач ТН "Анџело Кремона"


Ориз. 40. Планер за вертикален фурнир марка TZ / E "Анџело Кремона"
На хоризонтални машини, сечењето се изведува во хоризонтална рамнина, главното работно движење со повратни движења се изведува со нож, а движењето на хранењето на материјалот се изведува во вертикална рамнина за време на мирување, со количина еднаква на дебелината на отстранетиот слој (дебелина на фурнир). Недостаток на оваа опрема е принудното сопирање на ударот на дебеломер пред да се смени правецот на движење (повреда на непречено трчање, абење на опремата, намалување на брзината на сечење).
На вертикални машини, материјалот што треба да се обработи се става на кочија што возвраќа во вертикална рамнина. Ножот е инсталиран на потпора што периодично се движи хоризонтално за да се отстрани дрвото со потребната дебелина. Овие машини се компактни, погодно е да изберете фурнир од машината. Но, само еден бар може да се инсталира на превозот.
Машините за навалување се погодни за собирање на фурнир. Тие се помалку енергетски интензивни, имаат помали димензии (подобрена вертикална машина).
Количината на фурнир изработена од една ванца (Ф, м 2) се одредува со формулата:
каде што D е дијаметарот на гребенот од кој се сечат венките, земен во средината на неговата должина, мм;
H 1 - висината на сегментот, одделена од бравата за време на неговото надолжно сечење, мм;
H 2 - дебелината на таблата што останува по планирањето на таванот, мм;
S - дебелина на фурнир, мм;
l е должината на стапчето, m;
b cf - просечна ширина на листот, m.
Во процесот на планирање, листовите од фурнир се наредени во пакет (ногал) во редоследот по кој ја напуштаат машината. Ова го олеснува совпаѓањето на листовите по текстура кога ги лепите на работ.
Произведениот фурнир се суши, сортира, сече и пакува.
За сушење, се користат сушалки со ролери и ремени. Режимите на сушење се поблаги од оние на ротациониот фурнир: температура на сушење 80 ... 130 о С; влажност - 15 ... 25%; време на сушење 6… 35 мин.
Цена: 31.000 американски долари (1 962 025)
Дизајниран за производство на исечени фурнири со различна дебелина. Работата на машината овозможува ...
Цена: 52.000 американски долари (3 291 139 ₽)
Дизајниран за планирање дрвени блок материјали од природна влага за да се добие ...
Цена: 169.000 американски долари (10 696 203)
Планирањето се изведува на реципрочен начин, со што се обезбедува висока продуктивност и ...
Компанијата TehLesProm им нуди на клиентите од Москва и други градови да купат опрема за обработка на дрво, вклучително и машини за обложување на фасети. Тие се барани во индустрии поврзани со производство на мебел, паркет, плочи за контејнери и разни видови материјали за соочување.
Реализираните машини за планирање ни овозможуваат да произведеме висококвалитетен, издржлив, благороден и надворешно спектакуларен материјал. Уредите овозможуваат обработка со повратни движења. Тие се погодни за работа со блок материјали кои имаат природна влага.
Што да барате при изборот на дрво за обложување?
Цената за различни модификации на фасети за обложување варира во зависност од нивната функционалност, технички и оперативни параметри. При изборот, обрнете внимание:
- на стапката на напојување на материјалот (перформансите на опремата зависат од ова);
- присуство или отсуство на ограничувања за должината на работните парчиња;
- дебелината на добиениот фурнир;
- аголот на наклон на ножот за планер;
- моќност на електричниот мотор;
- максималната дебелина и ширина на работното парче.
Ние нудиме да ја нарачате опремата преку телефонски контакт со менаџерот на "TechLesProm". Нашиот консултант ќе ги прикаже условите за испорака и ќе одговори на сите прашања.
Популарни производи
Цена: 24.000 долари (1 518 987)
Цена: 37.500 долари (2 373 418)
 Техничка стандардизација на работата на машински алати Пресметка на општи одредби Стандардизација на работата на машински алати според стандарди
Техничка стандардизација на работата на машински алати Пресметка на општи одредби Стандардизација на работата на машински алати според стандарди Метод на тестирање за израмнување
Метод на тестирање за израмнување Ултразвучно испитување на цевки
Ултразвучно испитување на цевки Метод за одредување на карактеристиките на состојбата на напон-напрегање на материјали од делови и конструкции Инструменти за мерење на состојба напрегање-напрегање
Метод за одредување на карактеристиките на состојбата на напон-напрегање на материјали од делови и конструкции Инструменти за мерење на состојба напрегање-напрегање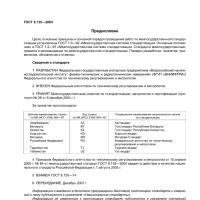 Подготовка на индикаторски раствори Подготовка на тампон раствори за pH метрија
Подготовка на индикаторски раствори Подготовка на тампон раствори за pH метрија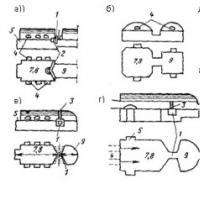 Физикохемиски основи на технологија за стакло и ситал
Физикохемиски основи на технологија за стакло и ситал Спецификација на опремата ГОСТ
Спецификација на опремата ГОСТ