Klassifisering av arbeidstidskostnader for rasjoneringsformål. Arbeidsrasjonering: registrering av arbeidstiden til sentrale produksjonsarbeidere. Navn på arbeidstidskostnader
Klassifiseringen av arbeidstidskostnader inkluderer klassifiseringen av arbeiderens arbeidstidskostnader og klassifiseringen av tiden brukt på utstyr.
Klassifisering av entreprenørens arbeidstidskostnader.
I alle typer arbeid arbeidstid utøveren er delt inn i arbeidstid og pausetid (fig. 2).
Ris. 2. Fordeling av arbeidstid
Arbeidstid er perioden hvor arbeidstakeren forbereder seg på arbeidet, dets umiddelbare gjennomføring og fullføring.
Arbeidstiden for å fullføre en produksjonsoppgave er tiden brukt på å forberede og direkte utføre oppgaven den består av forberedende og endelig tid, driftstid og vedlikeholdstid på arbeidsplassen.
Forberedende-finale (PZ) er tiden den ansatte bruker på å forberede seg til å utføre arbeidet og fullføre det (motta et oppdrag for arbeidet og bli kjent med dets innhold, innhente materialer, dokumentasjon, verktøy, motta instruksjoner om prosedyren for å utføre arbeidet arbeid, installasjon av verktøy i utstyret, justering av det, fjerning av verktøyet fra utstyret etter fullført arbeid, levering ferdige produkter, verktøy, enheter, dokumentasjon osv.).
Mengden forberedende og siste tid avhenger ikke av mengden arbeid for å fullføre produksjonsoppgaven, derfor, jo større volum oppgaven er, desto mindre blir andelen forberedende og siste tid på arbeidsenheten for denne oppgaven.
Driftstid (OP) er tiden en ansatt eller gruppe ansatte utfører en produksjonsoppgave direkte. Den er delt inn i hoved- og hjelpetid.
Hovedtiden (O) er tiden hvor arbeidsobjektet gjennomgår kvantitative og kvalitative endringer, samt en endring i posisjon i rommet. For eksempel bearbeide en del i en maskin i metall og trebearbeiding, sy sammen deler av et produkt i klesproduksjon, tidspunktet for aktiv overvåking av fremdriften til maskinvareprosessen i kjemisk produksjon, bilkjøring ved godstransport i veitransport.
Hjelpetid (B) brukes av utøveren på handlinger som sikrer fullføringen av hovedarbeidet (installasjon av arbeidsgjenstander i maskinen og fjerning fra den i produksjon av verktøymaskiner, ta mål av delen som produseres, laste utstyr med rå materialer og materialer i næringsmiddelindustrien, endre utstyrets driftsmodus osv.).
Arbeidsplassvedlikeholdstid (WBS) er tiden brukt på å ta vare på arbeidsplassen og holde utstyret i god stand. Det er delt inn i tid vedlikehold og organisatorisk tjenestetid.
Tiden for teknisk vedlikehold (Teknisk) av en arbeidsplass er knyttet til stell av utstyr ved utførelse av en spesifikk oppgave på dette utstyret (bytte av utslitt verktøy, sette opp og smøre utstyr, bytte patroner i kontorutstyr, etc.).
Organisatorisk tjenestetid (Org) er tiden for å holde arbeidsplassen i orden (rydde opp i produksjonsavfall, flytting av beholdere med emner og ferdige produkter på arbeidsplassen, vask og rengjøring av biler osv.).
Avhengig av arten av den ansattes deltakelse i produksjonsoperasjoner, er arbeidstiden delt inn i selvlaget, tidspunkt for maskinmanuelt arbeid og tidspunkt for observasjon av utstyrsdrift.
Manuell arbeidstid refererer til arbeid uten bruk av maskiner eller mekanismer, når kun håndholdte, ikke-mekaniserte verktøy brukes.
Tiden for maskinelt arbeid (inkludert manuelt mekanisert arbeid) er den tiden arbeidet utføres av en maskin med direkte deltakelse av en ansatt eller av en ansatt som bruker et håndholdt mekanisert verktøy (for eksempel en elektrisk drill , en pneumatisk hammer, en motorsag).
Under forhold med mekanisert og automatisert produksjon brukes en betydelig del av arbeidstiden til å observere produksjonsprosessen. Den kan være aktiv eller passiv.
Tiden for aktiv observasjon (A) av driften av utstyret består i det faktum at den ansatte ikke direkte utfører fysisk arbeid, men hans tilstedeværelse er nødvendig på arbeidsplassen for å overvåke fremdriften til den teknologiske prosessen.
Passiv observasjonstid (Pas) er tiden der det ikke er behov for konstant overvåking av utstyrets drift eller den teknologiske observasjonen utføres med jevne mellomrom. Denne tiden kan brukes til å utføre annet arbeid som tillater periodisk overvåking av den uavhengige driften av utstyret. Arbeidstiden kan være overlappende eller ikke-overlappende.
Overlappingstid er tiden for å utføre ethvert arbeid i perioden med automatisk drift av utstyret. Tiden brukt på å utføre for eksempel hjelpearbeid av en ansatt og driftstiden til utstyret han passivt observerer overlapper hverandre, det vil si at de utføres samtidig.
Utførelsestid kalles ikke-overlappende hjelpearbeider når utstyret stoppes, for eksempel ved lasting av råvarer i intermitterende enheter.
Arbeidstid som ikke dekkes av produksjonsoppgaven (NT) er tiden brukt på å utføre tilfeldig eller ikke-produksjonsarbeid.
Tilfeldig arbeid (CP) er arbeid som ikke er gitt av produksjonsoppgaven, men forårsaket av produksjonsnødvendighet for eksempel for å rette opp defekte produkter.
Uproduktivt arbeid (UP) anses å være arbeid som ikke øker produksjonsvolumet eller forbedrer kvaliteten. For eksempel overdreven kjørelengde på et lastet kjøretøy på grunn av feil rute.
Arbeidspausetid (P) er perioden hvor en ansatt, mens han er på jobb, ikke jobber. Det er delt inn i tidspunktet for regulerte pauser og tidspunktet for uregulerte pauser.
Tidspunktet for regulerte pauser (BR) innebærer tid til hvile, personlige behov, industriell gymnastikk, pausetid fastsatt av teknologi og organisasjon produksjonsprosessen.
Hvile- og personlige behovspauser (Ex) gis til ansatte for å gjenopprette ytelsen under arbeidsskiftet, for å utføre industrielle øvelser, samt personlig hygiene og naturlige behov.
Tidspunktet for uunngåelige avbrudd etablert av teknologien og organiseringen av produksjonsprosessen (PTP) bestemmes av de spesifikke betingelsene for forekomsten av spesifikke teknologiske prosesser. For eksempel en pause for en oppvarmet del for å kjøle ned til en viss temperatur, en pause for tørking av malte overflater.
Tidspunktet for uregulerte (flyttbare) pauser (PBT), som er forårsaket av forstyrrelser i den normale flyten av produksjonsprosessen og brudd arbeidsdisiplin.
Avbrudd forårsaket av forstyrrelser i normal flyt av produksjonsprosessen (PNT) oppstår av organisatoriske og tekniske årsaker på grunn av dårlig organisering av arbeidskraft og produksjon (sen innlevering til arbeidsplass råvarer, materialer, elektrisitet, utidig utstyrsvedlikehold), samt på grunn av teknologibrudd som fører til ulykker eller uforutsett utstyrsstans.
Pauser forårsaket av brudd på arbeidsdisiplin (ILP) oppstår på grunn av forsinket arbeid, uautorisert fravær fra arbeidsplassen, for tidlig avslutning av arbeidet, samt nedetid for arbeidere som ikke kan utføre sine oppgaver på grunn av fravær av andre ansatte som bryter arbeidsdisiplinen .
Arbeidstidskostnader er delt inn i standardiserte og ikke-standardiserte.
Standardiserte arbeidstidskostnader inkluderer kostnadene som er nødvendige for å fullføre en gitt jobb. Disse inkluderer: forberedelse og sluttid, driftstid, tid for service på arbeidsplassen, tid for pauser gitt av teknologien og organiseringen av produksjonsprosessen, tid til hvile og personlige behov. Disse kostnadene er inkludert i tidsnormen.
Ikke-standardiserte kostnader for arbeidstid inkluderer tap av tid på grunn av organisatoriske og tekniske årsaker (nødstans av utstyr, fjernbare mangler i arbeidsorganisering), samt på grunn av brudd på arbeidsdisiplin (nedetid av utstyr på grunn av forsinkethet, fravær, utidig oppstart og for tidlig avslutning av arbeid fra den enkelte ansattes side).
Den totale mengden standardiserte kostnader per produksjonsenhet kalles stykkkostnadstid og bestemmes av formelen
![]()
der Tпз er den forberedende og siste tiden for et parti med produkter; n - produktbatchstørrelse; til - hovedtid; tв - hjelpetid; tob - servicetid på arbeidsplassen; ttl - tid for hvile og personlige behov; tpt - tidspunkt for standardiserte pauser av organisatoriske og tekniske årsaker.
Klassifiseringen av arbeidstidskostnader bestemmer strukturen til en teknisk begrunnet tidsnorm. Analyse av strukturen til arbeidstidskostnadene lar oss identifisere mengden tapt arbeidstid, samt irrasjonell bruk av arbeidstid på arbeidsplassen.
Klassifisering av tid brukt på utstyr
De strukturelle elementene i tidsbruken med utstyr sammenfaller i stor grad med elementene i entreprenørens arbeidstid.
Dermed er tiden for utstyrsbruk delt inn i arbeids- og pausetid.
Driftstiden til utstyret består av driftstiden til utstyret for å fullføre produksjonsoppgaven og driftstiden for utstyret som ikke er tilrettelagt ved oppfyllelsen av produksjonsoppgaven.
Driftstiden til utstyr for å fullføre en produksjonsoppgave kalles driftstid og er delt inn i primær- og hjelpetid.
Hovedtiden er delt inn i maskinmanuell tid og maskin (maskinvare) tid.
Maskinmanuell tid er tiden utstyret opererer med direkte medvirkning fra arbeideren.
Maskin (maskinvare) tid er tidspunktet for automatisk drift av utstyr, når arbeiderens funksjoner er begrenset kun til observasjon og justering.
Hjelpetid er tid som ikke overlappes maskin tid når utstyr stoppes for å utføre viktig arbeid, for eksempel tid til å installere eller fjerne en del fra en maskin.
Ved utstyrsdrift kan driftstid også deles inn i maskin-(maskinvare)fri tid og tiden utstyret opererer med medvirkning av en arbeider.
Maskinfri tid er tiden utstyret fungerer når det ikke krever direkte medvirkning fra en arbeider.
Driftstiden for utstyr med deltakelse av en arbeider er tiden en arbeider er opptatt med å utføre service på utstyr under vedlikehold av flere maskiner (flerenheter) eller driftstid minus maskin (maskinvare) ledig tid.
Driftstiden for utstyr som ikke er tilrettelagt ved utførelse av en produksjonsoppgave, består av tiden for ikke-produktivt arbeid og tiden for tilfeldig arbeid.
Tidspunktet for pauser i utstyrsdrift er delt inn i tidspunktet for regulerte og uregulerte pauser.
Tidspunktet for regulerte pauser er delt inn i: pausetiden knyttet til klargjøring av utstyr for arbeid og med dets organisatoriske og tekniske vedlikehold; under pauser gitt av teknologien og organiseringen av produksjonsprosessen (utstyrsreparasjoner etter planen, uunngåelige teknologiske pauser); i pauser for hvile og personlige behov til arbeideren.
Uregulerte pauser kan oppstå på grunn av avbrudd i produksjonsprosessen (mangel på elektrisitet, råvarer, materialer, etc.), samt på grunn av en arbeiders brudd på arbeidsdisiplinen (kommer for sent, forlater arbeidsplassen tidlig, etc.).
Tidspunktet for uproduktivt og tilfeldig arbeid, tidspunktet for pauser forårsaket av brudd på arbeidsdisiplin og forstyrrelser i produksjonsprosessen regnes som ikke-standardisert arbeidstid. Utstyrets gjenværende driftstid normaliseres.
En rekke produksjonsprosesser og former for arbeidsorganisasjon, annet innhold og repeterbarheten av arbeidstidskostnader, så vel som formålene med studiene deres, nødvendiggjør bruk av forskjellige metoder og observasjonsteknikker, og annet utstyr.
Metoder for å studere og typer overvåking av arbeidstidskostnader kan klassifiseres etter følgende kriterier:
Ved observasjonsmetode - kontinuerlige, prøve, periodiske, sykliske, momentane observasjoner
I henhold til objektet for observasjon - individ, gruppe
I henhold til formen for registrering av observasjonsresultatene
Digital, indeks, grafikk, oscilloskop, kombinert
I henhold til metoden for observasjon - visuelt, ved hjelp av instrumenter.
Metoden for kontinuerlige (kontinuerlige) målinger brukes i alle produksjonsprosesser når ulike former organisering av arbeid og typer studier av arbeidstid (timing, fotografering); lar deg få det mest komplette, detaljerte og nøyaktige bildet av ikke bare gjennomsnittet, men også de faktiske kostnadene og tapet av arbeidstid i henhold til innholdet, omfanget og implementeringssekvensen.
Periodisk observasjonsmetode, som brukes til gruppe- og rutefotografering, lar deg: få data om antall tilfeller av forekomst av visse kostnader, tap av arbeidstid eller nedetid for utstyr. Observasjon utføres samtidig over arbeidet til et stort antall arbeidere eller utstyrsdeler. Samtidig dekning er opptil 20 objekter, noen ganger kan én person overvåke 70 arbeidere.
Prøvetakingsmetode brukes hovedsakelig i timing, når individuelle elementer i en operasjon studeres. Det er mest brukt i studiet av hjelpetidsteknikker i forhold til arbeidsorganisasjon med flere maskiner og maskinvareprosesser.
Syklisk målemetode- en type selektiv observasjonsprosess - brukes bare for timing, når det er nødvendig å måle tidspunktet for å utføre teknikker (handlinger eller bevegelser) med svært kort varighet, og derfor er det umulig å nøyaktig registrere tidspunktet for utførelse av dem ved å bruke konvensjonelle observasjonsmetoder (ved hjelp av stoppeklokker). Her foretas tidsmålinger i grupper av individuelle teknikker.
Momentan observasjonsmetode kostnaden for tapt arbeidstid og utstyrsbruk over tid er basert på sannsynlighetsteori og er en type prøvetakingsmetode. For at observasjonsresultatene skal reflektere faktisk bruk av arbeidstid, må følgende vilkår være oppfylt:
*observasjoner av visse arbeidstidsutgifter må være tilfeldige og like mulige;
*antall observasjoner (utvalgsstørrelse) må være stort nok til å pålitelig karakterisere det observerte fenomenet som helhet.
Når du studerer arbeidsprosesser, er løsningen av to problemer av største betydning: å bestemme den faktiske tiden brukt på å utføre elementer av operasjoner ( arbeiderbevegelser, handlinger.); bestemme strukturen på tidsbruk under et arbeidsskift eller deler av det. Avhengig av formålet med studien brukes tre metoder for å studere kostnadene ved arbeidstid: timing, FW, fototiming.
| Klassifiseringen av metoder for å studere arbeidstidskostnader er presentert i tabell 3. Tabell 3 - Klassifisering av metoder for å studere arbeidstidskostnader | |
| Klassifiseringsskilt | Forskningsmetode |
| Formålet med studien | - fotografi av arbeidstid; - timing; - fotografisk timing |
| Antall observerte objekter | - individuell; - gruppe; - rute |
| Forskningsskjema | - direkte tidsmålinger; - metode for øyeblikkelige observasjoner |
| Skjema for dataregistrering | - kontinuerlig, kontinuerlig observasjon; - selektiv observasjon; - syklisk observasjon |
| Type observasjon | - visuell; - ved bruk av automatiske måleenheter |
| Observatør | - utenforstående observatør; - utøveren selv |
| Påmeldingsskjema | - digital; - indeks; - grafikk; - fotografering, filming |
Arbeidstidskonsept
Arbeidstid måles på ulike måter. Dette kan være et skift, en dag, en uke, en måned eller et år. Denne gangen er et mål på arbeidsvurdering. Arbeidsskiftlengden varierer avhengig av forskjellige land og av ulike typer arbeidsaktivitet, arbeidsforhold og yrker.
Hensikten med å klassifisere arbeidstidskostnader
Denne klassifiseringen gjør det mulig å etablere optimale mengder arbeidstid, identifisere andelen bortkastet tid og bestemme retninger for å øke arbeidsproduktiviteten i bedriften.
Klassifisering av arbeidstidskostnader
Arbeidstidskostnader er delt inn i separate kategorier og typer. Ved sammenstilling av klassifiseringen er det tatt hensyn til proporsjoner og størrelser av bestanddelene i hele arbeidstiden.
Arbeidstiden er generelt delt inn i:
- tid brukt på å fullføre en produksjonsoppgave (arbeidstid);
- tid brukt på en pause fra jobben.
I sin tur er arbeidstiden delt inn i:
- forberedende og siste tid;
- operasjonell tid;
- tjenestetid på arbeidsplassen.
Forberedende-siste tid innebærer å bruke tid på å forberede seg til begynnelsen arbeidsprosess og på slutten av en slik prosess. For eksempel utfører en arbeider kvoten til en bestemt oppgave (produserer produkter) ved hjelp av noe utstyr. Før du starter arbeidet, må arbeideren forberede arbeidsplassen (oppstart av utstyr, oppvarming osv.). Ved slutten av arbeidsoppgaven skal arbeideren sette utstyret i forsvarlig stand (fjerne, smøre, tørke av osv.).
Merknad 1
Det er verdt å merke seg at hvor lang tid som brukes på forberedelse og fullføring av arbeid ikke avhenger av standardene for å fullføre oppgaven. For eksempel må hundre enheter produseres eller tre hundre enheter - tiden brukt på forberedelse og fullføring av arbeidet vil alltid være konstant. I denne forbindelse utvikles de høyest mulige standarder som vil rettferdiggjøre kostnadene ved å forberede og fullføre arbeidet.
Driftstid er tiden brukt direkte på å fullføre en produksjonsoppgave (overholdelse av standarder).
I sin tur er driftstiden delt inn i:
- hovedtid;
- hjelpetid.
Grunntid er tiden hvor selve produksjonen av arbeidsobjektet finner sted.
Hjelpetid er tid som sikrer kvalitetstid brukt på primærtid. Dette kan være installasjon eller utskifting av enkelte deler i utstyret, stopp mesteparten av tiden for å kontrollere kvaliteten på produserte produkter osv.
Vedlikeholdstid på arbeidsplassen innebærer å bruke tid på å holde arbeidsplassen i orden.
På sin side er slik tid delt inn i:
- vedlikehold;
- organisatoriske tjenester.
Vedlikehold på arbeidsplassen sikrer jevn drift av utstyr og verktøy.
Organisatoriske tjenester inkluderer vedlikehold av arbeidsplassen (layout, layout, etc.).
I tillegg til disse typer arbeidstidskostnader kan det være andre typer.
Arbeidstid som ikke er gitt av produksjonsoppgaven. I dette tilfellet mener vi tilfeldige og uforutsette oppgaver. For eksempel, under et strømbrudd, er det nødvendig å bruke tid på å starte generatoren.
Også tid kan brukes på ikke-produktivt arbeid, det vil si på oppgaver som på ingen måte er relatert til produksjonskrav.
Tidspunktet for pauser i arbeidet kan være regulert eller uregulert.
Uplanlagte pauser kan forekomme både av produksjons- og ikke-produksjonsmessige årsaker.
Arbeidstid for utfører av arbeid er delt inn i åpningstider (hvor arbeideren utfører dette eller det arbeidet som er forutsatt eller ikke tilrettelagt av produksjonsoppgaven) og pausetid på jobb (der arbeidsprosessen ikke gjennomføres av ulike årsaker). Strukturen til en arbeiders arbeidstid er presentert i figur 6.1.
Så, åpningstider er delt inn i to typer kostnader: fullføringstid for produksjonsoppgave (T PROIZ) Og arbeidstid som ikke er gitt av produksjonsoppgaven (T UNPROISE) - tid brukt på å utføre operasjoner som ikke er typiske for en gitt ansatt, som kan elimineres.
Fullføringstid for produksjonsoppgave inkluderer forberedende og endelig, drifts- og vedlikeholdstid på arbeidsplassen.
Forberedende og siste tid (T PZ)- dette er tiden brukt på å forberede seg selv og sin arbeidsplass til å fullføre en produksjonsoppgave, samt på alle handlinger for å fullføre den. TIL denne arten arbeidstidskostnader inkluderer tidspunktet for mottak av en produksjonsoppgave, verktøy, inventar og teknologisk dokumentasjon, kjennskap til arbeidet, motta instruksjoner om prosedyren for å utføre arbeidet, sette opp utstyr for riktig driftsmodus, fjerne inventar, verktøy, utlevering over ferdige produkter til kvalitetskontrollavdelingen mv. Siden det særegne ved denne kategorien tidsforbruk er det faktum at verdien ikke avhenger av mengden arbeid som utføres på denne oppgaven, så i stor skala og masseproduksjon per produksjonsenhet er denne tiden ubetydelig i verdi og tas vanligvis ikke i betraktning ved etablering av standarder.
Driftstid (T OPER)– dette er tiden hvor arbeideren fullfører oppgaven (endrer egenskapene til arbeidsobjektet); gjentas med hver enhet eller et visst volum av produksjon eller arbeid. På maskinen fungerer den er delt inn i hoved (teknologisk) og hjelpe.
Grunnleggende (teknologisk) tid (T OSN),- dette er tiden brukt direkte på en kvantitativ og (eller) kvalitativ endring i emnet arbeid, dets tilstand og plassering i rommet.
Til hjelpetid(T VSP) handlinger som er nødvendige for å utføre hovedarbeidet utføres. Det gjentas enten med hver bearbeidet produksjonsenhet, eller med et visst volum av den. Hjelpetid omfatter tid for lasting av utstyr med råvarer og halvfabrikata, lossing og fjerning av ferdige produkter, montering og sikring av deler, flytting av arbeidsgjenstander innenfor arbeidsområdet, drift av utstyr, kvalitetsovervåking av produserte produkter mv.
Tiden brukt på å ta vare på arbeidsplassen og holde utstyr, verktøy og innretninger i stand under skiftet klassifiseres som tjenestetid på arbeidsplassen (T OBSL). I maskin og automatiserte prosesser det inkluderer teknisk og organisatorisk vedlikeholdstid for arbeidsplassen.
Ved tidspunktet for vedlikehold på arbeidsplassen (T SUPPORT TECHN) refererer til tiden som brukes til å betjene arbeidsplassen i forbindelse med utførelse av en gitt operasjon eller spesifikt arbeid (utskifting av sløvt verktøy, justering og finjustering av utstyr under arbeid, fjerning av produksjonsavfall, inspeksjon, rengjøring, vask, smøreutstyr, etc. ).
Organisatorisk tjenestetid (T OBS.ORG) – dette er tiden en arbeider bruker på å holde arbeidsplassen i stand under et skift. Det avhenger ikke av egenskapene til en bestemt operasjon og inkluderer tiden brukt på å motta og overlate et skift, legge ut i begynnelsen og rengjøre. ved skiftslutt verktøy, dokumentasjon og annet nødvendig for arbeidsgjenstander og materialer mv.
I enkelte bransjer (kull, metallurgisk, mat osv.) er ikke tiden som brukes til å betjene arbeidsplassen allokert, men refererer til forberedende og endelig tid.
Arbeidstid ikke avsatt av produksjonsoppgaven, - tid brukt av en ansatt på å utføre tilfeldig og uproduktivt arbeid. Å utføre uproduktivt og tilfeldig arbeid gir ingen økning i produksjonen eller forbedring av kvaliteten og er ikke inkludert i standard stykketid. Disse kostnadene bør være gjenstand for spesiell oppmerksomhet, siden reduksjonen deres er en reserve for å øke arbeidsproduktiviteten.
Tid for å utføre tilfeldig arbeid (T SL.WORK)- dette er tiden brukt på å utføre arbeid som ikke er gitt av produksjonsoppgaven, men forårsaket av produksjonsnødvendighet (for eksempel transport av ferdige produkter, utført i stedet for en hjelpearbeider, gå for arbeidsordrer, teknisk dokumentasjon, råvarer, blanks, verktøy, søker etter en formann, servicetekniker, verktøy som ikke utfører hjelpe- og reparasjonsarbeid osv.).
 |
Figur 6.1 – Klassifisering av entreprenørens arbeidstidskostnader
Ikke-produktiv arbeidstid (T KONTINUERLIG ARBEID)- dette er tiden brukt på å utføre arbeid som ikke er forutsatt av produksjonsoppgaven og ikke er forårsaket av produksjonsnødvendighet (for eksempel produksjon og korrigering av produksjonsfeil, fjerning av overskytende kvoter fra et arbeidsstykke, etc.)).
I tillegg til ovennevnte, avhengig av arten av den ansattes deltakelse i produksjonsoperasjonen, driftstid kan deles inn i:
- manuell arbeidstid(uten bruk av maskiner og mekanismer);
- maskinmanuell arbeidstid utført av maskiner med direkte deltakelse av en ansatt eller av en ansatt som bruker manuelle mekanismer;
- observasjonstid utstyrsdrift (automatisert og instrumentelt arbeid);
- overgangstid(for eksempel fra en maskin til en annen under service med flere maskiner).
Observasjonstid, som nevnt, er typisk for automatisert og maskinvarebasert produksjon. Den kan være aktiv eller passiv. Aktiv overvåkingstid utstyrsdrift er tiden hvor arbeideren nøye overvåker driften av utstyret, fremdriften til den teknologiske prosessen, overholdelse av de spesifiserte parametrene, for å sikre nødvendig kvalitet servicevennlighet av produkter og utstyr. I løpet av denne tiden utfører ikke arbeideren fysisk arbeid, men hans tilstedeværelse på arbeidsplassen er nødvendig. Passiv observasjonstid utstyrsdrift er tiden der det ikke er behov for konstant overvåking av driften av utstyret eller den teknologiske prosessen, men arbeideren utfører det på grunn av mangel på annet arbeid. Tiden brukt passivt til å observere driften av utstyret bør være gjenstand for spesielt nøye studier, siden det reduseres eller brukes til andre formål nødvendig arbeid er en betydelig reserve for å øke arbeidsproduktiviteten.
Med tanke på strukturen til arbeidstidskostnadene i maskin-, automatiserte og maskinvareprosesser i driftstid, er det også tilrådelig å skille mellom overlappende og ikke-overlappende tid.
Overlappende tid- tiden arbeideren utfører de delene av arbeidet som utføres samtidig med maskinen eller automatisk drift av utstyret. Den overlappende tiden kan være primær (aktiv observasjon) og hjelpetid, samt tid knyttet til andre typer arbeidstidsutgifter. Ikke-overlappende tid - tid for utførelse av hjelpearbeid og arbeid på servicearbeidsplasser når utstyret er stoppet. Å øke den overlappende tiden kan også tjene som en reserve for produktivitetsvekst.
Som nevnt inkluderer arbeidstid pausetid. Det er regulerte og uregulerte pauser.
Tidspunkt for regulerte pauser (T REGUL.PER) arbeidet inkluderer:
- tidspunkt for pauser i arbeidet på grunn av teknologi og organisering av produksjonsprosessen (for eksempel tiden en sjåfør tar en pause mens arbeidere slenger en løftet last) - eliminering av dem er praktisk talt umulig eller økonomisk upraktisk;
- tid til pauser for hvile og personlige behov, forbundet med behovet for å forhindre tretthet og opprettholde normal ytelse av den ansatte, samt nødvendig for personlig hygiene.
Tidspunkt for uregulerte pauser i arbeidet (T UNREGULAR.PER)– dette er tidspunktet for pauser forårsaket av en forstyrrelse i den normale flyten av produksjonsprosessen eller arbeidsdisiplinen. Det inkluderer:
- avbrudd på grunn av forstyrrelser i det normale forløpet av produksjonsprosessen kan være forårsaket av organisatoriske problemer (mangel på arbeid, råvarer, forsyninger, ufullstendige deler og arbeidsstykker, venting kjøretøy og hjelpearbeidere, som venter på aksept eller kontroll av ferdige produkter osv.) og tekniske årsaker (venter på reparasjon av utstyr, utskifting av verktøy, mangel på elektrisitet, gass, damp, vann osv.). Noen ganger kalles denne typen uregulerte pauser pauser av organisatoriske og tekniske årsaker;
- pauser forårsaket av brudd på arbeidsdisiplin, kan skyldes at du kommer for sent på jobb eller for tidlig avreise fra henne, uvedkommende fravær fra arbeidsplassen, fremmede samtaler, aktiviteter som ikke er relatert til arbeidet. Disse inkluderer overdreven (sammenlignet med etablert regime og standarder) hviletid for arbeidere.
Når man analyserer kostnadene ved arbeidstid for å identifisere og deretter eliminere tap av arbeidstid og årsakene til disse, blir all arbeidstid til utøveren delt inn i produktive kostnader og tapt arbeidstid. Den første gruppen inkluderer arbeidstiden for å fullføre en produksjonsoppgave og tidspunktet for regulerte pauser. Disse kostnadene er underlagt rasjonering og inngår i tidsnormens struktur. Tapt arbeidstid inkluderer tid brukt på å utføre uproduktivt arbeid og tid brukt på uregulerte pauser. Disse kostnadene er gjenstand for analyse med sikte på å eliminere dem eller redusere dem så mye som mulig.
Klassifiseringen av arbeidstidskostnader har en gruppering som vil tillate en objektiv analyse av muligheten for å bruke arbeidstiden til utøvere og tidspunktet for bruk av utstyr.
I arbeidsstandardisering brukes to klassifiseringer av arbeidstidskostnader: i henhold til en av dem total tid De er delt inn i arbeidstid og pausetid, på den andre - i standardisert og ikke-standardisert tid. Arbeidstid inkluderer tiden som kreves for å fullføre en produksjonsoppgave og arbeidstiden som ikke er bestemt av oppgaven (tilfeldig eller uproduktivt arbeid). Pausetider inkluderer pauser som er avhengige av arbeidere (for hvile, personlige behov og forårsaket av brudd på disiplin) og de som ikke er avhengige av dem (av tekniske eller organisatoriske årsaker). Pausetid er delt inn i nødvendig og unødvendig, dekket av maskintid og ikke dekket. Standardisert tid refererer til mengden arbeidstid som kreves for å fullføre en gitt jobb. Uregelmessig tid er tap av arbeidstid og tid brukt på arbeid som ikke er forårsaket av fullføring av en oppgave.
1. Normert tid består av forberedelse og sluttid, driftstid, tid til service på arbeidsplassen, pauser for hvile og personlige behov, pauser av organisatoriske og tekniske årsaker.
I generelt syn størrelse tidsstandarder inkluderer:
Forberedende og siste tid brukes av arbeidere på å forberede seg til å utføre en gitt jobb og på handlinger knyttet til fullføringen. Standard forberedelse og slutttid er fastsatt enten for et parti med produkter eller for et arbeidsskift.
Driftstid brukes direkte til å utføre en gitt jobb. Den er delt inn i to deler: hoved(teknologisk) tid; hjelpetid. Grunnleggende (teknologisk) tid er tiden en arbeider bruker på å endre emnet arbeid (dets form, størrelse, utseende, fysisk-kjemisk eller mekaniske egenskaper etc.), dens tilstand og plassering i rommet og gjentas under produksjonen av hver produktenhet. Hjelpetid refererer til tiden brukt på arbeiderteknikker, uten hvilken den viktigste (teknologiske) prosessen er umulig: installasjon og fjerning av en del, maskinkontroll, levering og fjerning av verktøy, etc.
Vedlikeholdstiden på arbeidsplassen brukes av arbeideren til å ta vare på arbeidsplassen sin og holde den i god stand gjennom hele skiftet og er delt inn i:
- · organisasjonstjenestetid, den er ikke relatert til utført arbeid og implementeres 2 ganger per skift: i begynnelsen og slutten av skiftet;
- · vedlikeholdstiden er relatert til operasjonen som utføres; Dette er tiden brukt på å justere utstyr og enheter under arbeid, skifte sløvt verktøy, rydde opp spon osv.
Tiden for pauser for hvile og personlige behov er vanligvis satt til 8-10 minutter per vakt (på byggeplasser - 15 minutter) og inngår i alle tilfeller i tidsnormen.
Pausetider av organisatoriske og tekniske årsaker -- Dette er pauser knyttet til reparasjon av mekanismer etter planen, venter på service på grunn av travelheten til en arbeider som betjener flere maskiner.
- 2. Ikke-standardisert tid inkluderer tapstid:
- · av organisatoriske og tekniske årsaker. Dette er tap knyttet til venting på arbeid, arbeidsstykker, verktøy, reparasjon av maskin, håndverker mv.
- · på grunn av arbeiderens feil. Tap av arbeidstid på grunn av en arbeiders skyld betyr avbrudd i arbeidet på grunn av brudd på arbeidsdisiplin og daglig rutine.
Det er to hovedtyper for rasjonering av arbeidstidskostnader:
Eksperimentell og statistisk. Med denne metoden etableres standarder basert på personlig erfaring standardisering, statistiske data. Slike standarder kalles eksperimentell-statiske de bidrar ikke til å øke arbeidsproduktiviteten, så de må erstattes av vitenskapelig baserte standarder etablert av analytiske metoder.
Analytisk. Vitenskapelig metode. Den er basert på studiet av en operasjon ved å dele den inn i arbeidsteknikker, på studiet av faktorer som påvirker varigheten av individuelle arbeidsteknikker; på utformingen av en rasjonell arbeidsprosess, tatt i betraktning de psykofysiologiske egenskapene til en person. På dette grunnlaget bestemmes standardvarigheten for individuelle arbeidselementer og normtiden beregnes. Ved bruk analytisk metode Arbeidsstandarder er etablert på følgende måter:
- 1) forskning. Det er basert på data fra fotografier av arbeidsdagen og tidtaking, så det er ganske arbeidskrevende, men det sikrer høy nøyaktighet av beregninger;
- 2) analytisk. Tidsstandarder beregnes etter ferdige standarder som er etablert på forhånd ved hjelp av en analyse- og forskningsmetode.
Arbeidstiden for å fullføre en produksjonsoppgave er delt inn i forberedende og endelig, hoved-, hjelpe- og arbeidsplassvedlikeholdstid,
Tidspunktet for forberedende og avsluttende arbeid inkluderer tid for klargjøring av arbeidsplass og arbeidsgjenstander til oppgaven (mottak av materialer, kjennskap til tegninger, klargjøring av utstyr for drift, mottak av instrukser fra arbeidsleder etc.), samt tid for drift. knyttet til gjennomføring av oppgaven (overføring av utstyr til en erstatning, levering av produkter, verktøy etc.).
Primærarbeidstid er tiden brukt på å utføre hovedformålet med operasjonen, det vil si å endre form, størrelse, fysisk eller kjemiske egenskaper, tilstand, utseende, utseende, relativ plassering av elementene i arbeidsobjektet.
Hjelp inkluderer tiden som brukes til å skape forhold for å utføre hovedarbeidet (for eksempel montering, festing og fjerning av arbeidsstykker, start, stopp og kontroll av maskinen, kontrollmålinger og journalføringer osv.).
Primær og hjelpetid kan være maskinell, maskinmanuell eller manuell. Summen av tiden det tar å gjennomføre hoved- og hjelpearbeidet kalles operativ arbeidstid.
Vedlikeholdstiden på arbeidsplassen brukes på å holde utstyr, verktøy, inventar, styrings- og prosesskontroll-innretninger i god stand, samt opprettholde renhet og orden på arbeidsplassen. Ved rasjonering av maskin- og maskinmanuelt arbeid deles det noen ganger inn i tidspunktet for teknisk og organisatorisk vedlikehold.
I maskinelle, automatiserte og instrumentelle operasjoner er tidspunktet for forberedende og siste og hjelpearbeid og vedlikehold av arbeidsplassen, avhengig av muligheten for å kombinere dem med tidspunktet for utførelse av hovedarbeidet, delt inn i overlappende og ikke-overlappende.
Regulerte pauser inkluderer: hvilepauser for å forhindre overarbeid; pauser for personlige behov - tid for personlig hygiene og naturlige behov; avbrudd av organisatorisk og teknisk art på grunn av teknologi eller organisering av produksjonsprosessen.
Som kjent, Arbeid er enhver mental og fysisk anstrengelse som utøves av mennesker i prosessen med økonomisk aktivitet. Tiden en arbeider skaper materielle goder kalles arbeidstid.
Arbeidskodeks Den russiske føderasjonen(kapittel 15 art. 91) definerer arbeidstidsbegrepet slik:
Arbeidstid - tiden hvor den ansatte, i samsvar med interne arbeidsbestemmelser og vilkår arbeidskontrakt må oppfylle jobbansvar, samt andre tidsperioder som, i samsvar med disse retningslinjene, andre føderale lover og andre regulatoriske rettsakter fra den russiske føderasjonen gjelder arbeidstid.
Innholdet i arbeidstiden utmerker seg ved en lang rekke av dens bestanddeler.
For å avsløre dem brukes en klassifisering av arbeidstidskostnader, som kan utføres i forhold til tre elementer i produksjonsprosessen: emnet arbeidskraft, arbeidere og utstyr. Grunnlaget for disse klassifiseringene er identifiseringen av to komponenter av tidspunktet for produksjonsprosessen (arbeidstid) og tidspunktet for pauser. Klassifisering av entreprenørens arbeidstidskostnader presentert i figur 1. Her arbeidstid betyr
Arbeidstiden for å fullføre en produksjonsoppgave er tiden brukt på å forberede og direkte utføre oppgaven. Den består av forberedende og endelig tid, driftstid og vedlikeholdstid på arbeidsplassen.
Forberedende og siste tid – dette er tiden den ansatte bruker på å forberede seg på å utføre arbeidet og fullføre det (motta en oppgave for arbeidet og bli kjent med innholdet, innhente materialer, dokumentasjon, verktøy, overlevere ferdige produkter, verktøy osv.).
Mengden forberedende og siste tid avhenger ikke av mengden arbeid for å fullføre produksjonsoppgaven, derfor, jo større volum oppgaven er, desto mindre blir andelen forberedende og siste tid på arbeidsenheten for denne oppgaven.
Driftstid - dette er tiden en ansatt eller gruppe ansatte utfører en produksjonsoppgave direkte. Den er delt inn i hoved og hjelpe.
Hovedtiden er tiden hvor arbeidsobjektet gjennomgår kvantitative og kvalitative endringer, samt en endring i posisjon i rommet. For eksempel bearbeiding av en del i en maskin i metall- og trebearbeiding, sammensying av deler av et produkt i klesproduksjon, tidspunkt for aktiv overvåking av fremdriften av en maskinvareprosess i kjemisk produksjon, bilkjøring ved transport av varer i veitransport.
Hjelpetid brukes av utøveren på handlinger som sikrer fullføringen av hovedarbeidet (installasjon av arbeidsgjenstander i maskinen og fjerning fra den i maskinverktøyproduksjon, ta målinger av delen som produseres, laste utstyr med råvarer og materialer i næringsmiddelindustrien, endring av driftsmoduser for utstyr, etc.).
Tjenestetid på arbeidsplassen – dette er på tide å ta vare på arbeidsplassen og holde utstyret i god stand.
Den er delt inn i teknisk og organisatorisk vedlikeholdstid.
Vedlikeholdstid er forbundet med stell av utstyr ved utførelse av en spesifikk oppgave på dette utstyret (bytte av slitte deler, oppsett og smøring av utstyr, bytte av patroner i kontorutstyr, etc.).
Avhengig av arten av utøverens deltakelse i utførelsen av produksjonsoperasjoner, er den forberedende og siste tiden delt inn i manuell arbeidstid, maskinell arbeidstid og tid for overvåking av driften av utstyr.
Håndlaget tid kalles arbeid uten bruk av maskiner og mekanismer, når kun håndholdte, ikke-mekaniserte verktøy brukes.
Maskinmanuell arbeidstid (inkludert manuelt mekanisert) er tiden hvor arbeidet utføres av en maskin med direkte deltakelse av en ansatt eller av en ansatt som bruker et håndholdt mekanisert verktøy (elektrisk drill, pneumatisk hammer, motorsag).
Under forhold med mekanisert og automatisert produksjon er en betydelig andel av arbeidstiden okkupert av overvåkingstid for utstyrsdrift . Den kan være aktiv eller passiv.
Tiden for aktiv overvåking av driften av utstyr består i det faktum at den ansatte ikke direkte utfører fysisk arbeid, men hans tilstedeværelse er nødvendig på arbeidsplassen for å overvåke fremdriften til den teknologiske prosessen.
Passiv observasjonstid er tiden der det ikke er behov for konstant overvåking av utstyrets drift eller den teknologiske observasjonen utføres med jevne mellomrom. Denne tiden kan brukes til å utføre annet arbeid som tillater periodisk overvåking av den uavhengige driften av utstyret.
Arbeidstiden kan være overlappende eller ikke-overlappende. Overlappingstid er tiden for å utføre ethvert arbeid i perioden med automatisk drift av utstyret. For eksempel utføres tiden en ansatt utfører hjelpearbeid og tiden den automatiske driften av utstyr som den ansatte overvåker samtidig, det vil si at de overlapper hverandre.
Ikke-overlappende tid er tiden for å utføre hjelpearbeid når utstyret er stoppet (for eksempel ved lasting av råvarer i intermitterende enheter).
Ikke-produksjonsarbeidstid er tid brukt på å utføre tilfeldig eller uproduktivt arbeid.
Odd Jobs – dette er arbeider forårsaket av produksjonsbehov, men ikke dekket av produksjonsoppgaven (for eksempel utbedring av mangler).
Uproduktivt arbeid anses å være en som ikke øker volumet av produkter eller forbedrer kvaliteten (for eksempel overdreven kjørelengde på en lastet bil på grunn av en feil utformet rute).
Pausetider – dette er den perioden arbeidstakeren, mens han er på jobb, ikke jobber.
Det er en del av arbeidstiden og bør skilles fra lunsjpauser som ikke er inkludert i arbeidstiden. Tidspunktet for pauser i arbeidet er delt inn i tiden for regulerte pauser og uregulerte pauser. Tidspunkt for regulerte pauser
 |
Figur 2 - Ordning med arbeidstidskostnader i forhold til emnet arbeidskraft (produksjonsprosess)
Tidspunktet for uunngåelige avbrudd etablert av teknologien og organiseringen av produksjonsprosessen bestemmes av de spesifikke forholdene til spesifikke teknologiske prosesser (for eksempel slik at en oppvarmet del kjøles ned til en viss temperatur).
Pauser for hvile og personlige behov gis til ansatte for å gjenopprette ytelsen under arbeidsskiftet, for å utføre industrielle øvelser, for personlig hygiene og egne behov. Tidspunkt for uregulerte (avtakbare) pauser
forårsaket av forstyrrelser i den normale produksjonsprosessen og brudd på arbeidsdisiplin.
Paustidspunktet forårsaket av brudd på arbeidsdisiplinen er en konsekvens av forsinket arbeid, uautorisert fravær fra arbeidsplassen, for tidlig avslutning av arbeidet, nedetid for arbeidere som ikke kan utføre pliktene sine på grunn av fravær av andre ansatte som bryter arbeidsdisiplinen.
Avbrudd forårsaket av forstyrrelser i den normale produksjonsprosessen oppstår av organisatoriske og tekniske årsaker. Dette skjer på grunn av dårlig organisering av arbeidskraft og produksjon (for eksempel utidig tilførsel av råvarer, materialer, strøm til arbeidsplassen, utidig vedlikehold av utstyr). Klassifisering i forhold til arbeidsfaget, som også er en klassifisering i forhold til produksjonsprosessen (tross alt
vi snakker om
om kostnadene som er nødvendige for å transformere et arbeidsobjekt til et arbeidsprodukt) er presentert i figur 2. Det skal bemerkes at arbeidstidskostnadene er delt inn i standardiserte og ikke-standardiserte.
TIL
normalisert arbeidstid
inkludere kostnadene som er nødvendige for å fullføre en gitt jobb.
De inkluderer:
- pauser gitt av teknologien og organiseringen av produksjonsprosessen;
- tid til hvile og personlige behov.
Alle disse kostnadene er inkludert i standardtiden.
om kostnadene som er nødvendige for å transformere et arbeidsobjekt til et arbeidsprodukt) er presentert i figur 2. uregelmessig arbeidstid inkludere tap av tid av organisatoriske og tekniske årsaker (for eksempel nødstopp av utstyr, uttakbare mangler i arbeidsorganisasjonen).
 Organisering av utvikling av nye produkter Organisering og planlegging av produksjon
Organisering av utvikling av nye produkter Organisering og planlegging av produksjon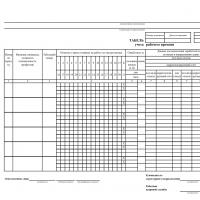 Retningslinjer for bruk av timelister
Retningslinjer for bruk av timelister Hvem er tømrer: fordeler og ulemper med yrket Om skader på jobb
Hvem er tømrer: fordeler og ulemper med yrket Om skader på jobb Stillingsbeskrivelse av produksjonsleder (kokk)
Stillingsbeskrivelse av produksjonsleder (kokk) Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon
Presentasjon - korrosjon av metaller og metoder for beskyttelse mot korrosjon Kjemisk korrosjon er forårsaket av interaksjon Ledelsen tvinger deg til å rydde opp, og truer med å sparke deg hvis du ikke møter opp på en fridag.
Ledelsen tvinger deg til å rydde opp, og truer med å sparke deg hvis du ikke møter opp på en fridag. Presentasjon om temaet moralske verdier
Presentasjon om temaet moralske verdier