توصيف الفولاذ باستخدام gost القياسي. الوثائق التنظيمية لمجموعات فردية من otu. تحليل المعادن
1. الخصائص العامة للفولاذ
2. الوسم وفك التشفير والخصائص والمعالجة الحرارية والنطاق
2.1 الفولاذ الكربوني الهيكلي
2.2 فولاذ القطع الحر
2.3 الفولاذ الإنشائي منخفض السبائك
2.4 الفولاذ الهيكلي المقوى
2.5 الفولاذ المقوى الإنشائي
2.6 فولاذ زنبركي
2.7 الفولاذ كروي
2.8 الفولاذ المقاوم للاهتراء
2.9 الفولاذ المقاوم للتآكل
2.10 الفولاذ والسبائك المقاومة للحرارة
1. الخصائص العامة للفولاذ
السبائك الحديدية التي تحتوي على نسبة كربون تصل إلى 2.14٪ تسمى الفولاذ. بالإضافة إلى الحديد والكربون ، يحتوي الفولاذ على شوائب مفيدة وضارة.
الصلب هو المادة المعدنية الرئيسية المستخدمة على نطاق واسع لتصنيع أجزاء الماكينات والطائرات والأدوات والأدوات المختلفة وهياكل البناء. يرجع الاستخدام الواسع للفولاذ إلى مجموعة من الخصائص الميكانيكية والفيزيائية والكيميائية والتكنولوجية. تم اكتشاف طرق لإنتاج الفولاذ على نطاق واسع في منتصف القرن العاشرالتاسعالخامس. في الوقت نفسه ، تم بالفعل إجراء الدراسات المعدنية الأولى للحديد وسبائكه.
يجمع الفولاذ بين الصلابة العالية والقوة الثابتة والدورية الكافية. يمكن تغيير هذه المعلمات في نطاق واسع عن طريق تغيير تركيز الكربون وعناصر السبائك وتقنيات المعالجة الحرارية والكيميائية. من خلال تغيير التركيب الكيميائي ، يمكن الحصول على فولاذ بخصائص مختلفة ، واستخدامه في العديد من فروع التكنولوجيا والاقتصاد الوطني.
يتم تصنيف الفولاذ الكربوني وفقًا لمحتوى الكربون والغرض والجودة ودرجة إزالة الأكسدة والهيكل في حالة التوازن.
وفقًا لغرضهم ، يتم تصنيف الفولاذ إلى بنيوي وفعال. يمثل الفولاذ الإنشائي المجموعة الأكثر شمولاً المخصصة لتصنيع هياكل المباني وأجزاء الآلات والأجهزة. تشتمل هذه الأنواع من الفولاذ على فولاذ مقوى ، ومُحسَّن ، وعالي القوة ، وفولاذ زنبركي. تنقسم الأدوات الفولاذية إلى فولاذ لقطع ، وأدوات القياس ، والقوالب الباردة والساخنة (حتى 200 0 ج) تشوه.
وفقًا لجودة الفولاذ ، يتم تصنيفها إلى جودة عادية وعالية الجودة وعالية الجودة. تُفهم جودة الفولاذ على أنها مجموعة من الخصائص التي تحددها العملية المعدنية لإنتاجه. الفولاذ ذو الجودة العادية هو كربوني فقط (حتى 0.5٪ C) ، عالي الجودة وعالي الجودة - كربون وسبائك.
وفقًا لدرجة إزالة الأكسدة وطبيعة التصلب ، يتم تصنيف الفولاذ إلى فولاذ هادئ وشبه هادئ ومغلي. إزالة الأكسدة هي عملية إزالة الأكسجين من معدن سائل ، يتم إجراؤها من أجل منع كسر الفولاذ الهش أثناء التشوه الساخن.
من حيث درجة إزالة الأكسدة ، يحتل الفولاذ شبه الهادئ موقعًا وسيطًا بين الفولاذ الهادئ والغليان.
من خلال هيكلها في حالة توازن ، ينقسم الفولاذ إلى: 1) hypoeutectoid ، وجود الفريت والبرليت في الهيكل ؛ 2) eutectoid ، يتكون هيكلها من البيرلايت ؛ 3) hypereutectoid ، وجود بيرليت وسمنتيت ثانوي في الهيكل.
2. الوسم وفك التشفير والخصائص والمعالجة الحرارية والنطاق.
2.1 الفولاذ الكربوني الهيكلي
يتم إنتاج الفولاذ ذي الجودة العادية في شكل منتجات ملفوفة (قضبان ، وعوارض ، وألواح ، وزوايا ، وأنابيب ، وقنوات ، وما إلى ذلك) في حالة طبيعية ، واعتمادًا على الغرض ومجمع الخصائص ، يتم تقسيمها إلى مجموعات: أ ، ب ، ج.
يتم تمييز الفولاذ بمزيج من الأحرف St ورقم (من 0 إلى 6) يوضح رقم الدرجة ، وليس متوسط محتوى الكربون فيه ، على الرغم من زيادة العدد ، يزداد محتوى الكربون في الفولاذ. يحتوي فولاذ المجموعتين B و C على الحرفين B و C أمام العلامة التجارية ، مما يشير إلى أنهما ينتميان إلى هذه المجموعات. لم يتم الإشارة إلى المجموعة أ في تعيين درجة الفولاذ. تتم الإشارة إلى درجة إزالة الأكسدة من خلال إضافة المؤشرات: في الفولاذ الهادئ - "cn" ، والفولاذ شبه الهادئ - "ps" ، والغليان - "kp" ، ويتم الإشارة إلى فئة الخصائص الطبيعية (باستثناء الفئة 1) بواسطة رقم لاحق. يتم إنتاج الفولاذ الهادئ وشبه الهادئ من St1 - St6 ، يغلي - St1 - St4 من المجموعات الثلاث. الصلب St0 غير مقسم حسب درجة الأكسدة.
يتم استخدام فولاذ المجموعة أ كمورد للمنتجات التي لا تعمل على الساخن. في هذه الحالة ، يحتفظون بهيكل التطبيع والخصائص الميكانيكية التي يضمنها المعيار.
يتم استخدام درجة الفولاذ St3 كما يتم تسليمها دون معالجة الضغط واللحام. يستخدم على نطاق واسع في البناء لتصنيع الهياكل المعدنية.
يستخدم فولاذ المجموعة ب للمنتجات المصنعة باستخدام المعالجة الساخنة (التطريق واللحام وفي بعض الحالات المعالجة الحرارية) ، والتي لا يتم فيها الحفاظ على الهيكل الأصلي والخصائص الميكانيكية. بالنسبة لمثل هذه الأجزاء ، تعتبر المعلومات المتعلقة بالتركيب الكيميائي مهمة ، وهو أمر ضروري لتحديد طريقة العمل على الساخن.
يعتبر فولاذ المجموعة C أغلى من فولاذ المجموعتين A و B ، حيث يتم استخدامه للأجزاء الهامة (لإنتاج الهياكل الملحومة).
الفولاذ الكربوني ذو الجودة العادية (من جميع المجموعات الثلاث) مخصص لتصنيع الهياكل المعدنية المختلفة ، وكذلك الأجزاء المحملة بخفة من الآلات والأجهزة. يتم استخدام هذا الفولاذ عندما يتم توفير أداء الأجزاء والهياكل عن طريق الصلابة. يستخدم الفولاذ الكربوني عالي الجودة على نطاق واسع في البناء في تصنيع الهياكل الخرسانية المسلحة. تتوافق القدرة على اللحام والعمل البارد مع الضغط مع فولاذ المجموعات B و C من الأرقام 1-4 ، لذلك ، يتم تصنيع دعامات ملحومة وإطارات مختلفة وهياكل معدنية للبناء ، بالإضافة إلى مثبتات ، بعضها مكربن.
الفولاذ متوسط الكربون من الرقمين 5 و 6 ، والذي يتمتع بقوة عالية ، مخصص للقضبان وعجلات السكك الحديدية وكذلك الأعمدة والبكرات والتروس وأجزاء أخرى من آلات الرفع والزراعية. تخضع بعض أجزاء الفولاذ من المجموعتين B و C للمعالجة الحرارية - تصلب يليها تلطيف عالي.
في الهندسة الميكانيكية ، يتم استخدام الفولاذ الكربوني عالي الجودة لتصنيع الأجزاء لأغراض مختلفة ، وغالبًا ما تكون غير مسؤولة ، وهي مادة رخيصة إلى حد ما. يتم توفير هذا الفولاذ للصناعة في شكل منتجات مدرفلة ومطروقات وقطاعات لأغراض مختلفة مع تركيبة كيميائية وخصائص ميكانيكية مضمونة.
في الهندسة الميكانيكية ، يتم استخدام الفولاذ الكربوني عالي الجودة ، ويتم توفيره وفقًا لـ GOST 1050-74. يتم تمييز هذا الفولاذ بأرقام مكونة من رقمين 05 ، 08 ، 10 ، 15 ، 20 ، ... ، 75 ، 80 ، 85 ، مما يشير إلى متوسط محتوى الكربون في جزء من المائة في المائة.
يشمل الفولاذ الكربوني أيضًا الفولاذ الذي يحتوي على نسبة عالية من المنجنيز (0.7-1.0٪) من الدرجات 15G ، 20G ، 25G ، ... ، 70G ، والتي تتمتع بصلابة متزايدة.
يتم تمييز الفولاذ الهادئ بدون مؤشر ، فولاذ شبه هادئ وغليان - بمؤشر "ps" و "kp" ، على التوالي. يتم إنتاج الفولاذ المغلي بالدرجات 05kp ، 08kp ، 10kp ، 15kp ، 20kp ، شبه الهدوء - 08ps ، 10ps ، 15ps ، 20ps.
يتم استخدام الفولاذ عالي الجودة على نطاق واسع في الهندسة الميكانيكية وصنع الأدوات ، نظرًا لاختلاف محتوى الكربون فيها ، وبالتالي المعالجة الحرارية ، يمكن الحصول على مجموعة واسعة من الخصائص الميكانيكية والتكنولوجية.
يتميز الفولاذ منخفض الكربون 05kp ، 08kp ، 10kp ، 15kp ، 20kp بالقوة المنخفضة والليونة العالية في الحالة الباردة. يتم إنتاج هذا الفولاذ بشكل أساسي على شكل صفيحة رقيقة ويستخدم بعد التلدين أو التطبيع للتشكيل البارد بالسحب العميق. يسهل ختمها بسبب محتواها المنخفض من الكربون والسيليكون ، مما يجعلها ناعمة جدًا. يمكن استخدامها في صناعة السيارات لصنع أجزاء ذات أشكال معقدة. يستخدم السحب العميق من ورقة من هذا الفولاذ في صناعة العلب والأطباق المطلية بالمينا وغيرها من المنتجات الصناعية.
يتم استخدام الفولاذ الهادئ 08 ، 10 في الحالة الصلبة للهياكل منخفضة القوة - الحاويات ، الأنابيب ، إلخ.
الفولاذ 10 و 15 و 20 و 25 هو أيضًا فولاذ منخفض الكربون ، وهو مطيل ولحام ومختوم جيدًا. في حالة التطبيع ، يتم استخدامها بشكل أساسي للمثبتات - بكرات ، محاور ، إلخ.
لزيادة قوة سطح هذا الفولاذ ، يتم تثبيتها (تشبع السطح بالكربون) وتستخدم للأجزاء الصغيرة ، على سبيل المثال ، التروس المحملة بشكل خفيف ، والكاميرات ، إلخ.
يتميز الفولاذ متوسط الكربون 30 ، 35 ، 40 ، 45 ، 50 وما شابه ذلك من الفولاذ الذي يحتوي على نسبة عالية من المنغنيز 30 جم و 40 جم و 50 جم في الحالة الطبيعية بزيادة القوة ، ولكن وفقًا لذلك ، انخفاض المتانة والليونة. اعتمادًا على ظروف العمل للأجزاء المصنوعة من هذا الفولاذ ، يتم تطبيق أنواع مختلفة من المعالجة الحرارية عليها: التطبيع ، والتحسين ، والتبريد بتقسية منخفضة ، وتصلب التيار عالي التردد ، إلخ.
يتم استخدام الفولاذ الكربوني المتوسط لعمل أعمدة صغيرة ، وقضبان التوصيل ، والتروس ، والأجزاء المعرضة لأحمال دورية. في الأجزاء الكبيرة ذات المقاطع العرضية الكبيرة ، نظرًا لضعف الصلابة ، تقل الخصائص الميكانيكية بشكل كبير.
يتم استخدام الفولاذ عالي الكربون 60 و 65 و 70 و 75 و 80 و 85 ، بالإضافة إلى المحتوى العالي من المنجنيز 60 جم و 65 جم و 70 جم ، بشكل أساسي لتصنيع الزنبركات والينابيع والأسلاك عالية القوة وغيرها من المنتجات ذات مرونة عالية ومقاومة التآكل. يتم إخمادها وتلطيفها بدرجة متوسطة إلى هيكل تروستيت جنبًا إلى جنب مع المتانة المرضية وقوة التعب الجيدة.
مقتطف من GOST 14098-91
الوصلات الملحومة للتعزيزات والمنتجات المدمجة لهياكل الخرسانة المسلحة. أنواع وتصاميم وأحجام.
قائمة معايير الدولة في الاتحاد الروسي
الشروط والتوضيحات
لحام الحمام- العملية التي يحدث فيها ذوبان أطراف القضبان الداعمة بشكل رئيسي بسبب حرارة حمام المعدن المنصهر
اللحام الآلي للحمام- عملية اللحام بالحمام حيث يتم إدخال سلك الحشو تلقائيًا في منطقة اللحام ويتم التحكم في القوس أو الحامل يدويًا
لحام قطب كهربائي واحد للحمام- عملية اللحام بالحمام ، حيث يتم إدخال مادة القطب على شكل قطب كهربائي واحد (عصا) يدويًا في منطقة اللحام
لحام سلك ميكانيكي بقلب التدفق- عملية اللحام التي يتم فيها تلقيم مادة الإلكترود على شكل سلك مغلف بالصهر تلقائيًا في منطقة اللحام
شكل الجرد- جهاز قابل لإعادة الاستخدام (نحاسي ، جرافيت) ، يضمن تكوين المعدن المترسب أثناء اللحام بالحمام وإزالته بسهولة بعد اللحام
بطانة قوس الصلب- عنصر إضافي يضمن تكوين خط لحام ملحوم ، وهو جزء لا يتجزأ من المفصل ويشكل جزءًا من الحمل أثناء تشغيل المفصل في الهيكل
اتصال صليبي- توصيل قضبان ملحومة عند التقاطع
سحب (لتر ، مم) من القضبان في وصلات صليبية- مقدار المسافة البادئة للقضبان في بعضها البعض في المنطقة المسخنة أثناء اللحام بالمقاومة إلى حالة بلاستيكية
الجمع بين عناصر الحاملة والتشكيل- عناصر تتكون من نصف التبطين الصلب المتبقي ونصف قالب نحاسي مخزون
لحام ميكانيكي القوس المغمور بدون حشو المعدن- عملية يتم فيها تنفيذ دورة اللحام بأكملها في الوضع التلقائي المحدد مسبقًا
اللحام القوسي اليدوي المغمور بالميكنة الصغيرة بدون حشو المعدن- عملية تتم فيها العمليات الإضافية آليًا جزئيًا ، ويتم إجراء دورة اللحام بأكملها يدويًا
تقييم أداء التوصيلات الملحومة
تقييم شامل لنقاط أداء الوصلات الملحومة (القوة ، اللدونة ، صلابة الصدمات ، العوامل المعدنية ، إلخ) اعتمادًا على نوع الوصلة وطريقة اللحام ، ودرجة الفولاذ وقطر التعزيز ، بالإضافة إلى درجة حرارة التشغيل (التصنيع) تحت الأحمال الثابتة يرد في الجدول ... 31. عند تقييم الأداء في ظل الأحمال المتكررة ، ينبغي تخفيض قيم النقاط بمقدار واحد تقريبًا مقارنة بالقيم المقبولة في ظل الأحمال الثابتة. في هذه الحالة ، يجب عليك أيضًا استخدام المستندات التنظيمية لتصميم الهياكل الخرسانية المسلحة للمباني والهياكل لأغراض مختلفة.
يتم تعيين نقاط الوصلات الملحومة للتعزيز على أساس الامتثال لتقنية التصنيع المنظمة للتعزيزات والمنتجات المدمجة.
للوصلات الملحومة على حديد التسليح المدرفل على الساخن:
5 - قوة مساوية لتدمير المعادن والبلاستيك الأم مضمونة ؛
4 - الوصلة الملحومة تفي بمتطلبات GOST 5781 للصلب في حالتها الأولية ؛
3 - الوصلة الملحومة تفي بمتطلبات GOST 10922 للوصلات الملحومة.
للمفاصل الملحومة من حديد التسليح المقوى بالحرارة ؛
5 - الوصلة الملحومة تفي بمتطلبات GOST 10884 للصلب في الحالة الأولية ، وتتميز بكسر البلاستيك ؛
4 - قد تكون قوة الشد القصوى للمفصل الملحوم أقل من تلك المحددة في GOST 10884 حتى 5٪ ؛
3 - قد تكون مقاومة الشد القصوى للمفصل الملحوم أقل من تلك المحددة في GOST 10884 حتى 10٪.
مقتطف من GOST 14098-91



ملحوظات:
1. يجب تقييم الصفات التشغيلية لجميع أنواع الوصلات الملحومة من فئة التعزيز AI للصفوف StZsp و StZps بنفس طريقة تقوية الفئة A-II من الدرجة ShGT ، والفئة AI من الدرجة StZkp - كتعزيز للفئة A -II من الدرجة St5sp و St5ps.
2. لا يتم تنظيم الصفات التشغيلية للوصلات الصليبية لتقوية الأسلاك من الفئتين Вр-I و Вр-600 في هذا الملحق بسبب عدم وجود متطلبات للتركيب الكيميائي للصلب. ترد متطلبات الجودة لمثل هذه الاتصالات في GOST 10922.
3. يمكن استخدام حديد التسليح من الفئة A-II من الدرجة 10GT حتى درجة حرارة 70gr.C تحت الصفر.
4. تم تقدير وصلات المحرك الملحومة من فئة At-VCK بمقدار نقطة واحدة أقل من الوصلات من حديد التسليح من الفئة At-V عند درجات حرارة تشغيل تصل إلى 40 جم تحت الصفر.
5. الوصلات الملحومة C16-Mo و C18-Mo و H4-Ka مصنفة بنقطة واحدة تحت المركبات المدرجة في نفس المجموعة.
6. تعني الأحرف НД و TH و ، على التوالي ، أن التوصيلات غير مسموح باستخدامها ، وأن التوصيلات غير عملية من الناحية التكنولوجية والتوصيلات التي يعد استخدامها غير عملي.
يحتوي رمز المفصل الملحوم على الهيكل التالي:

الجدول 22
الأبعاد بالملليمتر

ملحوظة. يُسمح بتوصيلات من النوع T2 المصنوعة من تجهيزات فئة At-ShS بقطر يصل إلى 14 ملم.
الجدول 23
الأبعاد بالملليمتر

الجدول 11
الأبعاد بالملليمتر

ملحوظات:
1. من أجل dн = 20-25mm s = 6mm ، لـ dн = 28-40mm s = 8mm.
2. انظر الملاحظة 2 على الجدول. تسع.
الجدول 12

ملحوظات:
1. يجب إجراء مفاصل تقوية الفئات A-IV و A-V و A-VI و At-VCK و At-V بتراكبات مختلطة ، مع تطبيق طبقات في نمط رقعة الشطرنج.
2. يسمح باستخدام اللحام بأسلاك ذات قلب متدفق ذاتي الحماية وفي ثاني أكسيد الكربون (CO2) ؛ الأخير ، بالإضافة إلى الفولاذ من الفئتين A-II و At-IIIC.
3. يُسمح بخيوط على الوجهين بطول 4 rf ، للانضمام إلى الفئات A-I و A-II و A-III.
4. وصلات المحرك من الفئة At-V مسموح بها فقط من الفولاذ بدرجة 20GS.
الجدول 13

الجدول 14

ملحوظات:
I. يُسمح باستخدام طبقات مزدوجة الوجه بطول 4dn لوصلات تقوية الفئتين A-I و A-II (مصنوعة من الفولاذ بدرجة 10GT).
1. يسمح باستخدام اللحام بأسلاك ذات قلب متدفق ذاتي الحماية وفي ثاني أكسيد الكربون (CO2) ؛ الأخير ، باستثناء تقوية الفئتين A-II و At-IIIC (مصنوع من الفولاذ من الدرجة St5).
الجدول 2

ملحوظات:
1. يجب تقريب القيم d "n / dn" ، التي لا تتطابق مع القيم المعطاة ، إلى أقرب قيمة مذكورة في الجدول.
2. في الوصلات من النوع K1-Kt المصنوعة من تقوية الفئات Аt-IVK و Аt-V بأقطار 10-32 مم ، يجب أن تكون القضبان ذات القطر الأصغر مصنوعة من تقوية الطبقات Вр-1 ، А-1 ، A-II و A-III.
-------------
فيما يلي أبعاد وصلات التركيبات ذات الأغراض الخاصة من الفئتين Ac-II و Ac-III مماثلة لتلك الخاصة بالفئتين A-II و A-III.
الجدول 3

ملحوظة. قيمة مقاومة القص النهائية في مفاصل KZ-Rr غير موحدة. يتم إعطاء خصائص أداء هذه المفاصل عند شد قضبان العمل في الملحق 2.
الجدول 4
الأبعاد بالملليمتر

ملحوظات:
1. حديد التسليح من الفئة A-IV ، باستثناء الصلب بدرجة 80C.
2. حديد التسليح من الفئة At-V فقط باستخدام المعالجة الحرارية الموضعية.
3. بالنسبة للنسبة d "n / dn
الجدول 5
الأبعاد بالملليمتر

انظر الملاحظات 1 ، 2 على الجدول. 4.
معايير الدولة في الاتحاد الروسي
I. عمليات اللحام
1. GOST 2601-84 لحام المعادن. مصطلحات وتعريفات المفاهيم الأساسية.
2. لحام الانصهار GOST 11969-79. الأحكام الأساسية وتسمياتها.
3. GOST 19521-74 لحام المعادن. تصنيف.
4. GOST 23870-79 لحام الفولاذ. طرق تقييم تأثير اللحام بالانصهار على المعدن الأساسي.
ثانيًا. مستهلكات اللحام
5. GOST 5.1215-72 ANO-4 إلكترودات معدنية للحام القوسي للفولاذ الإنشائي منخفض الكربون.
6. سلك لحام فولاذي GOST 2246-70. الشروط الفنية.
7. GOST 7871-75 سلك لحام مصنوع من الألمنيوم وسبائك الألومنيوم. الشروط الفنية.
8. GOST 9466-75 إلكترودات معدنية مطلية للحام القوسي اليدوي للفولاذ والسطوح. التصنيف والمواصفات العامة.
9. GOST 10051-75 إلكترودات معدنية مطلية لتسطيح القوس اليدوي لطبقات السطح ذات الخصائص الخاصة. أنواع.
10. GOST 10052-75 إلكترودات معدنية مطلية للحام القوسي اليدوي للفولاذ عالي السبائك بخصائص خاصة. أنواع.
11. GOST 11930.0-79 مواد التسطيح. المتطلبات العامة لطرق التحليل.
12. GOST 16130-90 أسلاك وقضبان اللحام المصنوعة من النحاس وسبائك النحاس. الشروط الفنية.
13. GOST 21448-75 سبيكة سلك للسطوح. الشروط الفنية.
14. GOST 21449-75 قضبان للسطوح. الشروط الفنية.
ثالثا. معدات لحام
15. GOST 4.41-85 نظام مؤشر جودة المنتج. آلات القطع الحراري للمعادن. تسمية المؤشرات.
16. GOST 4.140-85 نظام مؤشر جودة المنتج. معدات اللحام الكهربائية. تسمية المؤشرات.
17. GOST 5.917-71 المشاعل اليدوية للحام بقوس الأرجون ، أنواع RGA-150 و RGA-400. متطلبات جودة المنتجات المعتمدة.
18. GOST 12.1.035-81 نظام معايير السلامة المهنية. معدات اللحام بالقوس الكهربائي واللحام الكهربائي. مستويات الضوضاء وطرق القياس المقبولة.
19. GOST 12.2.007.8-75 نظام معايير السلامة المهنية. أجهزة اللحام الكهربائي والمعالجة بالبلازما. متطلبات السلامة.
20. GOST 31.211.41-93 أجزاء ووحدات التجميع لأجهزة التجميع واللحام للتجميع واللحام. العناصر والمعايير الهيكلية الأساسية. معايير الدقة.
21. GOST 2402-82 وحدات اللحام بمحركات الاحتراق الداخلي.
22. GOST 7237-82 محولات اللحام. الشروط الفنية العامة.
23. GOST 14651-78 حاملي أقطاب لحام القوس اليدوي. الشروط الفنية.
24. GOST 25616-83 مصادر الطاقة للحام القوسي. طرق اختبار خصائص اللحام.
رابعا. المفاصل والدرزات الملحومة
25. وصلات ملحومة GOST 3242-79. طرق مراقبة الجودة.
26. GOST 5264-80 لحام القوس اليدوي. وصلات ملحومة. الأنواع الأساسية والعناصر الهيكلية والأحجام.
27. وصلات ملحومة GOST 6996-66. طرق تحديد الخواص الميكانيكية.
28. GOST 11534-75 لحام القوس اليدوي. وصلات ملحومة بزوايا حادة ومنفرجة. الأنواع الأساسية والعناصر الهيكلية والأحجام.
29. GOST 16098-80 وصلات ملحومة من طبقتين من الفولاذ المقاوم للتآكل. الأنواع الأساسية والعناصر الهيكلية والأحجام.
معايير السلامة
30. GOST 12.2.003-91 SSBT. أدوات التصنيع. متطلبات السلامة العامة.
31. GOST 12.2.061-81 SSBT. أدوات التصنيع. متطلبات السلامة العامة لأماكن العمل.
32. GOST 12.3.002-75 SSBT. عمليات التصنيع. متطلبات السلامة العامة.
33. GOST 12.0.003-74 SSBT. عوامل الإنتاج الخطرة والضارة. الأحكام العامة.
34. GOST 12.1.005-88 SSBT. المتطلبات الصحية العامة للهواء في منطقة العمل.
35. GOST 12.1.012-90 SSBT. سلامة الاهتزاز. المتطلبات العامة.
36. GOST 12.1.013-78 SSBT. السلامة الكهربائية. المتطلبات العامة.
تنزيل المستند
مائة 22-04-02
اساسي
اتحاد البحث والإنتاج
الموارد
مركب:
الموارد
اعمال البناء
صناعي
المباني والمنشآت
موسكو
2003 جي.
جوريتسكي ف. - مهندس معادن ، دكتور في العلوم التقنية ، أستاذ ؛
Goritskiy O.V. - مهندس معادن.
المقدمة
معهد TsNIIPSK اسمه بعد Melnikov ، لمدة 10 سنوات في قسم فحص المعادن ، تمت دراسة طرق مختلفة لتحديد خصائص المعدن لهياكل التشغيل دون تدميرها.
يتم تقييم الخواص الميكانيكية للصلب بمستوى ثقة محدد من 75٪ إلى 99٪.
1. أحكام عامة
1.2 لا تقل قدرة تحمل الهياكل المعدنية التي تم فحصها نتيجة لأخذ العينات والعينات الدقيقة المنصوص عليها في هذا الدليل عمليًا ، مما يلغي الحاجة إلى التجديد الذي يتم إجراؤه عند أخذ الشظايا (القواطع أو العينات الكلية) باستخدام الطرق القياسية.
1.3 يمكن استخدام أخذ العينات والعينات الدقيقة من الهياكل الفولاذية الملحومة أو المبرشمة عندما:
التحضير لفحص الحالة الفنية لهياكل المباني والمنشآت الخطرة ؛
لأغراض البحث وأغراض أخرى.
1.4 يهدف هذا المبدأ التوجيهي إلى تحديد درجة الفولاذ وفئته ، والتي يتم تحقيقها من خلال تحديد التركيب الكيميائي ، وقوة الخضوع ، والقوة النهائية ، ودرجة الحرارة الهشة للفولاذ.
1.5 نطاق هذا الدليل هو الفولاذ منخفض الكربون ومنخفض السبائك بقوة إنتاجية اسمية تبلغ 150 ... 440 ميجا باسكال (16 ... 45 كجم / مم 2).
1.6 الدليل مخصص للمختبرات المجهزة بمجاهر معدنية خفيفة ، واختبار المعدات الميكانيكية التي تم التحقق منها من قبل خدمة الدولة للأرصاد الجوية ، والموظفين المؤهلين في مجال علم المعادن.
2. المصطلحات والتعاريف والمفاهيم الفنية
2.1. درجة حرارة الهشاشة الحرجة- درجة الحرارة التي تصل عندها قيمة قوة التأثير إلى قيمة معيارية معينة وهي cr المشار إليها بواسطة المؤشر ، على سبيل المثال ، T 29 - درجة الحرارة التي فوقها قيمة قوة التأثير ، المحددة على عينات ذات درجة على شكل حرف U ، لا تقل عن 29 جول / سم 2 (3 كجم ق.م / سم 2).
2.2. المعدغرافيا دراسة المعادن- علم التركيب والخصائص الفيزيائية للمعادن والسبائك ، ودراسة العلاقة بين خواصها وتركيبها عند درجات الحرارة المختلفة.
2.3. مسبار معدنيهو حجم من المعدن بحجم مخفض ، يستحيل من خلاله عمل عينة قياسية واحدة على الأقل للانحناء الشد أو الصدمات ، وتكون أبعادها في الغالب أصغر من 5 إلى 10 مرات من العينات القياسية المخصصة للميكانيكية الاختبارات.
2.4. عينة معدنية- حجم المعدن الذي لا يمكن من خلاله عمل أكثر من عينة واحدة ذات حجم قياسي لاختبارات الشد أو الانحناء بالصدمات.
2.5. عينة العلف- عينة ذات شق على شكل حرف U لاختبار المواد لمقاومة الصدمات عند الانحناء للصدمات على محركات تأثير البندول (النوع 1 - 3 وفقًا لـ GOST 9454).
2.6. عينة شاربي- عينة ذات شق على شكل حرف V لاختبار المواد لمقاومة الصدمات عند الانحناء للصدمات على محركات تأثير البندول (النوع 11-13 وفقًا لـ GOST 9454).
3. أخذ العينات وأخذ العينات الدقيقة من المعادن
3.1 يجب إنشاء مواقع أخذ العينات والعينات الدقيقة بناءً على شرط الحصول على معلومات تمثيلية عن جودة الفولاذ لعنصر الهيكل المعدني الذي تم فحصه.
3.2 تعتمد إمكانية وأماكن أخذ العينات على السمات الهيكلية للهيكل المعدني ويتم إنشاؤها من قبل منظمة متخصصة.
3.3 يجب أخذ العينات والعينات الدقيقة من المعدن من حافة العنصر الذي تم فحصه للهيكل المعدني. بالنسبة لحواف قطع الغاز ، خارج المنطقة المتأثرة بالحرارة.
3.4. يجب أن تضمن تقنية أخذ العينات والعينات الدقيقة الحد الأدنى من التشوه والتسخين للمعدن الذي لا يزيد عن 150 درجة مئوية.
3.4.1. يجب أخذ عينات صغيرة من حواف الهياكل المعدنية عن طريق القطع أو النشر بمنشار أو عجلة القطع وفقًا للشكل. 1 ، وللعناصر التي يصل سمكها إلى 10 مم شاملة والشكل. 1 ب للعناصر التي يزيد سمكها عن 10 مم.

يتم تحديد شكل العينة المجهرية (المنشورية أو الهرمية) من خلال ملاءمة تنفيذ العمل على القطع (قطع المنشار) للعينة الدقيقة.
يجب أن تكون أبعاد العينة الدقيقة على الأقل B T (h) ، حيث t هي سماكة العنصر ، مم ؛
ب؟ 5 مم - في حالة الحافة المدلفنة أو المشكَّلة ؛
ب؟ 0.5t + 5 مم عند ر؟ 10 ملم وب؟ بحد أقصى (10 مم ؛ 0.25 طن) عند t> 10 مم في حالة الحافة التي تم الحصول عليها بالقطع باللهب أو بطريقة أخرى مماثلة ؛
3.4.2. يجب أن تكون العينات الدقيقة من الأجزاء المركزية للعناصر الإنشائية 1.2 × 2.5 × 15 مم على الأقل. يجب ألا يقل الحد الأدنى لمساحة المقطع العرضي للعينة الدقيقة في الجزء المركزي عن 3 مم 2.
3.5 عادة ما يتم أخذ العينات من عناصر غير محملة أو محملة بشكل خفيف من هياكل المباني.
3.6 يتم تحديد الحد الأدنى لحجم العينة وفقًا لمتطلبات GOST 9454 لحجم عينات التأثير القياسية ، مع مراعاة السماح بتشكيل سطح العينات. عند أخذ العينات ، من الضروري مراعاة متطلبات المعايير لتوجيه عينات التأثير (على طول أو عموديًا على اتجاه التدحرج) لتحديد قوة التأثير.
3.7 يجب الإشارة إلى موقع أخذ العينات والعينات الدقيقة وموقعها واتجاهها في الملاحظة المصاحبة.
3.8 بعد أخذ العينات والعينات الدقيقة ، يجب تنظيف مواقع القطع ميكانيكيًا (باستخدام آلة طحن أو طرق أخرى للتخلص من مكثفات الضغط) ، وإذا لزم الأمر ، يجب تقويتها. 1
1 يتم تحديد الحاجة إلى التعزيز من قبل المنظمة التي تقوم بتشخيص الحالة الفنية للهيكل.
4. تحديد التركيب الكيميائي
4.1 يتم تحديد التركيب الكيميائي للصلب وفقًا لمتطلبات GOST 22536 بالمعايرة أو الطيفية أو الطرق الأخرى التي تضمن الدقة المطلوبة للتحليل.
4.2 يتم إجراء التحليل الكيميائي للصلب بعد تنظيف السطح المعدني (العينات الدقيقة) إلى بريق معدني ، باستثناء تشويه نتائج تحليل التركيب المعدني.
4.3 عند تحديد التركيب الكيميائي بالطرق الطيفية ، يجب ألا ينحرف السطح المعد للتحليل عن السطح العادي إلى السطح المدلفن بزاوية تزيد عن 30 درجة.
4.4 عند تفسير نتائج التحليل الكيميائي ، يتم أخذ الانحرافات المسموح بها في محتوى عناصر السبائك في الفولاذ المدلفن النهائي في الاعتبار وفقًا للمتطلبات الفنية للفولاذ منخفض الكربون ومنخفض السبائك (GOST 27772 ، GOST 380 ، GOST 19281 ، إلخ.).
5. أداء التحليل المعدني
5.1 لتحديد نقطة العائد (وفقًا للبند 6.6.2) وقوة التأثير ، يجب تحضير الأقسام المعدنية وفحصها.
5.2 يجب سكب العينات الدقيقة التي يتم قطعها وفقًا للبند 3 من هذه التعليمات ، لتحضير المقاطع الرقيقة ، في سبائك الخشب أو راتنجات الايبوكسي أو غيرها من المواد المماثلة.
5.3 المقاطع مصنوعة في مستوى عمودي على السطح المدلفن. يسمح بتصنيع مقاطع رقيقة في الطائرات مع انحراف عن الطبيعي إلى السطح بزاوية لا تزيد عن 30 درجة. يتم إجراء التحليل الكمي للمعادن على أقسام من مقاطع رقيقة بعيدة عن سطح المنتج المدرفل على مسافة لا تقل عن 0.25 مم.
5.4. تم إنشاء تكوين المؤثرات وتقنية إعداد الأقسام الرقيقة للبحث وفقًا لـ GOST 5639 ، GOST 5640.
5.5 عند إجراء التحليل المعدني ، من الضروري تقييم:
حجم الحبيبات الفعلي d هو متوسط القطر الاسمي (متوسط الوتر) وعدد (نقطة) حبة الفريت للفولاذ الفريت والبرليت وفقًا لـ GOST 5639 ؛
بالنسبة للفولاذ والفولاذ المصلب حرارياً ، حيث توجد في بنيته نواتج تحويل القص ، يُسمح بتحديد قيمة متوسط صبغ حبيبات الفريت الشرطي بالصيغة dy = d fts / 0.6 ، حيث d fts هو متوسط القطر الاسمي (وتر متوسط) من جوانب الانقسام عبر البلورات ، التي تحددها fractograms بالطرق الموضحة في ثانية. 3 GOST 5639 ؛
الحجم (القطر) D لجزيئات التقوية المشتتة أثناء صناعة سبائك الصلب بعناصر تشكيل كربونية قوية (على سبيل المثال ، الفاناديوم والنيوبيوم والتيتانيوم) - باستخدام نسخ متماثلة للاستخراج ، والمسافة بين الجسيمات؟ - على رقائق رقيقة بواسطة المجهر الإلكتروني للإرسال ؛
كثافة الخلع؟ (إذا لزم الأمر) على رقائق رقيقة باستخدام المجهر الإلكتروني للإرسال.
5.6 فيما يلي ، يُفهم حجم الحبيبات الفعال d eff (بالمليمترات) على أنه حجم حبيبات الفريت لصلب الفريت-بيرليت أو متوسط حجم حبيبات الفريت الشرطية للفولاذ المتصلب بالحرارة ، المشار إليه في البند 5.5.
5.7 يتم تحديد حجم الحبيبات في ثلاثة أقسام على الأقل من المقطع الرفيع (السلبيات) ، حيث يجب أن يكون عدد نقاط التقاطع للقطع مع حدود المكونات الهيكلية 100 على الأقل.
في حالة عدم التجانس الهيكلي للمعدن على طول سمك المنتج المدلفن الذي تم الكشف عنه بواسطة طرق الفحص المجهري للضوء ، يتم تحديد عدد وموقع مجالات الرؤية التي تم تحليلها أثناء التحليل المعدني بطريقة توفر تقييمًا مناسبًا من متوسط قيم المقطع العرضي للخصائص التي يتم تحديدها.
6. تحديد مقاومة الوقت ؟ ج وحدك؟ تي
6.1 مقاومة مؤقتة؟ في الفولاذ قيد الدراسة ، يجب تحديده من خلال طريقة الحساب وفقًا لنتائج قياس صلابة الفولاذ بواسطة طرق Vickers (HV) أو Brinell (HB) على أجهزة اختبار الصلابة الثابتة وفقًا لـ GOST 2999 و GOST 9012.
6.2 إذا كان تصلب العمل المعدني أمرًا لا مفر منه عند أخذ العينات الدقيقة وفقًا للفقرة 3.3.2 ، فيجب إجراء قياسات الصلابة مباشرة على الجسم باستخدام أجهزة اختبار الصلابة الثابتة المحمولة وفقًا لـ GOST 22761 أو الإجراء الديناميكي وفقًا لـ GOST 18661. يُسمح بـ استخدام أجهزة اختبار صلابة من نوع مختلف مع ضمان دقة القياس المطلوبة.
يجب أن تتوافق متطلبات حجم وانحناء الموقع المُجهز وجودة تنظيف السطح مع ورقة بيانات جهاز اختبار الصلابة المستخدم. يجب أن يكون الموقع المراد تحضيره موجودًا على مسافة لا تقل عن 100 مم من خط اللحام ولا تزيد عن 300 مم من مكان أخذ العينة الدقيقة.
6.3 في النطاق من 90 إلى 270 HB (90 إلى 270 HV) ، وهو نطاق هذه التعليمات ، تكون قيم الصلابة التي تحددها طرق Brinell و Vickers هي نفسها. علاوة على ذلك في النص ، في جميع الصيغ الحسابية ، يمكن استبدال قيم HB بقيم HV.
6.4 يجب أن يكون عدد قياسات الصلابة على الأقل:
9 قياسات باستخدام أجهزة اختبار الصلابة الثابتة لجميع أنواع الفولاذ (باستثناء الغليان) ؛
18 قياسًا باستخدام أجهزة اختبار الصلابة المحمولة وعند تقييم صلابة الفولاذ المغلي بأي نوع من أجهزة اختبار الصلابة.
تُستخدم القياسات التي تم الحصول عليها لتحديد متوسط قيم HB. عند تحديد متوسط قيمة الصلابة ، يتم تجاهل الحد الأدنى والحد الأقصى لنتائج القياس.
6.5. يجب تحديد المقاومة المؤقتة من خلال الصيغة:
ب = 112 + 2.4 نيوتن فولت ، ميجا باسكال
6.6. يجب أن يتم تحديد نقطة العائد بإحدى الطرق التالية:
طريقة قياس الصلابة عند نقطة المحصول ؛
بناءً على التحليل الكيميائي وقياس التحمل والميتالوجرافي.
6.6.1. يتم تحديد نقطة العائد عن طريق قياس الصلابة عند نقطة العائد وفقًا لـ GOST 22762.
6.6.2. يتم تحديد نقطة العائد بناءً على نتائج التحليل الكيميائي والتحليل التحليلي والمعدني من خلال الصيغة:
تي = 1.5 + 0.6 ؟؟ t * + 0.74؟ HB، MPa،
أين HB هي قيمة الصلابة والقيمة؟ م * وفقًا للتعبير:
T * = (؟ 0 2 +؟ P 2) 1/2 + (؟؟ 2 tr. + ؟؟ 2 o.o. + ؟؟ 2 d) 1/2 + K y d eff -1/2،
أين: ؟ 0 هو إجهاد الاحتكاك لشبكة حديد β ، لهذا الحساب يؤخذ يساوي 30 ميجا باسكال ؛
ف - الإجهاد بسبب تصلب الفولاذ مع اللؤلؤ؟ ن = 2.4P ، ميجا باسكال ،
حيث: P هي النسبة المئوية لمكون البرليت ؛
ت. - الإجهاد بسبب تقوية المحلول الصلب بعناصر صناعة السبائك ؛ تم العثور عليه بتركيز C i (بالنسبة المئوية بوزن عناصر صناعة السبائك في؟ -iron (الفريت)) ؛
ت. = 4670C C + N + 33C Mn + 86C Si + 31C Cr + 30C Ni + 11C Mo + 60C Al + 39C Cu + 690C P + 3C V + 82C Ti، MPa ؛
د. - الإجهاد الناجم عن تصلب الفولاذ بواسطة جزيئات مشتتة ، مع مراعاة البيانات الواردة في البند 5.5:
![]()
حيث: G = 8.4 × 10 4 MPa - معامل القص ، ب = 2.5 × 10 -7 مم - ناقل البرجر ؛
D = الإجهاد الناتج عن التصلب بالاضطرابات المقدرة من كثافة الاضطرابات؟ ،
D = 5G؟ B ؟؟ 1/2 (بالنسبة للفولاذ المدلفن على الساخن ، يُسمح بأخذ ؟؟ d = 30 ميجا باسكال) ، K y = 20 ميجا باسكال؟ مم 1/2.
6.7 إذا كان من المستحيل قياس الصلابة ، فيُسمح بحساب مقاومة الشد وقوة الخضوع للصلب غير المبرشم وفقًا للصيغ:
ب = 251 + 1.44 ؟؟ t ** ، MPa ،
أين؟ t ** = (؟ 0 2 +؟ p 2) 1/2 + (؟؟ 2 tr. + ؟؟ 2 d.u. + ؟؟ 2 d) 1/2؛
6.8 دقة تحديد قيم القوة النهائية وقوة الخضوع.
6.8.1. دقة تحديد نقطة العائد وفقًا للبند 6.6.1 هي ± 7٪.
6.8.2. قيم القوة النهائية وقوة الخضوع المحسوبة وفقًا للبندين 6.5 ، الفقرتين 6.6.2 و 6.7 هي التوقع الرياضي للقيم المشار إليها.
6.8.3. يتم حساب الحد الأدنى لفاصل الثقة لخصائص القوة (؟ In (min) ،؟ T (min)) بناءً على القيم الفعلية للصلابة ، إجهاد الخضوع ودرجة الموثوقية المطلوبة؟ حسب التعبيرات:
ب (دقيقة) =؟ ج - K 1 (؟)؟ K 2 (HB) ، MPa (عند الحساب وفقًا للبند 6.5) ؛
T (دقيقة) =؟ t - K 3 (؟)؟ K 4 (HB ،؟ t *)، MPa (عند الحساب وفقًا للفقرة 6.6.2) ؛
ب (دقيقة) =؟ c - K 5 (؟)؟ K 6 (؟ t **)، MPa (عند الحساب وفقًا للفقرة 6.7) ؛
T (دقيقة) =؟ t - K 7 (؟)؟ K 8 (؟ t *)، MPa (عند الحساب وفقًا للفقرة 6.7) ،
حيث قيم K 1 (؟) ، K 2 (HB) ، K 3 (؟) ، K 4 (HB ،؟ t *) ، K 5 (؟) ، K 6 (؟ t **) ، K يتم تحديد 7 (؟) و K 8 (؟ t *) وفقًا للجدول. 1-5 من الملحق الإلزامي أ.
7. تقييم مقاومة المعادن الباردة
7.1 يتم إجراء تقييم مقاومة البرودة للمعدن قيد الدراسة وفقًا لقيمة درجة حرارة الهشاشة الحرجة
7.2 يتم تحديد قيمة cr وفقًا لمتطلبات المعايير أو الشروط الفنية لقوة تأثير الصلب قيد الدراسة (قيمة قوة التأثير ، درجة حرارة الاختبار).
7.3. يتم تحديد درجة حرارة الهشاشة الحرجة (درجة مئوية) بواسطة عينات مجهرية مقطوعة وفقًا للقسم 3 من هذا RD ، ويتم حسابها باستخدام الصيغة التالية:
حيث يتم اختيار المعاملات 0 و 1 و 2 للعينات ذات الشق على شكل حرف U (القائمة الرئيسية) ، اعتمادًا على قيمة cr التي تحددها الوثائق التنظيمية (الجدول 1).
مع تراكم البيانات التجريبية ، سيتم أيضًا تحديد المعاملات 0 و 1 و 2 للعينات ذات الشق V (Charpy) ، مما يتيح تقييمًا أكثر موثوقية لمقاومة الفولاذ للكسر.
الجدول 1.
معاملات الصيغة للتحديد
بالنسبة للمنتجات المدرفلة بسمك 7.5 مم إلى 9 مم (تحديد قوة التأثير على عينات من النوع 2 وفقًا لـ GOST 9454-78) ، يتم أخذ القيمة 10 درجة مئوية أقل ، وبالنسبة للمنتجات المدرفلة بسمك 4 مم إلى 7.4 مم (تحديد قوة التأثير على عينات من النوع 3 وفقًا لـ GOST 9454-78) - 20 درجة مئوية أقل من القيم المحسوبة بواسطة الصيغة.
إذا لزم الأمر ، يمكن تحديد قيمة القيم a cr = 39 J / cm 2 و a cr = 44 J / cm 2 بواسطة طريقة الاستيفاء الخطي باستخدام القيم المقابلة لـ T 34 و T 49.
7.4. بالنسبة للصلب المصلد للعمل ، تزداد القيمة المحددة وفقًا للبند 7.3 بمقدار 0.6 HB ، حيث HB هي الزيادة في الصلابة بسبب تصلب عمل المعدن.
7.5 قيم درجة حرارة التقصف الحرجة المحسوبة وفقًا للبند 7.3 والفقرة 7.4 هي التوقع الرياضي للقيمة المشار إليها.
7.6 يتم حساب الحد الأعلى لفاصل الثقة لدرجة الحرارة الحرجة على أساس القيم الفعلية للصلابة وقوة الخضوع ودرجة الثقة المطلوبة؟ حسب التعبير:
حيث يتم تحديد قيم K 9 (؟) و K 10 (d eff، HB) وفقًا للجدول. 1 و 6 من الملحق الإلزامي أ.
إذا ، وفقًا للوثائق التنظيمية الحالية (GOST ، TU) لدرجة الفولاذ قيد الدراسة ، عند اختبار الانحناء الصدري على واحدة من ثلاث عينات ، يُسمح بانخفاض قوة التأثير بالنسبة للقيمة القياسية ، تنخفض القيمة بمقدار 5 درجات ج.
7.7 وفقًا لمتطلبات GOST (TU) ، يتمتع الفولاذ بفئة جودة مناسبة إذا تم استيفاء الشرط
حيث nf Ti هي القيمة الفعلية لمقاومة الصدمات عند درجة حرارة الاختبار T و ، و nn Ti هي قيمة GOST (TU) المعيارية لمقاومة الصدمات عند نفس درجة الحرارة.
7.8 عدم المساواة في البند 7.5 مكافئ للشرط
7.9. يعتبر الفولاذ قيد الدراسة مستوفيًا لمتطلبات GOST (TU) المقابلة للفولاذ من فئة جودة معينة إذا تم استيفاء عدم المساواة في البند 7.6. وفقًا للفقرة 7.5 ، يتم تحديد القيمة المحددة لـ T وفقًا لفئة جودة الصلب المحددة.
7.10. يتم تحديد اختيار درجة حرارة الاختبار لعينة تأثير مأخوذة من عينة من خلال مهمة الدراسة: تحديد فئة جودة معينة أو تحديد درجة حرارة هشاشة حرجة.
7.10.1. عند تحديد فئة الجودة المحددة ، يتم تعيين درجة حرارة الاختبار للعينة من الحالة التي يتوافق فيها مستوى صلابة التأثير مع القيمة التي تنظمها GOST (TU) وفقًا للبند 7.5. على سبيل المثال ، عند التحقق من مطابقة الفولاذ St3ps من فئة الجودة الخامسة ، يتم ضبط درجة حرارة الاختبار للعينة على -20 درجة مئوية.
7.10.2. عند تحديد درجة حرارة الهشاشة الحرجة ، يتم تعيين درجة حرارة الاختبار للعينة وفقًا للبند 7.3 من حالة اختيار القيمة القياسية لمقاومة الصدمات وفقًا لـ GOST (TU) وتحديد مستوى الصلابة وحجم حبوب الفريت الفعلية.
7.10.3. يتم إجراء تحديد الصلابة وقياس قطر حبيبات الفريت على حافة العينة ، عموديًا على السطح المدلفن ومتوازيًا لاتجاه التدحرج.
7.11. عند الحصول على قيم cr ، والتي لا تتوافق مع القيم القياسية وفقًا لـ GOST (TU) ، يُسمح بتحديد القيمة وفقًا للفقرة 7.3 من خلال طريقة الاستيفاء الخطي باستخدام القيم القياسية المقابلة من كر.
8. تحديد الخصائص الميكانيكية لفولاذ الغليان
8.1 تتمثل إحدى ميزات تحديد الخواص الميكانيكية للمنتجات المدلفنة بالفولاذ المغلي في الحاجة إلى مراعاة عدم تجانسها على طول الطول والمقطع.
8.2 يُسمح بأخذ عدم تجانس المنتج المدلفن في الاعتبار باستخدام نظام المعاملات (البند 8.3) أو عن طريق زيادة عدد العينات الدقيقة المأخوذة (البند 8.4).
8.3 يتم تحويل درجة الحرارة الحرجة المحسوبة وفقًا للقسم 7 من هذا الدليل للفولاذ المغلي بمقدار 10 درجات مئوية إلى منطقة درجات الحرارة الإيجابية.
8.4 عند تحديد الخصائص الميكانيكية للمنتجات المدرفلة من الفولاذ المغلي ، يتم أخذ عينتين صغيرتين على الأقل. يوصى بأخذ عينات دقيقة من العناصر الهيكلية من نفس النوع. يُسمح بأخذ عينات دقيقة من نفس العنصر الهيكلي ؛ في هذه الحالة ، يجب أن تكون أماكن أخذ العينات الدقيقة على بعد مترين على الأقل من بعضها البعض.
يتم تحديد الخواص الميكانيكية لكل عينة دقيقة وفقًا للقسمين 6 و 7 من هذه التعليمات ، ويتم أخذ أسوأ القيم للعينات الدقيقة التي تم فحصها للخصائص الفعلية للمنتجات المدلفنة بالفولاذ المغلي. .
9. تسجيل النتائج
9.1 بناءً على البيانات التي تم الحصول عليها وفقًا للأقسام 4 ... 8 ، يتم وضع استنتاج بشأن جودة الفولاذ ، بما في ذلك نتائج تحديد:
التركيب الكيميائي؛
المقاومة المؤقتة ونقطة الغلة ؛
9.2. يتم التوقيع على الاستنتاج من قبل رئيس المختبر ويتم اعتماده من قبل رئيس المنظمة التي تضم المختبر.
10. قائمة الوثائق التنظيمية المستخدمة
GOST 380-94 "فولاذ كربوني بجودة عادية".
GOST 2999-75 * "المعادن والسبائك. طريقة قياس صلابة فيكرز ".
GOST 5639-82 * “فولاذ وسبائك. طرق تحديد حجم الحبة وتحديد حجمها ".
GOST 5640-68 ”فولاذ. طريقة علم المعادن لتقييم البنية المجهرية للصفائح والشرائط ".
GOST 9012-59 * "المعادن والسبائك. طريقة قياس صلابة برينل ".
GOST 9454-78 * “المعادن. طريقة اختبار الانحناء الصدري عند درجات حرارة منخفضة وغرفة وعالية ".
GOST 18661-73 "فولاذ. قياس الصلابة بطريقة الانطباع ".
GOST 19281-89 * "الفولاذ المدلفن بقوة متزايدة. الشروط الفنية العامة ".
GOST 22536.0-87 "الكربون الصلب والحديد الزهر غير المسبوك. المتطلبات العامة لطرق التحليل ".
GOST 22536.1-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تقدير إجمالي الكربون والجرافيت ".
GOST 22536.2-87 * "الكربون الصلب والحديد الزهر غير المسبوك. طرق تقدير الكبريت ".
GOST 22536.3-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تحديد الفوسفور ".
GOST 22536.4-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تحديد السيليكون ".
GOST 22536.5-87 * "الكربون الصلب والحديد الزهر غير المسبوك. طرق تقدير المنجنيز ".
GOST 22536.6-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تحديد الزرنيخ ".
GOST 22536.7-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تحديد الكروم ".
GOST 22536.8-87 * "الكربون الصلب والحديد الزهر غير المسبوك. طرق تحديد النحاس ".
GOST 22536.9-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تقدير النيكل ".
GOST 22536.10-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تقدير الألمنيوم ".
GOST 22536.11-87 * "الكربون الصلب والحديد الزهر غير المسبوك. طرق تقدير مادة التيتانيوم ".
GOST 22536.12-88 "الكربون الصلب والحديد الزهر غير المسبوك. طرق تحديد الفاناديوم ".
GOST 22761-77 "المعادن والسبائك. طريقة قياس صلابة برينل باستخدام أجهزة اختبار صلابة ثابتة محمولة ".
GOST 22762-77 "المعادن والسبائك. طريقة لقياس الصلابة عند نقطة الخضوع بمسافة بادئة للكرة ".
GOST 27772-88 * “الفولاذ المدلفن لبناء الهياكل الفولاذية. الشروط الفنية العامة ".
الملحق أ)
(مطلوب)
الجدول 1
قيم المعاملات K 1 (؟) و K 3 (؟) و K 5 (؟) و K 7 (؟) و K 9 (؟)
|
مستوى الثقة ؟،٪ |
K 1 (؟) ، MPa |
K 3 (؟) ، MPa |
K 5 (؟) ، MPa |
ك 7 (؟) ، MPa |
K 9 (؟) ، MPa |
الجدول 2
قيم المعامل K 2 (HB)
|
صلابة HB |
||||||||||
|
صلابة HB |
||||||||||
الجدول 3
قيم المعامل K 4 (HB ،؟ T *)
|
صلابة HB |
منطقه تخفيف سرعه؟ t * ، MPa |
||||||||||
الوثائق التنظيمية للمجموعات الفردية من OTU
 |
 |
 |
|
| يذهب | NS |
قائمة GOSTs و OSTs التي تنظم اللحام والتحكم
قواعد GOST 3.1705-81 لتسجيل العمليات والانتقالات. اللحام.
GOST 4.177-85 أدوات لمراقبة الجودة غير المدمرة للمواد والمنتجات ، مراجعة رقم 1-87
GOST 9.005-72 ESZKS. المعادن والسبائك والطلاءات المعدنية وغير المعدنية. الملامسة المسموحة وغير المقبولة للمعادن واللافلزات
GOST 9.019-74 (ISO 9591-89) ESZKS. سبائك الألمنيوم والمغنيسيوم. طرق اختبار تكسير الإجهاد المتسارع
GOST 9.021-74 ESZKS. الألمنيوم وخلائطه. طرق اختبار معجلة للتآكل الحبيبي
GOST 9.901.1-89 (ISO 7536-1-87) ESZKS. المعادن والسبائك. المتطلبات العامة لطرق الاختبار للتشقق الناتج عن التآكل الإجهادي
GOST 9.901.2-89 (ISO 7539-2-89) ESZKS. المعادن والسبائك. اختبارات للتشقق الناتج عن التآكل الإجهادي للعينات على شكل قضيب منحني
GOST 9.901.4-89 (ISO 7536-4-89) ESZKS. المعادن والسبائك. اختبارات تكسير إجهاد الشد أحادي المحور
غوست 9.903-81 ESZKS. الفولاذ والسبائك عالية القوة. طرق اختبار تكسير الإجهاد المتسارع
غوست 9.904-82 ESZKS. خلائط الألمنيوم. طريقة الاختبار المعجل لتقشير التآكل. - بدلاً من GOST 9.018-74
غوست 9.905-82 ESZKS. طرق اختبار التآكل. المتطلبات العامة
غوست 9.908-85 ESZKS. المعادن والسبائك. طرق تحديد مؤشرات مقاومة التآكل والتآكل. - بدلاً من GOST 13819-68
GOST 25.502-79 الحسابات واختبارات القوة في الهندسة الميكانيكية. طرق الاختبار الميكانيكي للمعادن. طرق اختبار التعب. - بدلاً من GOST 23026-78 ، GOST 2860-65 من حيث الفقرات. 6.1 ، 6.2
GOST 25.503-97 الحسابات واختبارات القوة. طرق الاختبار الميكانيكي للمعادن. طريقة اختبار الضغط. - بدلاً من GOST 25.503-80
GOST 25.504-82 الحسابات واختبارات القوة. طرق حساب خصائص مقاومة التعب. مع مراجعة رقم 1-89
GOST 25.505-85 الحسابات واختبارات القوة. طرق الاختبار الميكانيكي للمعادن. طريقة اختبار إجهاد الدورة المنخفضة تحت التحميل الحراري الميكانيكي
GOST 25.506-85 الحسابات واختبارات القوة. طرق الاختبار الميكانيكي للمعادن. تحديد خصائص مقاومة التشقق (صلابة الكسر) تحت التحميل الساكن
GOST 380-2005 الكربون الصلب من الجودة العادية. طوابع بريدية.
GOST ISO 700-82 مزودات الطاقة للحام القوسي اليدوي بأقطاب معدنية مطلية ولعملية tig (لحام القوس التنغستن في بيئة غاز خامل)
GOST 1497-84 (ISO 6892-84) طرق اختبار شد المعادن مراجعة رقم 1-87 ، رقم 2-89 ، رقم 3-90
سلك GOST 1579-93 (ISO 7801-84). طريقة اختبار شبك. - بدلاً من GOST 1579-80
GOST 2601-84 لحام المعادن. مصطلحات وتعريفات المفاهيم الأساسية. (بصيغته المعدلة رقم 1-88 ، رقم 2-93)
خشونة السطح GOST 2789-73. المعلمات والخصائص والتسميات. مراجعة رقم 1-80
GOST 2999-75 المعادن والسبائك. طريقة اختبار صلابة فيكرز
وصلات ملحومة GOST 3242-79. طرق مراقبة الجودة
المعادن GOST 3248-81. طريقة اختبار الزحف. - بدلاً من GOST 3248-60
GOST 3565-80 المعادن. طريقة اختبار الالتواء. - بدلاً من GOST 3565-58
GOST 4647-80 * بلاستيك. طريقة لتحديد قوة تأثير شاربي.
بلاستيك GOST 4648-71. طريقة اختبار الانحناء الثابت.
لحام القوس اليدوي GOST 5264-80. وصلات ملحومة. الأنواع الأساسية والعناصر الهيكلية والأحجام. (مع التعديل رقم 1-89)
GOST 5639-82 فولاذ وسبائك. طرق تحديد حجم الحبة وتحديد حجمها.
GOST 5640-68 فولاذ. طريقة علم المعادن لتقييم البنية المجهرية للصفائح والشرائط.
GOST 6032-2003 الفولاذ والسبائك المقاومة للتآكل. طرق الاختبار لمقاومة التآكل الحبيبي.
GOST 6996-66 * وصلات ملحومة. طرق تحديد الخواص الميكانيكية - تعديلات رقم 1-80 ، رقم 2-84 ، رقم 3-92
GOST 7122-81 طبقات ملحومة ومعادن ملحومة. طريقة أخذ العينات لتحديد التركيب الكيميائي.
فولاذ GOST 7268-82. طريقة لتحديد الميل إلى التقادم الميكانيكي عن طريق اختبار الانحناء بالصدمة. - بدلاً من GOST 7268-67
GOST 7512-82 * اختبار غير متلف. وصلات ملحومة. طريقة التصوير الشعاعي. مع المراجعة رقم 1-88
لحام القوس المغمور GOST 8713-79. وصلات ملحومة. الأنواع الأساسية والعناصر الهيكلية والأحجام. مع مراجعة رقم 1-87 ، رقم 2-89 ، رقم 3-91
المعادن GOST 8817-82. مشروع طريقة الاختبار. - بدلاً من GOST 8817-73
المعادن GOST 8818-73. طريقة اختبار التسطيح. - بدلاً من GOST 8818-58
GOST 9012-59 المعادن. طريقة قياس صلابة برينل. - بدلاً من OST 10241-40
المعادن GOST 9013-59 (ISO 6508-86). طريقة قياس صلابة روكويل. - بدلاً من OST 10242-40
GOST 9450-76 قياس الصلادة الدقيقة عن طريق تثليم أطراف الماس. - بدلاً من GOST 9450-60
GOST 9454-78 المعادن. طريقة اختبار التأثير في درجات حرارة منخفضة وغرف وعالية. - بدلاً من GOST 9454-60 ، GOST 9455-60 ، GOST 9456-60
GOST 9466-75 إلكترودات معدنية مطلية للحام القوسي اليدوي للفولاذ والسطوح. التصنيف والمواصفات العامة (تعديلات 1 و 2 ، 2003)
GOST 9467-75 * إلكترودات معدنية مطلية للحام القوسي اليدوي للفولاذ الإنشائي والمقاوم للحرارة. أنواع.
GOST 9651-84 (ISO 783-89) المعادن. طرق اختبار الشد في درجات حرارة مرتفعة - - يحل محل GOST 9651-73
GOST 10006-80 (ISO 6892-84) أنابيب معدنية. طريقة اختبار الشد. - بدلاً من GOST 10006-73
GOST 10052-75 * إلكترودات معدنية مطلية للحام القوسي اليدوي للفولاذ عالي السبائك بخصائص خاصة.
المعادن GOST 10145-81. طريقة اختبار القوة على المدى الطويل. - بدلاً من GOST 10145-62
GOST 10884-94 تسليح الفولاذ المقوى ميكانيكيًا حراريًا لهياكل الخرسانة المسلحة. الشروط الفنية.
المعادن GOST 11150-84. طرق اختبار الشد في درجات حرارة منخفضة. مع مراجعة رقم 1-90
GOST 10992-90 تقوية ملحومة ومنتجات مدمجة ، وصلات ملحومة للتعزيزات ومنتجات مدمجة لهياكل الخرسانة المسلحة. الشروط الفنية العامة.
بلاستيك GOST 11262-80. طريقة اختبار الشد
GOST 11533-75 لحام القوس المغمور الأوتوماتيكي وشبه الأوتوماتيكي. وصلات ملحومة بزوايا حادة ومنفرجة. الأنواع الأساسية والعناصر الهيكلية والأحجام. مع المراجعة رقم 1-92
GOST 11534-75 لحام القوس اليدوي. وصلات ملحومة بزوايا حادة ومنفرجة. الأنواع الأساسية والعناصر الهيكلية والأحجام. مع مراجعة رقم 1-92
المعادن GOST 11701-84. طرق اختبار الشد للصفائح والشرائح الرقيقة. - بدلاً من GOST 11701-66
GOST 11878-66 * الفولاذ الأوستنيتي. طرق تحديد محتوى مرحلة ألفا.
GOST 12004-81 حديد التسليح. طرق اختبار الشد.
GOST ISO 12162-2006 مواد بلاستيكية حرارية لأنابيب الضغط والتجهيزات. التصنيف والتسمية. عامل الأمان.
بلاستيك GOST 12423-66. شروط التكييف واختبار العينات (العينات).
GOST 12503-75 الاختبارات غير المتلفة (NDT) للصلب. طرق الاختبار بالموجات فوق الصوتية. المتطلبات العامة. مع مراجعة رقم 1-88
GOST 13813-68 (ISO 7799-85) المعادن. طريقة اختبار الانحناء للصفائح والشرائط التي يقل سمكها عن 4 مم. - بدلاً من OST 1688 من حيث الأسلاك والقضبان ذات المقطع العرضي المشكل والشريط والصفائح
المعادن GOST 14019-2003. طرق اختبار الانحناء. - بدلاً من GOST 14019-80
GOST 14098-91 وصلات ملحومة من تقوية ومنتجات مدمجة لهياكل الخرسانة المسلحة. أنواع وتصاميم وأحجام.
GOST 14359-69 بلاستيك. طرق الاختبار الميكانيكية. المتطلبات العامة.
لحام القوس المحمي بالغاز GOST 14771-76. وصلات ملحومة. الأنواع الأساسية والعناصر الهيكلية والأحجام. مع مراجعة رقم 1-82 ، رقم 2-87 ، رقم 3-89
لحام القوس GOST 14776-79. وصلات ملحومة بنقطة. الأنواع الأساسية والعناصر الهيكلية والأحجام.
اختبار GOST 14782-86 غير المتلف. طبقات ملحومة. طرق الموجات فوق الصوتية
GOST 14806-80 لحام القوس للألمنيوم وسبائك الألومنيوم في غازات خاملة. وصلات ملحومة. الأنواع الأساسية والعناصر الهيكلية والأحجام. - بدلاً من GOST 14806-69
لحام GOST 15164-78 Electroslag. وصلات ملحومة. الأنواع الأساسية والعناصر الهيكلية والأحجام. - بدلاً من GOST 15164-69
GOST 15843-79 ملحقات التصوير الشعاعي الصناعي. الأبعاد الأساسية.
لحام التلامس GOST 15878-79. وصلات ملحومة. العناصر الهيكلية والأبعاد. - بدلاً من GOST 15878-70
GOST 16037-80 وصلات ملحومة لخطوط الأنابيب الفولاذية. الأنواع الأساسية والعناصر الهيكلية والأحجام. مع مراجعة رقم 1-91.
لحام القوس GOST 16038-80. وصلات ملحومة لأنابيب النحاس والنيكل والنحاس. الأنواع الأساسية والعناصر الهيكلية والأحجام. - بدلاً من GOST 16038-70
GOST 16098-80 وصلات ملحومة من طبقتين من الفولاذ المقاوم للتآكل. الأنواع الأساسية والعناصر الهيكلية والأحجام. - بدلاً من GOST 16098-70
GOST 16310-80 وصلات ملحومة مصنوعة من البولي إيثيلين والبولي بروبيلين وبلاستيك الفينيل. الأنواع الأساسية والعناصر الهيكلية والأحجام. - بدلاً من GOST 16310-70
GOST 16504-81 اختبار ومراقبة جودة المنتجات. المصطلحات والتعريفات الأساسية
GOST 16971-71 طبقات الوصلات الملحومة مصنوعة من بلاستيك الفينيل ومركب PVC والبولي إيثيلين. طرق مراقبة الجودة. المتطلبات العامة
المعادن GOST 17367-71. طريقة اختبار التآكل الكاشطة عن طريق الاحتكاك ضد جزيئات الكشط الثابتة
GOST 17410-78 أنابيب معدنية أسطوانية غير ملحومة. طرق الكشف عن الخلل بالموجات فوق الصوتية مع مراجعة رقم 1-85 ، رقم 2-89.
GOST 18353-79 تصنيف الأنواع والطرق.
GOST 18442-80 التحكم الشعري غير المتلف ، المصطلحات والتعاريف ، المتطلبات العامة. مع مراجعة رقم 1-83. ، رقم 2-86.
GOST 18576-96 الاختبارات غير المتلفة. قضبان السكك الحديدية. طرق الموجات فوق الصوتية. بدلاً من GOST 18576-80
GOST 18661-73 فولاذ. اختبار صلابة التأثير
المعادن GOST 18835-73. طريقة قياس صلابة البلاستيك
وصلات ملحومة بالنحاس GOST 19249-73. الأنواع والمعلمات الأساسية
GOST 19521-74 لحام المعادن. تصنيف.
اختبار GOST 20415-82 غير المتلف. الطرق الصوتية. الأحكام العامة. - بدلاً من GOST 20415-75
اختبار GOST 20426-82 غير المتلف. طرق الكشف عن الخلل الإشعاعي. منطقة التطبيق
لحام GOST 20487-75. طريقة اختبار لتقييم تأثير اللحام السائل على الخواص الميكانيكية لمادة اللحام بالنحاس
معادن حديدية مدلفنة GOST 21014-88. مصطلحات وتعريفات عيوب السطح.
طريقة GOST 21104-75 Magnetoferrozone مع مراجعة رقم 1-82 ، رقم 2-86
GOST 21105-87 اختبار غير إتلاف طريقة الجسيمات المغناطيسية مع مراجعة رقم 1-90g.
GOST 21120-75 قضبان وقضبان مستديرة ومربعة ومستطيلة المقطع. اختبار الموجات فوق الصوتية بطريقة الصدى. مع التعديل رقم 1-82 ، رقم 2-86
سلك لحام فولاذي GOST 2246-70. الشروط الفنية. تعديل رقم 2-78 رقم 3-80 ، رقم 4-83 ، رقم 5-87 IUS1-92
المعادن GOST 22706-77. طريقة اختبار الشد في درجات حرارة من سالب 100 إلى سالب 269 درجة مئوية
صفائح ملفوفة GOST 22727-88. طرق الاختبار بالموجات فوق الصوتية.
GOST 22761-77 المعادن والسبائك. طريقة قياس صلابة برينل باستخدام أجهزة اختبار صلابة ثابتة محمولة
GOST 22762-77 المعادن والسبائك. طريقة قياس الصلابة عند نقطة الخضوع بمسافة بادئة كروية.
سبائك GOST 22838-77 المقاومة للحرارة. طرق مراقبة وتقييم البنية الكلية
المعادن GOST 22848-77. طريقة اختبار الانحناء عند درجات حرارة تتراوح من سالب 100 إلى 269 درجة مئوية تحت الصفر
GOST 22975-78 المعادن والسبائك. طريقة قياس صلابة روكويل عند الأحمال المنخفضة (سوبر روكويل)
وصلات ملحومة GOST 23046-78. طريقة اختبار التأثير
GOST 23055-78 * الاختبار غير المتلف. اللحام بالصهر للمعادن. تصنيف الوصلات الملحومة على أساس نتائج الفحص الشعاعي
GOST 23118-99 هياكل المباني الفولاذية. المواصفات العامة. (بدلاً من SNiP III-18-75 للهياكل الفولاذية التي لا تزيد عن C440).
GOST 23240-78 هياكل ملحومة. طريقة لتقييم مقاومة البرودة من خلال التفاعل مع حرق قوس اللحام
GOST 23273-78 المعادن والسبائك. قياس الصلابة بطريقة الارتداد المرن للمضرب (شور)
طرق العرض البصري GOST 23479-79. المتطلبات العامة (بصيغتها المعدلة رقم 1-84 ، رقم 2-90)
طرق موجات الراديو GOST 23480-79. المتطلبات العامة (بصيغتها المعدلة رقم 1-84 ، رقم 2-90)
طرق النوع الحراري GOST 23483-79. الاشتراطات العامة (بصيغتها المعدلة رقم 1-84 ز ، رقم 2-89 ز)
لحام القوس المحمي بالغاز GOST 23518-79. وصلات ملحومة بزوايا حادة ومنفرجة. الأنواع الأساسية والعناصر الهيكلية والأحجام. تعديل IUS4-83g.
كاشفات الخلل بالموجات فوق الصوتية GOST 23667-85. طرق قياس المعلمات الأساسية.
أجهزة اختبار صلابة المعادن GOST 23677-79. المتطلبات الفنية العامة. - بدلاً من GOST 12165-60 ، GOST 13406-67 ، GOST 13407-67 ، GOST 13408-67
محولات الطاقة بالموجات فوق الصوتية GOST 23702-90. طرق قياس المعلمات الأساسية.
كاشفات عيوب أشعة جاما GOST 23764-79. الشروط الفنية العامة. مع المراجعة رقم 1-86 ، رقم 2-88
اختبار GOST 23829-85 الصوتي غير المتلف. المصطلحات والتعريفات.
GOST 23858-79 وصلات ملحومة بعقب وتقوية على شكل حرف T لهياكل الخرسانة المسلحة. طرق مراقبة الجودة بالموجات فوق الصوتية. قواعد القبول.
GOST 24034-80 التحكم في الإشعاع غير المدمر. المصطلحات والتعريفات.
GOST 24054-80 منتجات بناء الآلات وصنع الأدوات. طرق اختبار التسرب. المتطلبات العامة. مع مراجعة رقم 1-91.
GOST 24157-80 * مواسير بلاستيك. طريقة لتحديد المقاومة عند ضغط داخلي ثابت.
وصلات ملحومة GOST 24167-80. طريقة اختبار الانحناء
GOST 24289-80 اختبار التيار الدوامة غير المدمر. المصطلحات والتعريفات.
GOST 24297-87 التحكم الوارد للمنتجات. أحكام أساسية.
GOST 24450-80 شروط وتعاريف التحكم المغناطيسي غير المدمرة
GOST 24507-80 مطروقات من معادن حديدية وغير حديدية. طرق الكشف عن الخلل بالموجات فوق الصوتية. مع المراجعة رقم 1-86
GOST 24521-80 اختبار بصري غير إتلافي. المصطلحات والتعريفات.
GOST 24522-80 التحكم الشعري غير المدمر. المصطلحات والتعريفات.
وصلات ملحومة GOST 24715-81. طرق مراقبة الجودة
GOST 24888-81 بلاستيك وبوليمرات وراتنجات تركيبية. الأسماء والمصطلحات والتعاريف الكيميائية.
جهاز الأشعة السينية GOST 25113-86 لاكتشاف الخلل الصناعي. الشروط الفنية العامة. مع مراجعة رقم 1-88 ، رقم 2-90.
اتصالات خطوط الأنابيب GOST 25136-82. طرق اختبار التسرب.
GOST 25225-82 وصلات ملحومة لخطوط الأنابيب. طريقة المغناطيسية
GOST 25313-82 التحكم في موجات الراديو غير المدمرة. المصطلحات والتعريفات.
GOST 25314-82 التحكم الحراري. المصطلحات والتعريفات.
GOST 25315-82 الاختبارات الكهربائية غير المتلفة. المصطلحات والتعريفات.
GOST 25541-82 التصوير الإشعاعي الكهربائي. المصطلحات والتعريفات.
GOST 25997-83 لحام الانصهار للمعادن. تقييم الجودة الإحصائية على أساس نتائج الاختبارات غير الإتلافية.
GOST 26007-83 الحسابات واختبارات القوة. طرق الاختبار الميكانيكي للمعادن. طرق اختبار استرخاء الإجهاد
وصلات ملحومة GOST 26126-84. طرق مراقبة الجودة بالموجات فوق الصوتية. مع مراجعة رقم 1-90.
GOST 26182-84 طريقة الكشف عن تسرب الإنارة.
محولات الطاقة بالموجات فوق الصوتية GOST 26266-90. المتطلبات الفنية العامة.
وصلات ملحومة GOST 26388-84. طرق اختبار مقاومة التكسير البارد في اللحام الانصهار (المعيار صالح فقط في أراضي الاتحاد الروسي)
وصلات ملحومة GOST 26389-84. طرق اختبار مقاومة التشقق الساخن في اللحام الانصهار (المعيار صالح فقط في أراضي الاتحاد الروسي)
وصلات ملحومة GOST 26446-85. طرق اختبار التعب
التشخيصات الفنية GOST 26656-85. التتبع. المتطلبات العامة.
GOST 26790-85 تقنية كشف التسرب. المصطلحات والتعريفات.
GOST 27580-88 لحام القوس للألمنيوم وسبائك الألومنيوم في غازات خاملة. وصلات ملحومة بزوايا حادة ومنفرجة. الأنواع الأساسية والعناصر الهيكلية والأبعاد
انبعاث صوتي GOST 27655-88. المصطلحات والتعريفات.
طلاء GOST 27750-88 الترميمي. طرق التحكم في سماكة الطلاءات.
طريقة التلفزيون بالأشعة السينية GOST 27947-88. المتطلبات العامة.
اختبار GOST 28277-89 غير المتلف. وصلات ملحومة. طريقة التصوير الإشعاعي الكهربائي. المتطلبات العامة
مقياس الطيف الكتلي GOST 28517-90. طريقة كشف التسرب. المتطلبات العامة.
أجهزة قياس سمك بالموجات فوق الصوتية GOST 28702-90. المتطلبات الفنية العامة.
وصلات ملحومة GOST 28830-90 (ISO 3787-85). طرق اختبار قوة الشد وطويلة المدى. - بدلاً من GOST 23047-78 ، GOST 25200-82 ، GOST 26102-84
GOST 28868-90 المعادن غير الحديدية والسبائك. اختبار صلابة التأثير
لحام نبضي بالليزر GOST 28915-91. وصلات ملحومة بنقطة. الأنواع الأساسية والعناصر الهيكلية والأبعاد
GOST 29297-92 (ISO 4063-90) اللحام ، اللحام بالنحاس بدرجة حرارة عالية ودرجة حرارة منخفضة ، لحام المعادن بالنحاس. قائمة ورموز العمليات
المعادن GOST 30003-93. اختبار الانحناء عن طريق لف الصفائح والشرائط التي يقل سمكها عن 2.5 مم
GOST 30242-97 عيوب الوصلات في اللحام الانصهار للمعادن. التصنيف والتسمية والتعاريف
GOST 30415-96 فولاذ. الاختبار غير المتلف للخصائص الميكانيكية والبنية المجهرية للمنتجات المعدنية بالطريقة المغناطيسية
GOST 30456-97 المنتجات المعدنية. صفائح مدرفلة وأنابيب فولاذية. طرق اختبار الانحناء الصدمية
GOST R 50599-93 أوعية وأجهزة الضغط العالي الملحومة بالفولاذ. الاختبار غير المتلف أثناء التصنيع والتشغيل.
GOST R 50838-95 أنابيب البولي إيثيلين لخطوط أنابيب الغاز. الشروط الفنية.
طريقة الذاكرة المغناطيسية المعدنية GOST R 52005-2003.
GOST R 52134-2003 أنابيب الضغط ووصلات لها من البلاستيك الحراري لأنظمة إمدادات المياه والتدفئة. الشروط الفنية العامة.
GOST R 52630-2006 أوعية وأجهزة ملحومة بالفولاذ. الشروط الفنية العامة.
مواسير GOST R 52720-2007. المصطلحات والتعريفات. (بدلاً من GOST 24856-81).
GOST R 52779-2007 أجزاء توصيل البولي إيثيلين لأنابيب الغاز. الشروط الفنية العامة.
GOST R 52910-2008 خزانات فولاذية أسطوانية عمودية للنفط والمنتجات النفطية. الشروط الفنية العامة.
OST 6-05-367-74 الأنابيب البلاستيكية. أجزاء توصيل LDPE لأنابيب الضغط.
OST 6-19-505-79 اللحام التناكبي لأنابيب البولي إيثيلين بأداة ساخنة. عملية تكنولوجية نموذجية.
OST 12.44.107-79 منتجات هندسة الفحم. المتطلبات الفنية العامة للتصنيع.
OST 24.201.03-90 أوعية وأجهزة الضغط العالي الفولاذية. المتطلبات الفنية العامة
OST 26-01-84-78 طبقات الوصلات الملحومة للأوعية الفولاذية والأجهزة العاملة تحت الضغط. طريقة فحص الجسيمات المغناطيسية.
OST 26-01-91-78 أوعية الضغط العالي. طرق الكشف عن الخلل. (مراجعة رقم 1-84)
OST 26-01-163-84 أوعية فولاذية متعددة الطبقات وملفوفة بالضغط العالي. طريقة الاختبار بالموجات فوق الصوتية للمفاصل الملحومة.
OST 26-01-167-85 الوصلات الملحومة للأوعية والأجهزة المصنوعة من الألمنيوم وسبائكه. تقنية الاختبار بالموجات فوق الصوتية.
OST 26-01-858-94 الأوعية والأجهزة المصنوعة من النيكل وسبائك النيكل المقاومة للتآكل. المتطلبات الفنية العامة.
OST 26-01-900-76 أوعية وأجهزة نحاسية. الشروط الفنية العامة.
OST 26-01-1183-82 أوعية وأجهزة من الألومنيوم. الشروط الفنية العامة.
OST 26-01-1434-87 لحام خطوط أنابيب الصلب للضغط PN فوق 10 إلى 100 ميجا باسكال (أكثر من 100 إلى 1000 كجم / سم 2). متطلبات تقنية.
OST 26-04-1222-75 منتجات الهندسة المبردة. المتطلبات الفنية العامة.
OST 26-1-87 طبقات وصلات ملحومة من التيتانيوم وسبائك التيتانيوم. الأنواع والعناصر الهيكلية.
OST 26-2-87 فولاذ وسبائك على قواعد من الحديد والنيكل والنيكل. طرق الاختبار لمقاومة تكسير الإجهاد الناتج عن التآكل.
OST 26-5-99 الاختبار غير المتلف. طريقة غير حديدية لفحص الوصلات الملحومة والمترسبات والمعادن الأساسية.
OST 26-11-01-84 أوعية وأجهزة من الفولاذ المقاوم للتآكل. الشروط الفنية العامة.
OST 26-11-09-85 مطروقات وختم للأوعية والأجهزة العاملة تحت الضغط. تقنية الاختبار بالموجات فوق الصوتية.
OST 26-11-10-93 شقوق الوصلات الملحومة للأوعية والأجهزة العاملة تحت الضغط. طريقة التحكم بالأشعة السينية في التلفزيون.
OST 26-18-6-88 السفن والأجهزة والكتل التكنولوجية التي تعمل في درجات حرارة أقل من 70 درجة مئوية تحت الصفر. متطلبات تقنية.
OST 26-2079-80 اللحامات للوصلات الملحومة للأوعية والأجهزة العاملة تحت الضغط. اختيار طرق الاختبار غير المتلفة.
OST 26.260.3-2001 اللحام في الهندسة الكيميائية. أحكام أساسية.
OST 26.260.18-2004 المربعات التكنولوجية لصناعة الغاز والنفط. الشروط الفنية العامة. (بدلاً من OST 26-18-5-88 ، OST 26-02-376-78).
OST 26-260.453-92 (مع التعديل 1) لحام الحزمة الإلكترونية. وصلات ملحومة. الأنواع الأساسية والعناصر الهيكلية والأحجام.
OST 26.260.480-2003 * أوعية وأجهزة من طبقتين من الفولاذ. اللحام والسطوح. (بدلاً من RTM 26-168-81)
OST 26.260.482-2003 أوعية وأجهزة ملحومة من التيتانيوم وسبائك التيتانيوم. الشروط الفنية العامة. (بدلاً من OST 26-01-17-76 ، OST 26-11-06-85).
OST 26.260.758-2003 الهياكل المعدنية. المتطلبات الفنية العامة. (بدلاً من OST 26-02-758-79).
OST 26 291-94 أوعية وأجهزة ملحومة بالفولاذ. الشروط الفنية العامة.
OST 32100-87 اختبار بالموجات فوق الصوتية للوصلات الملحومة للجسور والقاطرات والسيارات.
OST 34-13-915-85 رافعات الرفع. تصاعد. متطلبات تقنية
OST 34-70-690-96 معدن لمعدات الطاقة البخارية لمحطات الطاقة. طرق التحليل المعدني تحت ظروف التشغيل.
OST 36-39-80 خطوط الأنابيب التكنولوجية الفولاذية للضغط PN حتى 9.81 ميجا باسكال (100 كجم / سم 2). اللحام اليدوي بالقوس الكهربائي مع الأقطاب المعدنية المغطاة. عملية تكنولوجية نموذجية.
OST 36-55-81 الأنابيب البلاستيكية. أجزاء التوصيل الملحومة والمشكّلة من أنابيب البولي إيثيلين والبولي بروبيلين لأنابيب الضغط. الأنواع والأحجام الأساسية.
OST 36-56-81 الأنابيب البلاستيكية. أجزاء التوصيل الملحومة والمشكّلة من أنابيب البولي إيثيلين والبولي بروبيلين لأنابيب الضغط. متطلبات تقنية.
OST 36-57-81 خطوط الأنابيب التكنولوجية الفولاذية من الكربون وسبائك الفولاذ لضغط PN حتى 9.81 ميجا باسكال (100 كجم / سم 2). اللحام اليدوي بقوس الأرجون. عملية تكنولوجية نموذجية.
OST 36-58-81 هياكل المباني. اللحام. المتطلبات الأساسية.
OST 36-59-81 الاختبار غير المتلف. الوصلات الملحومة لخطوط الأنابيب والهياكل. طريقة التصوير الشعاعي.
OST 36-60-81 اللحام أثناء تجميع هياكل المباني الفولاذية. أحكام أساسية.
OST 36-75-83 الاختبار غير المتلف. وصلات ملحومة لخطوط الأنابيب. طريقة الموجات فوق الصوتية.
OST 36-76-83 الاختبار غير المتلف. الوصلات الملحومة لخطوط الأنابيب والهياكل. طريقة اللون.
OST 36-79-83 خطوط الأنابيب التكنولوجية الفولاذية من الكربون والفولاذ منخفض السبائك لـ PN حتى 10 ميجا باسكال (100 كجم / سم 2). لحام القطب الكهربائي شبه الأوتوماتيكي في ثاني أكسيد الكربون. عملية تكنولوجية نموذجية.
OST 36-145-88 خطوط الأنابيب الفولاذية التكنولوجية للضغط PN حتى 10 ميجا باسكال. لحام القوس المغمور الأوتوماتيكي. عملية تكنولوجية نموذجية.
OST 102 51-85 الاختبار غير المتلف. وصلات ملحومة لخطوط الأنابيب. طريقة التصوير الشعاعي.
OST 108.030.30-79 غلايات ثابتة. هياكل الصلب. الشروط الفنية العامة.
OST 108.030.141-87 غلايات البخار والماء الساخن. متطلبات لحام الفولاذ.
قائمة الوثائق المعيارية والإرشادية التي تنظم اللحام والتحكم
VNIIPTkhimnefteapparatura ، 1977 تعليمات لتجميع ولحام ملفات فرن الأنبوب. (مع إضافة VNIKTIneftekhimobo-rudovanie بتاريخ 15/12/1996)
VNIKTIneftekhim-oborudovanie، 1981 تعليمات تقنية لخطوط أنابيب اللحام وملفات الأفران المصنوعة من فولاذ الكروم والموليبدينوم المقاوم للحرارة دون المعالجة الحرارية للوصلات الملحومة في تصنيع وتركيب وإصلاح محطات تكرير النفط والبتروكيماويات
VSN 003-88 إنشاء وتصميم خطوط الأنابيب من الأنابيب البلاستيكية.
VSN 006-89 إنشاء خطوط الأنابيب الرئيسية والميدانية. اللحام.
VSN 012-88 إنشاء خطوط الأنابيب الرئيسية والميدانية. ضبط الجودة وقبول الأعمال.
أكواد البناء الإدارية VSN 47-96 لتصميم وتركيب أنظمة إمدادات المياه الداخلية من أنابيب البولي بروبلين "Random copolymer" (PPRC).
VSN 51-1-97 قواعد إنتاج العمل أثناء إصلاح خطوط أنابيب الغاز الرئيسية.
تعليمات VSN 171-84 حول تكنولوجيا اللحام ومراقبة جودة الوصلات الملحومة للأنابيب الميدانية
VSN 362-87 تصنيع وتركيب واختبار خطوط أنابيب العمليات لـ PN حتى 10 ميجا باسكال
تعليمات VSN 427-81 لهياكل اللحام الفولاذية بسلك مغلف بالصهر PPV-5.
VSN 433-82 تعليمات حول لحام الأسلاك شبه الأوتوماتيكية ذات القلب الصهور لمفاصل التركيب للهياكل الفولاذية للمباني والهياكل الصناعية.
VSN 440-83 تعليمات لتركيب أنابيب العملية من الأنابيب البلاستيكية.
ITsM-02-28-93 تعليمات تقنية حول طريقة الجسيمات المغناطيسية للتحكم في الوصلات الملحومة والسطوح والمعادن الأساسية في تصنيع وتركيب وتشغيل وإصلاح المعدات وخطوط الأنابيب لمحطات الطاقة الحرارية التي تسيطر عليها شركة Gosgortekhnadzor الروسية.
OTU 3-01 السفن والأجهزة. الشروط الفنية العامة لإصلاح العلب.
PB 03-445-02 قواعد السلامة الخاصة بتشغيل المداخن الصناعية وأنابيب التهوية.
PB 03-576-03 قواعد التصميم والتشغيل الآمن لأوعية الضغط
PB 03-582-03 قواعد التصميم والتشغيل الآمن لوحدات الضاغط ذات الضواغط الترددية التي تعمل على الغازات المتفجرة والضارة
PB 03-584-03 قواعد تصميم وتصنيع وقبول الأواني والأجهزة الملحومة بالفولاذ.
PB 03-585-03 قواعد الإنشاء والتشغيل الآمن لخطوط الأنابيب العملية
PB 03-590-03 قواعد البناء والتركيب والتشغيل الآمن للمراوح المقاومة للانفجار.
PB 03-591-03 قواعد التصميم والتشغيل الآمن لأنظمة التوهج
PB 03-593-03 قواعد تنظيم وتسيير التحكم في الانبعاثات الصوتية للسفن والأجهزة والمراجل وأنابيب التكنولوجيا. مع التطبيق.
PB 03-605-03 قواعد إنشاء الخزانات الفولاذية الأسطوانية الرأسية للزيوت والمنتجات النفطية
PB 08-258-98 قواعد التصميم والتشغيل الآمن لخط الأنابيب الرئيسي لنقل الأمونيا السائلة.
PB 09-540-03 القواعد العامة للسلامة من الانفجار والحريق للصناعات الكيماوية والبتروكيماوية وتكرير النفط الخطرة.
PB 09-563-03 قواعد السلامة الصناعية لمصافي النفط.
PB 09-592-03 قواعد التصميم والتشغيل الآمن لأنظمة التبريد.
PB 09-594-03 قواعد الأمان الخاصة بإنتاج وتخزين ونقل واستخدام الكلور
PB 09-595-03 قواعد التصميم والتشغيل الآمن لوحدات تبريد الأمونيا.
PB 10-157-97 قواعد البناء والتشغيل الآمن لرافعات مد المواسير. مع التغيير 1 (PBI 10-371 (157) -00)
PB 10-257-98 قواعد التصميم والتشغيل الآمن لرافعات اللودر
PB 10-382-00 قواعد البناء والتشغيل الآمن للرافعات.
PB 10-518-02 قواعد البناء والتشغيل الآمن لرافعات البناء
PB 10-558-03 قواعد البناء والتشغيل الآمن للمصاعد.
PB 10-559-03 قواعد البناء والتشغيل الآمن لممرات حبال الركاب المعلقة وسحبها.
PB 10-573-03 قواعد الإنشاء والتشغيل الآمن لأنابيب البخار والمياه الساخنة.
قواعد التصميم والتشغيل الآمن لمراجل البخار والماء الساخن مع ضغط بخار لا يزيد عن 0.07 ميجا باسكال (0.7 كجم / سم 2) ومراجل الماء الساخن وسخانات المياه بدرجة حرارة تسخين المياه لا تزيد عن 388 كلفن (115 درجة مئوية) ).
PB 10-574-03 قواعد الإنشاء والتشغيل الآمن لمراجل البخار والماء الساخن.
PB 10-575-03 قواعد التصميم والتشغيل الآمن للغلايات الكهربائية والمراجل الكهربائية.
PB 10-611-03 قواعد البناء والتشغيل الآمن للمصاعد (الأبراج).
PB 10-77-94 قواعد البناء والتشغيل الآمن للسلالم المتحركة.
PB 11-401-01 قواعد السلامة في قطاع الغاز للمؤسسات والصناعات المعدنية والكيميائية والكيميائية. مع مراجعة. رقم 1 PBI 11-446 (401) -02 و PBI 11-495 (401) -02.
PB 12-527-03 قواعد السلامة لتشغيل محطات تعبئة الغاز المسال.
PB 12-529-03 قواعد السلامة لأنظمة توزيع الغاز واستهلاك الغاز.
PB 12-609-03 قواعد السلامة للمنشآت التي تستخدم غازات البترول المسالة.
PI 1.4.415-85 تعليمات الإنتاج. التحكم في الوصلات الملحومة والنحاسية بطرق الكشف عن الخلل الإشعاعي.
PNAE G-7-014-89 طرق موحدة للتحكم في المواد الأساسية (منتجات نصف تامة الصنع) والوصلات الملحومة وتسطيح المعدات وخطوط الأنابيب لمحطات الطاقة النووية. اختبار بالموجات فوق الصوتية. مراقبة المواد الأساسية (منتجات نصف مصنعة).
PN AE G-7-015-89 طرق موحدة للتحكم في المواد الأساسية (منتجات نصف تامة الصنع) والوصلات الملحومة وتسطيح المعدات وخطوط الأنابيب لمحطات الطاقة النووية. فحص الجسيمات المغناطيسية.
PNAE G-7-016-89 طريقة موحدة للتحكم في المواد الأساسية (المنتجات شبه المصنعة) ، والوصلات الملحومة وظهور المعدات وخطوط الأنابيب لمحطات الطاقة النووية. التحكم البصري والقياسي.
PN AE G-7-017-89 طريقة موحدة للتحكم في المواد الأساسية (منتجات نصف تامة الصنع) والوصلات الملحومة وتسطيح المعدات وخطوط الأنابيب لمحطات الطاقة النووية. التحكم بالأشعة.
PN AE G-7-018-89 طرق الاختبار الموحدة للمواد الأساسية (المنتجات شبه المصنعة) ، الوصلات الملحومة وتسطيح معدات خط أنابيب NPP. التحكم الشعري.
PN AE G-7-030-91 طرق موحدة للتحكم في المواد الأساسية (منتجات نصف مصنعة) والوصلات الملحومة وظهور المعدات وخطوط الأنابيب لمحطات الطاقة النووية. اختبار بالموجات فوق الصوتية. السيطرة على الوصلات الملحومة والسطوح.
RD 01-001-06 لحام خطوط أنابيب الغاز الفولاذية ومعدات الغاز في المرافق البلدية ومحطات الطاقة.
RD 03-606-03 تعليمات التحكم البصري والقياسي
RD-10-08-92 * ، تعليمات للإشراف على تصنيع وإصلاح وتركيب هياكل الرفع (بصيغته المعدلة بموجب RD 10-175-98)
RD 10-69-94 الشروط الفنية القياسية لإصلاح غلايات البخار والماء الساخن في هندسة الطاقة الصناعية
RD-11-07-2007 تعليمات لتصميم وتصنيع وتشغيل الرافعات البضائع بشكل آمن. (بدلاً من RD 10-33-93).
RD-13-03-2006 توصيات منهجية بشأن إجراءات إجراء اختبار التيار الدوامي للأجهزة التقنية والهياكل المستخدمة والمشغلة في منشآت الإنتاج الخطرة.
RD-13-05-2006 توصيات منهجية بشأن إجراءات فحص الجسيمات المغناطيسية للأجهزة التقنية والهياكل المستخدمة والمشغلة في منشآت الإنتاج الخطرة.
RD-13-06-2006 توصيات منهجية بشأن إجراءات التحكم الشعري في الأجهزة التقنية والهياكل المستخدمة والمشغلة في منشآت الإنتاج الخطرة.
مصاعد الركاب والشحن RD 22-19-173-89. وحدات التجميع الملحومة. متطلبات تقنية.
RD 22-205-88 الكشف عن الخلل بالموجات فوق الصوتية للمفاصل الملحومة لآلات الرفع. أحكام أساسية.
آلات الرفع RD 22-207-88. المتطلبات والمعايير العامة للتصنيع.
RD 22-322-02 رافعات الرفع. الشروط الفنية للإصلاحات الشاملة والإصلاحية.
RD 22-326-97 الرافعات الذراعية ذاتية الدفع ورافعات المناورة. إصلاح شامل. الشروط الفنية العامة.
RD 24.090.97-98 معدات الرفع والنقل. متطلبات تصنيع وإصلاح وإعادة بناء الهياكل المعدنية لرافعات الرفع.
RD 24.200.04-90 طبقات الوصلات الملحومة. طريقة علم المعادن للتحكم في المعادن الأساسية والمفاصل الملحومة لمعدات الزيوت الكيميائية. (بدلاً من OST 26-1379-76)
RD 24.201.07-90 الوصلات الملحومة للأوعية والأجهزة المصنوعة من الألمنيوم وسبائكه. منهجية المملكة المتحدة
RD 24.942.02-90 اللحام بالكهرباء من الفولاذ منخفض السبائك والمقاوم للحرارة. (بدلاً من RTM 26-41-71 ، RTM 26-320-79)
RD 24.943.01-91 النظام القطاعي للإعداد التكنولوجي للإنتاج. اللحام التناكبي بواسطة وميض مواسير أسطح تسخين الغلايات. عملية تكنولوجية نموذجية.
RD 24.949.04-90 لحام الحزمة الإلكترونية للمنتجات الهندسية الثقيلة. متطلبات تقنية.
RD 26-02-80-2004 ملفات ملحومة لأفران الأنابيب. متطلبات التصميم والتصنيع والتسليم.
RD 26-11-01-85 تعليمات لفحص الوصلات الملحومة التي يتعذر الوصول إليها للفحص بالأشعة والموجات فوق الصوتية.
RD 26-11-08-86 وصلات ملحومة. الاختبارات الميكانيكية.
RD 26-17-78-87 لحام القوس النبضي لمعدات البترول الكيميائية من الفولاذ المقاوم للصدأ مع قطب كهربائي قابل للاستهلاك في الأرجون.
RD 26-18-8-89 وصلات ملحومة لفتحات اللحام والتركيبات والوصلات. الأساسية الأنواع والعناصر الهيكلية والأبعاد
RD 26-108-72 لحام المعدات الكيميائية والبترولية من النيكل
RD 26.260.15-2001 تنظير المواد الأساسية ومواد اللحام والمنتجات النهائية.
RD 34.10.122-94 منهجية موحدة لتنظير الأجزاء واللحامات في محطات توليد الطاقة
RD 34.10.126-94 تعليمات للتحكم التشغيلي لعمليات التجميع واللحام والمعالجة الحرارية.
RD 34.10.133-97 تعليمات لضبط حساسية أجهزة كشف الخلل بالموجات فوق الصوتية
RD 34.15.132-96 (SO 153-34.15.132-96) اللحام ومراقبة جودة الوصلات الملحومة والهياكل المعدنية للمباني أثناء إنشاء مرافق الإنتاج.
RD 34.17.39-94 تعليمات منهجية. محولات الطاقة بالموجات فوق الصوتية لفحص الوصلات الملحومة لمعدات TPP. طرق قياس المعلمات الأساسية.
RD 34.17.205-90 (93) تعليمات لحام شرائح اللحام واللحام التناكبي لخطوط أنابيب البخار المصنوعة من فولاذ 12Kh1MF مع أقطاب أوستنيتي بدون معالجة حرارية لاحقة. (و 34-70-022-85)
RD 34.17.206-85 (SO 153-34.17.206) تعليمات حول تقنية إصلاح اللحام لأجزاء جسم التوربينات البخارية والتجهيزات بأقطاب البيرلايت بدون معالجة حرارية (Rev. No. 1-93)
RD 34.17.302-97 (SO 34.17.302) غلايات البخار والماء الساخن. أنابيب البخار والمياه الساخنة والأوعية. وصلات ملحومة. رقابة جودة. التحكم في الصوت الفائق. أحكام أساسية. (OP 501-TsD-97) (التعديل رقم 1-98)
RD 34.17.310-96 (SO 34.17.310-96) اللحام والمعالجة الحرارية والتحكم أثناء إصلاح الوصلات الملحومة لأنظمة أنابيب الغلايات وأنابيب البخار أثناء التشغيل.
RD 34.17.311-96 (SO 34.17.311-96) إرشادات للاختبار بالموجات فوق الصوتية للوصلات الملحومة لأنابيب الطرد المركزي المصنوعة من الفولاذ 15H1M1F و 15GS
RD 153-34.1-17.404-00 (SO 34.17.404-00) طريقة التحكم بالموجات فوق الصوتية في حجم الحبوب في أنابيب البخار فائقة التسخين المصنوعة من الصلب 12X18H12T لمحطات الطاقة الحرارية. (مراجعة رقم 1-92 ، مراجعة رقم 3-01)
RD 34.17.415-96 تعليمات الاختبار بالموجات فوق الصوتية لمثبتات معدات الطاقة.
RD 34.17.418 (SO 153-34.17.418) تعليمات للكشف عن الخلل في انحناءات الأنابيب المصنوعة من الصلب اللؤلؤي. (تعديل وإضافة إلى I No. 23 SD-80I No. 1-81)
RD 34.17.427-89 (SO 153-34.17.427-89) تعليمات منهجية. الاختبار غير المتلف في محطات الطاقة الحرارية. المتطلبات العامة
RD 36-62-00 معدات الرفع. المتطلبات الفنية العامة.
RD 38.13.004-86 تشغيل وإصلاح خطوط أنابيب العملية تحت ضغط يصل إلى 10 ميجا باسكال (100 كجم / سم 2)
RD-39 طرق إصلاح الأجزاء المعيبة من خطوط أنابيب النفط الرئيسية بناءً على نتائج التشخيص المباشر.
RD 39-00147105-015-98 قواعد إصلاح خطوط أنابيب النفط الرئيسية.
تعليمات منهجية RD 50-407-83. المعلمات الأساسية للمحولات المائلة للاختبار بالموجات فوق الصوتية للوصلات الملحومة بتردد 1.25-5 ميجاهرتز بزوايا موشورية من 30 إلى 55 درجة. تقنية القياس.
RD 51-31323949-38-98 وثيقة إرشادية حول تقنية خطوط أنابيب عملية اللحام لمحطات الضاغط المصنوعة من الفولاذ المقاوم للحرارة وعالي السبائك
RD 558-97 وثيقة إرشادية حول تكنولوجيا لحام الأنابيب في سياق أعمال الإصلاح والترميم على خطوط أنابيب الغاز
RD 108.021.112-88 تصحيح العيوب في أجزاء الجسم المصبوبة للتوربينات البخارية والوصلات باللحام بدون معالجة حرارية.
RD 153-006-02 تعليمات حول تقنية اللحام أثناء إنشاء وإصلاح خطوط أنابيب النفط الرئيسية.
RD 153-34.1-003-01 (SO 153-34.003-01) اللحام والمعالجة الحرارية والتحكم في أنظمة أنابيب الغلايات وخطوط الأنابيب أثناء تركيب وإصلاح معدات الطاقة.
RD 153-34.1-17.461-00 (SO 34.17.461-00) إرشادات لفحص الشعيرات الدموية للوصلات الملحومة والسطوح والمعادن الأساسية في تصنيع وتركيب وتشغيل وإصلاح معدات الطاقة.
RD 153-39.4R-130-2002 لوائح قطع وإدخال "الملفات" وتوصيلات الأجزاء والمقابس والإغلاق والتنظيم. تركيبات وربط أقسام من خطوط أنابيب النفط الرئيسية.
RD 2730.300.06-98 تركيبات لمحطات الطاقة النووية والحرارية. تسطيح الأسطح المانعة للتسرب. متطلبات تقنية.
RD 2730.940.102-92 غلايات بخار ومياه ساخنة. أنابيب البخار والمياه الساخنة. وصلات ملحومة. المتطلبات العامة.
RD 2730.940.103-92 غلايات البخار والماء الساخن. أنابيب البخار والمياه الساخنة. وصلات ملحومة. رقابة جودة.
RD 3688-00220302-003-04 أفران تسخين أنبوبية. متطلبات التصميم والتصنيع والتشغيل.
RD 3689-001-00220302 / 31-2004 الأنابيب المشعة وعناصرها لأفران أنابيب التفاعل. متطلبات التصميم والتصنيع والتسليم.
RD 3689-002-00220302 / 31-2008 لحام الأنابيب المشعة وعناصرها لأفران أنابيب التفاعل. أحكام أساسية.
RD RTM 26-347-80 لحام ألومنيوم بالبلازما.
RDI 26-01-6-81 شقوق الوصلات الملحومة للأوعية والأجهزة ، فراغات الأجزاء الفاصلة من التيتانيوم وسبائكه. طريقة التحكم بالصدى بالموجات فوق الصوتية. (بصيغتها المعدلة رقم 1 من 1989)
RDI 26-01-146-84 وصلات نحاسية ملحومة. الأنواع والعناصر الهيكلية.
RDI 26-11-62-98 تعليمات حول الاختبار بالموجات فوق الصوتية للوصلات الملحومة لأنابيب البولي إيثيلين. (بالإضافة إلى RDI لعام 2000.)
RDI 26-11-65-96 الاختبار غير المتلف. اللحامات الدائرية للوصلات الملحومة للأنابيب. تقنية الاختبار بالموجات فوق الصوتية.
RDI 26.260.481-2003 تعليمات حول طريقة الموجات فوق الصوتية لاختبار الوصلات الملحومة بعقب وشرائح للمفاعلات المصنوعة من فولاذ مزدوج الطبقة بسمك 60-120 مم.
RDI 38.18.016-94 تعليمات الاختبار بالموجات فوق الصوتية للوصلات الملحومة للمعدات التكنولوجية.
RDI 38.18.017-94 تعليمات فحص الجسيمات المغناطيسية للمعدات والوصلات الملحومة.
RDI 38.18.019-95 تعليمات لفحص الشعيرات الدموية لأجزاء من المعدات التكنولوجية للوصلات الملحومة وسطوح اللحام.
تعليمات RDI 38.18.020-95 "فحص إشعاعي للوصلات الملحومة للسفن والأجهزة وخطوط الأنابيب".
ماكينات الرفع RD ROSEK 001-96. الهياكل المعدنية. التحكم بالموجات فوق الصوتية. أحكام أساسية.
ماكينات الرفع RD ROSEK-01-002-96. الهياكل المعدنية. التحكم في الإشعاع. أحكام أساسية.
ماكينات الرفع RD ROSEK-003-97. التحكم في الجسيمات المغناطيسية. أحكام أساسية.
ماكينات الرفع RD ROSEK-004-97. التحكم الشعري. أحكام أساسية.
ماكينات الرفع RD ROSEK-006-97. الهياكل المعدنية. قياس سماكة الموجات فوق الصوتية. أحكام أساسية
ماكينات الرفع RD ROSEK-007-97. التحكم الحالي إيدي. أحكام أساسية.
RD ROSEK-02-008-96 مصاعد الركاب والمستشفيات والشحن. اختبار غير مدمر. أحكام أساسية.
RTM 26-17-012-83 اللحام المحمي بالغاز لمعدات البتروكيماويات المصنوعة من الفولاذ المقاوم للصدأ
RTM 26-238-81 اللحام بالكهرباء مع تنظيم الدورات الحرارية للفولاذ الطبيعي من الصفوف 16GS ، 09G2S ، 20K ، 20YUCH
RTM 26-320-79 لحام القوس الأوتوماتيكي ، معدات الغاز والبتروكيماويات اليدوية والكهربائية والبتروكيماوية من فولاذ منخفض السبائك المقاوم للحرارة من الكروم وليبدينوم من النوع 12XM
RTM 36.44.15.1-87 إرشادات حول استخدام طريقة تلفزيون الأشعة السينية لفحص وصلات الأنابيب الملحومة.
RTM 393-94 المواد التقنية الإرشادية للحام ومراقبة جودة وصلات التقوية والمنتجات المدمجة لهياكل الخرسانة المسلحة.
SN 527-80 تعليمات لتصميم خطوط الأنابيب الفولاذية التكنولوجية بضغط PN يصل إلى 10 ميجا باسكال. (بصيغته المعدلة رقم 1-86 ، رقم 2-87)
СН 550-82 تعليمات لتصميم الأنابيب التكنولوجية من الأنابيب البلاستيكية.
هياكل SNiP 2.03.06-85 من الألومنيوم.
SNiP 3.03.01-87 هياكل تحمل وإرفاقها (توضيح ، 1988 ، منقح 1989)
شبكات التدفئة SNiP 3.05.03-85.
SNiP 3.05.04-85 * الشبكات الخارجية ومرافق إمدادات المياه والصرف الصحي. (مراجعة رقم 1-90).
SNiP 3.05.05-84 معدات العمليات وخطوط الأنابيب العملية. قواعد قبول العمل.
SNiP 3.06.04-91 الجسور والأنابيب
SNiP 3.06.07-86 الجسور والأنابيب. قواعد الفحص والاختبار.
أنظمة توزيع الغاز SNiP 42-01-2002.
الهياكل المعدنية SNiP III-18-75. قواعد الإنتاج وقبول العمل في تصنيع وتركيب الهياكل المعدنية.
SNiP III-42-80 * خطوط الأنابيب الرئيسية.
40-101-96 SP 40-101-96 كود قواعد تصميم وتركيب خطوط الأنابيب المصنوعة من البولي بروبلين "بوليمر عشوائي".
SP 40-102-2000 تصميم وتركيب خطوط الأنابيب لأنظمة إمدادات المياه والصرف الصحي المصنوعة من مواد البوليمر. المتطلبات العامة. (بدلاً من CH 478-80).
SP 42-101-2003 أحكام عامة لتصميم وبناء أنظمة توزيع الغاز من الأنابيب المعدنية والبولي إيثيلين.
SP 42-102-2004 تصميم وإنشاء خطوط أنابيب الغاز من الأنابيب المعدنية.
SP 42-103-2003 تصميم وإنشاء خطوط أنابيب الغاز من أنابيب البولي إيثيلين وإعادة بناء خطوط أنابيب الغاز البالية. (بدلاً من SP 42-101-96 ، SP 42-103-97 ، SP 42-105-99).
SP 53-101-98 التصنيع ومراقبة الجودة لهياكل المباني الفولاذية.
SP 105-34-96 كود القواعد الخاصة بخطوط أنابيب الغاز الرئيسية. اللحام ومراقبة الجودة.
TI 06.195-91 تركيبات الطاقة. اللحام القوسي اليدوي لأسطح الختم والتوجيه. التعليمات التكنولوجية.
TI 553-01-90 تركيبات الطاقة. تصحيح عيوب الختم الملحوم والأسطح التوجيهية. التعليمات التكنولوجية.
TI ROSEK-002-97 تعليمات تقنية للاختبار بالموجات فوق الصوتية للهياكل المعدنية لآلات الرفع باستخدام كاشف الخلل UD 2-12.
TR 125-02 التوصيات الفنية لتصميم وتركيب إمدادات المياه الداخلية وأنظمة التدفئة والتبريد من أنابيب البولي بروبلين المركبة.
TSN 102-00 * الهياكل الخرسانية المسلحة مع تعزيز الفئات А500С و А400С (إصدار 2006).
TU 24.22.188-04 TU لإصلاح وتصنيع (العناصر الفردية) وإعادة بناء وتركيب الرافعات باستخدام اللحام
TU 34-38-20189-94
(SO 34-38-20189-94) حرق الغاز والزيت في الغلايات البخارية الثابتة. الشروط الفنية للإصلاح.
TU 36-002-00211-01 الهياكل الفولاذية للطرق الهوائية للشحن والركاب
TU 38-17-20041-86 غلايات تسخين النفايات. غلايات تكنولوجيا الطاقة. أسطح التسخين الإشعاعي والحمل الحراري والبراميل والمجمعات. الشروط الفنية للإصلاح.
TU 108.18.174-88 أجهزة حرق (محارق) للمراجل البخارية الثابتة. الشروط الفنية.
TU 1333-078-00220302-2004 أنابيب التفاعل وعناصرها مصنوعة من الفولاذ المقاوم للحرارة والسبائك لمعدات البتروكيماويات عالية الحرارة. الشروط الفنية.
RUA-93 إرشادات لتشغيل وإصلاح الأوعية والأجهزة التي تعمل تحت ضغط أقل من 0.07 ميجا باسكال (0.7 كجم / سم 2) ، فراغ.
TsV 201-98 تعليمات اللحام والتسطيح أثناء إصلاح عربات الشحن.
637-96 PKBTSV * تعليمات تقنية لاختبار الشد والاختبار غير المدمر لأجزاء السيارة 637-96 PKBTSV.
المملكة المتحدة 36.24.12-100-97 الهياكل المعدنية لماكينات ومعدات ورافعات الرفع. إصلاح شامل. الذي - التي.
08.0302.282 PA تعليمات لتركيب وإصلاح الختم الغشائي لموصل شفة سخانات الضغط العالي.
SO 153-34.26.608-2003 تعليمات لتقنية الفحص والإصلاح لبراميل الغلايات عالية الضغط.
مواسير ST TsKBA 006-2003. التركيبات المبردة. الشروط الفنية العامة. (بدلاً من OST 26-07-794-73).
مواسير ST TsKBA 025-2006. اللحام ومراقبة جودة الوصلات الملحومة. متطلبات تقنية. (استبدال OST 26.07.755-86 ، الأقسام 1-8 RD RTM 26-07-246-80).
STO CKTI 10.001-2005 براميل ملحومة المراجل الثابتة. المتطلبات الفنية العامة للتصنيع.
(بدلاً من OST 108.030.39-80 ، OST 108.389.01-85 ، OST 108.819.01-85 ، OST 108.819.02-76).
STO CKTI 10.002-2007 عناصر لأسطح تسخين الأنابيب ، ربط الأنابيب داخل المرجل ومجمع الغلايات الثابتة. المتطلبات الفنية العامة للتصنيع. (بدلاً من OST 108.030.40-79 ، OST 108.030.133-84 ، RD 24.031.22-90 ، RD 24.031.23-90 ، TU 108-970-90).
STO CKTI 10.003-2007 خطوط أنابيب البخار والمياه الساخنة للمحطات الحرارية. المتطلبات الفنية العامة للتصنيع.
(بدلاً من OST 24.125.60-89 ، OST 108.940.02-82 ، OST 108.320.102-78 ، OST 108.320.103- 78).
STO TsKTI 10.004-2007 سفن لهندسة الطاقة. المتطلبات الفنية العامة للتصنيع.
(بدلاً من RD 24.030.101-88).
STO CKTI 10.005-2006 التصميم الإنشائي والتكنولوجي وتصنيع الهياكل الملحومة للتوربينات البخارية والغازية والهيدروليكية. المتطلبات العامة للتصميم الإنشائي والتكنولوجي.
(بدلاً من RTM 108.940.08-85).
توزيع الغاز STO Gazprom RD 2.5-141-2005. المصطلحات والتعريفات.
STO NIK-00208953-001-2007 تعليمات لحام الفولاذ المقاوم للصدأ أثناء تصنيع وتركيب وإصلاح وإعادة بناء المعدات وخطوط الأنابيب لإنتاج اليوريا. (بدلاً من IT-001-L8-89)
STO 00220256-001-2005 ختم ساخن ومعالجة حرارية للقيعان الإهليلجية للأوعية والأجهزة
STO 00220256-002-2006 أعمال اللحام أثناء إصلاح وإعادة بناء الأوعية والأجهزة. الشروط الفنية النموذجية.
STO 00220256-003-2006 المبادلات الحرارية الحلزونية. الشروط الفنية. (بدلاً من TU 26-01-268-80).
STO 00220256-005-2005 وصلات اللحامات تناكبيًا وشرائح ونقطة وصل ملحومة للأوعية والأجهزة العاملة تحت الضغط. تقنية الاختبار بالموجات فوق الصوتية (بدلاً من OST 26-2044-83).
STO 00220256-014-2008 تعليمات للاختبار بالموجات فوق الصوتية للوصلات التناكبية والزاوية والانفوجية للمعدات الكيميائية المصنوعة من فولاذ من فئات الأوستنيتي والأوستنيتي والحديد بسماكة 4 إلى 30 مم (بدلاً من RD 26-01-128-2000 )
STO 00220368-008-2006 تصنيع الأجزاء والتجمعات من السبائك المقاومة للتآكل على أساس الحديد والنيكل والنيكل والوصلات غير المتشابهة والفولاذ المكون من طبقتين مع طبقة تكسية من سبائك 06XHN28MDT و XN65MV و N70MFV-VI. عملية تكنولوجية نموذجية.
STO 00220368-009-2006 إصلاح انفصال طبقة الكسوة من السبائك والفولاذ المقاوم للتآكل ، والتي تم الكشف عنها في عملية تصنيع صفائح من طبقتين وأجهزة ثنائية المعدن بطبقة أساسية من الفولاذ الكربوني ، والفولاذ منخفض السبائك والكروم والموليبدينوم. عملية تكنولوجية نموذجية.
STO 00220368-010-2007 طبقات اللحامات للوصلات الملحومة للأوعية والأجهزة العاملة تحت الضغط. طريقة التحكم بالأشعة. (بدلاً من OST 26-896-80 ، OST 26-11-03-84).
STO 00220368-011-2007 (اعتبارًا من المراجعة 2008) لحام الوصلات غير المتشابهة للأوعية والأجهزة وخطوط الأنابيب من الفولاذ والسبائك منخفضة السبائك والمقاومة للحرارة وعالي السبائك على قواعد الحديد والنيكل والنيكل. (بدلاً من RTM 26-298-78 ، RTM 26-378-81).
STO 00220368-012-2008 لحام الأوعية والأجهزة وخطوط الأنابيب من الكربون والفولاذ منخفض السبائك. (بدلا من
RD 26-8-87 ، RD 26-11-15-87 ، RD 26-17-51-85 (RD 26-17-051-85) ، RTM 26-245-77 ، RD 26-17-77-87 ، RTM 26-27-70)
STO 00220368-013-2009 * لحام الأوعية والأجهزة وخطوط الأنابيب من الفولاذ عالي السبائك. (بدلاً من RTM 26-17-012-83 ،
RTM 26-17-034-84). * الوثيقة قيد الموافقة.
STO 00220575-063-2005 أوعية وأجهزة وكتل للمنشآت التكنولوجية لتحضير ومعالجة النفط والغاز ، المحتوية على كبريتيد الهيدروجين والتي تسبب تكسير التآكل (بدلاً من RD 26-02-63-87).
STO 02494680-0030-2004 خزانات فولاذية أسطوانية عمودية مخصصة للزيوت والمنتجات النفطية. قواعد التشخيص الفني والإصلاح وإعادة البناء
STO 02494680-0046-2005 وصلات ملحومة للهياكل المعدنية الفولاذية. المتطلبات العامة للتصميم والتصنيع والتركيب.
STO 02495307-001-2007 وصلات ملحومة لقضبان التسليح في أعمدة المباني والهياكل الخرسانية المسلحة المتجانسة.
STO 02495307-002-2008 اختبار بالموجات فوق الصوتية للوصلات الملحومة للتعزيزات في الهياكل الخرسانية المسلحة.
STO 36554501-005-2006 * تطبيق تعزيز فئة A500SP في الهياكل الخرسانية المسلحة.
STO 45167708-01-2007 تصميم وإنشاء خطوط أنابيب غاز البولي إيثيلين بضغط يصل إلى 1.2 ميجا باسكال وإعادة بناء خطوط أنابيب الغاز البالية.
STP 26.260.484-2004 المعالجة الحرارية للفولاذ المقاوم للتآكل وسبائك الحديد والنيكل في الهندسة الكيميائية. (بدلاً من RD 26-01-42-87).
STP 26.260.485-2004 تعليمات مراقبة الجودة غير المدمرة للصفائح المعدنية المصنوعة من فولاذ من طبقتين بسمك 4-60 مم ، تم الحصول عليها بطريقة التسطيح الخبث الكهربائي.
STP 26.260.486-2005 كتالوج نظائر مواد اللحام الأساسية المستوردة والمحلية المستخدمة في تصنيع الأوعية والأجهزة وخطوط الأنابيب التابعة لشركة Rostekhnadzor.
STP 26.260.487-2005 تعليمات مراقبة جودة غير مدمرة لألواح الفولاذ من طبقتين من الفولاذ بسماكة 4-120 مم.
STP 442-2000 انابيب مضلعة. قواعد التصنيع والقبول.
7. جوهر ومزايا وعيوب إنتاج الصلب بالموقد المفتوح.
8. جوهر ومزايا وعيوب طريقة بيسمير (المحول) لإنتاج الفولاذ.
9. ما هو deoxidation من الفولاذ مع المنغنيز والسيليكون. شرح ظاهرة "غليان" الفولاذ.
10. جوهر ومزايا وعيوب إنتاج الصلب في الأفران الكهربائية. ما هو الفولاذ المصهور في الأفران الكهربائية.
11. ما هي طرق صب الفولاذ.
العمل المستقل رقم 6.
عيوب المعالجة الحرارية وطرق الوقاية منها والقضاء عليها.
أنواع واعدة من انتشار التشبع للسبائك. تطبيقها في صناعة السيارات.
شكل العمل: وضع ملخص للأدب التربوي والعمل باستخدام مصادر الإنترنت والدوريات.
4 ساعات
وقت الانتهاء من العمل:عند دراسة موضوع "المعالجة الحرارية" ، "أنواع المعالجة الحرارية".
1. " عيوب الصيانة ". بعد دراسة هذا الموضوع ، املأ الجدول الذي يصف 6 أنواع من العيوب:
2. " أنواع واعدة من انتشار التشبع للسبائك ". بعد دراسة هذا الموضوع ، قدم ملخصًا موجزًا لمحتواه بأي شكل (ملخص ، رسم بياني ، صور مع شرح ، إلخ). انتبه للأسئلة التالية:
1. ما هو انتشار التشبع للمعدن والغرض منه.
2. الأنواع التقليدية والواعدة من التشبع.
3. ما هي منتجات صناعة السيارات التي يمكن أن تخضع للمعالجة المحددة.
4. انعكاساتك الشخصية على احتمالات مثل هذه المعالجة.
العمل المستقل رقم 7.
توصيف الفولاذ باستخدام الوثائق التنظيمية وموارد الإنترنت.
استخدام سبائك الفولاذ في صناعة السيارات.
شكل العمل: توصيف المواد باستخدام موارد الإنترنت والتوثيق التنظيمي.
عدد ساعات انجاز العمل: 5 ساعات
وقت الانتهاء من العمل:عند دراسة موضوعات "الكربون وسبائك الفولاذ" ، يتم تنفيذ العمل المخبري "تحليل البنية الدقيقة للفولاذ".
تعليمات لإكمال المهمة:الذهاب إلى مواقع بيع وتمييز المواد. افتح نافذة على الموقع "الصلب" أو "درجة السبائك".ابحث عن الفولاذ المتوافق مع إصدارك عن طريق العلامة التجارية ووصفه.
وضح: نطاق الفولاذ (مع أمثلة على المنتجات المصنعة) ،
البدائل الممكنة ونظائرها الأجنبية للعلامة التجارية ؛
التركيب الكيميائي الكامل
الخواص الميكانيكية (القوة ، اللدونة ، الصلابة ، إلخ) ؛
الخصائص التكنولوجية.
 المدير العام لمجموعة دايس ذ
المدير العام لمجموعة دايس ذ غادر ياكونين ، وبقي رابينوفيتش
غادر ياكونين ، وبقي رابينوفيتش رابينوفيتش ميخائيل دانييلوفيتش
رابينوفيتش ميخائيل دانييلوفيتش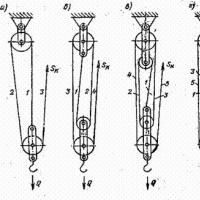 رفع الأحمال بدون معدات خاصة - كيف تحسب وتصنع رافعة سلسلة بيديك
رفع الأحمال بدون معدات خاصة - كيف تحسب وتصنع رافعة سلسلة بيديك تفاصيل جديدة حول امبراطورية "الجمعيات الخيرية" في ديمونة
تفاصيل جديدة حول امبراطورية "الجمعيات الخيرية" في ديمونة المشتري الرئيسي
المشتري الرئيسي سيرة إدوارد cypherin. الروسية الجديدة. كيف شارك إدوارد شيفرين ، بعد أن كسب مليار دولار من الفولاذ الأوكراني ، في التنمية في روسيا. ادوارد شيفرين وسحب المال
سيرة إدوارد cypherin. الروسية الجديدة. كيف شارك إدوارد شيفرين ، بعد أن كسب مليار دولار من الفولاذ الأوكراني ، في التنمية في روسيا. ادوارد شيفرين وسحب المال