طريقة اختبار التسطيح. أنابيب. تسطيح طريقة الاختبار معيار الدولة لاتحاد اتحاد الجمهوريات الاشتراكية السوفياتية
معيار الدولة لاتحاد SSR
أنابيب
طريقة الاختبار المسطحة
GOST 8695-75
(ST SEV 480-77)
لجنة دولة الاتحاد السوفياتي بشأن المعايير
موسكو
معيار الدولة لاتحاد SSR
بموجب المرسوم الصادر عن لجنة الدولة للمعايير التابعة لمجلس وزراء الاتحاد السوفياتي بتاريخ 23 ديسمبر 1975 رقم 3981 ، تم تحديد فترة الصلاحية
من 07/01/1977
قبل 07/01/1982
يعاقب القانون على عدم الامتثال للمعيار
تنطبق هذه المواصفة القياسية على الأنابيب المعدنية الملحومة وغير الملحومة التي لا يزيد قطرها الخارجي عن 400 مم وبسمك جدار لا يزيد عن 15٪ من القطر الخارجي للأنبوب ، كما تحدد طريقة اختبار التسطيح عند درجة حرارة 20 ± 10 ° ج.
يفي المعيار بمتطلبات توصية CMEA بشأن التوحيد القياسيالكمبيوتر توصيات 68-63 و ISO R 202.
يتوافق المعيار تمامًا مع ST SEV 480-77 من حيث اختبارات التسطيح.
1. الرموز
1.1. عند اختبار التسطيح ، يتم توفير الرموز التالية:
القطر الخارجي الأولي لعينة الأنبوب المستدير ، مم -د;
سمك جدار العينة ، مم - أ;
المسافة بين الطائرات المتوازية في نهاية الاختبار ، مم - ح;
القطر الداخلي للعينة ، مم -دتحويلة.
2. طريقة أخذ العينات
2.1. لاختبار الأنابيب للتسطيح ، يتم استخدام العينات على شكل مقطع أنبوب بطول 20-50 مم ، وفي حالة الخلاف في تقييم الجودة - بطول 1.5دتحويلة ولكن ليس أقل من 10 مم ولا يزيد عن 100 مم.
2.2. يمكن إجراء الاختبار مباشرة على الأنبوب مع الشق الأولي المتعامد مع المحور الطولي بعمق 0.8 على الأقلد(تبا.).
2.3 يجب أن يكون مستوى القطع عموديًا على محور الأنبوب. يجب إزالة نتوءات حواف العينة.
2.4 في العينة ، يُسمح بإزالة الطبقات السطحية (الداخلية والخارجية) ، إذا تم تحديد ذلك في المعايير الخاصة بمنتج معين.
تبا. 1
3. أداء الاختبارات
3.1. للاختبار ، يتم وضع العينة بين مستويين صلبين ومتوازيين أملس ويتم تسويتها بسلاسة ، مما يجعل مستويات الضغط أقرب إلى مسافة معينة ح(الشكل و).
3.2 يجب أن يكون عرض مستويات الضغط دائمًا أكبر من عرض العينة بعد التسطيح.
3.3 يقع خط اللحام أثناء الاختبار بزاوية 90 درجة تقريبًا على محور تطبيق الحمل (الشكل).
3.4. يجب ألا يزيد معدل تسطيح العينة في حالة الاختلاف في تقييم جودة الاختبار عن 25 مم / دقيقة.
4. معالجة النتائج
4.1 إشارة إلى أن العينة قد اجتازت الاختبار هي الغياب ، بعد الاقتراب من الأسطح القابلة للانضغاط إلى قيمة حعلى الأسطح الخارجية والداخلية للشقوق أو التمزقات ذات لمعان معدني ، محددة بصريًا.
(طبعة معدلة ، تعديل رقم 1).
5. تقرير الاختبار
يجب أن يشير تقرير الاختبار إلى:
مواد الأنابيب والأبعاد.
النتائج.
(مقدمة بالإضافة إلى ذلك ، التعديل رقم 1).
GOST 8695-75
المجموعة В69
معيار الطريق السريع
طريقة اختبار التسطيح
الأنابيب. طريقة اختبار التسطيح
ISS 23.040.10
تاريخ التقديم 1977-07-01
بموجب مرسوم لجنة الدولة للمعايير التابعة لمجلس وزراء اتحاد الجمهوريات الاشتراكية السوفياتية بتاريخ 23.12.75 N 3981 ، تم تحديد تاريخ التقديم في 01.07.77
تمت إزالة قيود الصلاحية بموجب قرار معيار الدولة الصادر في 09/10/92 N 1153
استبدال غوست 8695-58
طبعة (سبتمبر 2010) مع التعديل رقم 1 ، تمت الموافقة عليه في أبريل 1980 (IUS 5-80)
تنطبق هذه المواصفة القياسية على الأنابيب المعدنية الملحومة وغير الملحومة التي لا يزيد قطرها الخارجي عن 400 مم وبسمك جدار لا يزيد عن 15٪ من القطر الخارجي للأنبوب ، كما تحدد طريقة اختبار التسطيح عند درجة حرارة (20 ± 10). ) ° C.
يفي المعيار بمتطلبات توصية CMEA بشأن التقييس RS 68-63 * وتوصية ISO R 202.
________________
* يمكن الوصول إلى الوثائق الدولية والأجنبية المذكورة هنا وفيما يلي في النص باتباع الرابط إلى الموقع http://shop.cntd.ru. - ملاحظة من الشركة المصنعة لقاعدة البيانات.
يتوافق المعيار تمامًا مع ST SEV 480-77 من حيث اختبارات التسطيح.
1. الرموز
1. الرموز
1.1. عند اختبار التسطيح ، يتم توفير الرموز التالية:
- القطر الخارجي الأولي لعينة الأنبوب المستدير ، مم - ؛
- سماكة جدار العينة ، مم - ؛
- المسافة بين الطائرات المتوازية في نهاية الاختبار ، مم - ؛
- القطر الداخلي للعينة ، مم -.
2. طريقة أخذ العينات
2.1. لاختبار الأنابيب للتسطيح تستخدم العينات على شكل مقطع أنبوب بطول 20-50 مم ، وفي حالة الخلاف في تقييم الجودة - بطول 1.5 ولكن لا يقل عن 10 مم ولا يزيد من 100 مم.
2.2. يمكن إجراء الاختبار مباشرة على الأنبوب مع الشق الأولي المتعامد مع المحور الطولي بعمق 0.8 على الأقل (الشكل 1).
اللعنة 1
2.3 يجب أن يكون مستوى القطع عموديًا على محور الأنبوب. يجب إزالة نتوءات حواف العينة.
2.4 في العينة ، يُسمح بإزالة الطبقات السطحية (الداخلية والخارجية) ، إذا تم تحديد ذلك في المعايير الخاصة بمنتج معين.
3. أداء الاختبارات
3.1. للاختبار ، يتم وضع العينة بين مستويين صلبين ومتوازيين ناعمين ويتم تسويتها بسلاسة ، مما يجعل مستويات الضغط أقرب إلى مسافة معينة (الشكل 2 و 3).
اللعنة .3
3.2 يجب أن يكون عرض مستويات الضغط دائمًا أكبر من عرض العينة بعد التسطيح.
3.3 يقع خط اللحام أثناء الاختبار بزاوية 90 درجة تقريبًا على محور تطبيق الحمل (الشكل 4).
اللعنة .4
3.4. يجب ألا يزيد معدل تسطيح العينة في حالة الاختلاف في تقييم جودة الاختبار عن 25 مم / دقيقة.
4. معالجة النتائج
4.1 إشارة إلى أن العينة قد اجتازت الاختبار هو غيابها ، بعد الاقتراب من الأسطح القابلة للضغط إلى قيمة على الأسطح الخارجية والداخلية للشقوق أو التمزقات ذات لمعان معدني ، والتي يتم تحديدها بصريًا.
(طبعة معدلة ، تعديل ن 1).
5. تقرير الاختبار
يشير تقرير الاختبار إلى:
- مادة وحجم الأنبوب ؛
- النتائج.
(تم تقديمه بالإضافة إلى ذلك ، التعديل رقم 1).
النص الإلكتروني للوثيقة
من إعداد JSC "Kodeks" وتم التحقق منه بواسطة:
المنشور الرسمي
الأنابيب المعدنية والمواسير المتصلة
أجزاء لهم. الجزء 4. أنابيب من الأسود
صب المعادن وسبائكها وربطها
أجزاء لهم. الأبعاد الأساسية. أساليب
الاختبارات التكنولوجية للأنابيب:
جلس. GOSTs. - م: Standartinform ، 2010
ينطبق هذا المعيار GOST 8695-75 على الأنابيب المعدنية غير الملحومة والملحومة بقطر خارجي لا يزيد عن 400 مم وسمك جدار لا يزيد عن 15٪ من القطر الخارجي للأنبوب ويؤسس طريقة اختبار التسطيح عند درجة حرارة 20 ± 10 درجة مئوية.
لاختبار الأنابيب للتسطيح ، يتم استخدام العينات على شكل مقطع أنبوب بطول 20-50 مم ، وفي حالة الخلاف في تقييم الجودة - بطول 1.5 د VN (القطر الداخلي للعينة ، مم) ، ولكن لا يقل عن 10 مم ولا يزيد عن 100 مم. يمكن إجراء الاختبار مباشرة على الأنبوب مع الشق الأولي المتعامد مع المحور الطولي بعمق 0.8 على الأقل د(تين. 3). يجب أن يكون مستوى القطع عموديًا على محور الأنبوب. يجب إزالة نتوءات حواف العينة. في العينة ، يُسمح بإزالة الطبقات السطحية (الداخلية والخارجية) ، إذا تم تحديد ذلك في المعايير الخاصة بمنتج معين.
للاختبار ، يتم وضع العينة بين طائرتين صلبتين ومتوازيين أملس ويتم تسويتها بسلاسة ، مما يجعل مستويات الضغط أقرب إلى المسافة المحددة بين المستويات المتوازية في نهاية الاختبار ، مم.
يجب أن يكون عرض مستويات الضغط دائمًا أكبر من عرض العينة بعد التسطيح. يكون لحام الاختبار عند 90 درجة تقريبًا إلى محور الحمل.
يجب ألا يزيد معدل تسطيح العينة في حالة الاختلاف في تقييم جودة الاختبار عن 25 مم / دقيقة.
إشارة إلى أن العينة قد اجتازت الاختبار هي الغياب ، بعد الاقتراب من الأسطح القابلة للانضغاط إلى قيمة حعلى الأسطح الخارجية والداخلية للشقوق أو التمزقات ذات لمعان معدني ، محددة بصريًا.
طريقة اختبار الضغط الهيدروليكي
ينطبق هذا المعيار GOST 3845-75 على الأنابيب المصنوعة من الصلب والحديد الزهر والمعادن غير الحديدية ويضع طريقة لاختبارها بالضغط الهيدروليكي الداخلي للتحقق من قوة وكثافة المعدن الأساسي للأنابيب واللحام.
يجب حساب أعلى ضغط اختبار باستخدام الصيغ أدناه.
ضغط الاختبار للأنابيب غير الملحومة الدائرية أحادية المعدن بقطر يصل إلى 550 مم والأنابيب الملحومة بقطر يصل إلى 480 مم شاملة ( ص 1 ) ، MPa (kgf / سم 2) ، و ( ص 2 ) ، MPa (kgf / cm 2) ، محسوبة بالصيغ:
أين س- الحد الأدنى (مع مراعاة التسامح ناقص) سمك جدار الأنبوب ، مم ؛
د- القطر الخارجي الاسمي للأنبوب ، مم ؛
ص- الضغط المسموح به في جدار الأنبوب أثناء الاختبار ، MPa (kgf / mm 2) ؛
د ص- قطر الأنبوب المحسوب ، مم ، والذي يمكن أن يكون
مستخدم: قطر متوسط د ص = د - س(للأنابيب غير الملحومة ، بما في ذلك أنابيب الغلاية والملفوفة والملحومة بنسبة).
تُستخدم الصيغ (2) للأنابيب غير الملحومة ، بما في ذلك أنابيب الغلايات والملفوفة بالنحاس والأنابيب الملحومة مع النسبة.
حساب ضغط الاختبار ( ص 3 ) ، MPa (kgf / cm 2) ، عند اختبار الأنابيب على مكابس ذات تصميمات مختلفة ذات الدفع المحوري ، يتم إنتاجها وفقًا للصيغة (3) ، وهو ما يعادل ضغط الاختبار بدون دفع محوري ص 1 .
أين ن- معامل يأخذ في الاعتبار ضغوط الانحناء الناشئة عن تأثير كتلة الأنبوب وسائل التعبئة ؛
ل- أكبر مسافة بين الدعامات التي تمسك الأنبوب أثناء الاختبار المائي ، أو أقصى طول للأنبوب في حالة عدم وجود دعامات ، م ؛
إلى- معامل مع مراعاة الاتجاه المحوري ، اعتمادًا على طريقة إحكام إغلاق تجويف الأنبوب الملحوم أثناء الاختبار الهيدروليكي ، يساوي:
للمكابس الهيدروليكية مع ختم الدفع الميكانيكي
إلى = 0,97,
للمكابس الهيدروليكية مع شفة مانعة للتسرب مع التتبع
للمكابس الهيدروليكية مع ختم فاصل نهاية
حيث 0.07 معامل يضمن ختم الحجم الداخلي للأنبوب ؛
د ص- القطر الداخلي للجزء المتحرك من رأس ختم المكبس ، مم ؛
د- قطر الاسطوانة المركزية لإمداد المياه ، مم.
يجب استخدام الماء أو المستحلب أو أي سائل آخر كمواد مالئة تنقل الضغط إلى جدار الأنبوب. قبل الاختبار ، يجب إزاحة الهواء الموجود في الأنبوب بواسطة سائل التعبئة.
يجب أن يتم تراكم الضغط عند اختبار جميع الأنابيب وتحرير الضغط عند اختبار الأنابيب ذات الجدران الرقيقة جدًا (0.01 عند D 102 مم) بسلاسة (بدون مطرقة مائية).
يجب أن يتم حفر الأنابيب الفولاذية الملحومة بقطر 530 مم أو أكثر ، أثناء حملها عند ضغط الاختبار ، ميكانيكيًا بمطارق أو بكرات تزن 0.5-0.8 كجم.
يُعتبر أن الأنبوب قد اجتاز الاختبار إذا لم يكتشف الاختبار بصريًا تسرب سائل العمل وبعد اختبار التشوه الدائم (التواء) للجدار ، مما يجعل قطر الأنبوب يتجاوز الحد الأقصى للانحرافات.
طريقة الكشف عن الخلل بالموجات فوق الصوتية
إحدى طرق الاختبار الرائدة هي طريقة الكشف عن الخلل بالموجات فوق الصوتية ، والتي يتم التحكم فيها بواسطة معيار GOST 17410 - 78. تنطبق هذه المواصفة القياسية على الأنابيب المعدنية الأسطوانية غير الملحومة أحادية الطبقة المصنوعة من المعادن الحديدية وغير الحديدية والسبائك. عند مراقبة جودة استمرارية معدن الأنابيب ، يتم استخدام طريقة الصدى أو الظل أو ظل المرآة. يتم إدخال الاهتزازات فوق الصوتية في معدن الأنبوب عن طريق طريقة الغمر أو الاتصال أو الفتحة.
يتم فحص الأنابيب المعدنية من أجل عدم وجود عيوب عن طريق مسح سطح الأنبوب الذي تم فحصه باستخدام حزمة الموجات فوق الصوتية. لزيادة إنتاجية وموثوقية التحكم ، يُسمح باستخدام أنظمة تحكم متعددة القنوات ، بينما يجب تحديد موقع المحولات في مستوى التحكم لاستبعاد تأثيرها المتبادل على نتائج التحكم.
تبرير ملاءمة استخدام طريقة الكشف عن الخلل بالموجات فوق الصوتية
تخضع الأنابيب الفولاذية غير الملحومة لاختبارات عديدة لتحديد جودتها. اختبارات التركيب الكيميائي للأنبوب ، واختبار الشد ، واختبار الصلابة ، وأنابيب الاختبار للثني ، والتسطيح ، والخرز ، والضغط الهيدروليكي ، إلخ. دعونا نتحدث عن طريقة الكشف عن الخلل بالموجات فوق الصوتية بمزيد من التفصيل ، لأن هذه الطريقة تكشف عن عيوب مختلفة (مثل انقطاع وتجانس المعدن) الموجودة على الأسطح الخارجية والداخلية ، وكذلك في سمك جدران الأنابيب ، والتي يتم الكشف عنها فقط بواسطة معدات الكشف عن الخلل بالموجات فوق الصوتية.

معيار الدولة لاتحاد SSR
أنابيب
طريقة الاختبار المسطحة
بموجب المرسوم الصادر عن لجنة الدولة للمعايير التابعة لمجلس وزراء اتحاد الجمهوريات الاشتراكية السوفياتية بتاريخ 23 ديسمبر 1975 رقم 3981 ، تم تحديد فترة الصلاحية
من 07/01/1977
يتوافق المعيار تمامًا مع ST SEV 480-77 من حيث اختبارات التسطيح.
1. الرموز
1.1. عند اختبار التسطيح ، يتم توفير الرموز التالية:
القطر الخارجي الأولي لعينة الأنبوب المستدير ، مم - د;
سمك جدار العينة ، مم - أ;
المسافة بين الطائرات المتوازية في نهاية الاختبار ، مم - ح;
القطر الداخلي للعينة ، مم - د VN.
2. طريقة أخذ العينات
2.1. لاختبار الأنابيب للتسطيح ، يتم استخدام العينات على شكل مقطع أنبوب بطول 20-50 مم ، وفي حالة الخلاف في تقييم الجودة - بطول 1.5 د VN ولكن لا تقل عن 10 مم ولا تزيد عن 100 مم.
2.2. يمكن إجراء الاختبار مباشرة على الأنبوب مع الشق الأولي المتعامد مع المحور الطولي بعمق 0.8 على الأقل د(رسم بياني 1).
2.3 يجب أن يكون مستوى القطع عموديًا على محور الأنبوب. يجب إزالة نتوءات حواف العينة.
2.4 في العينة ، يُسمح بإزالة الطبقات السطحية (الداخلية والخارجية) ، إذا تم تحديد ذلك في المعايير الخاصة بمنتج معين.
3.2 يجب أن يكون عرض مستويات الضغط دائمًا أكبر من عرض العينة بعد التسطيح.
3.3 يقع خط اللحام أثناء الاختبار بزاوية 90 درجة تقريبًا على محور تطبيق الحمل (الشكل 4).
النتائج.
(مقدمة بالإضافة إلى ذلك ، التعديل رقم 1).
GOST 8695-75
المجموعة В69
معيار الطريق السريع
طريقة اختبار التسطيح
الأنابيب. طريقة اختبار التسطيح
تاريخ التقديم 1977-07-01
دخلت حيز التنفيذ بموجب قرار لجنة الدولة للمعايير التابعة لمجلس وزراء اتحاد الجمهوريات الاشتراكية السوفياتية بتاريخ 23.12.75 N 3981
تمت إزالة قيود فترة الصلاحية بقرار من معيار الدولة 09/10/92 N 1153
استبدال غوست 8695-58
طبعة مع التعديل رقم 1 ، تمت الموافقة عليها في أبريل 1980 (IUS 5-80)
تنطبق هذه المواصفة القياسية على الأنابيب المعدنية الملحومة وغير الملحومة التي لا يزيد قطرها الخارجي عن 400 مم وبسمك جدار لا يزيد عن 15٪ من القطر الخارجي للأنبوب ، كما تحدد طريقة اختبار التسطيح عند درجة حرارة (20 ± 10). ) ° C.
يتوافق المعيار تمامًا مع ST SEV 480-77 من حيث اختبارات التسطيح.
1. الرموز
1.1. عند اختبار التسطيح ، يتم توفير الرموز التالية:
القطر الخارجي الأولي لعينة الأنبوب الدائري ، مم - ؛
سمك جدار العينة ، مم - ؛
المسافة بين الطائرات المتوازية في نهاية الاختبار ، مم - ؛
القطر الداخلي للعينة ، مم -.
2. طريقة أخذ العينات
2.1. لاختبار الأنابيب للتسطيح تستخدم العينات على شكل مقطع أنبوب بطول 20-50 مم ، وفي حالة الخلاف في تقييم الجودة - بطول 1.5 ولكن لا يقل عن 10 مم ولا يزيد من 100 مم.
2.2. يمكن إجراء الاختبار مباشرة على الأنبوب مع الشق الأولي المتعامد مع المحور الطولي بعمق 0.8 على الأقل (الشكل 1).

2.3 يجب أن يكون مستوى القطع عموديًا على محور الأنبوب. يجب إزالة نتوءات حواف العينة.
2.4 في العينة ، يُسمح بإزالة الطبقات السطحية (الداخلية والخارجية) ، إذا تم تحديد ذلك في المعايير الخاصة بمنتج معين.
3. أداء الاختبارات
3.1. للاختبار ، يتم وضع العينة بين مستويين صلبين ومتوازيين ناعمين ويتم تسويتها بسلاسة ، مما يجعل مستويات الضغط أقرب إلى مسافة معينة (الشكل 2 و 3).


اللعنة .3
3.2 يجب أن يكون عرض مستويات الضغط دائمًا أكبر من عرض العينة بعد التسطيح.
3.3 يقع خط اللحام أثناء الاختبار بزاوية 90 درجة تقريبًا على محور تطبيق الحمل (الشكل 4).

3.4. يجب ألا يزيد معدل تسطيح العينة في حالة الاختلاف في تقييم جودة الاختبار عن 25 مم / دقيقة.
4. معالجة النتائج
4.1 إشارة إلى أن العينة قد اجتازت الاختبار هو غيابها ، بعد الاقتراب من الأسطح القابلة للضغط إلى قيمة على الأسطح الخارجية والداخلية للشقوق أو التمزقات ذات لمعان معدني ، والتي يتم تحديدها بصريًا.
(طبعة معدلة ، تعديل ن 1).
5. تقرير الاختبار
يشير تقرير الاختبار إلى:
مادة الأنابيب وحجمها ؛
نتائج.
(تم تقديمه بالإضافة إلى ذلك ، التعديل رقم 1).
يتم التحقق من نص المستند عن طريق:
المنشور الرسمي
الأنابيب المعدنية والتجهيزات
لهم. الجزء 4. مواسير من معادن حديدية وسبائك
يلقي وتوصيل أجزاء لهم. الأبعاد الأساسية.
طرق الاختبار التكنولوجي للأنابيب: Sat. GOSTs. -
موسكو: IPK Standards Publishing House، 2002
 التقنين الفني لأعمال الماكينة ، الأحكام العامة ، حساب تقنين عمل الماكينة وفقًا للمعايير
التقنين الفني لأعمال الماكينة ، الأحكام العامة ، حساب تقنين عمل الماكينة وفقًا للمعايير طريقة اختبار التسطيح
طريقة اختبار التسطيح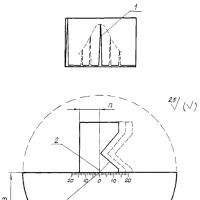 الفحص بالموجات فوق الصوتية للأنابيب
الفحص بالموجات فوق الصوتية للأنابيب طريقة لتحديد خصائص حالة الإجهاد والانفعال لمواد الأجزاء والهياكل. أدوات لقياس حالة الإجهاد والانفعال
طريقة لتحديد خصائص حالة الإجهاد والانفعال لمواد الأجزاء والهياكل. أدوات لقياس حالة الإجهاد والانفعال إعداد حلول المؤشرات إعداد المحاليل العازلة لقياس الأس الهيدروجيني
إعداد حلول المؤشرات إعداد المحاليل العازلة لقياس الأس الهيدروجيني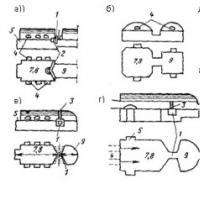 الأسس الفيزيائية والكيميائية للزجاج وتكنولوجيا sitall
الأسس الفيزيائية والكيميائية للزجاج وتكنولوجيا sitall مواصفات معدات GOST
مواصفات معدات GOST