Cum să scoți o matriță de ipsos dintr-o figură. Turnare argilă Formă din ipsos pentru lut
Turnarea cu alunecare este o tehnică de realizare a ceramicii prin turnare într-o matriță, fără a utiliza roata de olar sau modelare manuală. Este folosit atât în producția de masă de argilă, porțelan și alte amestecuri, cât și în fabricarea de articole la scară mică și originale.
Matrița, sau dornul, este făcută din ipsos. După ce alunecarea este turnată în dorn, aceasta absoarbe apă. Argila se așează și se solidifică pe suprafața interioară a matriței, repetându-și relieful în cel mai mic detaliu.
Compoziția slip
Baza slipului este argilă cu aditivi, diluată cu apă. De obicei, se diluează până la consistența de smântână sau smântână groasă.
Slip se prepară pe baza unuia sau mai multor tipuri de argilă, adăugând nisip, șamotă, electroliți și coloranți. Pentru diferite tipuri de produse se alege compoziția cea mai potrivită pentru acestea.
Tehnologia de turnare cu alunecare
Procesul de turnare cu alunecare se bazează pe două fenomene fizice: capacitatea gipsului de a absorbi apă și capacitatea argilei de a elibera apă. Este posibil să se producă două clase de piese turnate: cu pereți subțiri și cu pereți groși (solidi). Pe fundalul tehnologiei roții olarului sau al sculpturii manuale, procesul pare destul de complicat. Aplicarea sa necesită anumite abilități și experiență. Chiar și meșterii experimentați trebuie de obicei să modifice matrițele. Întregul proces tehnologic de la începutul dezvoltării schiței până la primirea produsului finit poate dura până la câteva săptămâni.
Operațiuni preliminare
Mai întâi trebuie să dezvoltați o schiță. La dezvoltare, este necesar să se țină cont de cerințele tehnologiei selectate, să se furnizeze sub formă de coloane cu secțiune transversală suficientă și în locuri care asigură cea mai bună umplere a dornului și aderența la model.
Pe baza schiței, puteți începe să faceți modelul. Modelul este o copie exactă a viitorului produs, dar diferă de acesta prin dimensiuni ceva mai mari. Aceasta este alocația pentru contracția inevitabilă în timpul arderii.
Modelele sunt realizate din materiale precum plastilină, ipsos, lemn, ceramică sau silicon. Folosind modelul, maestrul face o matriță pliabilă din ipsos. Alte materiale disponibile în atelier nu sunt potrivite pentru dorn, deoarece numai gipsul are proprietatea unică de a aspira apa din alunecare. Formularul este analizat, modelul este preluat. Mandrinul este pregătit pentru turnare. Slipul se diluează și se amestecă bine imediat înainte de turnare.
Procesul de turnare în sine constă din următoarele etape:
- Turnare slip într-o matriță
- Îndepărtarea excesului de soluție
- Uscarea turnării
- Separarea turnării de pereții matriței.
După uscare, separați părțile matriței și îndepărtați cu grijă produsul. Turnarea este uscată; dacă este necesar, detaliile insuficient prelucrate sunt îndreptate.
Ulterior, turnarea trebuie arsă într-un cuptor cu mufă, precum și un produs realizat pe roată de olar sau turnat manual. Produsele slip-casting pot fi, de asemenea, glazurate. Glazura se aplică pe suprafață. După aceea, produsele se ard din nou. Componentele glazurii sunt coapte pentru a forma un strat sticlos subtire si neted.
Echipamente si materiale pentru turnare
Pentru turnare se folosește un slip de o anumită consistență. Ar trebui să fie uleios la atingere. Compoziția slipului, pe lângă argilă și apă, include diverși aditivi care modifică consistența și alte proprietăți ale suspensiei. Folosit ca aditivi
- Alte tipuri de argilă
- Nisip
- Șamotă
- Electroliți
- Coloranți
Cel mai important echipament sunt matrițele de turnare. Calitatea produsului final depinde direct de grijuliul designului și de manopera. La turnarea slip se folosesc matrițe din gips. Mandrinul este de obicei realizat în două părți. Pentru alinierea precisă a celor două părți, pe una dintre ele sunt prevăzute proiecții, iar în cealaltă, corespunzătoare acestora de-a lungul profilului depresiunii. În turnarea artistică, caracterizată prin serii mici, părțile matriței sunt ținute împreună cu benzi de cauciuc. O matriță de ipsos pentru turnarea cu alunecare are o durată de viață limitată, iar atunci când planificați producția de cantități mari (de exemplu, plăci), este necesar să se prevadă producția mai multor dornuri pentru fiecare produs.
Important! Forma trebuie să fie realizată numai din ipsos sculptural de înaltă calitate. Gipsul trebuie să fie pufos, fără incluziuni străine și bulgări. Mandrinele, realizate din ipsos de înaltă calitate, sunt capabile să reziste la peste o sută de turnări. Dacă gipsul este de calitate scăzută, atunci după o duzină de turnări pereții încep să se prăbușească și să se prăbușească.
Formele care au devenit inutilizabile pot fi zdrobite cu un ciocan, cernute printr-o sită fină și adăugate la soluția de gips pentru turnarea dornurilor noi într-un raport de cel mult 1:10.
Probleme majore cu turnarea slip
Îngroșarea soluției în formă
Soluția se poate îngroșa pur și simplu fiind în dorn. Prin urmare, înainte de scurgere, este mai bine să activați alunecarea turnată în matriță scuturând ușor, rotind sau scuturând ușor.
Înfundarea canalului de alimentare
Dacă se folosește o matriță cu un spruce mic, orificiul trebuie curățat cu o spatulă subțire înainte de scurgere.
Unii meșteri începători au tăiat craterul sprue fără să atingă gaura și se tem de deteriorarea turnării. Pentru a menține deschiderea canalului liber, puteți introduce bucăți de tuburi de cocktail în ele.
Forma trebuie răsturnată peste recipient pentru scurgere și suflați uniform și puternic în tub. Este important să obțineți un flux complet. O atenție deosebită trebuie acordată formelor de relief complexe.
După scurgerea slipului, tăietura tubului trebuie umplută cu apă. În aceeași poziție, cu colectorul în jos, dornul trebuie așezat pe suprafața de plastic.
Setarea formei după scurgerea talonului în poziția inițială
După scurgerea soluției, matrița trebuie instalată într-o poziție inversată. Dacă îl întoarceți la cel original, se formează dungi de alunecare de-a lungul pereților produsului, iar grosimea pereților se modifică. Grosimile diferite ale peretelui vor duce la o creștere a tensiunilor în timpul arderii și chiar la formarea de fisuri de-a lungul sagului. Turnarea poate fi deteriorată fără speranță.
Drenarea incompletă a alunecării din matriță
Scurgerea incompletă poate duce, de asemenea, la slăbirea și arderea fisurilor. Dacă un produs cu o configurație complicată este drenat, la scurgere, este mai bine să scuturați matrița în unghiuri diferite, realizând drenarea completă a alunecării.
Caracteristici ale turnării alunecoase cu pereți subțiri
Dacă este necesar să se obțină un produs cu pereți subțiri, este important să ne amintim că, după turnare, gipsul va începe imediat să suge apa din alunecare. În funcție de momentul în care soluția se află în matriță, grosimea pereților vasului sau figurii se modifică. Argila este depusă pe pereții matriței la o rată determinată pentru fiecare configurație specifică și compoziție specifică a soluției. În consecință, și grosimea ciobului crește.
În timpul turnării de probă, slipul este turnat în dorn până sus. La fiecare 5 minute se măsoară cu un șubler vernier grosimea stratului depus. Pe baza rezultatelor măsurătorilor, comandantul poate calcula timpul necesar pentru a obține o anumită grosime a peretelui. Gipsul complet saturat cu umiditate încetează să absoarbă apa, dar în cazul vaselor cu pereți subțiri, din cauza volumului relativ mic al ciobului, acest lucru nu trebuie de temut.
Aplicație de turnare slip
Turnarea slip din lut este utilizată pe scară largă atât în industrie, cât și în meșteșugurile artistice.
Producția industrială cuprinde ceramică sanitară, mobilier figurat, gresie și gresie pentru sobă.
Producția de izolatoare de înaltă tensiune trebuie notă separat. Izolatoarele din porțelan combină un preț accesibil cu performanțe electrice excelente, rezistență la schimbările de temperatură și durabilitate excelentă. Dezavantajul lor este fragilitatea lor ridicată. Recent, au început să-și cedeze pozițiile pe piață în favoarea produselor fabricate din materiale plastice moderne.
Există tehnici tradiționale de lucru cu lutul. Sunt doar șase dintre ele:
1) bandă-ham - popular în regiunile de nord-vest ale Rusiei și Tadjikistanului;
2) Sculptura din Siberia de Est a vaselor din mai multe părți cu îmbinări care rulează în direcție verticală;
3) Sculptura din Asia Centrală a vaselor din patru centuri orizontale;
4) formarea prin knocking out;
5) frământare într-o formă finită:
6) nu în ultimul rând pe listă este desenul unui vas dintr-o bucată de lut pe roata de olar cu picior. Există, totuși, o altă metodă de fabricare a vaselor de pământ, dar cu greu poate fi distinsă ca o metodă separată, a șaptea, deoarece a fost folosită pentru a face numai vase foarte uniforme pentru vin și cereale în epoca neolitică.
În acest fel, vasele au fost „ridicate” manual, ca niște structuri de construcție. Din țesătură grosieră a fost cusută o formă, conform contururilor viitorului vas, care a fost umplut cu nisip. În exterior, forma umplută cu nisip a fost acoperită cu lut. Pe măsură ce vasul s-a uscat, nisipul a fost turnat treptat din sac, iar vasul a fost ars în foc. O amprentă a țesăturii - fosta înveliș a matriței - a rămas uneori pe interiorul vasului.
Separat, trebuie spus despre metoda de turnare, atunci când alunecarea este turnată într-o matriță de ipsos. Astăzi este cel mai comun mod de a produce ceramică, inclusiv majolice, faianță și porțelan. A apărut în Evul Mediu și, datorită simplității sale tehnologice, a început rapid să înlocuiască toate celelalte metode de realizare a ceramicii. Dar vechile metode tradiționale de lucru cu lutul nu au dispărut complet în timpul nostru. Cu ajutorul lor, sunt create lucrări ceramice extrem de artistice, care dezvăluie proprietățile minunate ale argilei și, în același timp, servesc o persoană. Prin urmare, vă vom spune mai multe despre ele.
Pentru a lucra cu prima metodă, aveți nevoie de un turnset (o masă rotundă din metal, plastic sau lemn care se rotește pe o axă) sau un obiect similar care îl înlocuiește. Pe o suprafață rotativă, trebuie să lipiți o prăjitură întinsă cu un sucitor. După ce tăiați excesul, lăsați pe el un cerc uniform de lut și începeți să înfășurați peretele viitorului vas din mănunchiuri de lut de-a lungul marginii sale. Acest proces este similar cu procesul de țesere a unui coș, dar numai fără tije verticale, deoarece frânghiile, spre deosebire de viță de vie, se lipesc împreună și, pe măsură ce pereții vasului cresc, ele sunt aliniate cu degetele sau cu o stivă.
A doua metodă de a face ceramică este mai ușor de descris, dar mai dificil de folosit. După ce întindeți lutul, ca aluatul, într-o clapă de 4 mm grosime, trebuie să tăiați cu grijă părțile viitorului vas și să le pregătiți pentru lipire. Acest proces este foarte asemănător cu patchwork-ul. Clapele de argilă trebuie lipite în stare uscată (într-o piele dură, așa cum o numesc ceramiștii). Pe suprafețele de lipit (cusături), este necesar să aplicați o crestătură cu un bisturiu și să o ungeți, ca cu lipici, cu un slip. Această metodă de lucru cu argila a devenit recent răspândită. Ceramiștii în sensul literal al cuvântului „cosă” tot felul de produse din lut, de la cele mai simple articole de uz casnic până la compoziții sculpturale complexe. Prin plasarea diferitelor țesături texturate pe masă atunci când rulați lutul, puteți obține petice de lut deja cu modelul dorit. Acum această metodă de „cusut” a argilei se numește ceramică textilă.
A treia metodă de realizare a produselor din lut diferă de a doua doar în direcția cusăturilor elementelor care trebuie lipite.
A patra cale lucrul cu lut, dar este cel mai greu, iar acum cu greu îmi vine să cred că în acest fel strămoșii noștri au făcut vase destul de subțiri cu pereți. (Dar este, de asemenea, greu de crezut că oamenii, frecând un băț de lemn sprijinit de un buștean în palme, au produs foc.) Pentru a face un vas prin ciocănire, luați o bucată de lut, apăsați un sucitor, dar nu în întregime, ci lăsând un strat, care va servi drept fundul viitorului vas. Apoi puneți sucitorul împreună cu lutul pe orizontală și începeți să extindeți gaura în lut, ca și cum ar fi rulat-o din interior. Când peretele vasului începe să se îndoaie sub propria greutate, puneți vasul pe fund și loviți. sucitorul din interior (în timp ce în exterior, înlocuiți o placă sau palmă special rotunjită), aduceți grosimea peretelui vasului la cea necesară - 5-6 mm. Lipiți apoi gâtul făcut în prealabil de cilindrul sau oala astfel obținută. Sticla sau crinkle este gata.
A cincea metodă - frământarea într-o formă gata făcută - este o repetare a formelor pre-preparate cu argilă. Forma este realizată din aproape orice material: lemn, metal, ipsos, poate fi integral sau compozit. La realizarea formelor solide, trebuie avut în vedere că produsele de argilă zdrobite în ele trebuie îndepărtate liber.
Aceste metode de prelucrare a lutului au fost folosite la fabricarea diverselor obiecte de uz casnic până când un geniu necunoscut, care nu poate fi comparat decât cu inventatorul roții, a creat roata olarului. Și numai pe el ar putea lutul să arate tot ceea ce este capabil.
La început, oamenii au lucrat pentru. roata olarului de mână, care le limita foarte mult capacitățile, deoarece lucrau cu o mână, cealaltă rotea cercul. Odată cu inventarea cercului piciorului și eliberarea mâinii a doua, omul a reușit să elibereze în sfârșit lutul.
Cercul piciorului, care era folosit de vechii meșteri ruși, era din lemn (cu excepția unei tije metalice, care juca rolul unui rulment) și era format din două discuri: cel superior de 40 cm în diametru și 5 cm. gros și cel inferior de 60 cm în diametru și, de asemenea, 5 cm grosime. Discurile erau armate orizontal, paralele între ele la o distanță de 40-45 cm, cu șase sau opt bare, așezate fie complet vertical, fie cu o ușoară înclinare față de axa centrală.
Axa centrală - un arbore rotund din lemn de 50 cm lungime - trecea prin cercul inferior al volantului și era fixată cu capătul inferior nemișcat (fie prin introducerea în pământ prin podeaua atelierului, fie prin atașarea unui „picior” de un scândură groasă bătută strâns în cuie pe podeaua atelierului). În capătul superior a fost introdus un știft de metal, pe care, ca pe un rulment, se învârteau răsuciri de lemn prinse unele de altele. Dacă orificiul din cercul inferior devenea prea mare pentru arbore și cercul „legăna” - arborele era înfășurat în acest loc cu perii de cânepă sau de in. În timpul funcționării, pentru a face cercul mai ușor de mutat, arborele de la cercul inferior a fost umezit cu apă, iar tija metalică superioară a fost lubrifiată cu ulei vegetal.
Roata olarului modernă este echipată cu un motor electric. Cum lucrezi la roata olarului? Desigur, este dificil să înveți acest lucru în cuvinte. Asistentul principal aici este, din nou, experiența ta viitoare. Dar, totuși, vă voi atrage atenția asupra punctelor principale, voi împărtăși doar propria mea experiență, ceea ce indică faptul că roata olarului este un coautor cu drepturi depline al maestrului, deoarece ajută la simțirea armoniei formei.
Pentru a lucra la roata olarului, ai nevoie de anumite abilități, de anumite date. Primul lucru cu care trebuie să începi, cum ar fi să înveți să cânți la pian, este să faci practică. Amintiți-vă, dacă nu vă plasați corect mâinile, nu veți obține niciodată rezultate bune. Nu vei putea simți grosimea peretelui vasului, ceea ce înseamnă că fie va ieși foarte gros și greu, fie vei face pereți foarte subțiri înainte de a termina de făcut vasul. Și pur și simplu nu vă va lăsa să-l deșurubați până la capăt - se va prăbuși. Există trei poziții principale ale mâinii atunci când lucrați la roata olarului.
Primul, pe care olarii îl folosesc la începutul lucrării, răsucind vasul în această poziție a mâinilor cu aproximativ o treime. În această poziție, peretele de la baza viitorului vas este situat între degetul mijlociu al mâinii stângi și degetul mic al dreptei. Degetul mic este orizontal, iar degetele mâinii stângi sunt verticale.
A doua pozitie este cea principala, in care dai vasului forma sa finala. Peretele vasului tras este între degetele arătător, dar răsucit astfel încât degetul arătător al mâinii drepte să fie orizontal și deasupra degetului mare, iar cu toată palma dreaptă îmbrățișați vasul; degetul arătător stâng este vertical și formează o cruce cu cel drept.
Poziția a treia mână este necesară pentru olar în principal pentru formarea „buzelor” vasului. Pereții vasului sunt situați între tampoanele degetelor arătător, în timp ce degetul arătător al mâinii stângi este situat sub degetul mare. Când obțineți o anumită abilitate, este posibil să aveți propriile particularități de plasare a mâinilor, așa cum, de altfel, ele apar la violoniști și pianiști, dar aceste caracteristici nu ar trebui să denatureze principiul de bază al plasării corecte a mâinii. Se știe că reînvățarea este mult mai dificilă decât învățarea.
După ce vă așezați mâinile, ar trebui să stăpâniți operațiunile de bază. Prima este centrarea argilei pe roată. În acest caz, cu palma mâinii drepte, trebuie să învățați să mototoliți lutul spre centru, formând un con. Cotul drept poate fi susținut de coapsă. Apoi, apăsând pe con cu palma mâinii stângi, coboară-l în formă de șaibă și tot așa de mai multe ori până când lutul în formă de emisferă se rotește lin, fără nicio bătaie, pe un cerc. Procesul de centrare nu numai că amestecă argila și vă permite să treceți la următoarea etapă a lucrării, dar vă permite și să scăpați de bulele de aer mici rămase care lasă argila cu o bubuitură atunci când se formează conul. Când centrați, trebuie să schimbați cu îndemânare viteza de rotație a cercului. Odată cu creșterea presiunii mâinii, viteza ar trebui să crească. Dacă nu înveți cum să centrezi corect lutul, nu vei stăpâni niciodată cu adevărat arta olăritului, deoarece chiar și o mică bătaie de lut slab centrat la începutul lucrării va crește pe măsură ce vasul crește și, în cele din urmă, cu siguranță îl va rupe. în afara cercului.
Un punct important în procesul de lucru este fixarea fundului vasului. Aici ar trebui conectată intuiția, care poate fi ajutată. Începeți prin a face ghivece de flori trapezoidale verticale obișnuite, cu o gaură în partea de jos, pentru a vă oferi o senzație de grosime. Grosimea fundului și a pereților unui vas de ceramică ar trebui să fie de 2-4 mm, în funcție de priceperea dumneavoastră, de calitatea argilei, de dimensiunea produsului și de scopul sau caracterul acestuia. Dar totul este în ordine.
În centrul unei bucăți centrate de lut, faceți o gropiță cu degetul, umeziți-o cu apă (când lucrați la o roată de olar, trebuie să vă udați constant mâinile într-un lighean cu apă) și împingeți lutul pe un fund imaginar. Apoi dispersați argila cu forțe radiale la dimensiunea viitorului fund al vasului și numai după aceea începeți să trageți pereții. Faceți efortul principal cu mâna care se află în exterior, iar cu cealaltă, sprijiniți în principal lutul din interior. Acesta este, ca să spunem așa, punctul principal. Când se realizează diverse forme, mâinile fac în mod constant, parcă, schimb de eforturi. Dar în niciun caz niciunul dintre ele nu slăbește complet. Tragi cumva lutul în sus și înăuntru, în sus și în afară, în timp ce degetele mâinii drepte sunt puțin mai jos decât degetele stângi, între ele lutul ia forma literei „8”. Vasul crește în sus și în exterior sub influența mâinilor tale.
Nu încercați să faceți o vază sau krinka imediat. Lucrați mai întâi cu operațiunile individuale. Și nu regretați că ați zdrobit prima lucrare incomodă. Nu este nevoie să produceți ciudați - aceasta este porunca maeștrilor antici. Și ține minte cel mai important lucru: ai încredere completă în argilă, în memoria sa internă, în niciun caz nu o contrazice, deoarece argila păstrează doar forme armonioase. Nu uitați de forțele centrifuge, care, în general, formează un vas de pământ. Pe măsură ce vasul crește, viteza de rotație a cercului și, prin urmare, forța centrifugă, trebuie să scadă, altfel vasul se va prăbuși pur și simplu.
Când ați terminat, ștergeți vasul cu un burete, tăiați excesul de argilă de la baza vasului cu o daltă, lăsați-l să stea puțin și se usucă. În acest timp, îți poți evalua munca, iar dacă intuiția îți spune că lucrarea a avut succes, ia sfoara și tăiați vasul din cerc. Și când stăpânești cu adevărat priceperea unui olar, de fiecare dată când ridici un vas proaspăt deșurubat, vei fi sincer surprins de ușurința sa extraordinară în raport cu volumul său. Ți se va părea mult mai ușor decât bucata de lut din care o răsuciți. Și cu această diferență imaginară de greutate îți poți măsura întotdeauna îndemânarea.
În continuare, trebuie să te grăbești cu vasul, parcă cu un copil mic, pentru că uscarea este un moment foarte crucial în fabricarea ceramicii. Prin uscarea necorespunzătoare a produsului, veți anula toate eforturile dumneavoastră anterioare. Amintiți-vă: un vas proaspăt deșurubat se teme cel mai mult de curenți. Prin urmare, este necesar să uscați produsele în locuri special desemnate. Produsele trebuie să se usuce suficient de lent, astfel încât să nu apară tensiune în interiorul argilei între părțile mai subțiri deja uscate și micșorate și încă umede. De aceea, este de dorit și în general - atât de imperativ, ca grosimea pereților produsului să fie aceeași peste tot, iar acest lucru va depinde de priceperea dvs.
Cele mai complexe produse - lipite, cu duze, mânere și diverse mulaje - trebuie să se usuce foarte lent și de preferință în dulapuri speciale de uscare sau chiar sub folie de plastic. Dar nu ar trebui să uscați prea mult produsul, deoarece va absorbi din nou umiditatea din aer până când se va echilibra cu umiditatea ambientală. Un moment caracteristic și important în procesul de uscare a oricărui produs de argilă este momentul în care se oprește contracția. Acest moment vine când oglinda de evaporare începe să se miște treptat în profunzimea produsului și suprafața sa începe să se lumineze. Din acest punct, viteza de uscare poate fi mărită. Cantitatea de apă rămasă după încetarea contracției pentru argilele plastice este de aproximativ 10-20%, pentru caolini - 25-30%. Denumirea tehnică pentru această parte rămasă a apei este „apă de pori” (spre deosebire de „apa de contracție” îndepărtată în timpul contracției). Umiditatea reziduală după uscare este de obicei de 6-8%.
Contracția în timpul uscării este cu atât mai mare, cu atât argila este mai dispersată și mai plastică. De exemplu, caolinul Prosyanovsky are o contracție de uscare liniară de -2-3%, loess - 3,5-5,5%, argilă Gomel - 6,4%, argilă cambriană, pe care operează artela Pokrovskaya Keramika - 6,4 -6,6%, argile cast-yarsk 8-10,5%. Și încă ceva: comportamentul argilei depinde de durata uscării și de grosimea pereților vaselor. Uscarea lentă micșorează argila puțin mai mult decât uscarea rapidă. Grosimea argilei și rezistența articolelor scad ușor în timpul uscării rapide, iar cu cât pereții vaselor sunt mai groși, cu atât contracția este mai mare. Introducerea unui electrolit (sticlă lichidă sau lipici de birou) în argilă sau creșterea cantității de balsam reduce contracția în timpul uscării. Asigurați-vă că folosiți experiența olarilor Pechora în munca dvs.: pentru ca fundul vaselor cu diametru mic să nu se crape în timpul uscării, pentru prima dată ele învelesc fundul vasului cu o cârpă sau ziar ușor umedă. Pentru a preveni crăparea fundului unui vas cu diametru mare în timpul uscării, înfășurați marginile vasului cu o cârpă umedă.
Trebuie spus despre lustruire fără greșeală. Acesta este unul dintre vechile moduri de a decora produsele ceramice. Un ciob în stare tare ca pielea este netezit cu un lustruit din piatră, os, lemn sau metal. Suprafața ciobului este astfel compactată și netezită până la o strălucire, care se păstrează chiar și după ardere. Pe suprafața unui vas lustruit în negru, lustruirea parțială creează modele strălucitoare pe un fundal negru mat. Subliniem inca o data ca lustruirea se realizeaza pe un produs incomplet uscat. Dacă acest moment este ratat și produsul s-a uscat, atunci trebuie umezit înainte de lustruire. Acest lucru se poate face în mai multe moduri: spălându-l cu un burete umed, stropindu-l cu apă dintr-o sticlă cu pulverizator sau scufundându-l foarte repede în apă.
După ce haina s-a uscat corespunzător, ar trebui să o spălați. Acest termen înseamnă o operație care necesită o îngrijire specială, deoarece puteți sparge produsul, deoarece este foarte fragil înainte de ardere. Când spălați cu un burete umed, îl locuiți, ca și cum ar fi ștergerea prafului și, în același timp, toate rugozitățile, bavurile, neregulile sunt spălate cu apă și dispar.
Articolele sunt gata de tragere.
La scrierea acestui articol, s-a folosit material din Dicționarul Enciclopedic Brockhaus și Efron (1890-1907)

Această rețetă pentru separator este folosită de meșteri din diferite țări. Am studiat cu un ceramist bulgar, am luat o lecție de la un model rus de școală veche și am închiriat un colț într-un atelier de ceramică cehă. Toate au avut aceeași rețetă. Pentru formele mici, puteți folosi atât smântână, cât și vaselina, trebuie să le ungeți cu un strat gros. Cu formele mari, totul este mai complicat. Da, și este indicat să întindeți un strat subțire pentru a obține cusături subțiri.
Tencuiala prefabricată de astăzi din Paris nu funcționează bine.
Acest separator popular este realizat cu săpun și motorină. Trebuie să iei cel mai ieftin săpun, fără parfumuri, loțiuni și creme hidratante. În Rusia este „Copii” și ușor „Economic”. Întuneric „Household” nu va funcționa, este alcalin.
Săpunul trebuie feliat pe răzătoare, pe partea cu găuri rotunde cu margini zdrențuite. Este destul de plictisitor, dar dacă este tăiat în bucăți mari, va fi dificil să îl dizolvați în motorină fără bulgări. Se toarnă săpunul rindeluit cu un pahar de motorină și se pune într-o baie de apă, se amestecă constant. Important: nu folositi aragaz pentru aceasta, vaporii de motorina se pot aprinde!
Adăugăm motorină din când în când. Sapunurile vin în diferite dimensiuni și nu se știe de câtă motorină aveți nevoie. Trebuie să obținem o consistență mai groasă decât pasta de dinți, dar mai moale decât lacul de pantofi - aproximativ ceva la mijloc. Dacă, după o lungă agitare într-o baie de apă, nu se poate obține o consistență uniformă, puteți sparge cocoloașele cu un blender.
1 bară de săpun va necesita aproximativ o jumătate de litru de motorină. Dar luați motorină cu alimentare dublă. În primul rând, mai mult de 1/2 litru poate dispărea, iar în al doilea rând, grăsimea care a fost depozitată mult timp începe să se usuce de sus, formând cruste interferente, deoarece motorina este foarte volatilă.
Am pus o parte din lubrifiant într-un al doilea borcan și îl umplu cu un strat de motorină rămasă pentru depozitare.

Separatorul rezultat se aplică cu o perie cu peri într-un strat subțire - doar uns cu o pensulă, ca și cum ar fi vopsit. După câteva minute - al doilea strat.
Forma finită trebuie clătită fără întârziere. Spalam cu un burete de spuma cu apa fierbinte si sapun lichid. Îmi place „Ariel-gel” în această aplicație mai mult decât săpunul de vase lichid. Nu clătiți cu săpun de mâini, conține uleiuri emoliente. Apoi clătiți cu apă curentă și înmuiați în soluție caldă de sifon. Nu este necesar să faceți o soluție prea concentrată, va fi dificil să o spălați complet din matriță, iar mucegaiul va crește acoperit cu „stalagmite” de sifon. Asta, în principiu, nu este înfricoșător, trebuie doar să fie măturați cu o perie.
Te poți descurca fără sifon, dar odată nu trebuie, iar refacerea tuturor lucrărilor de turnare este o treabă al naibii. Dacă ciobul este absorbit slab, atunci unul dintre motive este porii înfundați cu lubrifiant prost spălat. Acest lucru este valabil pentru orice lubrifiant, smântână și vaselină. Și dacă formele mici pot fi spălate corect fără sifon, atunci cele mari nu pot fi spălate atât de ușor.
Și, în același timp, vă voi spune care este cel mai convenabil mod de a acoperi modelul.
Dacă aveți de gând să îndepărtați mucegaiul în mărime naturală din capul lui David, atunci nu vă puteți gândi la nimic mai bun decât argila tradițională. Ne putem lipsi de argilă, poartă o murdărie groaznică, chiar mai mult decât gipsul.
Argila de modelare obișnuită pentru artiști conține ceară, care este dificil de spălat. În plus, este destul de solidă, le este greu să acopere modele mari.
Cea mai bună copertă, după părerea mea, este plastilina model a lui Jovi pentru copii în pachete mari. Este moale, nu trebuie încălzit, se uniformizează ușor. Și nu conține ceară, așa că este ușor și simplu de spălat de pe matrițe. Și încă un plus de Jovi - nu se topește din tencuiala de încălzire.

Turnare de lut
Pagina 19 din 25
Turnare de lut
Turnarea ocupă un loc aparte printre diferitele metode de turnare a produselor ceramice. Face posibilă cu mare precizie realizarea multor vase exact aceleași cu pereți subțiri, cu o formă complexă, sculpturi mici cu detalii fine. Argila sau turnarea cu alunecare se bazează pe proprietatea gipsului de a absorbi umezeala și pe proprietatea argilei de a elibera umiditatea.
Slip este o argilă, diluată până la o stare de fluiditate, care seamănă cu o cremă groasă ca consistență.
Forma de ipsos în care se toarnă slip absoarbe intens apa. În acest caz, un strat de masă de argilă de aceeași grosime este distribuit uniform pe suprafețele interioare ale matriței, formând pereții viitorului produs sau, după cum spun ceramiștii, un ciob. După uscare, produsul de argilă gol este îndepărtat din matriță și uscat înainte de a fi ars. Aceasta este, în termeni generali, schema de turnare a argilei (alunecare). Turnarea directă este precedată de multă muncă pregătitoare. Este necesar să finalizați o schiță și să faceți un model al viitorului produs pe baza acesteia, apoi turnați o matriță de turnare din ipsos conform modelului.
Ar trebui să începeți să dezvoltați o schiță numai după ce aveți o idee clară despre scopul produsului care este dezvoltat, deoarece forma, proporțiile, dimensiunea și finisajul decorativ sunt în strânsă legătură cu acesta. Dar rețineți, oricât de reușită este schița, atunci când faceți un lucru voluminos pe ea, este aproape întotdeauna necesar să faceți unele corecții. Astfel, lucrul direct pe un model volumetric îl poate determina pe artist să ia decizii care nu pot fi întotdeauna prezise într-o schiță. În producție, uneori există o diviziune a muncii, când schița este realizată de artist, iar modelul este sculptat de maestrul modelator. Pentru ca procesul de creație să nu fie întrerupt, artistul trebuie să poată șlefui sau sculpta el însuși modele.
Modelul poate fi din lemn sau ipsos. Modelele sunt ascuțite din lemn la strung sau realizate cu unelte de tâmplărie și sculptură.
Piesele turnate și tăiate sunt îmbinate între ele folosind cuie, șuruburi și adeziv impermeabil, cum ar fi BF-2 sau rășină epoxidică. Modelul finit este impregnat de câteva ori cu ulei de in fierbinte și uscat. Modelele din ipsos sunt turnate pe o mașină de șlefuit specială, care este, de fapt, o roată de olar, pe părțile din dreapta și din stânga căreia se află suporturi în trepte (Fig. 33.1a).
În timpul întoarcerii, pe trepte este așezată o riglă din lemn (33.1b). Dispozitivul de îndreptat servește ca suport pentru tăietorul la întoarcerea modelului. Dacă conectați un motor electric la roata olarului, atunci acesta poate fi folosit ca râșniță. Pe discul superior sunt umplute mai multe șine și un cofraj din carton impermeabil impregnat cu ulei de in sau parafină (33.1c) este legat în jurul perimetrului cu sfoară. Se toarnă gips (33,1 g) în cofraj. Astfel, după ce ghipsul s-a întărit și cofrajul a fost îndepărtat, pe disc se formează un lingou cilindric masiv - capul unei mașini de șlefuit (33.1d). Capul este pozitionat astfel incat in timpul functionarii modelul rotativ sa se afle aproximativ la nivelul ochilor polizorului. La fel ca atunci când trageți o bucată de lut pe roata olarului, discul trebuie să se rotească în sens invers acelor de ceasornic la o viteză de 300-350 rpm. Conform principiului de funcționare, mașina de șlefuit seamănă cu un strung: așchiile sunt, de asemenea, îndepărtate treptat din piesa de prelucrat rotativă cu freze până se obține configurația dorită a corpului de revoluție. Dar, spre deosebire de strung, piesa de gips este poziționată vertical, nu orizontal.
Datorită acestui fapt, este convenabil să turnați piesa de prelucrat direct pe capul polizorului; în plus, maestrul vede produsul în poziția sa naturală, adică exact ca și cum ar sta pe masă. Când căutați sau rafinați un formular, acest lucru este foarte important. Dispozitivele de tăiere pentru o mașină de șlefuit model se numesc crose (33.2b). Crosele de golf sunt realizate din tije de oțel care sunt așezate pe mânere de lemn. La capătul tijei este atașată în unghi drept o placă de oțel, care are forma unui triunghi, romb, trapez, arbore etc. Deoarece materialul care este prelucrat este suficient de moale, nu este nevoie să întăriți tăierea părți ale tăietorilor. Unele tăietoare pot fi făcute din sârmă groasă, al cărei capăt este turtit și croșetat. Astfel de bețișoare sunt folosite atunci când întorc faianța pe roata olarului.
La determinarea dimensiunilor modelului și, prin urmare, a piesei de prelucrat, trebuie avut în vedere faptul că turnarea de argilă după uscare și apoi după ardere este redusă cu un total de 10-15%. Pentru ca produsul ceramic dupa uscare si ardere sa aiba dimensiunile planificate anterior in schita, modelul trebuie facut mai mare pentru forma sa, tinand cont de procentul de contractie, care este determinat empiric. Dacă este cunoscut în prealabil, dimensiunile modelului din ipsos sau din lemn sunt determinate de formula: X = 100 xa / 100 - b, unde a este dimensiunea produsului ceramic după uscare și ardere, b este contracția aerului și la ardere. în procente. Să presupunem că înălțimea gresie finită trebuie să fie de 250 mm cu o contracție de 10% a masei de argilă. Conform formulei, determinăm că înălțimea modelului de ipsos trebuie să fie egală cu 276 mm. Dacă aveți de-a face cu aceeași argilă tot timpul, înseamnă că contracția va fi întotdeauna constantă. În aceste cazuri, se poate folosi o busolă la scară din două benzi de oțel (33.2a) pentru a determina dimensiunea modelului. Îndoiți capetele busolei astfel încât distanțele dintre ele să aibă anumite rapoarte proporționale, care sunt stabilite empiric. Soluția de busolă pe o parte ar trebui să corespundă dimensiunilor reale ale turnării de lut, pe de altă parte - cu dimensiunea pe care doriți să o luați pe model. După ce ați pregătit mașina și uneltele, instalați pe capul de gips o carcasă sub formă de cilindru rulat dintr-un carton dens sau hârtie de gudron impregnată cu ulei de in (33.3a). Legați cilindrul cu sârmă moale sau coaseți cu fire groase.
Înălțimea carcasei ar trebui să corespundă înălțimii modelului care se prelucrează, iar diametrul trebuie să corespundă celui mai mare diametru al modelului cu o mică toleranță.
Se toarnă mortar de gips până sus în cofrajul fixat pe capul mașinii de ascuțit (7 părți gips cu 10 părți apă). Imediat după 8-10 minute tencuiala s-a întărit, îndepărtați cofrajul și, după ce ați marcat toate dimensiunile principale cu un creion (33.3b), treceți la șlefuirea modelului. Puneți regula pe treptele superioare, așezați putter-ul pe ea și începeți să îndepărtați așchiile din piesa de gips rotativă (ЗЗ. Зв).

Gipsul saturat de umiditate este foarte ușor de tăiat. Trebuie ținut umed până la sfârșitul învârtirii. Când este uscat, gipsul trebuie umezit cu un burete înmuiat în apă. După ce ați realizat configurația dorită a modelului, tăiați-l la bază cu sârmă de oțel și apoi uscați-l la temperatura camerei timp de 2-3 zile. Modelul uscat este impregnat de mai multe ori cu ulei de in sau rasina epoxidica diluata cu acetona. Mai durează cel puțin două zile pentru ca modelul să se usuce. Modelul servește drept bază pentru fabricarea unei matrițe de gips turnat. Cea mai simplă matriță de ipsos este formată din două jumătăți. Înainte de a începe turnarea matriței, faceți o tăietură semisferică superficială pe partea inferioară de la baza modelului. Acest lucru va asigura stabilitatea viitoarei turnări. Montați cofrajul din hârtie bituminoasă pe un panou plat, lubrifiind în prealabil suprafețele sale interioare cu un agent de dezlipire (Fig. 34).
Se prepară un agent de eliberare din două părți de parafină și cinci părți de kerosen, topit într-o baie de apă. După terminarea pregătirii, turnați în cofraj un strat de gips cu grosimea de 10-15 mm (34.1). De îndată ce gipsul se întărește, dar nu își pierde plasticitatea - după aproximativ 1,5-2 minute - instalați modelul în interiorul cofrajului, apăsând baza în gipsul moale. Apoi adăugați gips pe cofraj, astfel încât mortarul să fie la nivelul zonelor cele mai convexe ale modelului.
Amintiți-vă că, dacă nivelul șlamului de gips este ridicat deasupra punctelor cele mai proeminente, modelul nu poate fi îndepărtat de pe fundul matriței.

După îndepărtarea cofrajului, se decupează cu un cuțit o fâșă (sfert) de-a lungul întregului perimetru, care ulterior va face parte din legătura de blocare a celor două jumătăți ale matriței de turnare în ipsos (34.2). Lubrifiați planurile tăiate cu un agent de dezlipire și reinstalați-le în cofraj, care acum trebuie umplut cu mortar de gips până sus (34.3). După ce ghipsul s-a întărit, se îndepărtează cofrajul și pe suprafața laterală se aplică o linie (34.3a) care trece de-a lungul axei sale și traversează ambele jumătăți ale matriței. Acest lucru este necesar pentru ca, la asamblarea matriței, să fie posibilă conectarea rapidă și precisă a unei jumătăți la cealaltă. După aplicarea riscurilor, se deconectează jumătățile întărite ale matriței și se scoate modelul (34.4). Forma trebuie să fie uscată deja fără model timp de două până la trei zile. Se usucă mult mai repede dacă se usucă lângă un cuptor sau un radiator de încălzire centrală. Formularul este gata. Acum trebuie să pregătiți un slip - argilă lichidă elutriată. Metoda de elutriare a argilei este descrisă chiar la începutul cărții.
Turnare de lut... Se toarnă slipul într-o formă de ipsos bine uscată până sus (fig. 35.1). Gipsul poros va începe imediat să absoarbă umezeala din el. Este ușor de ghicit despre acest lucru după cât de repede va scădea nivelul de suspensie în formă. Prin aspirarea umezelii, gipsul atrage la suprafața matriței cele mai mici particule de argilă care sunt suspendate în barbotă. Treptat, pe pereții matriței se formează un strat destul de dens de masă de argilă.
Procesul de absorbție a umidității cu creșterea simultană a unui strat de argilă pe pereții matriței este numit de ceramiști „sugerea unui ciob”.
Imediat după turnarea slipului, acest proces decurge foarte repede, apoi încetinește și se oprește cu totul. Tocmai în acest moment alunecul trebuie scurs (35.2). Pe pereții suprafețelor interioare ale matriței de gips, un strat de lut rămâne într-o stare pastosă - pereții viitorului vas. După un timp, stratul de argilă de pe pereții matriței începe să se usuce (35.3). În același timp, se micșorează. În acest caz, turnarea este redusă în dimensiune, iar pereții ei (ciobul) sunt separați treptat de matrița de ipsos. În acest moment, pereții se întăresc și devin mai subțiri. După ce v-ați asigurat că turnarea este suficient de uscată, iar pereții ei s-au despărțit de matriță, îndepărtați cu grijă jumătatea superioară și la fel de încet îndepărtați turnarea din jumătatea inferioară a matriței (35.4).

În timp ce produsul nu este încă complet uscat, ei își fac dornul: tăiați cu un cuțit cusăturile proeminente proeminente formate ici și colo la îmbinările matriței de ipsos; tot felul de lovituri, caneluri și zgârieturi sunt închise cu argilă moale; după aceea, suprafața este netezită cu un burete umed. Dacă produsul este uscat, atunci neregulile pot fi eliminate cu șmirghel. După ce dornul este fixat, produsul este plasat pe un raft și uscat la temperatura camerei timp de cinci până la șase zile. După uscare, higroscopicitatea (absorbția umidității) matriței de gips este complet restaurată și se poate turna în ea următorul produs ceramic, care va fi o copie exactă a primului. Aproximativ două sute de piese turnate pot fi făcute într-o singură matriță. Desigur, un vas bazat pe un corp de revoluție poate fi făcut în alt mod, de exemplu, pe roata olarului. Dar există vase pentru care turnarea este aproape singura modalitate de turnare. Acestea includ vaza decorativă dreptunghiulară prezentată în figură (Fig. 36).
Modelul de vază este realizat dintr-un bloc dreptunghiular de lemn, de care se lipesc picioarele și gâturile, turnate la strung (36.1). Un relief este tăiat pe unul sau doi pereți ai modelului. Modelul finit este curățat cu șmirghel și impregnat cu ulei de uscare fierbinte de două sau trei ori. Matrița după acest model este turnată în aceeași ordine ca o vază rotundă, doar că în locul unui cofraj cilindric se folosește unul dreptunghiular, asamblat din patru scânduri (36.2). Cofrajul și paletul sunt lubrifiate cu un mastic de separare și se toarnă gips lichid în el, astfel încât exact jumătate din model să fie în el. Legătura de blocare se obține prin tăierea în jumătatea inferioară a matriței la colțurile canelurilor conice (36.3a), care sunt lubrifiate cu mastic. După ce a doua jumătate a matriței (36.4) a fost turnată, tencuiala Parisului umple aceste adâncituri, formând vârfuri. La asamblarea formei, știfturile se vor potrivi exact în adânciturile corespunzătoare și se vor asigura că ambele jumătăți sunt îmbinate cu precizie.
Forma finită este eliberată de model, uscată și apoi turnată într-un mod deja cunoscut (36.5).

Turnare brută în ipsos
Luați în considerare procesul de turnare „aspră” în ipsos. Adică tehnologia creării celei mai simple matrițe de ipsos, urmată de turnare.
„Aspre” se numește turnare dintr-un model turnat într-un material moale pentru a transforma modelul în ipsos sau alt material convenabil pentru finisarea ulterioară.
Spre deosebire de turnarea de „finisare”, care se face de obicei dintr-un model finit din ipsos sau alt material dur, cu scopul de a continua traducere în alte materiale, turnări ale tirajului (din mai multe piese sau mai multe) etc.
Mai simplu spus, sculptorul a sculptat ceva într-un material moale (argilă sau plastilină), dar este imposibil să depozitați sau să afișați sculptura în această formă - este ușor de șifonat, iar lutul se usucă și el. Prin urmare, este necesar să se transfere sculptura într-un alt material, unul în care sculptura poate fi, în primul rând, conservată și, în al doilea rând, dacă este necesar, să o modifice.
Cel mai tradițional material pentru aceste scopuri, încă din vremea Egiptului Antic, este gipsul.
Desigur, puteți transpune imediat sculptura în alte materiale, mai durabile, mai ales dacă practic nu este nimic de adus, dar esența operațiilor de turnare nu se va schimba de aici.
Locul în care trebuie să mucești poate fi acoperit cu folie de plastic. Este indicat să acoperiți podeaua și suprafața unei mașini de sculptură, a mesei de lucru sau doar a unui taburet pe care urmează să modelați cu aceeași peliculă. Aceste acțiuni benefice vor reduce semnificativ amploarea recoltării ulterioare.
În exemplele de mai jos, portretul și jumătatea figurii vor fi turnate „în două bucăți”, adică forma cu fiecare dintre aceste sculpturi va fi formată din două părți sau, după cum se spune, „ bucăți „sau” scoici”.
Partea frontală, cea mai mare parte, a matriței nu este în mod evident detașabilă, prin urmare, la sfârșitul procesului, pentru a scoate turnarea finită, matrița trebuie spartă cu grijă. Prin urmare, acest proces de turnare și turnare este denumit și „despicare”.
Mai întâi trebuie să decideți unde vor merge limitele celor două părți ale formularului.
Matrița ar trebui să poată fi demontată, scoasă de pe model, realizată din material moale. Prin urmare, una dintre părți este cel mai adesea făcută puțin sau vizibil mai mică, astfel încât la dezasamblarea formularului, aceasta să poată fi separată cu ușurință.
Partea rămasă trebuie să aibă o porțiune deschisă suficient de mare prin care să fie posibilă a) curățarea matriței de lut și b) asigurați-vă vizual că nu a mai rămas argilă în matriță și că întreaga suprafață a fost tratată cu un degajat. agent.
Deci, plasând o sculptură într-un material moale în fața dvs., trebuie să determinați unde vor merge limitele părților, puteți, dacă doriți, să conturați conturul cu un instrument ascuțit.
Apoi, de-a lungul traiectoriei planificate, este necesar să fixați părțile laterale din plăci subțiri de metal.

În acest caz, folosim plăci tăiate din tablă subțire de cupru pentru aceasta. Ori de câte ori este posibil, asigurându-vă că golurile dintre plăci sunt cât mai mici posibil.


Dacă doriți, puteți trece peste plăci cu bandă adezivă și astfel faceți suprafața plăcii ro v noah, fără goluri.
În continuare, începe următoarea etapă - crearea în sine a matriței de ipsos. Când se formează o despicare, primul strat al matriței este colorat. Acest lucru se face pentru a fi mai atent când ajungeți la el când matrița este despicată - turnarea va fi deja amplasată în spatele ei.
Este convenabil să folosiți niște pigment uscat ieftin pentru a nuanța gipsul.
Nu este de dorit să folosiți orice vopsele, de exemplu guașă, deoarece tencuiala Parisului poate să nu se întărească sau să capete putere.
Pentru a frământa gipsul, inclusiv primul strat (colorat), avem nevoie de un recipient, de preferință cu pereți flexibili, de exemplu, o găleată de plastic sau o minge de cauciuc. Este convenabil să curățați un astfel de recipient mai târziu.

Este indicat să diluați pigmentul de culoare separat, într-o cantitate mică de apă și să amestecați bine.
Pentru a framanta gipsul se foloseste apa rece. Raportul dintre apă și gips în volum este de 1,5-1,75 părți de gips per 1 parte de apă.
Se toarnă apă într-un recipient, apoi se adaugă pigment diluat, apoi se toarnă gips.

Gipsului i se oferă posibilitatea de a se înmuia în apă (1-2 minute), apoi se amestecă bine.
O variantă de determinare a proporției de gips între apă - gipsul este turnat în apă până când apare o mică „insulă”. Dar, pentru a înțelege mai clar proporția obținută în acest caz, este mai bine să măsurați mai întâi volumul cu două pahare (unul pentru apă, celălalt pentru gips), observând cât de mare se obține „insula” cu o mai mare sau proportie mai mica. După un timp vei putea frământa „cu ochi”.
Amestecarea cu mâinile contribuie, de asemenea, foarte mult la dezvoltarea unei senzații de densitate a lotului, în timp ce absența cocoloașelor poate fi controlată.


Pentru amestecarea unor volume mici, este convenabil să folosiți mâinile sau o spatulă specială, pentru cele mari, este o vroc tradițională sub formă de cruce, umplută pe un mâner lung (imaginea de mai jos), sau un tel obișnuit de metal modern introdus într-un burghiu, așa cum se face pe șantierele de construcții pentru amestecarea mortarului. Dacă cumpărați o astfel de spirală, este mai bine să luați o opțiune mai rară - răsucită în direcția opusă, atunci când se rotește, soluția nu se va ridica (cum este mai convenabil pentru beton), ci, dimpotrivă, va merge la jos - în acest caz, este mai puțin probabil ca dacă apăsați neglijent pe butonul burghiului, tu însuți și întregul spațiu din jur să fii în ipsos.




Înainte de aplicarea tencuielii, suprafața lucrării de lut trebuie stropită cu apă de la un pistol de pulverizare. Pe o suprafață umezită cu apă, gipsul se întinde mai bine și completează toate neregulile. Aplicarea gipsului pe o suprafață care nu a fost umezită cu apă poate face ca argila să absoarbă apa din gipsul aplicat pe aceasta, iar acest lucru duce la formarea de bule și goluri pe suprafața matriței. În plus, gipsul, lipsit de o parte din apă, devine foarte poros, iar acest lucru duce la faptul că agentul de degajare este foarte puternic absorbit de suprafața matriței și matrița poate fi dificil de separat de turnare. În același timp, apa trebuie să aibă timp să se scurgă de pe suprafața argilei pentru ca gipsul să nu se lichefieze din cauza lui.
Lăsăm gipsul să se îngroașe până la vâscozitatea chefirului și pulverizăm suprafața sculpturii, încercând să introducem gipsul în toate canelurile și crăpăturile.

Această etapă se numește „splash”. Sarcina sa este de a se asigura că gipsul acoperă cu încredere întreaga suprafață, fără a lăsa bule și spații goale. Pentru a face acest lucru, în locurile critice, puteți sufla ușor pe suprafața gipsului, eliminând astfel eventualele bule.

Dacă toată suprafața este acoperită, așteptați puțin. Treptat, gipsul diluat de noi se ingroasa, iar peste „stropire” aplicam un strat mai gros. Amintiți-vă că gipsul care începe să se îngroașe nu poate fi amestecat din nou, altfel se va „întineri”, adică nu va putea apuca.
Este important să încercați să vă asigurați că stratul colorat se așează mai mult sau mai puțin uniform, fără locuri prea groase (mai mult de 1 cm) și prea subțiri (mai puțin de 3 mm). Locurile prea groase fac ideea de a-l felia fără sens pentru o împărțire ușoară. Locurile prea subțiri pot rupe stratul exterior, alb, în locurile cele mai critice, dăunând grav viitorului gips.
Este indicat să acoperiți rapid întreaga suprafață cu gips, prevenind formarea petelor mate înainte de a se colecta un strat de cel puțin 3 mm. Matitatea gipsului la grosime mică indică faptul că argila a absorbit apă din gips. Acest lucru poate duce la faptul că, cu o lubrifiere insuficientă a matriței din interior, acest strat nu va fi ușor separat de turnare.

Pentru ca despicarea formei sa se produca in straturi (mai intai cel de sus, apoi cel colorat), aderenta intre straturi trebuie sa fie, dar sa fie slaba.
În acest scop, este indicat să parcurgeți suprafața stratului colorat cu argilă lichidă diluată (până la grosimea laptelui). Din acest motiv, aderența la următorul strat se va realiza în principal din cauza denivelării suprafeței.
Unii maeștri, de exemplu D. Broido, în cartea sa „Ghid pentru modelarea în ipsos a sculpturii artistice” („Art”, 1937) sfătuiesc să acoperiți cu argilă diluată lichidă nu întreaga suprafață a stratului colorat, ci doar cea proeminentă și cele mai importante locuri, dar gradul necesar, slab, aderența straturilor colorate și ulterioare se realizează datorită lucrului corect cu consistența gipsului - următorul strat, necolorat de gips trebuie aplicat atunci când începe să se îngroașe.
Marginile, după cum puteți vedea, noi nu acoperim, trebuie să fie totuși una cu următorul strat.

În exemplul dat, nu au existat laturi, adică forma va consta dintr-o singură bucată. Acest lucru se poate face dacă sunteți sigur că toată argila poate fi îndepărtată prin partea inferioară deschisă.
Și iată mai multe exemple de ungere cu argilă lichidă a părții mijlocii a stratului colorat, sau doar părțile proeminente și cele mai critice, așa cum ne sfătuiesc unii autori.


În aceste scopuri, este convenabil să se dilueze argila într-un pahar mic până la starea de lapte sau smântână.

După ce așteptați ca lutul să se usuce, aplicați următorul strat (nu colorat, doar gips alb), acesta ar trebui să aibă o grosime de 2 până la 5 cm. in functie de marimea matritei... Unii autori sfătuiesc să-l întărească cu armare (sârmă). Unii oameni plasează bucățile de sârmă direct pe stratul colorat înainte de a aplica albul. Cineva este în proces de aplicare alb. Personal, nu sunt sigur că acest lucru ar trebui făcut. Pe de altă parte, la despicarea unei matrițe, extragerea unor părți ale armăturii simplifică și accelerează foarte mult procesul de despicare.
De asemenea, este indicat să începeți să aplicați un strat alb când începe să se îngroașe, apoi aderența dintre straturi va fi destul de slabă și puteți chiar să faceți fără uns cu argilă. În același timp, desigur, trebuie să țineți pasul până când tencuiala începe să se întărească, amintiți-vă că nu puteți frământa tencuiala de întărire, altfel se „întinerește” și nu se poate fixa.
Este important sa verificati ca stratul exterior sa nu prezinte pete neasteptat de prea subtiri, mai ales pe partile proeminente precum nasul. În procesul de curățare și spălare ulterioară a matriței, locurile subțiri pot fi presate accidental și se pot forma găuri în matriță în aceste locuri.
De asemenea, este important să nu se permită goluri între straturile colorate și alb, deoarece acest lucru, la prelucrarea formei din interior, poate duce la pierderea stratului colorat și, în consecință, la deteriorarea turnării.
Pentru a obține un al doilea strat uniform, mai întâi așezați gipsul în jurul perimetrului, creând un fel de cadru, de grosime uniformă, apoi aplicați gipsul nu la întâmplare, ci deplasându-se de la margine și menținând grosimea.
Proporția de gips față de apă în stratul alb nu trebuie să fie mai puternică decât în primul strat, dar mai bună - puțin mai slabă. Un al doilea strat mai puternic poate crăpa atunci când gipsul se întărește.
Dupa ce asteptam sa apuce stratul, intoarceti lucrarea cu spatele spre noi si scoateti cu grija farfuriile. În acest caz, trageți cu grijă, de-a lungul marginii formei, astfel încât spațiul dintre plăci să nu se extindă.

Dacă la marginea de deschidere a matriței se pot observa diferențe de înălțime de la plăcile și cochiliile expuse neuniform (spații goale) - nu vă supărați, doar puțin mai târziu toate aceste defecte vor trebui acoperite cu lut pentru a exclude cârligele a jumătății din spate a matriței din față.
Apoi scoatem părțile laterale, tăiem jumătate sau puțin mai puțin decât marginea deschisă a formei de ipsos cu un cuțit și tăiem găurile pentru o mai bună fixare a părților matriței între ele. Toate acestea pot fi văzute în fotografie.

Unii meșteri așează farfuriile cu deosebită atenție și nu le scot în timpul turnării, iar marginile matriței de ipsos sunt făcute mai late decât farfuriile. În acest caz, se fac adâncituri semicirculare pe partea formei care iese dincolo de marginea plăcilor.
Ungeți marginea formei de ipsos cu argilă lichidă diluată , dacă este necesar, umplem cochiliile (golurile) existente în lateralul matriței cu lut, dacă există cârlige de la diferențele de înălțime dintre farfurii, le umplem șiși lipiți pe "pene" de lut - avem nevoie de ele pentru a deschide forma.


Apoi diluăm gipsul colorat, lăsăm să se îngroașe până la starea de chefir și facem o stropire, după ce gipsul se mai îngroașă puțin, finisăm stratul colorat, lăsăm să prindă, acoperim părțile proeminente cu argilă lichidă, lăsăm să se usuce, aplicăm un strat alb, grosime de la 2 la 4 cm.

Deoarece lucrarea cu lut tinde să se usuce, toate modelele trebuie făcute în 2-3 ore. În realitate, totul se întâmplă mai repede, dar dacă forma este mare și complexă, sarcina ar trebui stabilită cât mai curând posibil pentru a acoperi suprafața argilei cu gips, cel puțin un strat colorat și puțin alb, și apoi obținerea unui suficient grosimea stratului alb. În practica mea, a existat un caz în care doi modelatori începători, dintr-un motiv oarecare, au modelat o formă din mai multe părți din lucrul cu lut pentru mai mult de o zi și au uitat de necesitatea de a menține constant umiditatea lutului. În consecință, matrița era în curs de realizare, iar munca s-a uscat treptat ... Când viitorii maeștri de turnare au demontat matrița și au făcut o turnare de probă, ei înșiși și toți colegii lor au fost destul de surprinși :)
După o jumătate de oră sau mai târziu, puteți începe să deschideți formularul. Pentru a face acest lucru, pregătim pene de lemn și începem cu atenție să le batem cu ciocanul în locuri în care „pene” de lut ies în afara îmbinărilor matriței. Dacă, la aplicarea tencuielii din spate, o parte din tencuială a căzut pe partea din față, iar îmbinarea dintre părțile din față și din spate a devenit invizibilă și forma s-ar putea să nu se deschidă din cauza căderii, toate aceste incrustații pot fi tăiate cu un cuțit (gipsul umed se taie ușor), sau în forme mai mari - cu o secure mică. La tăierea scurgerilor, linia de îmbinare devine vizibilă datorită faptului că marginile matriței frontale au fost vopsite cu argilă lichidă. De asemenea, acest sfat este relevant dacă, dintr-un motiv oarecare, „penele” de lut nu au fost realizate, iar pene de lemn urmează să fie introduse direct în îmbinarea celor două părți ale matriței - atunci această îmbinare ar trebui desigur să fie vizibilă.

Batem puțin și totul în paralel, apoi turnăm apă pe cuie, așteptăm să se umfle și începem să deschidem forma. În același timp, nu ar trebui să acționați prea grăbit - un efort prea rapid poate duce la faptul că forma se va crăpa.
Dacă acest lucru se întâmplă brusc, nu disperați, este pur și simplu recomandabil să-l observați la timp și dacă doar o parte a formei începe să se retragă, încercați să o întoarceți la locul său, astfel încât marginile fisurii să se unească cât mai mult posibil. . După aceea, trebuie să diluați gipsul, să umeziți locul crăpat cu apă și să aplicați o chiflă de 1-2 cm grosime și 5-7 cm lățime pe părțile laterale ale fisurii. În același timp, puteți așeza o bucată de plastic sau plasă metalică în tencuială ca armătură. Apoi trebuie să așteptați până când gipsul se întărește (se încălzește și începe să se răcească) și să continuați deschiderea matriței încet și cu grijă, încercând să nu supuneți zona crăpată la stres.

Când se formează un gol, cu grijă, fără mișcări bruște, separăm părțile formei, dacă este necesar, ajutându-ne cu o daltă sau o spatulă.


Dacă, în ciuda tuturor încercărilor, forma încă nu se deschide, nu este nevoie să încercați să o deschideți cu ajutorul unor acțiuni aspre și ascuțite - este atât de ușor să o deteriorați. Este mai bine să verificați din nou conformitatea formei cuierelor (poate că sunt prea înguste și doar fac o mișcare pentru ei înșiși, în loc să împinge ușor jumătățile formei), udați din nou, bateți cu atenție și uniform toate cuiele. din toate părţile.
De asemenea, într-o situație similară, puteți demonta baza cadrului și vă puteți deschide accesul la partea inferioară, deschisă a formularului. Apoi, răsturnând matrița cu partea deschisă, turnând treptat apă, înmuiați și începeți să îndepărtați argila. S-ar fi putut întâmpla ca pe suprafața spatelui lucrării să apară nereguli, chiar și cârlige minime, iar lutul să devină prea dens (din cauza udării insuficiente în timpul creării lucrării) și să nu se poată desprinde. Dacă gâtul matriței este larg, puteți îndepărta o parte semnificativă din argilă înainte de a deschide matrița, iar acest lucru ar trebui făcut. Dacă gâtul este îngust, turnarea apei în el va înmuia treptat argila. După un timp, trebuie să încercați să deschideți din nou formularul.
Dacă în procesul de deschidere a matriței, piesele necesare se desprind totuși din ea, trebuie să le asamblați și să le montați înapoi fie prin conectarea și lipirea cu atenție a unui tencuială de Paris din exterior, fie după curățarea uscarii matriței, lipiți-l pe un al doilea lipici.
Apoi trebuie să curățați matrița de lut / plastilină. Facem asta cu o stivă de buclă, o stivă de lemn și clătim matrița cu apă și o perie.

Dacă trebuie să îndepărtați multă argilă sau plastilină, atunci este convenabil să faceți acest lucru cu o stivă de buclă, cu condiția să fie suficient de puternică. În acest caz, trebuie să acționați cu atenție pentru a nu tăia părțile formei care ies în interior.

Când volumul a fost îndepărtat, este mai bine să vă mutați într-o stivă de lemn.
Dacă se întâmplă ca lutul să devină foarte dens și să fie greu de îndepărtat (de regulă, din cauza faptului că lucrarea a fost efectuată o perioadă lungă de timp și a fost rar udată), o puteți înmuia prin înmuierea acesteia într-un baie. În același timp, este indicat să verificați dacă argila și bucățile de gips nu înfundă scurgerea.

Într-un caz similar cu plastilina (dacă este dificil de îndepărtat din cauza durității sale), îl puteți încălzi cu un încălzitor ventilator.
Când scoateți plastilina, scoțând din laterale, puteți scoate aproape toată munca deodată. Când scoateți cadrul, trageți cu grijă, astfel încât firul cadrului să nu se prindă sau să deterioreze forma.

Când matrița este curățată de lut, aceasta trebuie spălată complet ștergând ușor rugozitatea și canelurile cu o perie. Alternativ, puteți face acest lucru în baie, amintindu-vă să evitați blocarea scurgerii.
Sarcina de a atinge cu o perie la spălarea matriței este de a desprinde lutul, astfel încât fluxul de apă să o poată îndepărta și să nu supună matrița la frecare. Frecarea excesivă poate distorsiona cu ușurință forma.

Dacă în aceeași zi nu pot avea loc lucrări suplimentare și formularul trebuie păstrat pentru o perioadă de timp, se recomandă să îl asamblați și să îl legați strâns cu frânghie sau bandă. Dacă nu se face acest lucru, părțile matriței, fiind umede și depozitate separat, se pot îndoi ușor (piesele din gips brut se pot îndoi sub influența gravitației), fiecare în direcția sa, iar ulterior, la asamblarea matriței, pot apărea fisuri. găsite.
Una dintre versiunile tradiționale ale agentului de eliberare:
Suprafața matriței este acoperită cu săpun lichid de mai multe ori până când săpunul nu mai este absorbit. Atunci subţire un strat acoperit cu ulei vegetal sau vaselina.
Principiul de bază atunci când lubrifiați o matriță cu orice compoziție este că întreaga suprafață, fără excepție, ar trebui să fie unsă cu un strat cât mai subțire posibil. Un strat gros de grăsime, mai ales dacă se așează în depresiunile matriței, poate strica grav turnarea.
Pe vremuri, în aceste scopuri, suprafața interioară a matriței era pulverizată cu „lichior” (un decoct puternic de cenușă de mesteacăn), deoarece dădea cea mai subțire peliculă de separare. Pentru a se asigura că matrițele au rămas în urma turnării în acest caz, matrița a fost saturată cu exces de apă. Gipsul nou nu mai aderă la o suprafață de gips supraumezită. De asemenea, sunt descrise cazuri când un exces de matriță umedă a rămas în urma turnării fără nicio lubrifiere. Desigur, în primele tale experimente de turnare, este mai bine să nu riști. Dar experimentarea aderenței gipsului pe suprafețe cu umiditate diferită și umezirea bine a matriței cu apă este cu siguranță utilă.
Agenții de eliberare moderni în aerosoli pot merita atenție - pulverizarea suprafeței unei forme, în special a uneia complexe, cu un aerosol mult mai rapid decât ungerea cu grijă cu o perie. Este esențial important ca înainte de a utiliza oricare dintre aceste compoziții pe suprafața matriței, este imperativ să se efectueze un experiment pe orice bucată de gips.



Părțile matriței sunt legate, legate cu o frânghie, dacă există crăpături la îmbinări, acestea sunt așezate cu lut. Sau pur si simplu le poti fixa cu ipsos, punand-o pe exterior la rosturi, late de 5-8 cm.


Apoi matrița este răsturnată, fixată ferm și umplută cu ipsos.
După frământarea gipsului, spuma este îndepărtată de pe suprafața acestuia cu o spatulă. Gipsul este turnat în matriță cu un flux subțire de-a lungul marginii formei - acest lucru reduce, de asemenea, numărul de bule de pe turnare.
Dacă trebuie să obțineți o turnare goală, gipsul este turnat aproximativ o treime din volum și matrița este plasată aproape pe o parte și rotită astfel încât gipsul să se așeze treptat pe pereți, apoi gipsul este turnat înapoi în recipientul de amestecare. . Apoi, nu toată matrița este turnată din nou, iar procesul se repetă până când gipsul începe să se îngroașe. Restul de tencuială este uns de-a lungul marginilor găurii și aceste margini sunt nivelate cu o spatulă de-a lungul marginii matriței.
Dacă într-un singur lot nu este posibil să obțineți grosimea necesară, a doua și uneori a treia porție de gips este frământată. Soluția în aceste cazuri se amestecă cu una mai slabă decât pentru primul strat (exterior), altfel sunt posibile rupturi ale turnării.
La 15 minute după turnare sau mai târziu, puteți începe să se despartă. Acest lucru trebuie făcut cu atenție, folosind o daltă sau o daltă și un ciocan sau un ciocan. Loviturile trebuie îndreptate nu în interiorul matriței, ci tangențial, astfel încât forma să fie distrusă, și nici un efort să nu se transmită turnării. Instrumentul nu trebuie să fie prea ascuțit, deoarece scopul său este de a despica, nu de a tăia.
Dacă este posibil, mai întâi trebuie să îndepărtați stratul superior (alb) de gips și să îl îndepărtați pe cel colorat cu mai multă atenție. Cu toate acestea, în practică, tencuiala poate fi adesea îndepărtată în unele locuri imediat, expunând turnarea. În acest caz, este recomandabil să încercați în continuare să îndepărtați mai întâi stratul alb superior în alte locuri.

Deoarece despărțirea durează ceva timp, persoana care o face obosește și poate pierde prudența, poate fi tentată să lovească mai tare și mai des pentru a finaliza procesul cât mai curând posibil. În acest moment, o persoană pierde prudența și lovește sculptura prin formă - fie face o crestătură pe sculptură, fie desface o parte din sculptură împreună cu forma.
Este bine dacă stratul colorat a fost aplicat într-o grosime mai mult sau mai puțin uniformă. Apoi vă puteți adapta rapid la lovirea forței necesare și nu atingeți turnarea. Desigur, acest lucru va funcționa dacă aveți răbdarea să eliminați mai întâi întregul strat alb la despicare.
Se recomandă să începeți să despărțiți stratul colorat dintr-o parte convexă și netedă a sculpturii.
Când, în procesul de despicare, vă apropiați de suprafața sculpturii, ar trebui să încetiniți și să vă amintiți că, chiar dacă lucrarea este finalizată o jumătate de oră mai târziu, nu se va întâmpla nimic groaznic. Și, în orice caz, restaurarea suprafeței „hacked” a sculpturii poate dura mult mai mult timp.
Când despărțiți lucruri foarte mici, stratul exterior este tăiat treptat în pătrate și tăiat cu grijă cu un cuțit. Faceți același lucru cu stratul colorat, sporind precauția.
Dacă sculptorul nu se mulează și se desparte, ci a apelat la profesioniști, „modatori” pentru ajutor, acest lucru este bine, pe de o parte, pentru că un bun modelator va desfășura mult mai bine întregul proces de turnare și turnare, deși va lua mult pentru serviciile sale, dar trebuie să vă asigurați că același modelator, dacă toacă deja forma, în niciun caz nu încearcă să mascheze. (chit cu tencuială sau, după cum se spune, „flip”) pe cont propriu, pentru că ceea ce va fi „normal” și „neted” în ochii unui non-sculptor poate însemna o pierdere completă a formei în această zonă pentru un sculptor.
Trebuie să lucrați cu atenție și fără grabă, abordând micile detalii, deoarece dacă ceva este lovit accidental și zboară într-o masă de fragmente ale formei, este posibil să nu găsiți niciodată această parte și va trebui să o remontați.
În acest sens, putem cita următorul caz...
Într-una dintre fabricile de sculptură situate la Moscova, sculptorul a cerut unui modelator să modeleze și să turneze o figurină mică a unui Pușkin așezat. Modelatorul a efectuat cu succes munca, dar când a venit timpul să scuture forma, era deja oarecum „sub shafe” (ceea ce este, în general, caracteristic modelatorilor și altor lucrători din vasta noastră Patrie). Și Pușkin avea o pălărie de top pe cap. Iar formatorul l-a doborât din greșeală și nu a observat unde a zburat (sculptura, vă reamintesc, era mică). Am căutat, am căutat-o printre fragmente, nu am găsit. Drept urmare, fără ezitare, ingeniosul formator a luat niște ipsos din Paris și i-a făcut o tunsoare pe capul lui Pușkin cât a putut de bine.
Sculptorul a venit să ia lucrarea, nu a observat nimic, a plătit și l-a luat pe Pușkin.
După un timp vine în fugă și întreabă:
- "Unde este palaria de sus?"
Ce cilindru, spune formatorul, nu era cilindru!
- De ce, nu era când eram eu! Unde ai pus palaria de sus?
Nu era nici un cilindru. Când mi-ai adus sculptura, nu era nicio pălărie de top pe ea. Am modelat totul așa cum a fost.
De ce nu-mi amintesc slujba mea, sau ce? Presupun că l-ai pierdut în timpul despărțirii!
Nu, nu era cilindru, nu era, era, nu era! – formatorul nu a mărturisit niciodată.


Cusăturile pot fi tăiate imediat cu un cuțit, în timp ce turnarea este umedă, sau mai târziu, umezită cu apă.
Pe Într-o turnare fără mucegai, de regulă, bulele sunt prezente în cantități mici (și uneori în mari) și uneori pot exista defecte de turnare (nu locurile vărsate). Este convenabil să folosiți gips pentru a sigila defecte mari (de la 4 mm). Gipsul în aceste scopuri este diluat foarte lichid (1: 1, sau cam asa ceva), iar locul de încorporare este foarte umezit cu apă. Dacă încercați să umpleți spațiile lipsă cu tencuială de consistență obișnuită sau nu este suficient să umeziți turnarea în sine cu apă, atunci cea mai mare parte a turnării va trage instantaneu apă din gipsul nou aplicat, care la rândul său va deveni foarte greu, incomod pentru prelucrare, iar dacă se aplică mai multă forță, se va ciobi ușor într-o bucată întreagă. După aplicarea unui gips slab pe locul umezit, cel mai bine este, de îndată ce începe să se îngroașe, să îi dea forma dorită.
Pentru găuri mai mici, este mai convenabil să folosiți un chit, de exemplu Maxi , sau alt chit de construcție „de finisare”.
Aceleași recomandări pot fi atribuite nu numai etanșării defectelor de turnare, ci și cazurilor de rafinare ulterioară a turnării deja în ipsos. Dacă trebuie să tăiați ceva cu un cuțit, iar turnarea sa uscat deja și a devenit solidă, atunci locul potrivit poate fi umezit cu apă folosind o perie. Și în acest sens, ar trebui exprimat un factor interesant, care uneori îl așteaptă pe un sculptor începător - aceasta este dorința de a primi o turnare din ipsos, călcat și lustruit totul. În ciuda faptului că aceleași locuri, în timp ce lucrarea a fost în lut, nu a provocat deloc îngrijorare cu „rugozitatea” lor, dar arăta destul de natural. Dar se întâmplă ceva în distribuție, percepția se schimbă, iar în acest moment poți strica literalmente lucrarea, începând să netezi și să netezi totul, motiv pentru care se poate pierde claritatea și vivacitatea formei și a suprafeței. În viitor, dacă lucrarea este tradusă, de exemplu, în bronz sau pur și simplu nuanțată în orice nuanță, percepția se schimbă în direcția opusă - neregularitățile și rugozitatea încetează să irite și încep din nou să fie percepute ca manifestări naturale ale procesului de sculptură. , pe care nu este absolut necesar să îl ascundem cumva, realizând o suprafață netedă. Prin urmare, un sculptor începător poate fi sfătuit să nu se grăbească să-și calce lucrarea, ci, în schimb, încercați să o tonificați, pentru început, puteți în mod aproximativ și aproximativ și, astfel, înțelege cum va arăta cu adevărat.
Turnarea finită poate fi, dacă se dorește, tonifiată în orice scară.
Dacă munca este valoroasă și de succes pentru tine, trebuie să ai grijă de ea, folosind-o ca modele.Și pentru vânzare ulterioară, cadouri etc. utilizați gips scos din acesta sau transferat într-un alt material copii.
Oleg Toropygin

P.S. Iar celor care sunt cu adevărat interesați de tehnologia turnării în ipsos li se poate recomanda să obțină sau să găsească în formă electronică această carte – „Ghidul pentru turnarea în ipsos a sculpturii artistice” a lui D. Broido, apărută la editura „Art” deja în 1937...
Articolul se adresează sculptorilor și modelatorilor începători, dacă aveți ceva de adăugat, vă puteți trimite gândurile prețioase la adresa -Această adresă de e-mail este protejată de spamboți. Aveți nevoie de activarea JavaScript pentru ao vizualiza.
 Câți kilometri este șoseaua de centură a Moscovei în cerc?
Câți kilometri este șoseaua de centură a Moscovei în cerc? Unde au dispărut vrăbiile de la Moscova: concluzia ornitologilor De ce au dispărut vrăbiile?
Unde au dispărut vrăbiile de la Moscova: concluzia ornitologilor De ce au dispărut vrăbiile? Cum să faci bani cu jucăriile de casă?
Cum să faci bani cu jucăriile de casă? Colorează argila polimerică în diferite moduri
Colorează argila polimerică în diferite moduri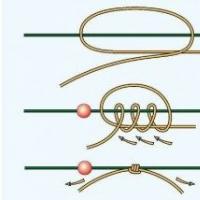 Nod auto-strâns: tipuri, metode de tricotat
Nod auto-strâns: tipuri, metode de tricotat Cum să găsești clienți pentru un designer de interior începător Unde să găsești comenzi pentru design
Cum să găsești clienți pentru un designer de interior începător Unde să găsești comenzi pentru design Concurs internațional de creație pentru copii „Culorile colorate ale toamnei. Puncte organizatorice importante
Concurs internațional de creație pentru copii „Culorile colorate ale toamnei. Puncte organizatorice importante