Tehnologia de acoperire cu role. Mașină automată de vopsit cu cărucior în mișcare în cruce Mașină automată de vopsit tip Lelo B11 Mașină de pulverizare reciprocă
Principiul de bază al procesului de acoperire cu peliculă subțire luat ca bază tehnologie nouăîntărirea este descompunerea vaporilor de reactivi chimici lichizi introduși în arcul plasmatron, urmată de trecerea reacțiilor plasma-chimice și formarea unui înveliș pe produs.
Procesul are loc în mai multe etape:
Transferul materiilor prime de reactivi din stare lichidă în stare de vapori;
Reacții de descompunere a componentelor în fază de vapori în plasmă de descărcare cu arc în individ compuși chimiciși transferarea acestora cu un jet de plasmă pe substrat;
Trecerea interacțiunii dintre compușii chimici ai fazei de vapori și gazele de pe substrat, ducând la nuclearea și creșterea filmului.
În mod tradițional, acestea sunt principalele etape ale depunerii fizice în vapori a acoperirilor (metode PVD). Dar, spre deosebire de procesele PVD cunoscute, noua metodă de întărire face posibilă implementarea tuturor etapelor de formare a acoperirii cu presiune atmosferică, fără camere de vid. În plus, acoperirile depuse prin metoda PVD atunci când sunt depuse pe un substrat la temperatură joasă cu o temperatură mai mică de 250 °C au de obicei aderență scăzută.
O altă caracteristică a noii tehnologii, asociată cu viteze crescute de răcire a stratului depus de ordinul 10 4 ... 10 6 grade/s și prezența elementelor de amorfizare, este starea sa amorfă. Principalele proprietăți ale substanțelor amorfe sunt izotropia lor (aceleași proprietăți în toate direcțiile), vâscozitatea crescută (capacitatea de a absorbi ireversibil energia în timpul deformării plastice, atunci când sunt încălzite, nu se topesc la o temperatură strict constantă, ca cristalele, ci treptat); se înmoaie într-un interval semnificativ de temperatură. Acoperirea obținută de FPU prezintă un mare interes datorită rezistenței mari la uzură și la coroziune. Se caracterizează prin duritate crescută (până la 53 GPa), coeficient scăzut de frecare (0,04...0,08 pentru oțelul ShKh15), inerție chimică și rezistivitate electrică ridicată (10 10 Ohm m).
Un jet de plasmă care curge la presiunea atmosferică dintr-un plasmatron cu arc de dimensiuni mici (Fig. 1) a fost folosit ca sursă de energie termică pentru aplicarea unui strat subțire rezistent la uzură.
Fig.1. Plasmatron pentru aplicarea unui strat de întărire

Fig.2 Instalare pentru acoperire cu plasmă UVPU-111
Specificații
consumul de energie – nu mai mult de 5 kVA;
curent nominal – 100 A;
tensiune nominală de funcționare - nu mai mult de 40 V;
Durata ON – 100%;
debit de argon – nu mai mult de 5 l/min;
consumul de preparat tehnologic lichid Setol – nu mai mult de 0,5 g/h;
consum apa de racire – 200-220 l/h;
dimensiuni – 760x620x1150 mm;
greutate - nu mai mult de 130 kg.
O metodă eficientă de creștere a puterii unui impuls gaz-dinamic este detonarea unui amestec de gaz inflamabil într-o cameră de reacție (RC) într-un câmp electric. Inițierea detonării în Republica Kazahstan este efectuată de un dispozitiv de detonare de dimensiuni mici. Energia pentru menținerea intensității câmpului electric este furnizată de la un convertor electric pornit constant. Când detonația este inițiată în curent continuu, un curent electric trece prin stratul de produse de ardere din spatele undei de detonare (DW). Există un flux suplimentar de energie către gaz. După ce DV iese din DC, curentul electric trece prin jetul de plasmă și materialul pulverizat către suprafața produsului pulverizat. Figura 3 prezintă echipamentul de acoperire, iar Figura 4 prezintă tipurile de pulverizare.


Orez. 3. Echipamente speciale pentru aplicarea acoperirilor cu plasmă cu impulsuri


Orez. 4. Tipuri de pulverizare produse cu ajutorul echipamentelor prezentate (pulverizare etansari mecanice, pulverizare role)
Acoperire cu rolă rotativă
Acest proces este prezentat în Figura 5. Săgețile arată direcțiile de rotație ale arborilor și mișcarea plăcii de fibre. Principiul de funcționare al mașinii este următorul: materialul de vopsea (2) turnat în cavitatea formată din suprafețele arborilor de imprimare (3) și de dozare (1), este presat între ele și transferat de arborele de imprimare la suprafață. a plăcii de fibre (6), trecând între rolele de imprimare și de presiune (5), formând o acoperire (4).

Orez. 5. Proces de acoperire cu rolă rotativă
Unul dintre metode moderne vopsirea este aplicarea de vopsele și lacuri pe foi sau benzi de metal laminate preprocesate folosind mașini cu role pe linii de producție automate (coil-coating).
Cel mai adesea, tablele de oțel cu lățime de până la 1850 mm cu Zn-Al și alte straturi aplicate prin metode de prelucrare electrochimică sunt vopsite. Mai puțin utilizate sunt benzile din aliaje de aluminiu cu o lățime de până la 1650 mm. În industria autohtonă, oțelul laminat la rece și galvanizat la cald este fabricat conform TU 14-1-4792-90.
În prezent, 15% din oțelul din întreaga lume este vopsit folosind metoda de acoperire cu bobine, iar consumul global de vopsele și lacuri potrivite pentru aplicarea prin această metodă este de aproximativ 500 de mii de tone/an. Principalii producători de astfel de materiale sunt Beckers, Akzo - Nobel, BASF, PPG etc. Sistemul de acoperire cu bobine constă de obicei dintr-un grund și straturi de finisare pentru partea frontală a produselor laminate și un strat de grund pentru partea din spate. Așezarea straturilor de vopsea și lac pe o bandă de oțel I II III IV V IV:
I – acoperire de finisare (10 – 400 microni);
II – strat de grund (5–10 µm);
III – acoperire cu cromat sau fosfat (aproximativ 1 micron);
IV – zinc (la cald) sau zinc-aluminiu (10 – 40 microni); acoperire electrochimică (3 – 6 microni);
V – bandă de oțel.
O linie tehnologică tipică pentru vopsirea metalului spiralat (Fig. 4) este un sistem închis în care banda de metal intră mai întâi în zona de prelucrare chimică cu o viteză de până la 150 m/min (decapare, degresare alcalină, spălare, tratament de spălare alcalină, uscare, fosfatare, cromare) și apoi pe mașini cu role, unde grund și email sunt aplicate succesiv. Cuptoarele de uscare constau din patru sau șapte zone.

1 – derulator; 2 – zona de aplicare a grundului; 3, 4 – mașini cu role; 5–8 – cuptoare de uscare; 5, 6 – zone de evaporare a 90% solvenți; 7, 8 – zone de întărire a acoperirii; 9 – zona de racire; 10 – zona de aplicare a smalțului; 11 – bobinator
Orez. 4.Diagrama liniei de acoperire a bobinei
Temperatura de vârf a metalului (PTM, °C) este de 50-200 °C în zona de evaporare a solventului și 210-280 °C în zona de uscare. Durata de ședere a stratului în cuptor ajunge la 15–60 s, astfel încât procesul de evaporare a solvenților este foarte intens, iar datorită unei bune ventilații în cuptor, solventul nu este eliberat în mediu, ci este complet ars împreună cu aerul.
Principalele avantaje ale metodei de vopsire cu bobină sunt următoarele:
Continuitatea acțiunii;
Viteză mare de aplicare;
Întărire rapidă a acoperirilor;
Grosimea mică și uniformitatea stratului aplicat;
Obținerea de acoperiri de înaltă calitate potrivite pentru prelucrarea ulterioară
metal laminat.
Tehnologia de acoperire cu role asigură transferul prin contact direct al materialelor de vopsea către piesă printr-o rolă de aplicare acoperită cu cauciuc de duritate diferită.
Materialele acrilice întărite UV cu reziduuri uscate 100% sunt potrivite în mod ideal pentru această tehnologie.
Rolele pot aplica material vâscos, astfel încât nu este nevoie să adăugați solvent, permițând linii foarte compacte.
Finisarea marginilor se poate face prin pulverizare sau folosind mașini speciale cu role.
Având în vedere că materialele acrilice UV nu se usucă până când nu primesc o doză de iradiere UV, mulți producători își spală rolele nu mai mult de o dată pe săptămână, reducând pierderea de vopsea la o cantitate nesemnificativă.
Fotografie cu o mașină cu role de pe site-ul https://renner.ru/equipment-selection/roller-machine/
Rola de aplicare poate avea aproximativ 3 caneluri pe mm în care cade materialul de vopsea aplicat. Acest număr de caneluri asigură aplicarea materialelor de vopsea într-un strat mai gros, până la 50 g/m2. când se aplică cu două astfel de role, umed pe umed.
Mașină convențională cu role, rotație directă
Rotire directă - rola de aplicare se rotește de-a lungul benzii transportoare, rola de dozare se rotește de-a lungul aplicatorului, așa cum se arată în diagrama anterioară a mașinii cu role. Acest mod este folosit pentru aplicarea petelor și grundurilor cu un consum de 10-40 g/m2.
Mașină cu role de precizie
Mașină cu role de precizie- folosit de obicei pentru aplicarea straturilor de finisare de lac pe parchet. Diferă de cel obișnuit prin faptul că arborele de dozare se rotește în sens opus și trage vopseaua în sus. Acest lucru vă permite să reduceți cantitatea de vopsea aplicată la 5-10 g/m2.
În acest mod este necesar racleta- o parte în formă de cuțit a mașinii care returnează vopseaua de la rola de dozare înapoi în spațiul dintre role.
Mod de rotație inversă sau invers
Mod de rotație inversă sau invers - ambele role se rotesc în direcții opuse celor prezentate în figură, adică în punctul de contact cu banda, suprafața rolei de aplicare se mișcă împotriva mișcării benzii.
Rola de dozare este presată pe rola de aplicare, în timp ce materialul de vopsea nu trece între role, ci este ridicat de rola de aplicare și îndepărtat din acesta de banda transportoare.
Această schemă oferă o acoperire foarte netedă, cu capacitatea de a aplica straturi mai groase. Folosit pentru aplicarea grundurilor și a lacurilor de finisare.
Mașini de rulare cu două capete
Mașini de rulare cu două capete- constau din doua perechi succesive de role. De obicei, direcția și viteza de rotație a rolelor în mașini moderne reglementate independent.

Pret la cerere
Producător
Rusia
Cerere
Descriere:
Cabina automată de vopsire este concepută pentru aplicarea de înaltă calitate și de înaltă performanță a vopselei și a vopselei (pete, grunduri, lacuri de finisare) pe suprafața și marginile elementelor de mobilier, panourilor plate și produselor de profil (uși, fațade).
Aplicarea vopselei are loc în mod automat pistoale de vopsea cu aer sau fără aer, excluzând munca manuală a operatorului.
Video cu munca cabina de vopsire:
Principiul de funcționare al cabinei de pulverizare
Produsul precurățat este alimentat de-a lungul unei benzi transportoare în cabina de vopsire. Acoperirea materialelor de vopsea se realizează cu 4 (patru) sau 8 (opt) pistoale de pulverizare, montate în 4 bucăți. pe una sau două vagoane care se deplasează transversal. Căruciorul, folosind un motor fără perii, efectuează o mișcare alternativă perpendiculară pe mișcarea benzii transportoare pe care se află piesa.
Pistoalele se pornesc pe măsură ce piesa trece și pictează suprafața superioară și toate marginile.
Dimensiunile si pozitia piesei sunt citite de un senzor special (rigla foto-optica) la intrarea masinii, apoi pistoalele vopsesc automat zona in care se afla piesa, economisind astfel o cantitate importanta de vopsea.
Viteza de avans a piesei de prelucrat și viteza de deplasare a căruciorului cu pistoale de pulverizare sunt stabilite de către operator pe ecranul tactil al panoului de control. Consumul de vopsea (lac) si presiunea aerului in linii sunt de asemenea reglate din panoul de comanda sau pe pistoalele de vopsea.
Toate operațiunile mașinii sunt controlate cu ajutorul unui controler industrial.
După vopsire piesa iese cabina de vopsireși poate fi alimentat mai departe într-un tunel de uscare de tip traversant.
Productivitate și eficiență.
O cabină de vopsire automată modernă de tip pass-through vă permite să creșteți semnificativ productivitatea în comparație cu metoda clasică de aplicare manuală.
Un sistem de control automat pentru pornirea și oprirea pistoalelor numai în momentul în care produsul trece prin zona de aplicare vă permite să economisiți semnificativ consumul de vopsea și lac.
Caracteristici de design:
Sistem transportor
Piesa de prelucrat este mutată în interiorul mașinii cu ajutorul banda rulanta, rezistent la solvenți și alte materiale agresive.
Se prevede curățarea benzii după ce părăsește cabina de pulverizare pentru a evita apariția reziduurilor de vopsea reversul produse.


Zona de pulverizare
Aplicarea straturilor de acoperire are loc într-o cameră izolată echipată cu ventilație de alimentare și evacuare și o lampă de iluminat rezistentă la explozie. Aerul este furnizat în cameră prin două panouri largi de distribuție în partea de sus a cabinei. Datorită acestui fapt, în cameră se creează un flux uniform de aer, a cărui direcție coincide cu direcția torțelor de pulverizare. Această schemă promovează aplicarea lină și de înaltă calitate a vopselei pe suprafața părților plane și frezate (de profil) și elimină orice pătrundere de praf din exterior în zona de vopsire.

Accesul la cabina de pulverizare se face prin ușile de acces din sticlă din partea dreaptă a mașinii, care sunt deschise manual și sunt echipate cu un blocaj de siguranță. Datorită acestui lucru, operatorul are acces la zona de pulverizare pentru întreținerea și reglarea pistoalelor și poate monitoriza constant funcționarea mașinii. Ușile de inspecție au o etanșare suplimentară.

Unitate de vopsire
Pe un cărucior mobil sunt instalate 4 pistoale de pulverizare, care realizează o mișcare alternativă în unghi drept cu direcția de alimentare a pieselor. Mișcarea se realizează cu ajutorul unei curele dințate sintetice antrenate de un motor fără perii, care asigură accelerarea și decelerația corectă a căruciorului.


Ușile de inspecție vitrate permit operatorului să acceseze zona de pulverizare pentru întreținerea și reglarea pistolului și poate monitoriza continuu funcționarea mașinii.
Poziția pistoalelor este reglabilă pe orizontală și pe verticală, ceea ce vă permite să setați direcția optimă a pistoletelor de pulverizare către piesă.
Furnizarea și aplicarea vopselei
Vopseaua (lacul) este furnizată pistoalelor sub presiune folosind o pompă cu diafragmă sau cu piston (în funcție de tipul de pulverizare).

Datorită unei rigle optice care citește poziția produselor pe bandă înainte de a intra în zona de vopsire, pornirea și oprirea pistoalelor (pulverizare cu vopsea) are loc în funcție de dimensiunea, configurația și viteza de avans a piesei.
Curățarea benzii
Banda transportoare este curățată de vopsea care a căzut pe ea la ieșire folosind o racletă de oțel. În acest caz, vopseaua este scursă într-un recipient folosind o racletă automată și poate fi refolosită în funcție de proprietățile vopselei în sine. În zona de contact, racleta are un vârf de plastic pentru a evita efectele abrazive asupra benzii.
Pentru curățarea finală a benzii, se folosesc doi arbori rotativi pentru a furniza un solvent (sau soluție de curățare în funcție de materialul de vopsea utilizat).
Unitate de preparare a aerului
În partea de sus a mașinii se află o unitate de preparare a aerului care filtrează și furnizează aer prin două panouri de tavan de distribuție în zona de pulverizare a mașinii. Acest lucru previne pătrunderea prafului în zona de aplicare a vopselei și pătrunderea pe produsul vopsit.
Filtrarea aerului și ventilația de evacuare
În interiorul zonei de pulverizare, pe ambele părți ale benzii transportoare, există panouri largi de evacuare cu filtre uscate din carton celular de suprafață mare. Acest sistem captează rapid și eficient particulele solide de vopsea, elimină ceața de lac și menține curățenia în zona de vopsire și, de asemenea, asigură un debit de aer uniform și constant în zona de aplicare.
Aerul este îndepărtat din zona de vopsire printr-un ventilator special antiexploziv, care se află pe un suport special. Înainte de a fi eliberat în exterior sau în sistemul general de ventilație al atelierului, aerul, pe lângă filtrul uscat, trece printr-un filtru fin sintetic, care captează majoritatea impurităților dăunătoare.
Sistemul de filtrare și ventilație prin evacuare aplicat asigură grad înalt purificarea aerului și face mașina sigură pentru personal și mediu
Personal optic
La intrarea mașinii este instalată o bandă optică, care cu rezoluție înaltă (7mm) scanează momentul trecerii piesei, dimensiunile acesteia, poziția pe banda transportoare și trimite datele controlorului pentru controlul corespunzător al pistoalelor.
Acest sistem vă permite să economisiți o cantitate semnificativă de materiale de vopsea în timpul producției de masă și la scară mică.
Sistem electronic și panou de control
CNC asigură că mașina funcționează automat în conformitate cu un program dat.
Panoul de control modern este echipat cu un controler cu ecran tactil. Cu ajutorul acestuia, toate funcțiile mașinii sunt controlate: viteza de avans, viteza de mișcare a căruciorului, setările pistolului, timpul de întârziere a alimentării cu vopsea. Setările specificate pot fi scrise ca programe independente și stocate în memoria CNC.
Specificații:
| Lățimea de lucru a mașinii: | 1300 mm |
| Înălțimea pieselor de vopsit: | 3-100 mm |
| Lungimea pieselor de vopsit | de la 100 mm |
| Viteza de avans: | 1-6 m/min |
| Puterea motorului cu angrenaj transportor | 2,2 kW |
| Alimentarea ventilatorului: | 4 kW |
| Puterea ventilatorului de evacuare: | 4 kW |
| Putere servo carucior: | 1,8 kW |
| Puterea de antrenare a sistemului de curățare | 0,37 kW |
| Numărul pistoalelor de pulverizare | 4-8 buc |
| Presiunea în sistemul pneumatic: | 6 atm |
| Flux de aer: | 1000 l/min |
| Alimentare electrică: | 380V, 50Hz |
Aparatul automat SPM1300FA este proiectat pentru aplicarea vopselei cu fluorocarbon pe elementele panourilor de mobilier. E diferit performanta ridicata. Performanța maximă este atinsă prin utilizarea unei mașini cu perii pentru curățarea pieselor, uscare IR și UV. Acoperirea de înaltă calitate este asigurată de mai multe pistoale de pulverizare care pictează reliefuri complexe ale pieselor. Calitatea stratului de vopsea este facilitata de alimentarea cu aer curat in zona de vopsire. prin ventilație forțată cu unitate de filtrare.
Prezența a două circuite independente de alimentare cu lac asigură o tranziție instantanee de la un material la altul (de exemplu, de la grund la lac). La intrarea mașinii se află un rack cu fotocelule care citește poziția piesei și dimensiunea acesteia, transmițând informații către CNC care controlează pistoalele. Acest lucru previne utilizarea excesivă a vopselei. Sistemul de returnare a vopselelor și a lacurilor de pe banda transportoare ajută la economisirea materialelor de vopsea și lac și la extinderea gamei acestora. Îndeplinește și o funcție de protecție personal de serviciu din nociv factori de producţie.
Principiul de funcționare al mașinii este că piesa curățată este transportată printr-un transportor în cabina de vopsire. Se aplică acoperirea pistoale de pulverizare montate pe cărucioare speciale care se deplasează înainte și înapoi în raport cu partea în mișcare. Obținerea celui mai bun efect este facilitată de reglarea lină a vitezei căruciorului Operatorul, folosind panoul CNC și ecranul tactil, setează consumul de vopsea, viteza de mișcare a piesei de prelucrat și a căruciorului. Piesa care iese din cabina de vopsire este alimentată în tunelul de uscare.
Vopseaua este pulverizată într-o cameră izolată în care ventilație de alimentare și evacuareși lampă de iluminat rezistentă la explozie. Alimentarea cu aer se realizează în partea superioară a cabinei prin panouri de distribuție. Direcția fluxului de aer și pistoletele de pulverizare coincid și contribuie la aplicarea unui strat uniform, de înaltă calitate. Pătrunderea prafului în zona de vopsire este complet exclusă. Semifabricatele pot fi fie plate, fie frezate.
Ușa de inspecție permite operatorului să monitorizeze procesul și să ajusteze pistoalele. Orice vopsea care ajunge pe banda transportoare este curățată cu o racletă de oțel. Apoi este colectat în containere și refolosit. Curățarea finală a curelei este efectuată de două arbori de perie rotative și solvent curat furnizat de o pompă.
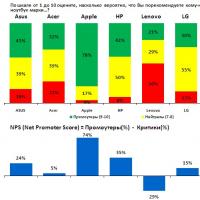 Urmărim fidelitatea clienților
Urmărim fidelitatea clienților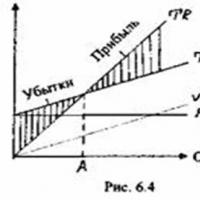 Care este pragul de profitabilitate?
Care este pragul de profitabilitate? Unde să lucrezi cu educația unui sociolog
Unde să lucrezi cu educația unui sociolog Ritualuri pentru a-ți demite inamicul de la locul de muncă Cum să-ți concediezi șeful
Ritualuri pentru a-ți demite inamicul de la locul de muncă Cum să-ți concediezi șeful 301 83 sistem tehnologic unificat
301 83 sistem tehnologic unificat Licenta pentru transport persoane
Licenta pentru transport persoane Ofertele sunt de următoarele tipuri
Ofertele sunt de următoarele tipuri