Современные методы литья. Металлов литье. Литье под низким давлением

Всем известно, что в наше время без металлов обойтись невозможно. Они применяются в каждом виде производства. Любая современная техника изготавливается из него. Литье - это процесс получения детали путем заливания расплавленного метала в литейную форму. Появился этот процесс очень давно. Получаемая таким образом деталь, называется литой. Итак давайте рассмотрим литье подробнее
Существуют разные виды литья: чугуна, алюминия, фасонное, художеств. Каждый из них имеет свои особенности и свойства.
1) Литье чугуна. Чугун по своей структуре является сплавом углерода с железом, а также небольшими долями других примесей и элементов. Он бывает легированный, который содержит хром, марганец, никель, и нелегированный. Данный материал имеет отличные литейные качества, что дают широкую возможность использования его в качестве материала для многих конструкций. Из него делают лавочки, люки, ограждения и другие конструкции. Отливки из чугуна легко поддаются обработке. В производстве отливки из чугуна производят по следующим технологиям:
Литье чугуна в песчано-глинистые формы. Данный процесс тяжело автоматизировать и отливки получаются не столь хорошего качества.
Литье чугуна в металлические формы, которые используются многократно. Данный вид литья имеет немного выше качество, но сложность заключается в изготовлении этих металлических форм. Этот метод эффективен, если имеется большое производство однообразных отливок.
Литье чугуна по газифицируемым моделям. Этот метод является самым последним и достаточно эффективным. Он позволяет существенно снизить себестоимость отливки чугуна. В этом процессе предварительно изготавливают форму их пенопласта и потом засыпают ее песком со связующим. После этого в форму заливают жидкий металл и пенополистирол превращается в газ, а жидкий метал обхватывает форму модели. Благодаря этому методу есть возможность выпускать отливки небольшой стоимости. Данный метод можно использовать в машиностроении и других промышленностях. Именно этот метод использую большинство компаний в своем производстве отливок чугуна. Одной из таких компаний является "ЛМЗ ЛИТТЕХ ", в которой можно купить отливки чугуна.
2) Литье алюминия. Алюминий является достаточно распространенным металлом. В современном производстве используют следующие виды литья:
Литье алюминия и его сплавов в кокиль
Литье алюминия под давление
Литье алюминия в холодно-твердеющий смеси
В качестве материала для изготовления кокиля часто используют гипс. Он имеет отличные характеристики, благодаря чему можно изготовить форму любой сложности. Во многих производствах используют разные алюминиевые сплавы. В этих сплавах достаточно часто присутствует магний, кремний, цинк. Перед начала процесса литья поначалу с помощью профессиональных программ моделируется весь литейный процесс. И только после того, как программа скажет, что в процессе нету дефектов, тогда начинается сам процесс.
3) Фасонное литье. Фасонное литье - это процесс изготовления продукции самых различных форм и размеров и весьма сложных конфигураций. В металлургии под фасонным литьем имеют ввиду разный спектр методик:
Литье в оболочковой форме
Литье в песчано-глинистой форме
Литье в кокиль
Литье с использованием газифицируемых моделей
Литье по выплавляемым формам моделей
Данный вид литья широко используется в машиностроении для изготовлении многих деталей. Он очень популярен в современном производстве, ведь дает возможность сделать детали быстро и относительно дешево.
4) Литье художественное . Данный вид является показателем богатства и роскоши. Данный вид является очень сложным и трудоемким. Многие люди хотят видеть у себя в доме изделия художественной работы. Они украшают дом и делают его более изысканным.
Каждый из этих видов литья используется в определенных сферах производства. В некоторых случаях нужны детали высокой точности, а иногда можно использовать и детали меньшей точности. Современное производство желает и стремится к тому, чтобы себестоимость деталей была как можно меньше. Для этого нужна развивать техническое оснащение производства а также усовершенствовать существующие методы литья. Но ситуация сейчас такова, что это делать необходимо. Потому что без использования металлов и изделий из них сейчас мир не может обойтись. От качества литья зависит надежность и последующая эксплуатация всех изделий. В большой степени процесс литья зависит от температуры, при которой плавится металл. М стали и чугуна она очень высокая, в других металлов поменьше. Чем большую текучесть имеет жидкий металл, тем лучше для изготовления деталей и отливок.
К атегория:
Литейное производство
Cпециальные способы изготовления отливок
В современном литейном производстве широко применяются прогрессивные специальные способы литья: в оболочковые формы, по выплавляемым моделям, в металлические формы (кокили), центробежное литье, литье под давлением. Главным преимуществом их по сравнению с литьем в песчаные формы является то, что они дают возможность получать отливки более точные по размерам и конфигурации, с меньшей шероховатостью поверхностей, в результате чего уменьшается, а в некоторых случаях полностью исключается их механическая обработка. Кроме того, эти способы позволяют максимально механизировать и автоматизировать технологические процессы и тем самым повысить производительность труда.
1. Литье в оболочковые формы
Этот прогрессивный способ изготовления отливок был впервые внедрен в 1953 г. на Кировском заводе, а затем и на многих других предприятиях Ленинграда. В настоящее время в специализированном цехе Тихвинских производств объединения «Кировский завод» более 40 наименований деталей из стали и чугуна для трактора «Кировец» изготовляются способом литья в оболочковые формы.
Большой вклад в развитие этого прогрессивного способа получения отливок, в его механизацию внес ленинградский проектно-технологический институт ВПТИ электро.
Сущность процесса и области применения. Литьем в оболочковые формы изготовляют различные детали двигателей, насосов, вентиляторов, текстильных машин, коленчатые валы и др. Максимальные габаритные размеры отливок - до 1 м, масса - до 200 кг.
Сущность процесса основана на свойстве термореактивных смол, входящих в состав песчано-смоляных смесей, быстро и необратимо отверждаться под воздействием тепла нагретой до температуры 200-250 °С модельной оснастки.

Рис. 1. Схема изготовления оболочковых полуформ.
После соответствующей выдержки (в течение 20 с или несколько более, в зависимости от требуемой толщины оболочки) термореактивная смола плавится и связывает отдельные зерна песка, образуя на моделях и плите полу-отвержденную оболочку. После возвращения бункера в исходное положение не успевшая прогреться смесь ссыпается в бункер (рис. 1, в). Модельная плита открепляется и вместе с образовавшейся оболочкой на 1-2 мин помещается в электрическую печь, нагретую до температуры 325-375 °С, для окончательного отверждения оболочки.
Остывшая оболочка с помощью толкателей снимается с модельной плиты и спаривается со второй оболочковой полуформой, изготовленной аналогичным способом. Оболочковые полуформы скрепляются скобами, струбцинами или - при массовом производстве - склеиваются различными клеями на специальном оборудовании. Собранные формы устанавливают в металлический короб, для упрочнения их засыпают металлической дробью и подают на заливку.
Материалы для оболочек. Для изготовления оболочковых форм применяют пески, термореактивные смолы, увлажнители, растворители, разделительные составы, клеи и различные добавки.
Пески. Обычно используются обогащенные или природные кварцевые пески классов 061 К, 062К, ОбЗК и 1К зернистостью 02А (Б), 016А(Б) или 01А(Б). Для ответственных отливок применяют также цирконовые пески.

Рис. 2. Схема установки под заливку собранных полуформ в металлических коробах.
Термореактивные смолы. Связующими материалами являются фенолформальдегидные смолы: ПК-Ю4 - в виде порошка, СФ-010 и СФ-015- в виде чешуек. Порошок ПК-104 наиболее универсален. Он используется в песчано-смоляных смесях механического смешения при холодном и теплом плакировании. Смолы СФ-010 и СФ-015 применяются только при горячем плакировании.
Плакирование -покрытие зерен песка тонкой пленкой связующего - осуществляют с целью его экономии и улучшения качества смесей, а также для возможности их использования при пескодувных и пескострельных процессах.
Увлажнители служат для предотвращения расслоения смеси, а также ее пыления в процессе использования. Обычно это керосин или веретенное масло, которое вводят в смесь в количестве 0,3-0,5% от ее массы.
Разделительные составы применяют для устранения прилипания отвержденных оболочек к поверхности модельной оснастки. На поверхность оснастки их наносят кисточкой или пульверизатором.
Песчано-смоляные смеси могут быть механическими и плакированными. Первые состоят из песка, порошкообразной смолы и увлажнителя. Все составляющие смеси перемешиваются в лопастных смесителях или бегунах.
Плакированные смеси готовятся несколькими способами: холодным, теплым и горячим. При холодном плакировании сухой песок смешивают со смолой и растворителем одновременно, затем вводят добавки и продувкой холодным воздухом удаляют растворитель. Теплое плакирование отличается от холодного тем, что песок предварительно подогревают до температуры 80 °С или смесь продувают не холодным, а нагретым до 70-80 °С воздухом. При горячем плакировании предварительно нагретый до температуры.
Применение оболочковых форм эффективно только при комплексной механизации и автоматизации технологического процесса.
2. Литье по выплавляемым моделям
Литье в формы, получаемые по выплавляемым моделям, - один из наиболее древних способов изготовления отливок. Он применялся для отливки скульптур, памятников, украшений, предметов домашнего обихода и орудий труда. В промышленности этот способ начал использоваться в сороковые годы для изготовления деталей из сплавов, не поддающихся обработке давлением и резанием.
В настоящее время - это высокомеханизированный и автоматизированный процесс, широко применяемый в различных отраслях промышленности, в том числе и на ленинградских предприятиях.
На заводе турбинных лопаток впервые в стране был налажен выпуск литых лопаток для паровых и газовых турбин. Прогрессивный способ внедрен в объединении имени Карла Маркса, на заводе имени Воскова и ряде других предприятий. Этим способом изготовляют отливки массой от 10 г до 100 кг с минимальной толщиной стенок 0,7-1 мм. Точность размеров литых заготовок соответствует 5-6-му классам, а шероховатость поверхности - 4 6-му классам, что позволяет отливать заготовки с минимальными припусками (0,2-0,7 мм) под шлифовку и полировку.
Сущность процесса заключается в следующем. По разъемным пресс-формам из легкоплавких модельных составов, обычно состоящих из парафина, стеарина, буроугольного и торфяного восков и других компонентов, выполняют разовые модели и литниковые системы. После полного застывания и затвердения их извлекают из пресс-формы и собирают в модельные блоки. На рис. XII 1.3, а показан такой блок, собранный на металлическом стояке из отдельных модельных звеньев, с литниковой воронкой. Нижнюю часть стояка закрывают колпаком (из того же состава), припаиваемого к нижней модели звена.
При серийном и мелкосерийном производстве способ сборки модельных комплектов иной. Литниковую чашу и питатель-шлакоуловитель изготовляют по пресс-форме преимущественно из возврата модельного состава. На моделях зачищаются швы и посадочные торцы. Нагретый паяльный ноле (тонкую металлическую пластинку) накладывают на питатель, а поверх ножа устанавливают модель. После оплавления участка на питателе и посадочном торце модели нож удаляют и модель припаивают к питателю.

Рис. 3. Схема собранного модельного блока.
На собранные таким образом модельные блоки наносят несколько (три-четыре) слоев огнеупорного покрытия, каждый из которых состоит из слоя огнеупорной суспензии, обсыпанной кварцевым песком. Огнеупорная суспензия состоит примерно из 35% (по массе) гидролизованного этилсиликата и 65% пылевидных огнеупорных материалов. Этилсиликат - эфир ортокремниевой кислоты (C2H50)4Si - играет роль связующего благодаря способности в присутствии воды выделять гель - кремнезем в виде студенистого осадка, обволакивающего и скрепляющего зерна кварца в монолитную массу.
В зависимости от материала модели удаляют из оболочки горячей воде, с помощью пара или нагретого воздуха.
Основные материалы для изготовления моделей и форм. В зависимости от требований, предъявляемых к точности размеров отливок и к шероховатости поверхностей, их изготовляют из различных модельных составов: легкоплавких - на основе восков, тугоплавких - на основе смол и солевых - на основе карбамида (технической мочевины).
Крупные отливки и отливки высокой точности, какими являются, например, турбинные лопатки, выполняют из модельного состава КС 80-20, а менее ответственные при механизированном процессе - из составов ПС 50-50, Р-3 и др.
Для образования керамической формы, обладающей термической стойкостью при прокалке и заливке, применяют следующие формовочные материалы:
— для приготовления суспензии - пылевидные материалы - искусственный и плавленый кварц, микропорошки электрокорунда и др.;
— для обсыпки блоков после окунания в суспензию - кварцевые пески, электрокорунд, циркон, силлиманит и др.
Наполнителем служат кварцевый песок, шамотная крошка и др.
При приготовлении суспензии в качестве связующих используют этилсиликат марок 32 и 40 с содержанием Si02 соответственно 32 и 40%, а в качестве растворителя при его гидролизе - этиловый и гидролизный спирт.
Модели изготовляют по металлическим пресс-формам (из стали и алюминиевых сплавов), у которых рабочие поверхности имеют высокую размерную точность и низкую шероховатость.
В последнее время процессы литья по выплавляемым моделям механизированы и автоматизированы. Так, автоматизированы операции изготовления моделей, нанесения покрытий, выплавки моделей из оболочек, сушки, формовки, прокалки.
3. Литье в металлические формы-кокили
Литье в металлические формы - прогрессивный способ получения мелких и средних отливок из алюминиевых и магниевых сплавов, чугуна, стали в серийном и массовом производстве.
По сравнению с литьем в песчаные формы он имеет ряд преимуществ: трудовые затраты на изготовление отливок сокращаются более чем в 2 раза, их себестоимость снижается на 15-25%, съем отливок с формовочных площадей увеличивается более чем в 2 раза, брак сокращается в несколько раз.
Сущность процесса. Для получения фасонных отливок сплав заливают в металлические (в основном из чугуна и стали) формы, которые выдерживают от нескольких сотен до нескольких десятков тысяч заливок.
Качество отливок и экономичность процесса во многом зависят от технологичности их конструкции, которая должна иметь простую конфигурацию, что облегчает изготовление металлической формы без резких переходов от толстых стенок к тонким, без выступающих частей, острых углов и – кромок, углублений и поднутрений, препятствующих усадке и удалению отливки из форм; иметь необходимую толщину стенки, обеспечивающую возможность заполнения формы.
Типы металлических форм. В зависимости от конструкции литых деталей, материала и принятой технологии изготовления отливок металлические формы могут, быть: неразъемными (вытряхными), разъемными -с горизонтальным разъемом, с несколькими разъемами, с вертикальным разъемом, со сложной плоскостью разъема.
Заготовки металлических форм чаще всего выполняют из серого чугуна СЧ18-36, высокопрочного - марки ВЧ50-2, а также ц3 стали марок 25Л и 35Л.
Цапфы, ручки и шайбы изготовляют из углеродистых сталей стержни - из углеродистой марок У7 - У10, а теплоотводящие вставки - из меди марки М-1.

Рис. 4. Типы литейных металлических форм.
В зависимости от требований к точности размеров и шероховатости рабочих поверхностей формы они могут быть получены литьем или механической обработкой. Последняя обходится значительно дороже и осуществляется при литье из цветных сплавов.
Для увеличения стойкости форм на их рабочие поверхности наносят защитные покрытия, которые также уменьшают отбел отливок из серого чугуна. При изготовлении чугунных и стальных отливок на рабочие поверхности наносят облицовочный слой и затем окрашивают их; при отливках из легких сплавов достаточно одной окраски.
Для повышения стойкости форм их подогревают до температуры 200 °С при отливках из медных и алюминиевых сплавов, до 250 °С - из магниевых и до 300 °С - чугунных. После подогрева форм и нанесения на них защитных покрытий приступают к их сборке и заливке.
Для механизации и автоматизации процессов изготовления отливок в металлических формах широко применяют станки с ручным и механическим приводами, индивидуальные полуавтоматические машины, карусельные станки и автоматизированные линии
4. Центробежное литье
При центробежном литье заливка жидкого сплава производится в быстровращающиеся металлические формы, при этом сплав под воздействием центробежных сил оттесняется к стенкам формы. Наружная поверхность отливки оформляется стенками формы-изложницы, а внутренняя образуется под действием центробежных сил и сил тяжести.

Рис. 5. Схемы центробежного литья.
Возникающие при вращении жидкого сплава в изложницах центробежные силы способствуют хорошему заполнению форм сплавом, уплотняют ее структуру и одновременно перемещают на внутреннюю поверхность более легкие составляющие - шлаковые и газовые включения.
Машины для центробежного литья строятся с горизонтальной, вертикальной, а иногда с наклонной осями вращенйя.
В машинах с горизонтальной осью вращения металлическая форма заполняется жидким сплавом из ковша по желобу. Сплав затвердевает в виде полой цилиндрической заготовки.
На машинах с вертикальной осью вращения (рис. 5, б) получают пустотелые заготовки в виде кольца. Их внутренняя поверхность не имеет строго цилиндрической формы, так как под влиянием сил тяжести толщина стенок внизу получается несколько большей, чем вверху, поэтому высота литых заготовок ограничена.
Фасонные отливки с полостями изготовляются с помощью стержней, установленных в формы.
Центробежный способ литья имеет ряд преимуществ: увеличивается выход годного благодаря отсутствию надобности в литниковой системе, в том числе и прибылях, повышается качество отливок, снижатся брак и т. п.
Центробежный способ литья в ряде случаев приводит к резкому сокращению брака отливок. Так, на ленинградском заводе турбинных лопаток рабочее колесо турбонаддува диаметром 400 мм и массой 19 кг, представляющее собой ступицу с 26-ю лопатками, ранее изготовляли по выплавляемым моделям, при этом тонкие кромки лопаток сплавом не заполнялись, в результате чего брак Достигал недопустимых пределов, При новой технологии, сохранив
На ленинградских предприятиях имеется опыт отливки этим способом толстостенных втулок из медных сплавов диаметром до 1 м, длиной до 3,5 м и массой до 7,5 т, а также крупных маслот из легированной стали.
5. Литье под давлением
Этот наиболее прогрессивный способ получения литых заготовок по производительности, точности размеров отливок, шероховатости поверхности значительно превосходит все другие. Его применяют для изготовления заготовок из цветных сплавов на основе цинка, алюминия, магния и меди. Широко используется он в при-боро- и автомобилестроении, точном машиностроении, в оптико-механической промышленности и ряде других отраслей при серийном и массовом производстве.
Наличие в настоящее время большого выбора машин для литья под давлением, усовершенствованных пресс-форм, методов подвода сплава и вентилирования пресс-форм дает возможность изготовлять сложные заготовки с точностью размеров по 3-5-му классам и шероховатостью поверхностей по 5-8-му классам. Заготовки можно получать с готовыми отверстиями, резьбой, накаткой, цифрами и надписями. Наименьшая толщина стенок литых заготовок составляет 0,6 мм.
Сущность процесса заключается в том, что жидкий сплав поступает в металлическую пресс-форму под давлением, которое осуществляется на специальных машинах с горизонтальной и вертикальной камерами прессования.
В полость цилиндра ложкой заливается сплав, который поршнем запрессовывается в рабочую полость пресс-формы через литниковый канал. После затвердевания сплава подвижная полуформа вместе с отливкой
Я литниковым остатком отходит и перемещается до тех пор, пока упор не встретит на своем пути ограничитель хода. С помощью специальных толкателей отливка удаляется нз пресс-формы. Неподвижная полуформа с плитой остается при этом на месте. После окончания рабочего цикла прессующий поршень возвращается в исходное положение
Технологические особенности процесса. Для процесса литья под давлением характерны высокая скорость прессования и большое удельное давление на сплав в пресс-форме. На качество отливки оказывают влияние марка сплава, конструкция заготовки, конструкция и качество поверхности пресс-формы, а также температура сплава и самой пресс-формы в момент заливки.

Рис. 6. Схема процесса литья под давлением.
Сплавы. При литье под давлением к сплавам предъявляют следующие основные требования: жидкотекучесть при небольшом перегреве (на 15-20 °С выше температуры плавления); минимальная усадка; достаточная прочность к моменту удаления заготовки из пресс-формы. Этим требованиям отвечают сплавы на основе систем: алюминий - кремний марок АЛ2, АЛ9 и др.; алюминий - кремний - медь марок АЛЗ , АЛ5 и др.; алюминий - магний марок АЛ8, АЛ 13, АЛ27 и др.
Наилучшими литейными свойствами обладают цинковые сплавы. К ним относятся сплавы на основе цинка, алюминия и меди. Из магниевых сплавов наиболее удовлетворяют требованиям литья под давлением сплавы марок МЛ5 и МЛ6. Для предохранения магниевого сплава от контакта с атмосферой и создания окисной пленки применяется присадка бериллия в количестве до 0,01%. Из медных сплавов наибольшее распространение получили сплавы меди с цинком - латуни марок ЛК80-ЗЛ и ЛС59-1ЛД.
Машины для литья под давлением. Для литья сплавов с низкой температурой плавления на основе цинка, олова и свинца применяют машины с горячей камерой прессования, а для литья всех сплавов - машины с холодной горизонтальной или вертикальной камерой прессования. Горизонтальная камера прессования более удобна, позволяет упростить конструкцию машины и ее эксплуатацию.
МЕТАЛЛОВ ЛИТЬЕ
получение металлических изделий (отливок) путем заливки расплавленного металла в литейную форму. Рабочая часть литейной формы представляет собой полость, в которой материал, затвердевая при охлаждении, приобретает конфигурацию и размеры нужного изделия.
МЕТАЛЛЫ ДЛЯ ЛИТЬЯ
Литью поддаются все металлы. Но не все металлы обладают одинаковыми литейными свойствами, в частности жидкотекучестью - способностью заполнять литейную форму любой конфигурации. Литейные свойства зависят главным образом от химического состава и структуры металла. Важное значение имеет температура плавления. Металлы с низкой температурой плавления легко поддаются промышленному литью. Из обычных металлов наивысшая температура плавления у стали. Металлы делятся на черные и цветные. Черные металлы - это сталь, ковкий чугун и литейный чугун. К цветным относятся все другие металлы, не содержащие в значительных количествах железа. Для литья применяются, в частности, сплавы на основе меди, никеля, алюминия, магния, свинца и цинка.
См. также
МЕТАЛЛЫ ЧЕРНЫЕ ;
СПЛАВЫ .
Черные металлы. Стали.
Различают пять классов сталей для промышленного литья: 1) малоуглеродистые (с содержанием углерода менее 0,2%); 2) среднеуглеродистые (0,2-0,5% углерода); 3) высокоуглеродистые (более 0,5% углерода); 4) низколегированные (менее 8% легирующих элементов) и 5) высоколегированные (более 8% легирующих элементов). На среднеуглеродистые стали приходится основная масса отливок из черных металлов; такие отливки представляют собой, как правило, промышленную продукцию стандартизованной сортности. Различные виды легированных сталей разработаны для достижения высокой прочности, пластичности, ударной вязкости, коррозионной стойкости, теплостойкости и усталостной прочности. Литые стали по своим свойствам близки к кованой стали. Предел прочности такой стали при растяжении составляет от 400 до 1500 МПа. Масса отливок может изменяться в широком диапазоне - от 100 г до 200 т и более, толщина в сечении - от 5 мм до 1,5 м.
Длина отливки может превышать 30 м. Сталь - универсальный материал для литья. Благодаря своей высокой прочности и пластичности она представляет собой превосходный материал для машиностроения.
Ковкий чугун.
Существуют два основных класса ковкого чугуна: обычного качества и перлитный. Делают отливки также из некоторых легированных ковких чугунов. Предел прочности при растяжении ковкого чугуна составляет 250-550 МПа. Благодаря своей усталостной прочности, высокой жесткости и хорошей обрабатываемости он идеален для станкостроения и многих других массовых производств. Масса отливок составляет от 100 г до нескольких сот килограммов, толщина в сечении обычно не более 5 см.
Литейный чугун.
К литейным чугунам относят широкий диапазон сплавов железа с углеродом и кремнием, содержащих 2-4% углерода. Для литья применяются четыре основных вида литейного чугуна: серый, белый, отбеленный и половинчатый. Предел прочности при растяжении литейного чугуна составляет 140-420 МПа, а некоторых легированных литейных чугунов - до 550 МПа. Для литейного чугуна характерны низкая пластичность и низкая ударная прочность; у конструкторов он считается хрупким материалом. Масса отливок - от 100 г до нескольких тонн. Отливки из литейного чугуна применяются практически во всех отраслях промышленности. Их себестоимость невелика, и они легко обрабатываются резанием.
Чугун с шаровидным графитом.
Шаровидные включения графита придают чугуну пластичность и другие свойства, выгодно отличающие его от серого чугуна. Шаровидность включений графита достигается путем обработки чугуна магнием или церием непосредственно перед литьем. Предел прочности при растяжении чугуна с шаровидным графитом составляет 400-850 МПа, пластичность - от 20 до 1%. Правда, для чугуна с шаровидным графитом характерна низкая ударная прочность образца с надрезом. Отливки могут иметь как большую, так и малую толщину в сечении, масса - от 0,5 кг до нескольких тонн.
Цветные металлы. Медь, латунь и бронза.
Существует много различных сплавов на основе меди, пригодных для литья. Медь применяется в тех случаях, когда необходима высокая тепло- и электропроводность. Латунь (сплав меди с цинком) используется, когда желателен недорогостоящий, умеренно коррозионностойкий материал для изготовления разнообразных изделий общего назначения. Предел прочности при растяжении литой латуни составляет 180-300 МПа. Бронза (сплав меди с оловом, к которому могут добавляться цинк и никель) применяется в тех случаях, когда требуется повышенная прочность. Предел прочности при растяжении литых бронз составляет 250-850 МПа.
Никель.
Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью. Для сплавов никеля с хромом (типа инконеля и нихрома) характерно высокое тепловое сопротивление. Молибдено-никелевые сплавы отличаются высокой стойкостью к соляной кислоте и окисляющим кислотам при повышенных температурах.
Алюминий.
Литые изделия из алюминиевых сплавов в последнее время применяются все шире благодаря их легкости и прочности. Такие сплавы обладают довольно высокой коррозионной стойкостью, хорошей тепло- и электропроводностью. Прочность на растяжение литых алюминиевых сплавов находится в пределах от 150 до 350 МПа.
Магний.
Магниевые сплавы применяются там, где на первом месте стоит требование легкости. Предел прочности при растяжении литых магниевых сплавов составляет 170-260 МПа.
Титан.
Титан - прочный и легкий материал - плавится в вакууме и отливается в графитовые формы. Дело том, что в процессе охлаждения поверхность титана может загрязняться вследствие реакции с материалом формы. Поэтому титан, отлитый в какие-либо другие формы, кроме форм из механически обработанного и прессованного порошкового графита, оказывается сильно загрязненным с поверхности, что проявляется в повышенной твердости и низкой пластичности при изгибе. Титановое литье применяется главным образом в авиакосмической промышленности. Прочность на растяжение литого титана - свыше 1000 МПа при относительном удлинении 5%.
Редкие и драгоценные металлы.
Отливки из золота, серебра, платины и редких металлов применяются в ювелирном деле, зубоврачебной технике (коронки, пломбы), литьем изготавливаются также некоторые детали электронных компонентов.
СПОСОБЫ ЛИТЬЯ
Основные способы литья таковы: статическая заливка, литье под давлением, центробежное литье и вакуумная заливка.
Статическая заливка.
Чаще всего применяется статическая заливка, т.е. заливка в неподвижную форму. При таком способе расплавленный металл (или неметалл - пластмасса, стекло, керамическая суспензия) просто заливается в полость неподвижной формы до ее заполнения и выдерживается до затвердевания.
Литье под давлением.
Литейная машина заполняет металлическую (стальную) литейную форму (которая обычно называется пресс-формой и может быть многогнездной) расплавленным металлом под давлением от 7 до 700 МПа. Преимущества такого метода - высокая производительность, высокое качество поверхности, точные размеры литого изделия и минимальная потребность в его механической обработке. Типичные металлы для литья под давлением - сплавы на основе цинка, алюминия, меди и олова-свинца. Благодаря низкой температуре плавления такие сплавы весьма технологичны и позволяют обеспечить малые допуски на размеры и превосходные характеристики отливок. Сложность конфигурации отливок в случае литья под давлением ограничивается тем, что при отделении от пресс-формы отливка может быть повреждена. Кроме того, несколько ограничена толщина изделий; более предпочтительны изделия тонкого сечения, в котором расплав быстро и равномерно затвердевает. Литейные машины для литья под давлением бывают двух типов - с холодной и горячей камерой прессования. Машины с горячей камерой прессования применяются в основном для сплавов на основе цинка. Горячая камера прессования погружена в расплавленный металл; под небольшим давлением сжатого воздуха или под действием поршня жидкий металл вытесняется из горячей камеры прессования в пресс-форму. В литейных машинах с холодной камерой прессования расплавленный алюминиевый, магниевый или медный сплав заполняет пресс-форму под давлением от 35 до 700 МПа. Отливки, полученные литьем под давлением, применяются во многих бытовых приборах (пылесосах, стиральных машинах, телефонных аппаратах, светильниках, пишущих машинках) и очень широко - в автомобильной промышленности и в производстве компьютеров. Отливки могут быть массой от нескольких десятков граммов до 50 кг и более.
Центробежное литье.
При центробежном литье расплавленный металл заливается в песочную или металлическую литейную форму, вращающуюся вокруг горизонтальной или вертикальной оси. Под действием центробежных сил металл отбрасывается от центрального литника к периферии формы, заполняя ее полости, и затвердевает, образуя отливку. Центробежное литье экономично и для некоторых видов изделий (осесимметричных типа труб, колец, обечаек и т.д.) более подходит, нежели статическая заливка.
Вакуумная заливка.
Такие металлы, как титан, легированные стали и жаропрочные сплавы, плавятся в вакууме и заливаются в многократные формы, например графитовые, помещенные в вакуум. При этом методе значительно снижается содержание газов в металле. Слитки и отливки, получаемые вакуумной заливкой, весят не более нескольких сот килограммов. В редких случаях большие количества стали (100 т и более), выплавленной по обычной технологии, разливают в вакуумной камере в установленные в ней изложницы или литейные ковши для дальнейшего литья на воздухе. Металлургические вакуумные камеры больших размеров откачиваются многонасосными системами. Получаемая таким методом сталь используется для изготовления специальных изделий ковкой или литьем; этот процесс называется вакуумной дегазацией.
ЛИТЕЙНЫЕ ФОРМЫ
Литейные формы делятся на многократные и разовые (песочные). Многократные формы бывают металлические (изложницы и кокили), либо графитовые или керамические огнеупорные.
Многократные формы.
Металлические формы (изложницы и кокили) для стали делают обычно из чугуна, иногда - из жаростойкой стали. Для литья цветных металлов, таких, как латунь, цинк и алюминий, пользуются чугунными, медными и латунными формами.
Изложницы.
Это наиболее распространенный вид многократных литейных форм. Чаще всего изложницы делают из чугуна и применяют для получения стальных слитков на начальном этапе производства кованой или катаной стали. Изложницы относятся к открытым литейным формам, поскольку металл заполняет их сверху самотеком. Применяются также "сквозные" изложницы, открытые и сверху, и снизу. Высота изложниц может составлять 1-4,5 м, диаметр - от 0,3 до 3 м. Толщина стенки отливки зависит от размеров изложницы. Конфигурация может быть разной - от круглой до прямоугольной. Полость изложницы несколько расширяется кверху, что необходимо для извлечения слитка. Готовая к заливке изложница располагается на толстой чугунной плите. Как правило, изложницы заполняются сверху. Стенки полости изложницы должны быть гладкими и чистыми; при заливке нужно следить за тем, чтобы металл не расплескивался и не разбрызгивался на стенки. Залитый металл затвердевает в изложнице, после чего слиток вынимают ("раздевают слиток"). После остывания изложницы ее чистят изнутри, опрыскивают формовочной краской и используют снова. Одна изложница позволяет получить 70-100 слитков. Для дальнейшей обработки ковкой или прокаткой слиток нагревают до высокой температуры.
Кокили.
Это закрытые металлические литейные формы с внутренней полостью, соответствующей конфигурации изделия, и литниковой (заливочной) системой, которые выполняются путем механической обработки в чугунном, бронзовом, алюминиевом или стальном блоке. Кокиль состоит из двух или большего числа деталей, после соединения которых остается лишь небольшое отверстие сверху для заливки расплавленного металла. Для формования внутренних полостей в кокиль закладываются гипсовые, песочные, стеклянные, металлические или керамические "стержни". Литьем в кокиль получают отливки из сплавов на основе алюминия, меди, цинка, магния, олова и свинца. Литье в кокиль применяется лишь в тех случаях, когда требуется получить не менее 1000 отливок. Ресурс кокиля достигает нескольких сотен тысяч отливок. Кокиль идет в скрап, когда (из-за постепенного выгорания от расплавленного металла) начинает недопустимо снижаться качество поверхности отливок и перестают выдерживаться расчетные допуски на их размеры.
Графитовые и огнеупорные формы.
Такие формы состоят из двух или большего числа деталей, при соединении которых образуется требуемая полость. Форма может иметь вертикальную, горизонтальную или наклонную поверхность разъема либо разбираться на отдельные блоки; это облегчает извлечение отливки. После извлечения форму можно собрать и использовать снова. Графитовые формы допускают сотни отливок, керамические - лишь несколько. Графитовые многократные формы можно изготовить путем механической обработки графита, а керамические легко формуются, так что они значительно дешевле металлических форм. Графитовые и огнеупорные формы могут использоваться для повторного литья в случае неудовлетворительных отливок, полученных литьем в кокиль. Огнеупорные формы делают из фарфоровой глины (каолина) и других высокоогнеупорных материалов. При этом используются модели из легкообрабатываемых металлов или из пластмассы. Порошкообразный или гранулированный огнеупор замешивают с глиной на воде, полученную смесь формуют и заготовку литейной формы обжигают так же, как кирпичи или посуду.
Разовые формы.
На песочные литейные формы налагается гораздо меньше всяческих ограничений, нежели на любые другие. Они пригодны для получения отливок любых размеров, любой конфигурации, из любого сплава; они наименее требовательны к конструкции изделия. Песочные формы изготавливают из пластичного огнеупорного материала (обычно кремнистого песка), придавая ему нужную конфигурацию, чтобы залитый металл по затвердевании сохранил эту конфигурацию и мог быть отделен от формы. Формовочную смесь получают, замешивая на воде в специальной машине песок с глиной и органическими связующими. При изготовлении песчаной формы в ней предусматривают верхнее литниковое отверстие с "чашей" для заливки металла и внутреннюю литниковую систему каналов для питания отливки расплавленным металлом в процессе затвердевания, так как иначе из-за усадки при затвердевании (свойственной большинству металлов) в отливке могут образовываться пустоты (усадочные раковины).
Оболочковые формы.
Такие формы бывают двух типов: из материала с низкой температурой плавления (гипс) и из материала с высокой температурой плавления (на основе тонкого порошка диоксида кремния). Гипсовую оболочковую форму изготавливают, замешивая на воде гипсовый материал с крепителем (быстроотверждающимся полимером) до тонкой консистенции и облицовывая такой смесью модель отливки. После того как материал формы затвердеет, ее разрезают, обрабатывают и сушат, а затем "спаривают" две полуформы и заливают. Такой способ литья пригоден только для цветных металлов. Литье по восковым выплавляемым моделям. Такой метод литья применяется для драгоценных металлов, стали и других сплавов с высокой температурой плавления. Сначала изготавливают пресс-форму, соответствующую отливаемой детали. Ее обычно выполняют из легкоплавкого металла или (механической обработкой) из латуни. Затем, заполняя пресс-форму парафином, пластмассой или ртутью (после этого замораживаемой), получают модель для одной отливки. Модель облицовывают огнеупорным материалом. Материал оболочковой формы получают из тонкого порошка огнеупора (например, пудры диоксида кремния) и жидкого связующего. Слой огнеупорной облицовки уплотняют вибрацией. После того как он затвердеет, форму нагревают, парафиновая или пластмассовая модель расплавляется и жидкость вытекает из формы. Затем форму обжигают для удаления газов и в нагретом состоянии заливают жидким металлом, который поступает самотеком, под давлением сжатого воздуха или под действием центробежных сил (в машине для центробежного литья).
Керамические формы.
Керамические формы изготавливаются из фарфоровой глины, силлиманита, муллита (алюмосиликаты) или других высокоогнеупорных материалов. При изготовлении таких форм обычно пользуются моделями из легкообрабатываемых металлов или из пластмассы. Порошкообразные или гранулированные огнеупорные материалы смешивают с жидким связующим (этилсиликатом) до студнеподобной консистенции. Только что изготовленная форма пластична, так что модель можно извлечь из нее, не повредив полость формы. Затем форму обжигают при высокой температуре и заливают расплавом нужного металла - стали, твердого хрупкого сплава, сплава на основе редких металлов и пр. Такой метод позволяет изготавливать формы любых типов и пригоден как для мелкосерийного, так и для крупносерийного производства.
См. также
КЕРАМИКА ПРОМЫШЛЕННАЯ .
ЛИТЕРАТУРА
Юдкин В.С. Производство и литье сплавов цветных металлов. М., 1967-1971 Бауман Б.В. и др. Литейное производство. М., 1971 Степанов Ю.А. и др. Технология литейного производства. М., 1983
Энциклопедия Кольера. - Открытое общество . 2000 .
Смотреть что такое "МЕТАЛЛОВ ЛИТЬЕ" в других словарях:
Формование металлических материалов механическими средствами без снятия стружки. Наряду с формообразованием обработка давлением может улучшать качество и механические свойства металла. Обработка металлов давлением производится либо в горячем… … Энциклопедия Кольера
Получение отливок путем заливки обычно расплавленных материалов (металлов, горных пород и т. д.) в литейную форму. Применяется более 50 видов литья металлов … Большой Энциклопедический словарь
ЛИТЬЕ В ПЕСЧАНЫЕ ФОРМЫ, метод литья металлов и сплавов, при котором расплавленный металл заливается в форму, сделанную из плотно утрамбованного песка. Для того, чтобы песчинки были крепко связаны между собой, песок смешивают с глиной, водой и… … Научно-технический энциклопедический словарь
литье в корковые формы - Процесс изготовления отливок заливкой расплавл. металла под действием гравитац. сил в разовые корковые формы из термореакт. смесей. Л. в к. ф. получают отливки практич. из любых сплавов: чугуна, стали, легких и тяжелых цв. металлов. Разнообразны… … Справочник технического переводчика
литье под давлением - получение отливок, при котором на специальных машинах расплавленный металл заливают в металлическую пресс форму многоразового использования. Форма заполняется расплавом под действием сил, превосходящих силы… …
литье в корковые формы - процесс изготовления отливок заливкой расплавленного металла под действием гравитационных сил в разовые корковые формы из термореактивных смесей. Литьем в корковые формы получают отливки практически из любых сплавов: чугуна, стали … Энциклопедический словарь по металлургии
Литье - технологический процесс изготовления отливок, заключающийся в заполнении форм расплавленным материалом (литейным сплавом на основе черных и цветных металлов, пластмассой, некоторыми горными породами, шлаком) и дальнейшей обработке… … Энциклопедический словарь по металлургии
Литьё технологический процесс изготовления отливок, заключающийся в заполнении литейной формы расплавленным материалом (литейным сплавом, пластмассой, некоторыми горными породами) и дальнейшей обработке полученных после затвердевания изделий.… … Википедия
Процесс получения изделий (отливок) из разл. расплавов (металлов, горных пород, керамич. материалов, пластмасс и др.), принимающих конфигурацию полости формы и сохраняющих её после затвердевания. В литейном производстве для получения металлич.… … Большой энциклопедический политехнический словарь
ЛИТЬЕ - процесс получения изделий (отливок) из различных материалов (металлов, горных пород и др.). В литейном производстве для получения металлических отливок применяют более 50 разновидностей литья. Литьё один из экономичных способов получения… … Металлургический словарь
Книги
- Технология декоративно-прикладного искусства. Основы дизайна. Художественное литье , М.П. Ермаков , В учебном пособии, которое в странах СНГ и зарубежом является первым такого рода, изложены основы дизайна художественного литья изделий. Эволюция технологий литейного производства… Категория:
По различным оценочным данным, литейные технологии применяют для производства большего количества деталей и заготовок. Существует не один вид литейных технологий, позволяющие получать заготовки разной формы, размеров, точности и выполняемых из различных материалов.

Существуют простейшие технологии получения заготовок, например, литье в песок и довольно сложные, в частности, особо специальное точное (прецизионное).
Оно позволяет создавать детали, которые не требуют дальнейшей механической или любой другой обработки.
Виды специального литья
Литье металла в песок (землю) связано с определенными сложностями, в частности, подобное производство требует большого оборота формовочного материала. Кроме того, применение такого способа литья не всегда приводит к получению заготовок требуемого качества.
Развитие металлургической науки привело к тому, что появились новые, специальные способы литья металлов.
К специальным способам относят — разлив металла в формы, выполненные из металла, литье в формы, выполненные в виде оболочек, литье под воздействием центробежной силы и некоторые другие.
Главное достоинство названных специальных методов литья то, что металлурги стали получать качественные детали, снизили количество некондиционной продукции, подняли производительность на производстве. Разумеется, вводимые в эксплуатацию специальные методы литья оказывают положительное влияние на улучшении условий труда рабочих и инженеров.
Рассмотрим некоторые из этих специальных способов подробнее.
Кокильное литье
Разлив в формы, выполненные из металла. Суть этого специального метода состоит в том, что отливки получают, заливая расплав в металлические формы. Такие формы называют кокилями. Их изготавливают в двух исполнениях – разъемные и неразъемные. Первые состоят из нескольких частей, эти формы используют для производства сложных по форме отливок. Неразъемные формы используют для производства простых отливок и пр.
Для металлических форм применяют чугун марки СЧ или легированные стальные сплавы. На стойкость кокиля оказывают прямое влияние материалы, размеры отливки и, конечно, кокиля.

Инженеры разработали и успешно используют на практике специальные методы продления времени эксплуатации кокиля и повышения качества отливок. Для этого на рабочую поверхность формы наносят специальные составы, образующие покрытие стойкое к температурному воздействию со стороны расплава. Эти материалы наносят или с помощью краскопульта или обыкновенной кистью. Для чугуна необходимо нанести облицовку несколько раз за смену. Краску наносят непосредственно перед заливкой облицовки.

Для получения внутренних полостей применяют стержни, выполненные из стали марок У7 и ее аналогов. Кроме стержней, изготовленных из стали применяют и изделия, выполненные из специального песка.
Специальное литье этого типа можно выполнять только в подогретую оснастку. Рабочая температура кокиля должна находиться в пределах от 200 до 300 градусов Цельсия. Разогрев формы снизит эффект от теплового удара, да и при литье не произойдет выброса расплава, который может произойти при попадании в холодный кокиль.
Кокильное литье используют для изготовления отливок из цветных сплавов.
Серийное и массовое производство отливок выполняют на оборудовании, которые самостоятельно, без участия человека обслуживают литейные формы, монтируют и демонтируют стержни, достают отливки. Литье в с применением механизированного оборудования позволяет в несколько раз поднять производительность на производстве.
Между тем литье в кокиль обладает и рядом недостатков. В частности, для изготовления форм требуется большое количество времени, возникают технологические сложности при получении отливок с тонкими стенками и несколько других.
Такой метод специального литья подразумевает то, что отливки получают в одноразовых формах, которые получают выплавлением моделей, выполненных из легкоплавких материалов, на поверхность которых наносят огнеупорные покрытия.
Такой метод литья эффективен при производстве деталей небольших размеров сложной формы. Причем этот способ пригоден для работы с любыми металлами. С его помощью выполняют получение отливок сложной конфигурации с тонкими стенками.

Для производства моделей применяют парафин, воск и пр. Чаще всего применяют смесь парафина и стеарина. Для изготовления моделей используют запрессовку полученного состава в пресс-формы, выполненные из металла. Кроме этого, возможно, использование ручных шприцев.
При производстве такого типа изготовление отливок для одной детали не имеет смысла. Поэтому такие модели компонуют в блоки, имеющими один общий стояк. Для присоединения моделей применяют питатели (литниковые ходы). Использование таких конструкций поднимает эффективность труда, кроме того, применение единой приводит к экономии материала.
Огнеупорную оболочку формируют при окунании блока с моделями в ванну, заполненную обмазкой, выполненной с применением керамики. После окунания блоки обсыпают кварцевым песком и отправляют на просушку, которая длится от 4 до 5 часов. Модели выплавляют в ванне, с водой, разогретой до температуры 70 – 85 градусов. Такой подход подразумевает то, что этот состав будет возвращен в повторное производство практически в полном объеме.
Формы, покрытые составом, прокаливают при 900 — 950 градусах.
Металлический расплав заливают сразу после прокаливания. Часто применяют центробежный способ заливки. По мере охлаждения оболочка растрескивается, и ее удаляют при помощи вибрации.
Полученные отливки отправляют в механический цех для удаления литников и облоя.
Специальное литье по моделям применяют для производства деталей с повышенной точностью, при его использовании значительно повышается качество отливок. Но, весь процесс литья такого типа вполне обоснованно считают длительным и сложным. Это сказывается на себестоимости выполняемых работ.
Отливки можно получить с применением оболочек с толщиной стенки 8 – 15 мм. Для их изготовления применяют специальные составы, которые затвердевают под воздействием тепла от моделей и стержней.

В качества материала для формы используют кварцевый песок. Он играет роль наполнителя и смолы, в качестве связующего компонента. Эта смесь наносится на плиту с установленной на нее моделью. Перед нанесением модельной смеси необходимо покрыть модель или эмульсией на основании силикона. В результате будет получена оболочковая модель.
Технология этого типа применяется для производства отливок весом 12 – 15 кг. К явным достоинствам этой технологии можно отнести качество изготовленных отливок, но в то же время эти формы отличаются высокой стоимостью. Это вызывается тем, что при их производстве применяют дорогие химикаты.
Кстати, литье в тонкостенные разовые формы – это разновидность этой технологии разлива металла.
Специальные виды литья неограниченны темы методами, приведенными выше. При центробежном способе специального литья, расплав заполняет форму под воздействием центробежных сил. Они возникают при вращении литьевой формы вокруг оси, которая может быть расположена вертикально, горизонтально или под углом к горизонту.

При таком методе литья внутренняя поверхность отливки формируется, не вступая в контакт с рабочей поверхностью формы, и поэтому ее называют свободной.
Такая специальная технология предполагает, что литьевые формы выполнены из металла. Перед началом заливки расплава ее необходимо разогреть до температуры 250 – 350 градусов, затем на рабочие поверхности наносят огнеупорное покрытие. Использование центробежной обработки расплава позволяют получить плотность отлитого металла, отсутствие пустот и раковин в теле полученной детали. Под воздействием центробежных сил.
Центробежная обработка расплава позволяет производить следующие типы деталей:
- втулки;
- барабаны;
- корпуса роторов и многое другое.
Центробежное литье позволяет обеспечить высокую плотность металла, отсутствие раковин.
Вследствие этого детали обладают повышенной износостойкостью. Кроме того, центробежные силы вытесняют из расплава посторонние включения и шлаки.
Корковое или оболочковое литье
Среди специальных видов литья существует и такой – оболочковый. Его применяют при работе и с цветными, и черными металлами. Литье выполняют в оболочковые (корковые) формы, выполненные из смеси кварцевого песка и бакелитовой смолой, перемешанные в пропорции 90 к 10. Бакелитовая смола полимеризуется при температуре 300 – 350 градусов.

Смесь наносят на поверхность модели, которую предварительно нагрели до 220 градусов. Смола плавится, связывает между собой песчинки. В результате на поверхности модели образуется корка толщиной 5 – 7 мм. Затвердевание смеси происходит при нагреве модели до температуры 350 градусов. Затем, с применением различных приспособлений форму снимают с модели.
Основное преимущество форм этого типа – это уменьшение припусков и высокая точность получаемых отливок.
Прецизионное литье
Прецизионное литье – это специальный способ получения особо точных отливок.

Ранее такой способ называли литьем по выплавляемым моделям. Для выполнения работ по этой технологии применяют различные вещества, которые придают расплавленному металлу ряд свойств, которые позволяют ему точно заполнять форму.
Кроме этого, для выполнения специального литья применяют формы, изготовленные из металла и выполненные с повышенными требованиями к точности.
Выбивка, обувка, очистка и контроль литья
После окончания специального литейного процесса и остывания заготовок до приемлемой температуры, ее удаляют из формы и при необходимости отправляют на очистку ее от литников, облоя и пр. Кроме этого, выполняют контроля качества полученных деталей.
Основным документом, на основании которого выполняют контроля качества полученного изделия – это рабочий чертеж.

Кроме того, работники службы технического контроля должны руководствоваться требованиями ГОСТ, ОСТ, СТП и другими нормативными документами, так или иначе, относящиеся к литью металлов.
Развитие массового производства отливок привело к совершенствованию известных и разработке новых специальных способов литья. Перед литейным производством стоит задача получения отливок с максимальным приближением их формы и размеров к форме и размерам готовой детали, при этом наиболее трудоёмкая операция механической обработки должна быть ограничена лишь чистовой обработкой и шлифованием. Это можно достичь усовершенствованием и внедрением специальных, более точных способов литья таких как литьё в кокиль, литьё под давлением, центробежное литьё, литьё по выплавляемым моделям, литьё в оболочковые формы и др.
При производстве точных отливок в разовые формы исключается или уменьшается механическая обработка отливок. К таким способам литья относится литье в оболочковые формы, по выплавляемым моделям, литье в гипсовые и стеклянные формы, литье по пенополистироловым моделям.
В полупостоянных формах (из шамота, металлокерамики, графита), без их разрушения можно получить несколько десятков и даже сотен отливок.
В металлической форме можно изготовить несколько тысяч отливок с размерами большой точности. К литью в металлические формы относятся литье в кокиль, центробежное литье, литьё под давлением и др.
5.1.1. Литьё в песчаные формы.
Для изготовления крупно габаритных деталей сложной формы, при мелкосерийном и единичном производстве, применяется литьё в песчаные формы. На Рис.4.1 приведён пример последовательности изготовления отливки, корпуса вентиля, в песчаную форму. По чертежу детали разрабатывают чертёж отливки Рис.1а. В модельном цехе изготовляют из древесины или металла модель состоящую из двух или более частей, в зависимости от конструктивных особенностей детали, обеспечивающих её извлечение из формовочной смеси. Модель имитирует внешние обводы детали и посадочные места стержня (знаки 1) , которыми стержень фиксируется в литейной форме. В формовочном цехе одну половину модели устанавливают на модельную плиту, с закреплённой на ней нижней. опокой 4 литейной формы.
Опока представляет собой прямоугольный ящик и является частью литейной формы. Опоку, с находящейся внутри моделью, засыпают формовочной смесью и уплотняют её. Опоку снимаю с плиты, переворачивают на 180 0 Рис.5.1.в и устанавливают вторую половину модели с литниковой системой 2, а также верхнюю опоку 3. Верхнюю опоку 3,
Рис.5.1 засыпают формовочной смесь и уплотняют её.
В стержневом ящике рис.5.1г изготавливают стержень рис.5.1д, имитирующий внутреннюю полость литой заготовки и форму
знака, т.е. место его фиксации в форме. В качестве материала используется стержневая смесь, из которой и формуется стержень.
Верхнюю опоку снимают, извлекают из обеих полуформ модель детали и литниковой системы, стараясь не нарушить целостность отформованной смеси. Устанавливают в нижнюю полу форму стержень 6 рис.5.1.е и закрывают её верхней полуформой. Полость, образовавшаяся между стержнем и формовочной смесью верхней и нижней полу формами, через литниковую систему заполняется расплавленным металлом.
Рис.5.2
После затвердевания металла форма разбирается и отливка извлекается. Литую заготовку очищают от формовочной смеси, выбивают стержни, отрезают и зачищают литники. Форма может состоять как из двух, так и нескольких опок. На рис.5.2. показаны формы для получения литой заготовки шкива. Формирование внешних обводов детали осуществляется в следующей последовательности.
Формование нижней части заготовки производится в нижней опоке 3, которую
устанавливают на модельную плиту. На модельной плите закрепляют модель, которая имитирует отливку до плоскости разъёма опок. На опоку устанавливают наполнительную рамку и опоку заполняют формовочной смесью. Формовочную смесь уплотняют прессованием, встряхиванием или с помощью специальных машин, пескомётных или пескострельных.
После формовки опоку аккуратно снимают с модельной плиты и переворачивают на 180 0 . Модель должна иметь такую форму, чтобы не происходило разрушение формовочной смеси при извлечении модели из опоки, т.е. предусмотрены необходимые уклоны. Устанавливают модель втулки 4, стояка 6 , выпора 5 рис.5.2.а и формуют верхнюю полуформу.
После уплотнения формовочной смеси снимают верхнюю полуформу, извлекают из неё модель стояка, выпора, а из нижней модель отливки. Перед сборкой полуформ устанавливают стержни 1 и 2, которые служат для формирования в отливке центрального отверстия и кольцевого углубления. Стержни изготовляют из специальных формовочных смесей обеспечивающих большую газопроницаемость, прочность, противопригарность.
В единичном производстве туже самую деталь можно изготовить в трёх опоках, плоскости разъёма которых проходят по торцевым поверхностям шкива. При таком формовании исключается изготовление одного из стержней 2. Модель втулки 4 и фланца 8 делают разъёмными, чтобы их можно было извлечь из формовочной смеси в процессе разборки опоки и извлечения модели. Средняя опока 10 обеспечивает изготовление кольцевого углубления шкива.
5.1.2. Литьё в металлические формы.
Литьё в металлические формы (кокиль) имеет преимущества перед литьём в песчаные формы: снижается себестоимость процесса литья и трудоёмкость механической обработки литых заготовок; повышаются механические свойства сплавов и производительность труда. Применяется данный метод в основном в
серийном и крупносерийном производстве. Недостатком данного метода является высокая трудоёмкость изготовления металлической формы.
На Рис5.3 приведена конструкция кокиля, состоящая из двух половин (1 и 4). Рабочая полость(10) имитирует внешние обводы литой заготовки, а песчаные стержни (5) внутренние полости и отверстия.
Аналогично, как и в песчаных формах, в кокиле предусматривают каналы для литниковой системы (8) , выпоры, для удаления газов. Для координации двух половин кокиля относительно друг друга устанавливают штыри (15 и 3), которые входят в направляющие отверстия второй половины кокиля. Полученная литая заготовка выталкивается из кокиляРис.5.3 толкателями через отверстия (9). На рабочем столе кокиль крепят приливами (7). Кокиль может выдерживать большее число заливок, в зависимости от температуры заливаемого сплава. Конструкция литой детали должна иметь относительно простую форму, позволяющую производить разъединение двух половин кокиля после отвердения металла литой заготовки. В противном случае в кокиле необходимо предусматривать место для установки дополнительных песчаных стержней, формирующих сложную поверхность.
5.1.3. . Литьё по выплавляемым моделям.
Этот метод позволяет получать отливки по разовым моделям (выплавляемым, выжигаемым, растворимым) в многослойных, неразъёмных, огнеупорных формах. Детали, получаемые этим способом, могут не требовать последующей механическойобработки, иметь очень сложную конфигурацию и высокое качество поверхности. Метод достаточно трудоёмкий и его целесообразно применять при изготовлении деталей со сложной и трудоёмкой механической обработкой, при использовании труднообрабатываемых материалов. Суть метода заключается в следующем. Для получения модели по чертежу отливки рис.5.4а изготавливают металлическую или пластмассовую пресс форму Рис.5.4.б, как правило, разъёмную, с каналами для литниковой системы. Расплавленный в печи Рис.5.4 в легкоплавкий сплав, состоящий из 50% парафина и 50% стеарина, заливают в пресс- форму Рис.5.4 г.
Рис.5.4 .
Затвердевшую модель Рис.4.4.д извлекают из пресс формы и собирают в блок Рис.5.4е состоящий из нескольких моделей соединённых общей литниковой системой.
Собранный блок погружают в огнеупорную суспензию, посыпают сухим песком и сушат на воздухе
Операция повторяется несколько раз пока не получат форму толщиной 5-8 мм. Рис.5.4.ж. Парафиновую модель, из полученного блока, выплавляют горячим воздухом при 120-150 0 С, паром или горячей водой. Полученную таким образом форму прокаливают, при этом она превращается в прочную керамическую оболочку. На рис.5.4. представлена технологическая последовательность изготовления литейной формы.
Форму заливают расплавленным металлом Рис.5.4.з и после отвердевания отливки выбивают её из формы, разрушая керамическую оболочку. Для полной очистки от керамической формы отливки обрабатывают щелочным раствором и промывают в горячей воде.
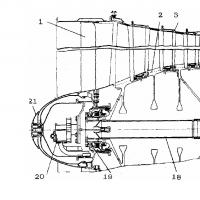 Назначение основные технические данные двигателя ал 31ф
Назначение основные технические данные двигателя ал 31ф Что такое выходное пособие?
Что такое выходное пособие? Как нумеровать решения единственного учредителя ООО?
Как нумеровать решения единственного учредителя ООО? Как заполнять график отпусков?
Как заполнять график отпусков? Светофор понятия, история, назначение Продуктовый дискаунтер светофор
Светофор понятия, история, назначение Продуктовый дискаунтер светофор Приказ о назначении генерального директора: образец заполнения, бланк скачать
Приказ о назначении генерального директора: образец заполнения, бланк скачать Мастер финансов Мастер финансов анализ и планирование
Мастер финансов Мастер финансов анализ и планирование