Hizmet standartlarının ve personel sayısının optimizasyonu. Operasyonel verimlilik için gerekli bir koşul olarak onarım hizmeti faaliyetlerinin optimizasyonu Hizmet standartlarının ve personel seviyelerinin optimizasyonu
Uyarınca standart yapıÇalışma standartlarını optimize etme sorunları, optimal hizmet ve personel standartlarını hesaplama görevlerini belirlerken aşağıdakileri belirlemek gerekir:
emek sürecinin optimize edilmiş birçok parametresi;
gerekli üretim sonucu, çalışma koşulları ve kullanılan kaynak hacimleri üzerinde bir kısıtlama sistemi;
belirli bir çıktı hacmi için minimum toplam yaşam maliyeti ve somutlaşmış emeğin maliyeti kriterine karşılık gelen bir amaç fonksiyonu.
Hizmet standartlarını ve sayılarını optimize etmeye yönelik iki ana olası problem formülasyonu vardır. Birincisi, yalnızca işçiler için sayı ve hizmet standartlarının belirlenmediği, üretim birimlerinin tasarımı ve yeniden inşası sırasında gerçekleşir. çeşitli gruplar, aynı zamanda ekipman miktarı ve gerçekleştirmek için gerekli işçilik kalemi stoklarının hacmi üretim programı. Bu durumlarda standartlaştırılan esasen işçi sayısı değil, üretim kaynaklarının yapısıdır. İkincisi, işçi sayısının sabit sayıda ekipman ve işçilik kalemi stok hacmi ile belirlendiği durumlarda kullanılır.
Bir üretim biriminin kaynaklarının optimal yapısı oluşturulmuşsa, değerlerinin belirlenmesi gereken parametreler kümesi, çeşitli gruplardaki işçiler için sayı ve hizmet standartları, birim sayısı olacaktır.
teknolojik ekipman ve işçilik kalemlerinin stoklarının hacmi. Bu sorun ifadelerinden ikincisi, ekipman birimi sayısının ve işçilik kalemlerinin stok hacminin sabit olması bakımından farklılık gösterir. Bilinmeyenler kümesinin elemanları daha sonra hizmet standartları ve sayıları için seçenekler olacaktır.
Belirli bir üretim programı için minimum toplam maliyet kriterine karşılık gelen amaç fonksiyonları aşağıdaki şekilde sunulabilir.
Üretim kaynaklarının yapısı belirlenirse, o zaman
Si У) = SjX) -і5,ш S,.(X) -> in. (10.4.1)
burada SJX), S"(X), Sa(X) gerekli çıktı hacmi için hesaplanan sırasıyla işçi, ekipman ve işçilik kalemi stoklarının maliyetleridir.
Ekipman parçası sayısı ve işçilik kalemlerinin stok hacmi sabitse, o zaman:
S(X) = Sj.X) = y //.,. U., -> rahibe, (10.4.2)
işçi/grup sayısına ilişkin normlar nerede; 2| - işçi/grup başına birim zaman başına maliyetler.
Şimdi planlı, organizasyonel, teknik ve diğer kısıtlamalar sistemine karşılık gelen bağımlılıkları ele alalım. Gerekli üretim hacmine (veya planlanan kullanım düzeyine) ilişkin sınırlamalar, hizmet ve personel standartlarıyla doğrudan ilgilidir. üretim kapasitesi) ve diğer koşullar eşit olmak kaydıyla işin ciddiyetini belirleyen vardiya sırasında işçilerin izin verilen istihdamı.
Belirli bir üretim programındaki kısıtlamaları resmileştirmek için asıl mesele, genel durumda her teknolojik ekipman biriminin aşağıdaki durumlarda olabilmesidir: işçiler tarafından hizmet sırasında çalışma (çalışma) ve boşta kalma, hizmet bekleme ve iş bekleme (boşluklar, hammaddeler) . Bu durumda üretim hacmi, çalışan ortalama makine sayısıyla orantılıdır. Bu nedenle gerekli üretim hacmindeki sınırlama şu şekilde ifade edilebilir:
burada A(X), hizmet standartlarına ve sayılarına bağlı olarak çalışan makinelerin ortalama sayısıdır; A - üretim programını tamamlamak için gereken ortalama çalışan makine sayısı; Rk - bazı türdeki parçaların üretimi için program; tak, bir tür ürünün bir biriminin imalatı sırasında ekipmanın çalışma süresidir (çoklu makine çalışması sırasındaki serbest makine süresine ve bir makineye bir işçi tarafından bakım yapılırken çalışma süresine karşılık gelir); Ш - bir ekipmanın kullanım süresinin fonu planlama dönemi.
Kısıt (10.4.3) aşağıdaki ilişkiye eşdeğerdir:
KY(X)> K....=^-. (10.4.4)
burada A",(A), hizmet standartlarının büyüklüğüne ve sayısına bağlı olarak ekipman çalışma süresi katsayısıdır; Kan, programın tamamlanması için gerekli ekipman çalışma süresi katsayısıdır.
Üretim hacmine ek olarak, emeğin ciddiyetini büyük ölçüde belirleyen vardiya sırasındaki istihdamın derecesi doğrudan işçi sayısına bağlıdır. Diğer her şey eşit olmak kaydıyla işçi sayısı azaldıkça her birinin doğrudan meşgul olduğu süre artar emek faaliyeti. Normal çalışma koşullarını sağlamak için, bu süre her durumda vardiya süresi ile vardiya başına çalışanların dinlenme ve kişisel ihtiyaçları için standart süre arasındaki farka eşit bir süreyi aşmamalıdır.
Vardiya sırasında her gruptaki işçilerin izin verilen toplam istihdamına ilişkin kısıtlamaların aşağıdaki biçimde ifade edilmesi tavsiye edilir:
belirli sayıda işçiye karşılık gelen, i-inci gruptaki bir işçinin vardiya sırasında toplam istihdam katsayısı nerede; Ksh, vardiya sırasında i-inci gruptaki işçinin toplam istihdamının standart katsayısıdır.
Çalışma standartlarının psikofizyolojik gerekçelendirilmesinin ana yönlerinden biri, standart işçi istihdam oranlarının oluşturulması olmalıdır. Tipik yürütme koşulları için ayarlanmaları gerekir emek süreçleri emeğin ciddiyetini belirleyen tüm faktörleri dikkate alarak. İÇİNDE pratik hesaplamalar Bu katsayılar dinlenme ve kişisel ihtiyaçlar için zaman standartlarına göre belirlenebilir:
L“. --f-, (10.4.6)
burada G01L; - işçiler için vardiya başına dakika cinsinden dinlenme ve kişisel ihtiyaçlar için standart süre i'inci grup.
Hizmet standartları ve sayıları optimize edilirken, izin verilen toplam işçi istihdamına ilişkin kısıtlamalara (10.4.5) ek olarak, temel işlevler açısından izin verilen işçi istihdamına ilişkin kısıtlamalar da dikkate alınmalıdır:
K0(X)<,Ко11) (10.4.7)
burada K0(X), belirli sayıda işçiye karşılık gelen, belirli bir gruptaki ana işlevlere sahip işçilerin istihdam katsayısıdır; A^n, bu gruptaki işçilerin ana işlevlerle birlikte standart istihdam katsayısıdır.
Km değeri (10.4.6)'ya benzer bir formülle belirlenir:
Bir "/^t!:/-(10.4.8)
belirli bir gruptaki işçilerin vardiya başına ek işlevleri yerine getirmesi için gereken süre nerede?
Dolayısıyla, bir üretim sistemindeki optimal personel sayısı, belirli bir çıktı hacmi için minimum maliyetlere (hedef işlevler (10.4.1) veya (10.4.2)) ve kısıtlamalara ulaşılacak şekildedir.
Çalışma standartlarını optimize etmeye yönelik standart görev yapısına uygun olarak, optimum hizmet standartlarını ve personel seviyelerini hesaplamak için görevler belirlerken aşağıdakileri belirlemek gerekir:
- emek sürecinin optimize edilmiş birçok parametresi;
- gerekli üretim sonucu, çalışma koşulları ve kullanılan kaynak hacimleri üzerinde bir kısıtlama sistemi;
- belirli bir çıktı hacmi için minimum toplam yaşam ve maddi emek maliyeti kriterine karşılık gelen bir amaç fonksiyonu.
Hizmet standartlarını ve sayılarını optimize etmeye yönelik iki ana olası problem formülasyonu vardır.
Birincisi, yalnızca çeşitli gruplardaki işçiler için sayı ve hizmet standartlarının belirlenmediği, aynı zamanda üretim birimlerinin tasarımı ve yeniden inşası sırasında, aynı zamanda gerekli ekipman miktarının ve iş kalemi stoklarının hacminin de belirlendiği üretim birimlerinin tasarımı ve yeniden inşası sırasında gerçekleşir. üretim programı.
İkincisi, işçi sayısının sabit sayıda ekipman ve işçilik kalemi stok hacmi ile belirlendiği durumlarda kullanılır.
Bir üretim biriminin kaynaklarının optimal yapısı oluşturulmuşsa, değerlerinin belirlenmesi gereken parametreler kümesi, çeşitli gruplardaki işçiler için sayı ve hizmet standartları, teknolojik ekipman birimlerinin sayısı ve hacmi olacaktır. işçilik kalemlerinin stokları.
Hizmet standartları ve sayılar, gerekli çıktı hacmi üzerindeki kısıtlamalarla ve vardiya sırasında izin verilen işçi istihdamıyla doğrudan ilişkilidir; bu, diğer koşullar eşit olmak kaydıyla, emeğin ciddiyetini belirler.
Belirli bir üretim programındaki kısıtlamaları resmileştirmek için asıl mesele, genel durumda her teknolojik ekipman biriminin aşağıdaki durumlarda olabilmesidir: işçiler tarafından bakım sırasında çalışma ve boşta kalma, bekleme
servis ve iş bekliyorum. Bu durumda üretim hacmi, çalışan ortalama makine sayısıyla orantılıdır.
Üretim hacmine ek olarak, emeğin ciddiyetini büyük ölçüde belirleyen vardiya sırasındaki istihdamın derecesi doğrudan işçi sayısına bağlıdır. Diğer her şey eşit olmak kaydıyla, işçi sayısı azaldıkça her birinin doğrudan emek faaliyetiyle meşgul olduğu süre artar.
Normal çalışma koşullarını sağlamak için, bu süre her durumda vardiya süresi ile vardiya başına çalışanların dinlenme ve kişisel ihtiyaçları için standart süre arasındaki farka eşit bir süreyi aşmamalıdır.
Çalışma standartlarının psikofizyolojik gerekçelendirilmesinin ana yönlerinden biri, standart işçi istihdam oranlarının oluşturulması olmalıdır. Emeğin ciddiyetini belirleyen tüm faktörler dikkate alınarak, emek süreçlerini gerçekleştirmek için tipik koşullar için ayarlanmaları gerekir. Hizmet standartları ve sayıları optimize edilirken, izin verilen toplam işçi istihdamına ilişkin kısıtlamalara ek olarak, temel işlevleri yerine getiren işçilerin izin verilen istihdamına ilişkin kısıtlamalar da dikkate alınmalıdır; Belirli bir gruptaki belirli sayıda işçiye karşılık gelen ana işlevlere sahip işçilerin istihdam katsayısı, belirli bir grubun ana işlevlere sahip işçilerinin standart istihdam katsayısından fazla olmamalıdır.
Bir üretim sistemindeki optimum personel sayısı, belirli bir çıktı hacmi için minimum maliyetlerin elde edileceği ve aşağıdaki kısıtlamaların sağlanacağı şekildedir:
- gerekli üretim sonucu;
- vardiya sırasında personelin toplam istihdamı;
- temel işlevlere sahip personelin istihdamı
Pançenko Alexander Yurieviç,
Doktora, Doçent
Ural Federal Üniversitesi
Rusya'nın ilk Başkanı B.N.
Yekaterinburg şehri
Tarım işçilerinin işgücü katkısının etkinliğini değerlendirmek için çalışma standartlarını optimize etme sorunları
Modern koşullar, teknik, psikofizyolojik, ekonomik ve sosyal faktörleri dikkate alarak çalışma standartlarının kapsamlı bir şekilde gerekçelendirilmesi ihtiyacını zorunlu kılmaktadır. Bununla birlikte, uygulamada, standartlar oluşturulurken, esas olarak terminolojiye - teknik olarak gerekçelendirilmiş standartlara - yansıyan teknik faktörler dikkate alınır.
Bu durumun temel nedeni, emek girdisi miktarını etkileyen çeşitli faktörler arasındaki ilişkinin niteliğinin, pratik hesaplamalar için gerekli olan özgüllük derecesinde henüz belirlenmemiş olmasıdır.
Ayrı faktör gruplarının (teknik, ekonomik vb.) tanımlanmasının büyük ölçüde şartlı olduğuna dikkat edilmelidir. Uygulamada, çalışma standartlarını gerekçelendirirken analiz edilen, belirtilen faktör grupları değil, çoğu üretim faaliyetinin birbiriyle ilişkili çeşitli yönlerini yansıtan emek sürecinin özellikleridir. Örneğin, emek sürecinin işçi istihdam oranı gibi bir özelliği, teknik, organizasyonel, psikofizyolojik ve diğer faktörlerin karmaşık etkisini yansıtmaktadır.
Çalışma standartlarının kapsamlı bir şekilde gerekçelendirilmesi sürecinin özünü oluşturmak için, gerekli işgücü maliyetlerini haklı çıkarmaya yönelik herhangi bir görevin, yalnızca normun kendisinin farklı değerleri veya bunun için farklı seçenekler olduğu sürece var olabileceği dikkate alınmalıdır. normun değerinin bağlı olduğu teknolojik süreç, organizasyon ve çalışma koşulları. Modern koşullarda, çözülen problemlerin özelliklerine bağlı olarak, en iyi seçeneği seçmek için çeşitli analiz yöntemleri kullanılabilir: en basit mantıksal işlemlerden karmaşık matematiksel hesaplamalara kadar. Bununla birlikte, her durumda, çalışma standartlarını haklı çıkarma ve optimize etme sürecinin özü, emek sürecinin organizasyonunun normunun veya özelliklerinin en etkili (optimum) versiyonunun seçimidir.
Herhangi bir optimizasyon problemini formüle ederken aşağıdakilerin belirlenmesi gerektiği bilinmektedir: bir dizi seçenek, bir kısıtlama sistemi ve bir optimallik kriteri.
Çalışma standartlarını optimize etmeye yönelik görevler belirlerken, seçenekler çalışma standartlarının büyüklüğüne göre farklılık gösterebilir. Dolayısıyla, serbest makine süresi ve işçinin meşgul süresi değerleri katları değilse, hizmet oranı için çeşitli seçenekler mümkündür. Kural olarak, çalışma standartları için seçeneklerin sayısı yalnızca standartların olası değerleri ile değil, aynı zamanda ekipmanın çalışma modları, iş eylemlerinin sırası, iş bölümü ve işbirliği, hizmet düzenlemeleri için seçeneklerle de belirlenir. ve gerekli emek girdisinin miktarını belirleyen emek sürecinin diğer özellikleri.
Belirli koşullar için en iyi çalışma standartlarının seçimi, kısıtlama sistemi dikkate alınarak optimallik kriteri temelinde gerçekleştirilebilir.
Optimallik kriteri, belirli bir optimizasyon probleminin çözülmesi sonucunda aşırı (en büyük veya en küçük) bir değer alan bir göstergedir. Optimallik kriterinin matematiksel ifadesi amaç fonksiyonudur. Bunu seçerken, yalnızca ilgili göstergenin özünün doğru ifadesi değil, aynı zamanda hesaplamaların karmaşıklığı, orijinal verilerin hatası ve diğer hususlar da dikkate alınır. Bu nedenle farklı amaç fonksiyonları tek bir optimallik kriterine karşılık gelebilir. Dolayısıyla optimallik kriteri ile amaç fonksiyonu arasındaki ilişki içerik ve biçim arasındaki ilişkidir.
Kısıtlama sistemi, üretilen ürünün özelliklerine ve ölçeğine uygunluğu, üretim sürecinin kendine özgülüğü, nesnelerin ve emek araçlarının parametrelerinin dahil olduğu çalışma standartlarının izin verilen değerlerinin alanını belirler. çalışanların sağlığına zarar vermeden kullanılmasına dikkat edilir ve yaratıcı çalışma tutumları için fırsatlar sağlanır.
Çalışma standartlarını optimize etme sorunlarının spesifik bir formülasyonu için, normun değerini belirleyen faktörleri bir kısıtlama sistemi ile bir optimallik kriteri arasında "bölmek" önemlidir.
Emeği organize etme ve paylaştırmaya ilişkin tüm görevlerin sonuçta gerekli emek girdilerinin oluşturulmasına indirgenmesi nedeniyle, bu görevlerin belirlenmesindeki temel sınırlama, gerekli üretim sonucu olmalıdır. Emek yöntemlerinin süresini ve zaman standartlarını belirlerken, üretimin sonucu, bir emek yönteminin, üretim işleminin veya bir birim ürünün üretiminin tamamlanmasıdır. Hizmet standartlarını, sayılarını ve biçimlerini ve iş bölümü ve işbirliğini haklı çıkarma görevlerinde, üretimin sonucu, nihai ürünün belirli bir üretim sürecinde veya belirli bir üretim sürecinde gerekli kullanım düzeyinde üretilmesine yönelik programın uygulanması olacaktır ( spesifik) üretim kapasiteleri.
Belirli bir ürünün (ürünlerin) üretiminin sonucunun yanı sıra, çalışma standartlarının karşılaması gereken kısıtlamalar sistemi, emek sürecinin teknik, örgütsel, sıhhi ve hijyenik, psikofizyolojik, sosyal ve yasal özelliklerini de içermelidir. Bu kısıtlamalar, özellikle ekipmanın teknik olarak izin verilen çalışma modlarını, üretim ortamının parametrelerini, işçilerin mümkün olan maksimum iş yükünü, emeğin kabul edilebilir monotonluğunu vb. belirler.
Böylece planlı, organizasyonel, teknik, sıhhi ve hijyenik, sosyal ve yasal kısıtlamalar sistemi, çalışma standartlarının izin verilen değerlerinin alanını ve organizasyonu için seçenekleri belirler.
Mevcut seçeneklerden en etkili olanı seçerken, çeşitli üretim kaynağı türlerinin maliyetleri arasındaki ilişkinin dikkate alınması gerektiği görülmektedir. Özellikle personel sayısı standartlarının azaltılması sonucunda işçilik maliyetlerinden tasarruf edilmesi, ekipman kullanımında bozulmaya ve ürün üretiminde toplam kayıpların artmasına neden olabilir. Bu nedenle, genel durumda çalışma standartlarının optimalliğine ilişkin kriter, yukarıda belirtilen teknik, psikofizyolojik ve diğer kısıtlamalara tabi olarak, belirli bir üretim sonucunu elde etmek için gerekli olan asgari toplam yaşam maliyeti ve somutlaşmış emek olmalıdır. Pratik hesaplamalarda bu kriter, belirli ürün üretim hacimleri için verilen maliyetlerin en aza indirilmesine karşılık gelmelidir.
Ekonomik uygulama, hizmet ve personel standartlarının genellikle zaman standartları hesaplandıktan sonra belirlendiğini göstermektedir. Bu, işçiler ile üretim araçları arasındaki etkileşimin analizinden kaynaklanmaktadır.
Çalışma standartlarını hesaplamak için belirtilen sıra, özünde, hizmet sisteminin, ekipmanın, işlerin vb. özelliklerinin genel olarak kabul edilen konumun resmileştirilmesidir. optimal zaman standartları hesaplanmadan bilimsel olarak temellendirilemez.
Hizmet standartlarını ve sayılarını doğrulamaya yönelik mevcut yöntemlerin özellikleri aşağıdaki gibidir.
Sorunları belirlerken ve çözerken, belirtilen ürün çıktısı hacimlerindeki kısıtlamalar dikkate alınmaz. Daha önce belirtildiği gibi, söz konusu problemlerdeki bu kısıtlamalar, farklı üretim sonuçlarına karşılık gelebileceğinden, hangi emek maliyeti normlarının karşılaştırılamaz olduğunu belirtmeden, üretim sonucunu karakterize eder.
Hizmet ve personel standartları, ana ve yardımcı çalışanlardan oluşan bireysel gruplar için, aralarındaki etkileşim dikkate alınmadan belirlenir.
Önerdiğimiz metodoloji belirtilen koşulları dikkate almamıza olanak sağlar. Aynı zamanda, hizmet standartlarının ve sayıların gerekçesi, hem sabit (verili) bir iş bölümü ve iş birliği için hem de iş bölümünün, işçi sayısının ve buna yönelik düzenlemelerin optimize edilmesine ilişkin genel sorunun çözümü sürecinde dikkate alınır. ekipman, ünite ve makinelerin bakımı.
Özellikle tarımsal üretimi içeren farklı endüstrilerde işçi sayısını optimize etmek için iki olası seçenek vardır.
İlk seçenek, yalnızca çeşitli gruplardaki işçi sayısının değil, aynı zamanda belirlenen üretim görevini tamamlamak için gerekli olan birim, makine, ekipman sayısının ve işgücü kalemi stoklarının hacminin de belirlendiği durumda ortaya çıkabilir. Bu seçenekte standartlaştırılan esasen işçi sayısı değil, üretim kaynaklarının yapısıdır.
Standartları optimize etmek için ikinci seçenek, çalışan sayısının sabit sayıda ekipman, ünite, makine ve işçilik kalemi stok hacmi ile belirlendiği durumlarda ortaya çıkar.
Burada, hizmet standartlarıyla ve sayıyla doğrudan ilgili olan sınırlamayla ilgili bağımlılıklara dikkat etmek önemlidir. Bunlar, üretilen (piyasaya sürülen) ürünün hacmine ve çalışma süresi boyunca işçilerin izin verilen istihdamına ilişkin kısıtlamaları, özellikle de emeğin ciddiyeti ile bağlantılı olarak, ceteris paribus'u içermelidir.
Belirli bir ürün üretim programı üzerindeki kısıtlamaları resmileştirmek için özellikle tarımsal üretimin bazı dallarını içeren ayrı sanayilerde asıl mesele, genel durumda her üretim aracı biriminin (makineler, mekanizmalar, birimler, ekipman) İşçilerin hizmet verdiği süre boyunca, hizmet beklerken ve iş beklerken hareket etme (çalışma) ve boşta durma durumlarında olmak.
Diğer koşulların eşit olması durumunda, üretilen ürün miktarının ortalama çalışma birimi sayısı, ekipman, mekanizma, düzenek vb. ile orantılı olacağı açıktır.
İşçi sayısına bağlı olarak, yalnızca bir ürünün (ürün) beklenen üretim hacminin değil, aynı zamanda belirli bir dereceye kadar emeğin ciddiyeti tarafından belirlenen çalışma süresi boyunca istihdam derecesinin de bağlı olduğu unutulmamalıdır. . Diğer koşullar eşit olmak kaydıyla, işçi sayısı azaldıkça her birinin doğrudan emek faaliyetiyle meşgul olduğu süre artar. Bu süre her durumda çalışma süresi ile bu süre için gerekli dinlenme ve kişisel ihtiyaçlar için gereken standart süre arasındaki farkı aşmamalıdır.
Bu nedenle, dikkate alınan kısıtlamalar bir yandan hizmet standartlarının ve çalışan sayısının işlevleridir; diğer yandan çalışma ortamının kabul edilebilir parametrelerini oluştururken işçi sayısını optimize etme problemlerinde kısıtlamaların dikkate alınması gerekir. Hizmet standartlarını ve personel sayısını hesaplamak için gerekli ilk bilgilerin hazırlanması süreci.
Ayrıca hizmet standartlarının ve uzman sayısının, tarımsal üretimin buna karşılık gelen profilinin ve dalının, teknik araçlar için sabit maliyetlerle ve iş bölümü ve işbirliğinin belirli bir çeşidiyle optimize edilmesi sorunu da var.
Çalışma standartlarının optimalliğini değerlendirmenin önemli bir yolu, çalışma standartlarının uygulanmasının dikkate alınmasıdır. Çalışma standartlarına uygunluğun muhasebeleştirilmesi, mevcut standartların kalitesinin analiz edildiği, işgücü verimliliğini artırmak, emek yoğunluğunu azaltmak için ek rezervlerin arandığı, çalışma standartlarının işleyişinin sürekli izlenmesine yönelik bir sistemdir; tarımsal üretim sürecinin optimizasyonu.
Çalışma standartlarına uygunluğun muhasebeleştirilmesinin temel amaçları, çalışma süresi kaybının nedenlerini, teknolojik sürecin normal koşullarından sapmaları, kusurları vb. belirlemek ve ayrıca revizyona tabi olan eski veya hafife alınmış standartları belirlemektir.
Dolayısıyla tarım işçilerine yönelik çalışma standartlarının optimizasyonu, bilimsel ve teknik açıdan sağlam bir yaklaşım gerektiren çok yönlü ve çok faktörlü bir olgudur.
Panchenko A.Yu. Tarım işçilerinin işgücü katkısının etkinliğini değerlendirmek için çalışma standartlarının optimizasyonu sorunları // Bilimsel elektronik arşiv.
URL: (erişim tarihi: 01/15/2020).
Temel sorunlar arasında hem ekonomik (fonların verimsiz harcanması) hem de üretim (ekipman arıza süresinin artması) yer almaktadır. Buna karşılık, nedenler ya organizasyoneldir (etkisiz iş süreçleri) ya da metodolojiktir (ekipmana yönelik farklı yaklaşımların eksikliği).
Bakım ve onarım yönetiminde mevcut durum
Belirsizliğin yüksek olduğu koşullarda, Rus işletmeleri operasyonel verimliliğin artırılması gibi acil bir sorunla karşı karşıyadır. Bakım ve onarım (bundan sonra MRO olarak anılacaktır) geleneksel olarak bütçe için bir "kara delik" olurken, Rusya Federasyonu'ndaki endüstrideki mevcut ekipman aşınma ve yıpranma seviyesi% 60'ı aşıyor.
Sovyet MRO sistemi, maliyetleri hesaba katmadan gerekli hacimlerde üretim sağlamayı amaçlıyordu. Piyasa ekonomisinde bu sistem, ürünlerin dünya pazarlarında rekabet edebilirliğini garanti etmez. Sovyet sisteminin yerini minimum harcama taktikleri aldı: ekipmanı "arızaya kadar" çalıştırmak, bakım ve onarım için rezervleri ve kaynakları en aza indirmek. Endüstride ekipmanların giderek hızlanan eskime süreçleri, MRO maliyetlerini benzer bir şemaya göre düşürmeye devam etmemize izin vermiyor. Mevcut bakım ve onarım yönetim sistemi, tahsis edilen fonların verimsiz harcanmasına yol açmakta, yani maliyetlerin ürün çıktısı için üretim göstergelerine dönüştürülmesine izin vermemektedir.
Uluslararası ve Rus şirketlerinin operasyonel faaliyetlerini optimize etmeye yönelik projelerin uygulanması sırasında, MRO yönetim sisteminde ve bireysel işlerin yürütülmesinde aşağıdaki sorunlu alanlar tespit edildi:
1. Ekipmanın bakım ve onarımının önceliklendirilmesine yönelik standart bir yaklaşım yoktur.
Belirli ekipmanlara ilişkin işlerin yürütülmesine ilişkin kararlar, çok sayıda uzmanın katılımıyla yapılan toplantılarda arıza/tespit edilen arıza gerçeğine dayanarak uzmanlar tarafından verilmektedir. Bu süreç gayri resmi ve yoğun emek gerektirirken, aynı zamanda alınan kararların geçerliliğinin de garantisi yoktur. Fonların tahsisi yalnızca “uzman” görüşüne dayanmaktadır ve bu, uzmanın uzmanlığına (mekanik, elektrikçi, enerji mühendisi) bağlı olarak önemli ölçüde değişiklik gösterebilir.
2. Ek fon tahsisi, ekipman güvenilirliğinde önemli bir değişiklik olmaksızın yedek parça dengesinde ve personel maliyetlerinde artışa yol açar.
Ek fonların tahsisi şu etkiye yol açmaktadır: MRO alanındaki uzmanlar, mevcut durumun gerekliliklerine göre değil, finansmanın azalması durumunda kendilerini koruma arzusuna göre yedek parça satın almaktadır. İleride işimize yarayacak pahalı yedek parçaları satın alıyoruz. Bir bütün olarak şirketle ilgili olarak bu, pahalı yedek parça stokunun artmasına ve bunların yakın gelecekte kullanılmasının yanıltıcı şansına yol açmaktadır.
Benzer nedenlerden dolayı, onarım servisi çalışanlarının sayısı artıyor: şirket içi personelin artması, ekipman arızasının nedenlerini ortadan kaldırmak için işgücü kaynaklarının önemli ölçüde yoğunlaşması olasılığı nedeniyle uzun vadeli ekipman arıza süresi riskini azaltır. Aynı zamanda günlük işler için personel artırmanın yapılabilirliği hesaplanmamakta ve dikkate alınmamaktadır.
3. MRO maliyetlerini büyük onarımlara, mevcut onarımlara ve bakıma bölmek çoğu zaman pratik bir anlam taşımaz ancak maliyetleri gizlemenize olanak tanır.
Rus işletmelerinde geleneksel olarak büyük onarımlar, mevcut onarımlar ve bakım için bir maliyet paylaşımı olmuştur. Analiz, maliyetleri bu türlere bölmek için resmi kriterlerin bulunmadığını ortaya çıkardı. Aynı zamanda bakım, finansal hizmetlerin görüşünün aksine en şeffaf olmayan maliyet kalemidir. Gerçek maliyetlerin belirtilen maliyet türleri arasında yeniden dağıtılması, bakım ve onarım için gerçek maliyetlerin değerlerini değiştirmenize olanak tanır. Üstelik bu bölüm, bakımı onarım bütçesinden hariç tutarak toplam fiili bütçenin olduğundan düşük gösterilmesine olanak tanır.
4. Bakım ve onarım maliyetlerine kendi personelinin bakım masrafları dahil değildir, bu da maliyet kısmının değerlendirmesini önemli ölçüde etkiler.
İşin şirket içinde yürütülmesi toplam iş hacminin %30 ila %70'ini oluştururken, şirket içi personelin bakımının maliyetleri düzenli olarak MRO bütçesinden hariç tutulur.
5. Birim üretim başına bakım ve onarım birim maliyetlerinin karşılaştırmalı analizi, onarım hizmetinin verimliliğini doğru bir şekilde değerlendirmemize izin vermez.
Bakım ve onarım maliyetlerinin bir ton ürünün maliyetindeki payı aşağıdaki göstergelerden etkilenir: üretimdeki işlem adımlarının sayısı, iç personelin maliyetinin muhasebeleştirilmesi, bakım maliyetlerinin muhasebeleştirilmesi. Ek işlem birimleri oluştururken, sabit hacimli nihai ürün çıktısına sahip ekipman sayısındaki artış nedeniyle bakım ve onarım maliyetlerinin payı artar. Dahili personel her zaman MRO maliyetlerine tahsis edilmez, bu da genel bütçenin önemli ölçüde eksik tahmin edilebileceği anlamına gelir. Bakım maliyetleri onarım maliyetlerinden hariç tutulabilir ve üretim maliyetlerine dahil edilebilir. Bu adımın bariz amacına rağmen, bu, MRO maliyetlerinin %50'ye kadarını gizlemenize olanak tanır. Rus işletmelerinde temel farklılıklar son iki faktörle ilgilidir. Aynı zamanda, Batılı işletmeler çoğunlukla daha az yeniden işleme sürecine sahiptir ve bu nedenle MRO maliyetlerinin maliyet fiyatındaki payını önemli ölçüde azaltır.
6. Tahminlere dayalı fiyatlandırma bir belirsizlik kaynağıdır ve fiili maliyetler, işin kapsamı ve tamamlanma zamanlaması açısından muhasebede farklılıklara yol açar.
Tahminler çoğu Rus işletmesinde fiyatlandırmanın temelini oluşturur. Böyle bir sistemin “bariz” şeffaflığına rağmen, bir takım temel sorunlar var: maliyet tahmini ile piyasadaki işin gerçek maliyeti arasındaki tutarsızlık, inşaat ve montaj işlerinin bir parçası olarak envanter ve malzeme tedarik etme olasılığı, gerçek aksama süresini planlamanın imkansızlığı, acil durum da dahil olmak üzere standart dışı işler için tahminler hazırlamak için uzun süreler. Sonuç, fiyatlandırmanın tamamen şeffaf olmamasıdır: Tahminler, piyasa durumunu ve iş için gerekli zaman dilimini yansıtan bir maliyetin oluşmasına yol açar. Bu, piyasa ekonomisinde tahmini fiyatlandırma modelinin esnek olmamasının bir sonucudur.
7. Bireysel onarım çalışmalarının ayrıntılı düzenlenmesi genel verimliliği artırmaz.
Bir dizi işletme, iş verimliliğini artırmak ve gelecekte maliyetleri azaltmak için her operasyonun ayrıntılı bir açıklamasının yolunu tuttu. Bu yaklaşımın nedeni yalın üretim modelinin tamir ve bakım alanına kolaylıkla aktarılmasıdır. Aynı zamanda bakım ve onarımın üretim açısından temel farkı, standart bir işlerin olmayışıdır. Temel optimizasyon problemi, üretim programını bütçe ve zaman kısıtlamaları altında tamamlamak için gerekli işlerin listesinin seçilmesidir. Ayrıntılı düzenleme bu sorunu çözmez. Karmaşık revizyon çalışmaları yürütülürken ayrıntılı düzenleme gereklidir, ancak devam eden çok çeşitli çalışmalar için önemli bir değeri yoktur.
8. Kararlar, doğrudan ekipmana hizmet veren sınırlı sayıda uzmanın katılımıyla üst düzey yönetim kademelerinde merkezi olarak alınır.
Ekipmanın durumu ve onarım ve bakım ihtiyacı hakkındaki bilgi, ustabaşı ve saha yöneticileri (hat yönetimi) düzeyindeki çalışanlar arasında yoğunlaşırken, aynı zamanda tüm kararlar bölüm başkanları veya yardımcıları tarafından verilmektedir. Bilgiye dayalı kararlar almak için önemli sayıda çalışanı dahil etmek gerekir; bu her zaman mümkün değildir ve kararların etkinliğini ve geçerliliğini azaltır. Hat yönetimi, hedeflere ulaşılmasını sağlayacak uygun yetkilere sahip değildir.
9. Farklı disiplinlerdeki (mekanik, elektrik, enerji vb.) uzmanlar arasındaki iletişim ve ortak planlamadaki zayıflıklar, ekipmanın arıza süresinin artmasına neden olur.
Çeşitli iş türlerinin koordinasyonu mağaza yöneticileri tarafından yürütülür. Bu, her ekipmanın kapatılmasını hızlı ve verimli bir şekilde planlamamıza ve arıza süresini azaltmak için hedeflenen çalışmaları yürütmemize izin vermiyor. Hizmetlerin etkileşimi, yöneticilerin kişisel ilişkilerine dayanmaktadır ve bu, bakım ve onarım verimliliğini artırmaya yönelik hedeflenen çalışmalara izin vermemektedir.
Yukarıda listelenen sorun alanları birçok endüstriyel tesiste ortaktır. Aynı zamanda orta düzey yöneticilerin mevcut şartlarda çalışmayı tercih etmeleri ancak sistemi değiştirmemeleri nedeniyle üst düzey yöneticiler için bunların tespiti zor olabilir.
Yukarıdakilerin çoğu Rus şirketlerine özgü olmayıp, Avrupa ve ABD'deki çok çeşitli işletmelerde bulunmaktadır. Deloitte, şirketlerin MRO maliyetlerini pazar durumunu ve ürün üretim ihtiyaçlarını dikkate alarak yönetmelerine olanak tanıyacak etkili bir yönetim planı oluşturmak için önde gelen küresel uygulamaları temel alan bir MRO yönetim sistemi geliştirmiştir.
Bakım ve onarım yönetim sisteminin düzenlenmesine yönelik öneriler
Bakım ve onarım yönetimi alanındaki sorunların analizinin sonuçlarına dayanarak aşağıdakiler formüle edildi: Hedef kontrol sistemi modeli için temel gereksinimler:
- Sistemin amacı, tahsis edilen MRO bütçesi dahilinde üretim planını gerçekleştirmektir.
- Ekipmanın teknik durumuna ilişkin sorumluluk, bölüm yönetimi seviyesine aktarılmalı ve aynı zamanda fon harcamalarının izlenmesi için etkili araçlar geliştirilmelidir.
- Ekipmanın bakım ve onarımına yönelik, ekipmanın durumu ve şirketin mali sonuçları üzerindeki etkisi dikkate alınarak farklı bir yaklaşım kullanılmalıdır.
- Bakım ve onarım maliyetleri, şirket yönetiminin bunlara dayanarak yönetim kararları alabileceği şekilde tanımlanmalı ve sunulmalıdır.
- Yedek parça temininde ve stok politikalarının oluşturulmasında farklı bir yaklaşım benimsenmelidir.
- Çeşitli disiplinlerdeki uzmanlar arasında etkili etkileşim organize edilmelidir.
- İşin zamanlamasının ve maliyetinin planlanması, gerçek ve ölçülebilir göstergeler kullanılarak yapılmalıdır.
- Yüklenicilerle çalışmak hem hizmetlerinin maliyetine hem de onların katılımıyla ilişkili risklerin değerlendirilmesine dayanmalıdır.
Kapsamlı bir bakım ve onarım yönetim sistemi, şirketin faaliyetlerinin çeşitli yönlerini kapsamalıdır. Aynı zamanda bu sistemin oluşumunun temeli, ekipmanların farklılaştırılması ve onarım hizmetinin organizasyon yapısının oluşturulmasına yönelik yenilikçi yaklaşımlar olmalıdır. MRO yönetim sisteminin yardımcı bir parçası, işin bütçelenmesi, planlanması ve yürütülmesi için yeni süreçler, bütçe şablonları ve muhasebe belgelerinin yanı sıra yedek parçaların ve yüklenicilerin yönetimine yönelik metodolojilerdir.
Modelin temel unsurları
1. Ekipman farklılaşması
Bakım ve onarım yönetim sisteminin temel unsuru, ekipmanın teknik durumuna ve finansal sonuca etkisine göre farklılaştırılmasıdır. Ekipman farklılaştırması, fon harcama alanlarının resmi olarak önceliklendirilmesi, ekipman kategorisine göre ekipmanın onarımı ve bakımına yönelik farklı yaklaşımların geliştirilmesi için gereklidir. Bir önceliklendirme sistemi ancak ekipman parçalarının şirket açısından değeri açısından doğru şekilde karşılaştırılması durumunda etkili olabilir. Ekipmanı değerlendirirken ve sınıflandırırken sorun, kuruluş için genel bir tablo oluşturmaktır: Belirli bir alan için kritik olan ekipman, tesisin tamamı için kritik olmayabilir.
Bu sorunu çözmek için, ekipmanın bireysel bölümler düzeyinde analiz edilmesinden, üretim hatlarının şirketin finansal performansı üzerindeki etkisinin analiz edilmesine kadar bir dizi eylemin gerçekleştirilmesiyle sıralı karşılaştırma yönteminin kullanılması gerekir. Endüstriyel güvenlik ve çevre korumasına ilişkin riskler ve gereksinimler de dikkate alınmalıdır.
2. Organizasyon yapısı
Yetkilerin mağaza yöneticileri ve üzerinde merkezileştirilmesi, operasyonel kararların alınamamasına ve önemli sayıda “uzman”ın sürece aktif katılımına yol açmaktadır. Bakım ve onarım yönetim sistemi, hak ve sorumlulukların bölüm yöneticileri (ustabaşı/saha yöneticileri) düzeyine devredilmesini içerir.
Bir diğer sorunlu konu ise teknoloji ve tamir personelinin etkileşimidir. Bu sorun özellikle tamir atölyeleri seçerken ciddidir, ancak süreç ve tamir personeli için tek bir atölyenin bu sorunu çözeceği varsayılmamalıdır. Tek bir atölyede sorunlar atölye yöneticisi tarafından tek tek kapatılıp çözüme kavuşturulur.
Bu sorunları çözmek için Batılı hizmet şirketlerinde kullanılanlara benzer bir çözüm gerekiyor: teknolojik departmanlarla etkileşimden sorumlu çalışanlar - onarım işinin müşterileri ve onarım yapmaktan sorumlu çalışanlar - ayrılması. Aynı zamanda üretimle etkileşimden sorumlu çalışanın bütçe tahsisi ve iş planlaması alanında yetkiye sahip olması gerekir. Ve yüklenici, alınan göreve uygun olarak iş emrinin yüksek kalitede yürütülmesinden sorumludur.
Modelin yardımcı unsurları
1. Bakım ve onarım yönetimi alanındaki süreçlerin düzenlenmesi
Bakım yönetiminde yaygın bir sorun, standartlaştırılmış süreçlerin eksikliğidir. MRO yönetim sisteminin yeniden düzenlenmesinin bir parçası olarak, aşağıdaki ana süreçlerin çözülmesi gerekmektedir: MRO'nun yıllık planlanması ve bütçelenmesi, yıl içi ve aylık iş planlaması, iş görevlerinin dağıtımı ve bunların uygulanmasının izlenmesi, yedek parça alımı ve yüklenici hizmetleri.
Süreçler yeni organizasyon yapısına ve ekipmanların farklılaştırılmasına (kategorizasyonuna) dayanmaktadır. Yeni süreçlerin tanıtılmasının amacı, onarım servisi çalışanlarının faaliyetlerini optimize etmek ve yeni bir iş organizasyonu şemasını uygulamaya koyarken ayrıntıları çözmektir.
2. Yedek parça yönetimi
Envanter optimizasyonu bir şirketin işletme sermayesi yönetiminin önemli bir parçasıdır ve çoğu zaman iyileştirmeye açık bir alan vardır. Öte yandan stoksuz kalma politikası, üretimin uzun süre durdurulması gibi ciddi riskler taşıyor. Ürün bazında optimum stok düzeyini belirlemek için yedek parça yönetimine farklı bir yaklaşım getirmek gerekir. Yedek parçalar, şirketin üretim sürecine olan etkilerine göre farklılaştırılmalıdır. Bu sınıflandırma, modelin temel unsurlarının uygulanması kapsamında gerçekleştirilen ekipman farklılaştırmasına dayanmaktadır.
Her yedek parça için kritikliğine ve teslimat süresine bağlı olarak uygun bir satın alma ve stok stratejisi tanımlanmalıdır. Örneğin, üretim süreci için kritik olan ve kötü durumdaki ekipmanlara yönelik kritik yedek parçalar için, planlanmamış üretim kesintilerini en aza indirmek için gerekli miktarda sürekli stok stokta tutulmalıdır.
3. Yüklenici yönetimi
Dış kaynak kullanımı ile dahili personelin bakımı arasındaki seçim, onarım hizmetinin gelecek birkaç yıldaki daha da gelişmesini belirleyebilecek bir karardır. Bir onarım hizmetinin tamamen veya kısmen dışarıdan sağlanmasına karar verirken, bu kararı vermenin risklerini değerlendirmek için sınırlı kullanımı nedeniyle, yalnızca mali analiz sonuçlarına göre hareket edilemez.
MRO yönetiminin bir parçası olarak, hem ekipmanın farklılaştırılmasının hem de yüklenici ve iç personelin avantajlarının karşılaştırmalı analizinin dikkate alınması gerekir. Anahtar ekipmanlar için şirket içinde MRO yürütme yeterliliğinin sürdürülmesi son derece önemlidir. Aksi takdirde, uygunsuz şekilde gerçekleştirilen onarımlardan kaynaklanan potansiyel kayıplar, onarım işlevini dışarıdan temin etmenin faydalarını önemli ölçüde aşabilir.
Çözüm
Bakım ve onarım çoğu endüstri için bir sorundur. Rusya'da durum, ekipmanın yüksek derecede aşınması ve yıpranması ve SSCB'de seferberlik ekonomisi koşullarında benimsenen garantili üretim modelinin mevcut durumda uygulanamaması nedeniyle daha da kötüleşiyor.
Bu belgenin ilk bölümünde sunulan kısa analiz, bakım ve onarım yönetimi alanındaki sorunların karmaşıklığını göstermektedir. Sorunların karmaşıklığı şirketten şirkete değişmektedir. Uzun vadede verimliliğin artırılması ve bakım ve onarım maliyetlerinin azaltılması sorununu çözmek için işletmede kapsamlı bir çözümün uygulanması gerekmektedir. Kendimizi bireysel "kozmetik" değişikliklerle sınırladığımızda, orta vadede gizli olanlar da dahil olmak üzere MRO maliyetlerinde artış veya ekipman güvenilirliğinde önemli bir düşüş elde edeceğiz.
Önerilen metodoloji, bakım ve onarım yönetimi sürecini değiştirmenin birbirini takip eden üç aşamasını tanımlar: sorunların ve hedef modelden sapmaların analizi; süreçlerin, araçların, organizasyon yapısının ve ekipmanların sınıflandırılmasının uyarlanması; yanı sıra yeni bir bakım ve onarım yönetim sisteminin uygulanması.
İlk aşama kapsamında mevcut bakım ve onarım yönetim sistemi çeşitli parametrelere göre analiz edilerek, belirli bir işletmenin kendine özgü özellikleri belirlenir. Bu çalışma, hedef modelin uyarlanması için bir temel sağlar ve aynı zamanda hızlı iyileştirme yapılabilecek alanların belirlenmesine de olanak tanır. Hedef süreç ve araçların uyarlanması, kurum çalışanlarının da dahil olduğu ortak bir ekip tarafından gerçekleştirilir. Belirli bir üretimin özelliklerinin ayrıntılı bir şekilde incelenmesi, hedef modelin başarılı bir şekilde uygulanması olasılığını sağlayan uygulanabilir bir yönetim modeli oluşturmanıza olanak sağlar.
Aynı zamanda ekipman kategorizasyonu da yapılmaktadır. Uyum aşamasında kategorizasyonun yapılması genel uygulama süresini kısaltır. Geliştirilen modele göre uygulama öncelikle işletme çalışanları tarafından gerçekleştirilmektedir. Bu aşamanın görevi, iyi geliştirilmiş süreçler, prosedürler ve belgelerle desteklenen yeni bir organizasyon yapısına geçiştir.
Yönetim sistemini değiştirmeye yönelik bir projenin başarıyla tamamlanmasının anahtarı, danışmanların ve işletme çalışanlarının ortak çalışmasıdır. Yeni süreçleri geliştirme ve uygulama deneyiminin yanı sıra hedef model bilgisi olan çalışanlar şirketteki değişim ajanlarıdır. Gelecekte görevleri değişiklikleri desteklemektir.
Analizden işletmenin çalışmalarını organize etmek için yeni bir sisteme geçişe kadar toplam proje uygulama süresi yaklaşık bir buçuk yıldır. Bu sürenin ayarlanması, kuruluşun değişikliklere uyum sağlama yeteneğine ve onarım hizmeti organizasyonundaki mevcut duruma bağlıdır.
Elena Lazko'nun hazırladığı, Ortak, Ekaterina Pavlushkina, Müdür, Nesterenko Alexey, Kıdemli Danışman
Çoklu makine bakımında hizmet standartlarını ve işçi sayısını optimize etme görevi, ekipman parçası sayısı ile bu ekipmana bakım yapan işçi sayısı arasındaki optimum oranı belirlemektir. İşletmenin belirli sayıda teknik cihaza (metal kesme makineleri, presler, bilgisayarlar, traktörler vb.) sahip olduğunu varsayalım.
Bu ekipmanın bakımı için kaç tamirciye ihtiyaç duyulacağı nasıl belirlenir? Sonuçta, az sayıda tamirci varsa, o zaman işletme, servis beklerken makinelerin boşta kalması nedeniyle kayıplara maruz kalacak ve çok sayıda varsa, bu ekipman üzerinde üretilen ürünlerin (iş yapma) maliyeti, nedeniyle önemli ölçüde artabilir. bakım personelinin bakımının maliyetindeki artış.
Söz konusu problem, kuyruk teorisi (QST) yöntemleri kullanılarak çözülmektedir.
Öncelikle mevcut ekipmanın arıza oranının belirlenmesi gerekir (karmaşık teknik cihazların arıza oranı genellikle Poisson'dur). Servis süresinin dağıtım kanunu ve özellikleri, servis aralıklarının süresi kaydedilerek bulunabilir.
Takım tezgahı ekipmanı grubu için arıza oranının = 0,57 ve onarım oranının = 0,8 olduğu ortaya çıksın (onarım süresinin dağıtım yasası üsteldir). ????'dan bu yana, onarım işini gerçekleştirmek için bir tamirciye sahip olmak yeterlidir, ancak servis (kuyruk) için makinenin arızalandığı durumlar olabilir.
Kuyrukta l makinenin bulunma olasılığını ve P 0 kuyruğunun bulunmama olasılığını belirleyebilirsiniz.
P 0 =1-Ã : P l =Ã l (1-Ã)at l = 1,2,3, ... , burada
Örneğimiz için sıranın olmaması olasılığı:

Sistemin çalışma süresi yeterince uzun ise P 0 sistemde kuyruk olmadığı zamanın ortalama değeridir. Bu durumda yaklaşık çalışma süresi kadar kuyruk oluşmaz. Р l formülüne çeşitli l değerlerini değiştirerek, bir makineden gelen bir kuyruğun ortalama ömrünün toplam sürenin 0,228'ine, iki 0,15'ten vb. eşit olduğunu bulduk.
Sırada ortalama bekleme süresi:

Sistemdeki ortalama bekleme süresi, kuyruktaki bekleme süresini de içerir ve hizmet süresi şuna eşittir:
 ;
;
 ;
;
Onarım n tamirci (çok kanallı servis sistemi) tarafından gerçekleştiriliyorsa, kuyruktaki ortalama bekleme süresi aşağıdaki formülle hesaplanır:

Çok kanallı bir sistem için. P 0 değeri genellikle grafiklerden alınır. Bu grafikleri oluşturmak için farklı ve n için P 0 tablosunu kullanabilirsiniz (Tablo 1).
tablo 1
| Ã | N | ||||||
| . . . | |||||||
| 0,333 | 0,367 | 0,367 | 0,367 | 0,367 | 0,367 | 0,368 | |
| 0,111 | 0,130 | 0,134 | 0,135 | 0,135 | 0,135 | ||
| 0,037 | 0,046 | 0,049 | 0,049 | 0,050 | |||
| 0,013 | 0,016 | 0,017 | 0,018 |
=1.6 olsun; =0,9; 
Kuyrukta ve sistemdeki bekleme süresini mekanik sayısı n=2,3 ve 4 ile hesaplayalım.
n=2; 
n=3; ![]()
n=4; ![]()
T süresi boyunca, servis sistemi (bir grup tamirci) onarım için T taleplerini alır. Bakım ve onarımın başlamasını bekleyen değirmenlerin toplam aksama süresi birim zaman tutar. Makinenin hizmette olmasından kaynaklanan kesintilerden kaynaklanan kayıplar (1 saatlik çalışma süresi başına verimlilik düşer) ise 1 ovuştur. Birim zaman başına ve bir tamircinin bakımının maliyeti 3 ruble. birim zaman başına, mekaniğin bakımının ve makinenin aksama süresinden kaynaklanan kayıpların karşılanmasının maliyetleri aşağıdaki rakamlarla karakterize edilecektir:
Tablo 2.
Bu rakamları karşılaştırdığımızda, mevcut ekipmanın bakımı için üç tamirciye sahip olmanın en ekonomik yöntem olduğunu görüyoruz.
Genel durumda, söz konusu kuyruk sisteminin kapalı olduğu, çünkü gelen taleplerin akışının sınırlı olduğu ve yoğunluğunun sistemin durumuna bağlı olduğu akılda tutulmalıdır. İşletmede K adet makine varsa, hizmet sistemi aynı anda K'dan fazla uygulamayı içeremez.
Kilit çalışanlar için en uygun hizmet standartlarını hesaplarken (örneğin, hizmet taleplerinin rastgele akışı durumunda), bilgisayar simülasyonu kullanılabilir.
 Ev aletlerinin iadesi Cihazlara para iadesi mümkün mü?
Ev aletlerinin iadesi Cihazlara para iadesi mümkün mü? Oleg Lurie'nin yeni blogu Projeyi sıkıştırmak isterlerse ne yapmalı
Oleg Lurie'nin yeni blogu Projeyi sıkıştırmak isterlerse ne yapmalı İhalelere katılım: adım adım talimatlar, gerekli belgeler, koşullar Bireysel girişimcilerin ihalelere katılımı
İhalelere katılım: adım adım talimatlar, gerekli belgeler, koşullar Bireysel girişimcilerin ihalelere katılımı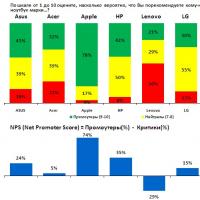 Müşteri sadakatini takip ediyoruz
Müşteri sadakatini takip ediyoruz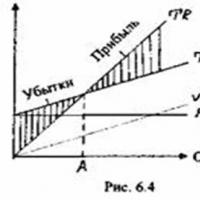 Kârlılık eşiği nedir?
Kârlılık eşiği nedir? Bir sosyoloğun eğitimi ile nerede çalışılır?
Bir sosyoloğun eğitimi ile nerede çalışılır?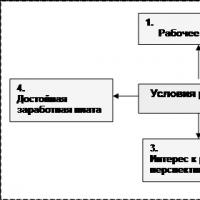 Girişimci ortam ve yapısı Bir ilişkiler sistemi olarak girişimci ortam
Girişimci ortam ve yapısı Bir ilişkiler sistemi olarak girişimci ortam