Modern casting methods. Metal casting. Low pressure casting

Everyone knows that in our time it is impossible to do without metals. They are used in every type of production. Any modern technology is made from it. Casting is the process of making a part by pouring molten metal into a casting mold. This process appeared a long time ago. The part obtained in this way is called cast. So let's take a closer look at the casting.
There are different types of casting: cast iron, aluminum, shaped, art. Each of them has its own characteristics and properties.
1) Cast iron casting. Cast iron in its structure is an alloy of carbon with iron, as well as small proportions of other impurities and elements. It can be alloyed, which contains chromium, manganese, nickel, and unalloyed. This material has excellent casting qualities, which give it a wide possibility of using it as a material for many structures. Benches, hatches, fences and other structures are made of it. Cast iron castings are easy to work with. In the production of cast iron castings are produced according to the following technologies:
Casting of cast iron into sandy-clay molds. This process is difficult to automate and the castings are not so good quality.
Casting iron into metal molds that are reused. This type of casting has a slightly higher quality, but the difficulty lies in the manufacture of these metal molds. This method is effective if there is a large production of uniform castings.
Casting of cast iron according to gasified models. This method is the most recent and effective enough. It can significantly reduce the cost of iron casting. In this process, the form of their foam is preliminarily made and then covered with sand with a binder. After that, liquid metal is poured into the mold and the expanded polystyrene turns into gas, and the liquid metal wraps around the model's shape. Thanks to this method, it is possible to produce low-cost castings. This method can be used in mechanical engineering and other industries. This is the method that most companies use in their production of cast iron. One of such companies is LMZ LITTECH, where you can buy cast iron castings.
2) Aluminum casting. Aluminum is a fairly common metal. In modern production, the following types of casting are used:
Chill casting of aluminum and its alloys
Aluminum die casting
Casting aluminum in a cold-hardening mixture
Gypsum is often used as a material for the manufacture of a chill mold. It has excellent characteristics, so you can make a form of any complexity. Many industries use different aluminum alloys. These alloys often contain magnesium, silicon, and zinc. Before starting the casting process, the entire casting process is first modeled using professional programs. And only after the program says that there are no defects in the process, then the process itself begins.
3) Shaped casting. Shaped casting is a process of manufacturing products of various shapes and sizes and highly complex configurations. In metallurgy, shaped casting means a different range of techniques:
Shell casting
Sandy clay casting
Chill casting
Casting using gasified models
Lost wax casting models
This type of casting is widely used in mechanical engineering for the manufacture of many parts. It is very popular in modern production, because it makes it possible to make parts quickly and relatively cheaply.
4) Artistic casting... This type is an indicator of wealth and luxury. This type is very complex and time consuming. Many people want to see artwork in their home. They decorate the home and make it more sophisticated.
Each of these types of casting is used in specific areas of production. In some cases, high precision parts are needed, and sometimes lower precision parts can be used. Modern production wants and strives to ensure that the cost of parts was as low as possible. For this, it is necessary to develop the technical equipment of production and also to improve the existing casting methods. But the situation now is such that it is necessary to do this. Because the world cannot do without the use of metals and products made from them. The reliability and subsequent operation of all products depends on the quality of casting. To a large extent, the casting process depends on the temperature at which the metal melts. M of steel and cast iron it is very high, in other metals it is smaller. The more fluidity a liquid metal has, the better it is for making parts and castings.
TO Category:
Foundry
Special methods of making castings
In modern foundry, progressive special casting methods are widely used: in shell molds, according to investment patterns, in metal molds (chill molds), centrifugal casting, injection molding. Their main advantage over casting in sand molds is that they make it possible to obtain castings more accurate in size and configuration, with less surface roughness, as a result of which their mechanical processing is reduced, and in some cases completely excluded. In addition, these methods make it possible to mechanize and automate technological processes as much as possible and thereby increase labor productivity.
1. Casting into shell molds
This progressive method of making castings was first introduced in 1953 at the Kirov plant, and then at many other enterprises in Leningrad. At present, in the specialized workshop of the Tikhvin productions of the Kirovsky Zavod association, more than 40 items of steel and cast iron parts for the Kirovets tractor are manufactured by casting into shell molds.
A great contribution to the development of this progressive method of producing castings, to its mechanization, was made by the Leningrad Design and Technological Institute VPTI Electro.
The essence of the process and scope. Various parts of engines, pumps, fans, textile machines, crankshafts, etc. are manufactured by casting in shell molds. The maximum overall dimensions of castings are up to 1 m, and their weight is up to 200 kg.
The essence of the process is based on the property of thermosetting resins, which are part of sand-resin mixtures, to quickly and irreversibly cure under the influence of heat heated to a temperature of 200-250 ° C model equipment.

Rice. 1. Scheme of manufacturing shell half-molds.
After appropriate holding (for 20 seconds or more, depending on the required shell thickness), the thermosetting resin melts and binds individual sand grains, forming a semi-cured shell on the models and the slab. After returning the hopper to its original position, the mixture that did not have time to warm up is poured into the hopper (Fig. 1, c). The model plate is detached and, together with the formed shell, is placed for 1-2 minutes in an electric oven heated to a temperature of 325-375 ° C for the final curing of the shell.
The cooled shell is removed from the model plate with the help of pushers and paired with a second shell half-mold made in a similar way. The shell half-molds are fastened with staples, clamps or - in mass production - glued with various adhesives on special equipment. The assembled molds are installed in a metal box, for strengthening they are covered with metal shot and fed to the casting.
Shell materials. For the manufacture of shell molds, sands, thermosetting resins, moisturizers, solvents, release agents, adhesives and various additives are used.
Sands. Usually, enriched or natural quartz sands of classes 061 K, 062K, ObZK and 1K with a grain size of 02A (B), 016A (B) or 01A (B) are used. Zircon sands are also used for critical castings.

Rice. 2. Installation diagram for pouring assembled mold halves in metal boxes.
Thermosetting resins. Binding materials are phenol-formaldehyde resins: PK-U4 - in the form of powder, SF-010 and SF-015 - in the form of flakes. PK-104 powder is the most versatile. It is used in mechanically mixed sand-resin mixtures for cold and warm cladding. Resins SF-010 and SF-015 are used only for hot cladding.
Cladding - covering of sand grains with a thin film of a binder - is carried out in order to save it and improve the quality of mixtures, as well as for the possibility of their use in sandblowing and sandblasting processes.
Humidifiers are used to prevent the mixture from stratifying, as well as dusting during use. Usually it is kerosene or spindle oil, which is added to the mixture in an amount of 0.3-0.5% of its mass.
Release agents are used to eliminate adhesion of cured casings to the surface of the mold. They are applied to the surface of the rig with a brush or spray gun.
Sand-resin mixtures can be mechanical and clad. The former are composed of sand, powdered resin and a humectant. All components of the mixture are mixed in paddle mixers or runners.
Clad mixes are prepared in several ways: cold, warm and hot. In cold cladding, dry sand is mixed with resin and solvent at the same time, then additives are added and the solvent is removed by blowing with cold air. Warm cladding differs from cold cladding in that the sand is preheated to a temperature of 80 ° C or the mixture is blown not with cold, but with air heated to 70-80 ° C. In hot cladding, it is preheated to a temperature.
The use of shell molds is effective only with complex mechanization and automation of the technological process.
2. Investment casting
Investment casting is one of the most ancient methods of making castings. It was used to cast sculptures, monuments, jewelry, household items and tools. In industry, this method began to be used in the forties for the manufacture of parts from alloys that are not amenable to pressure and cutting.
At present, it is a highly mechanized and automated process widely used in various industries, including Leningrad enterprises.
For the first time in the country, the plant of turbine blades launched the production of cast blades for steam and gas turbines. The progressive method has been introduced at the Karl Marx Association, at the Voskov plant and in a number of other enterprises. This method is used to produce castings weighing from 10 g to 100 kg with a minimum wall thickness of 0.7-1 mm. The dimensional accuracy of the cast blanks corresponds to the 5-6th grades, and the surface roughness corresponds to the 4th 6th grades, which makes it possible to cast blanks with minimum allowances (0.2-0.7 mm) for grinding and polishing.
The essence of the process is as follows. One-off models and gating systems are made using detachable molds from low-melting model compositions, usually consisting of paraffin, stearin, lignite and peat waxes and other components. After complete solidification and hardening, they are removed from the mold and assembled into model blocks. In fig. XII 1.3, and such a block is shown, assembled on a metal riser from separate model links, with a gating funnel. The lower part of the riser is closed with a cap (of the same composition) soldered to the lower link model.
In serial and small-scale production, the method of assembling model kits is different. The gating bowl and the feeder-slag catcher are made according to the mold, mainly from the return of the model composition. On models, seams and landing ends are cleaned. A heated soldering zero (a thin metal plate) is placed on the feeder, and a model is placed on top of the knife. After the area on the feeder and the seating end of the model is melted, the knife is removed and the model is soldered to the feeder.

Rice. 3. Diagram of the assembled model block.
On the model blocks assembled in this way, several (three to four) layers of refractory coating are applied, each of which consists of a layer of refractory slurry sprinkled with quartz sand. The refractory slurry is composed of about 35% (by weight) hydrolyzed ethyl silicate and 65% fines. Ethyl silicate - an ester of orthosilicic acid (C2H50) 4Si - plays the role of a binder due to the ability in the presence of water to release gel - silica in the form of a gelatinous precipitate that envelops and binds quartz grains into a monolithic mass.
Depending on the material, the models are removed from the shell with hot water, steam or heated air.
Basic materials for making models and molds. Depending on the requirements for the dimensional accuracy of castings and surface roughness, they are made from various model compositions: low-melting - based on wax, refractory - based on resins and salt - based on carbamide (technical urea).
Large castings and castings of high precision, such as, for example, turbine blades, are made from the KS 80-20 model composition, and less critical ones in a mechanized process - from the PS 50-50, R-3, etc.
The following molding materials are used to form a ceramic mold with thermal stability during calcination and pouring:
- for suspension preparation - dusty materials - artificial and fused quartz, electrocorundum micropowders, etc.;
- for sprinkling blocks after dipping into a suspension - quartz sands, electrocorundum, zircon, sillimanite, etc.
The filler is quartz sand, chamotte chips, etc.
When preparing the suspension, ethyl silicate of grades 32 and 40 with a SiO2 content of 32 and 40%, respectively, is used as binders, and ethyl and hydrolysis alcohol is used as a solvent for its hydrolysis.
Models are manufactured using metal molds (from steel and aluminum alloys), whose working surfaces have high dimensional accuracy and low roughness.
Recently, investment casting processes have been mechanized and automated. Thus, the operations of making models, applying coatings, smelting models from shells, drying, molding, and calcining are automated.
3. Casting into metal molds-chill molds
Casting into metal molds is a progressive way of producing small and medium-sized castings from aluminum and magnesium alloys, cast iron, steel in serial and mass production.
Compared with casting in sand molds, it has a number of advantages: labor costs for the manufacture of castings are reduced by more than 2 times, their cost is reduced by 15-25%, the removal of castings from the molding areas is more than 2 times higher, and the scrap is reduced several times ...
The essence of the process. To obtain shaped castings, the alloy is poured into metal (mainly cast iron and steel) molds that can withstand from several hundred to several tens of thousands of pours.
The quality of castings and the economy of the process largely depend on the manufacturability of their design, which should have a simple configuration, which facilitates the manufacture of a metal mold without abrupt transitions from thick walls to thin walls, without protruding parts, sharp corners and - edges, recesses and undercuts that prevent shrinkage and removing casting from molds; have the required wall thickness to be able to fill the mold.
Types of metal molds. Depending on the design of cast parts, material and the adopted technology for manufacturing castings, metal forms can be: one-piece (shake-out), detachable - with a horizontal split, with several connectors, with a vertical split, with a complex split plane.
Billets of metal forms are most often made of gray cast iron SCh18-36, high-strength cast iron - grade VCh50-2, as well as c3 steel grades 25L and 35L.
Trunnions, handles and washers are made of carbon steel rods - from carbon grades U7 - U10, and heat-dissipating inserts - from copper grade M-1.

Rice. 4. Types of casting metal molds.
Depending on the requirements for dimensional accuracy and roughness of the working surfaces of the mold, they can be obtained by casting or machining. The latter is much more expensive and is carried out when casting from non-ferrous alloys.
To increase the durability of the molds, protective coatings are applied to their working surfaces, which also reduce the chilliness of gray iron castings. In the manufacture of iron and steel castings, a facing layer is applied to the working surfaces and then painted; for light alloy castings, one color is sufficient.
To increase the durability of the molds, they are heated to a temperature of 200 ° C when casting from copper and aluminum alloys, to 250 ° C from magnesium and up to 300 ° C from cast iron. After heating the molds and applying protective coatings on them, they start assembling and pouring them.
For the mechanization and automation of processes for the manufacture of castings in metal molds, machine tools with manual and mechanical drives, individual semi-automatic machines, carousel machines and automated lines are widely used.
4. Centrifugal casting
In centrifugal casting, the liquid alloy is poured into rapidly rotating metal molds, while the alloy is pushed against the walls of the mold under the influence of centrifugal forces. The outer surface of the casting is formed by the walls of the mold, and the inner one is formed under the action of centrifugal and gravity forces.

Rice. 5. Schemes of centrifugal casting.
The centrifugal forces arising during the rotation of the liquid alloy in the molds promote good filling of the molds with the alloy, compact its structure and simultaneously move the lighter components to the inner surface - slag and gas inclusions.
Centrifugal casting machines are built with horizontal, vertical and sometimes inclined axes of rotation.
In machines with a horizontal axis of rotation, the metal mold is filled with liquid alloy from a ladle along a chute. The alloy solidifies in the form of a hollow cylindrical billet.
On machines with a vertical axis of rotation (Fig. 5, b), hollow blanks in the form of a ring are obtained. Their inner surface does not have a strictly cylindrical shape, since, under the influence of gravity, the thickness of the walls at the bottom turns out to be somewhat larger than at the top, so the height of the cast blanks is limited.
Shaped castings with cavities are made using rods installed in molds.
The centrifugal casting method has a number of advantages: the yield increases due to the absence of the need for a gating system, including profits, the quality of castings increases, rejects are reduced, etc.
The centrifugal casting method in a number of cases leads to a sharp reduction in casting rejects. So, at the Leningrad plant of turbine blades, a turbocharger impeller with a diameter of 400 mm and a mass of 19 kg, which is a hub with 26 blades, was previously manufactured using investment models, while the thin edges of the blades were not filled with alloy, as a result of which the marriage reached unacceptable limits, With the new technology, keeping
Leningrad enterprises have experience in casting thick-walled bushings from copper alloys with a diameter of up to 1 m, a length of up to 3.5 m and a weight of up to 7.5 tons by this method, as well as large oils from alloy steel.
5. Die casting
This most progressive method of producing cast billets in terms of productivity, accuracy of dimensions of castings, surface roughness is significantly superior to all others. It is used for the manufacture of blanks from non-ferrous alloys based on zinc, aluminum, magnesium and copper. It is widely used in instrument and automotive industries, precision engineering, in the optical-mechanical industry and a number of other industries in serial and mass production.
The current availability of a large selection of injection molding machines, improved molds, methods of alloy supply and ventilation of molds makes it possible to manufacture complex workpieces with dimensional accuracy in 3-5 classes and surface roughness in 5-8 classes ... Blanks can be obtained with finished holes, threads, knurling, numbers and inscriptions. The smallest wall thickness of cast billets is 0.6 mm.
The essence of the process lies in the fact that the liquid alloy enters the metal mold under pressure, which is carried out on special machines with horizontal and vertical pressing chambers.
An alloy is poured into the cavity of the cylinder with a spoon, which is pressed by the piston into the working cavity of the mold through the gating channel. After the alloy has solidified, the movable mold half together with the casting
I leave and move with the sprue remainder until the stop meets the travel stop on its way. With the help of special pushers, the casting is removed from the mold. The stationary mold half with the plate remains in place. After the end of the working cycle, the pressing piston returns to its original position
Technological features of the process. The injection molding process is characterized by high pressing speed and high specific pressure on the alloy in the mold. The quality of the casting is influenced by the grade of the alloy, the design of the workpiece, the design and quality of the surface of the mold, as well as the temperature of the alloy and the mold itself at the time of pouring.

Rice. 6. Diagram of the injection molding process.
Alloys. When casting under pressure, the following basic requirements are imposed on alloys: fluidity with slight overheating (15-20 ° C higher than the melting point); minimal shrinkage; sufficient strength at the time of removal of the workpiece from the mold. These requirements are met by alloys based on the following systems: aluminum - silicon grades AL2, AL9, etc .; aluminum - silicon - copper grades ALZ, AL5, etc .; aluminum - magnesium grades AL8, AL 13, AL27, etc.
Zinc alloys have the best casting properties. These include alloys based on zinc, aluminum and copper. Of the magnesium alloys, alloys of grades ML5 and ML6 meet the requirements of die casting most. To protect the magnesium alloy from contact with the atmosphere and create an oxide film, a beryllium additive is used in an amount of up to 0.01%. Of the copper alloys, the most widespread are copper-zinc alloys - brass grades LK80-ZL and LS59-1LD.
Injection molding machines. For casting alloys with a low melting point based on zinc, tin and lead, machines with a hot pressing chamber are used, and for casting all alloys - machines with a cold horizontal or vertical pressing chamber. The horizontal bale chamber is more convenient and simplifies the machine design and operation.
METAL CASTING
obtaining metal products (castings) by pouring molten metal into a casting mold. The working part of the casting mold is a cavity in which the material, hardening upon cooling, acquires the configuration and dimensions of the desired product.
CASTING METALS
All metals lend themselves to casting. But not all metals have the same casting properties, in particular, fluidity - the ability to fill a mold of any configuration. Casting properties depend mainly on the chemical composition and structure of the metal. Melting point is important. Metals with a low melting point are readily amenable to industrial casting. Of the common metals, steel has the highest melting point. Metals are divided into ferrous and non-ferrous. Ferrous metals are steel, ductile iron and cast iron. Non-ferrous metals include all other metals that do not contain significant amounts of iron. For casting, in particular, alloys based on copper, nickel, aluminum, magnesium, lead and zinc are used.
see also
METALS BLACK;
ALLOYS.
Black metals. Become. There are five classes of steels for industrial casting: 1) low-carbon (with a carbon content of less than 0.2%); 2) medium-carbon (0.2-0.5% carbon); 3) high-carbon (more than 0.5% carbon); 4) low-alloyed (less than 8% alloying elements) and 5) high-alloyed (more than 8% alloying elements). Medium-carbon steels account for the bulk of ferrous metal castings; such castings are, as a rule, industrial products of standardized grade. Various types of alloy steels are designed to achieve high strength, ductility, toughness, corrosion resistance, heat resistance, and fatigue resistance. Cast steels are similar in properties to forged steels. The tensile strength of such steel is from 400 to 1500 MPa. The weight of the castings can vary in a wide range - from 100 g to 200 tons and more, the thickness in the section - from 5 mm to 1.5 m. The length of the casting can exceed 30 m. Steel is a universal material for casting. Due to its high strength and ductility, it is an excellent material for mechanical engineering.
Ductile iron. There are two main classes of ductile iron: regular grade and pearlitic. Castings are also made from some alloyed ductile irons. The tensile strength of ductile iron is 250-550 MPa. Due to its fatigue strength, high rigidity and good machinability, it is ideal for machine tool and many other mass production applications. The mass of castings ranges from 100 g to several hundred kilograms, the thickness in the section is usually no more than 5 cm.
Cast iron. Cast iron includes a wide range of alloys of iron with carbon and silicon, containing 2-4% carbon. There are four main types of cast iron used for casting: gray, white, bleached and half-iron. The tensile strength of cast iron is 140-420 MPa, and some alloyed cast iron is up to 550 MPa. Cast iron is characterized by low ductility and low impact strength; for designers, it is considered a fragile material. The mass of castings is from 100 g to several tons. Foundry iron castings are used in almost all industries. Their cost is low and they are easy to cut.
Nodular cast iron. Spherical inclusions of graphite give cast iron plasticity and other properties that distinguish it favorably from gray cast iron. The nodularity of the graphite inclusions is achieved by treating cast iron with magnesium or cerium immediately before casting. The tensile strength in tension of nodular cast iron is 400-850 MPa, ductility is from 20 to 1%. True, nodular cast iron is characterized by a low impact strength of the notched specimen. Castings can have both large and small cross-sectional thickness, weight - from 0.5 kg to several tons.
Non-ferrous metals. Copper, brass and bronze. There are many different copper-based alloys available for casting. Copper is used in cases where high thermal and electrical conductivity is required. Brass (a copper-zinc alloy) is used when an inexpensive, moderately corrosion-resistant material is desired for a wide variety of general purpose products. The tensile strength of cast brass is 180-300MPa. Bronze (an alloy of copper and tin, to which zinc and nickel can be added) is used when increased strength is required. The tensile strength of cast bronzes is 250-850 MPa.
Nickel. Copper-nickel alloys (such as monel metal) are highly corrosion-resistant. Nickel-chromium alloys (such as Inconel and Nichrome) are characterized by high thermal resistance. Nickel-molybdenum alloys are highly resistant to hydrochloric acid and oxidizing acids at elevated temperatures.
Aluminum. Cast products from aluminum alloys have recently been used more and more due to their lightness and strength. Such alloys have a fairly high corrosion resistance, good thermal and electrical conductivity. The tensile strength of cast aluminum alloys ranges from 150 to 350 MPa.
Magnesium. Magnesium alloys are used where the requirement for lightness is in the first place. The tensile strength of cast magnesium alloys is 170-260 MPa.
Titanium. Titanium is a strong and lightweight material that is vacuum melted and cast into graphite molds. The fact is that during the cooling process, the titanium surface can become contaminated due to reaction with the mold material. Therefore, titanium, cast in any other forms, except for forms from mechanically processed and pressed powder graphite, turns out to be heavily contaminated from the surface, which manifests itself in increased hardness and low plasticity during bending. Titanium casting is mainly used in the aerospace industry. The tensile strength of cast titanium is over 1000 MPa at a relative elongation of 5%.
Rare and precious metals. Castings from gold, silver, platinum and rare metals are used in jewelry, dental technology (crowns, fillings), and some parts of electronic components are also made by casting.
CASTING METHODS
The main casting methods are static casting, injection molding, centrifugal casting, and vacuum casting.
Static fill. Most often, static fill is used, i.e. pouring into a stationary form. With this method, molten metal (or non-metal - plastic, glass, ceramic suspension) is simply poured into the cavity of the stationary mold until it is filled and held until solidified.
Injection molding. The casting machine fills a metal (steel) casting mold (which is usually called a mold and can be multi-cavity) with molten metal at a pressure of 7 to 700 MPa. The advantages of this method are high productivity, high surface quality, precise dimensions of the cast product and minimal need for its machining. Typical die casting metals are zinc, aluminum, copper and tin-lead alloys. Due to their low melting point, such alloys are highly processable and allow for close dimensional tolerances and excellent casting performance. The complexity of the configuration of the castings in the case of injection molding is limited by the fact that the casting can be damaged when separated from the mold. In addition, the thickness of the products is somewhat limited; more preferable are articles of thin section, in which the melt solidifies quickly and uniformly. There are two types of die casting machines - cold chamber and hot chamber. Hot chamber machines are mainly used for zinc-based alloys. The hot bale chamber is immersed in molten metal; under a slight pressure of compressed air or under the action of a piston, liquid metal is forced out of the hot pressing chamber into the mold. In cold chamber casting machines, molten aluminum, magnesium or copper alloy fills the mold at pressures ranging from 35 to 700 MPa. Injection molded castings are used in many household appliances (vacuum cleaners, washing machines, telephones, lamps, typewriters) and very widely in the automotive and computer industries. Castings can be weighing from several tens of grams to 50 kg or more.
Centrifugal casting. In centrifugal casting, molten metal is poured into a sand or metal mold that rotates around a horizontal or vertical axis. Under the action of centrifugal forces, the metal is thrown from the central sprue to the periphery of the mold, filling its cavities, and solidifies, forming a casting. Centrifugal casting is economical and for some types of products (axisymmetric type of pipes, rings, shells, etc.) it is more suitable than static casting.
Vacuum filling. Metals such as titanium, alloy steels and high temperature alloys are vacuum melted and poured into multiple molds, such as graphite, placed in a vacuum. With this method, the content of gases in the metal is significantly reduced. Ingots and castings obtained by vacuum casting weigh no more than several hundred kilograms. In rare cases, large quantities of steel (100 tons or more), smelted by conventional technology, are poured in a vacuum chamber into molds or casting ladles installed in it for further casting in air. Large metallurgical vacuum chambers are pumped out by multi-pump systems. The steel obtained by this method is used for the manufacture of special products by forging or casting; this process is called vacuum degassing.
CASTING MOLDS
Casting forms are divided into multiple and one-time (sand). Multiple forms are metal (molds and chill molds), or graphite or ceramic refractory.
Multiple forms. Metal molds (molds and chill molds) for steel are usually made from cast iron, sometimes from heat-resistant steel. For casting non-ferrous metals such as brass, zinc and aluminum, cast iron, copper and brass molds are used.
Molds. This is the most common type of multiple casting molds. Most often, molds are made from cast iron and are used to obtain steel ingots at the initial stage of the production of forged or rolled steel. Molds belong to open casting molds, since the metal fills them from above by gravity. Also used are "through" molds, open both at the top and at the bottom. The height of the molds can be 1-4.5 m, the diameter - from 0.3 to 3 m. The wall thickness of the casting depends on the dimensions of the mold. The configuration can be different - from round to rectangular. The cavity of the mold expands slightly upward, which is necessary for extracting the ingot. The mold, ready for pouring, is placed on a thick cast iron plate. Typically, molds are filled from above. The walls of the mold cavity must be smooth and clean; when pouring, care must be taken that the metal does not splash and splash onto the walls. The poured metal solidifies in the mold, after which the ingot is removed ("strip the ingot"). After the mold has cooled down, it is cleaned from the inside, sprayed with molding paint and used again. One mold allows you to get 70-100 ingots. For further processing by forging or rolling, the ingot is heated to a high temperature.
Cockili. These are closed metal casting molds with an internal cavity corresponding to the configuration of the product and a gating (casting) system, which are made by machining in a cast iron, bronze, aluminum or steel block. The chill mold consists of two or more parts, after connecting which there is only a small hole at the top for pouring molten metal. For the formation of internal cavities, plaster, sand, glass, metal or ceramic "rods" are placed in the chill mold. Chill casting is used to produce castings from alloys based on aluminum, copper, zinc, magnesium, tin and lead. Chill casting is used only in cases where it is required to obtain at least 1000 castings. The resource of the chill mold reaches several hundred thousand castings. The die goes into scrap when (due to gradual burnout from the molten metal) the surface quality of the castings begins to decrease unacceptably and the design tolerances for their dimensions cease to be adhered to.
Graphite and refractory molds. Such forms consist of two or more parts, when joined together, the required cavity is formed. The form can have a vertical, horizontal or inclined surface of the connector or be disassembled into separate blocks; this facilitates the removal of the casting. Once removed, the mold can be reassembled and used again. Graphite molds allow hundreds of casts, ceramic only a few. Graphite multiple molds can be made by machining graphite, while ceramic molds are easy to mold, so they are much cheaper than metal molds. Graphite and refractory molds can be used for re-casting in case of unsatisfactory chill casting. Refractory molds are made from porcelain clay (kaolin) and other highly refractory materials. In this case, models are used from easily machined metals or plastic. Powdered or granular refractory is kneaded with clay in water, the resulting mixture is molded and the mold blank is fired in the same way as bricks or dishes.
One-time forms. Sand casting molds have far fewer restrictions than any other. They are suitable for producing castings of any size, any configuration, from any alloy; they are the least demanding on the design of the product. Sand molds are made from a ductile refractory material (usually siliceous sand), giving it the desired configuration so that the poured metal after solidification retains this configuration and can be separated from the mold. The molding mixture is obtained by mixing sand with clay and organic binders on water in a special machine. When making a sand mold, an upper gating hole with a "bowl" for pouring metal and an internal gating system of channels for feeding the casting with molten metal during solidification are provided in it, since otherwise, due to shrinkage during solidification (typical of most metals), voids may form in the casting (shrinkage shells).
Shell forms. These forms are of two types: from a material with a low melting point (gypsum) and from a material with a high melting point (based on fine silica powder). A gypsum shell mold is made by mixing gypsum material with a binder (fast-setting polymer) in water to a fine consistency and revealing the casting model with such a mixture. After the mold material has hardened, it is cut, processed and dried, and then the two mold halves are "paired" and poured. This casting method is only suitable for non-ferrous metals. Lost wax casting. This casting method is used for precious metals, steel and other alloys with a high melting point. First, a mold is made to match the part to be cast. It is usually made of low-melting metal or (by machining) brass. Then, by filling the mold with paraffin, plastic or mercury (then frozen), a model for one casting is obtained. The model is lined with refractory material. The shell-shaped material is obtained from a fine refractory powder (for example, silica powder) and a liquid binder. The layer of refractory lining is compacted by vibration. After it hardens, the mold is heated, the wax or plastic model melts and the liquid flows out of the mold. Then the mold is fired to remove gases and, in a heated state, is poured with liquid metal, which flows by gravity, under compressed air pressure or under the action of centrifugal forces (in a centrifugal casting machine).
Ceramic molds. Ceramic molds are made from porcelain clay, sillimanite, mullite (aluminosilicates) or other highly refractory materials. In the manufacture of such forms, models are usually used from easy-to-handle metals or from plastic. Powdered or granular refractory materials are mixed with a liquid binder (ethyl silicate) to a gelatinous consistency. The mold just made is plastic so that the model can be removed from it without damaging the mold cavity. Then the mold is fired at a high temperature and poured with a melt of the desired metal - steel, hard brittle alloy, alloy based on rare metals, etc. This method allows you to make molds of any type and is suitable for both small-scale and large-scale production.
see also INDUSTRIAL CERAMICS.
LITERATURE
Yudkin V.S. Production and casting of non-ferrous metal alloys. M., 1967-1971 Bauman B.V. and others. Foundry. M., 1971 Stepanov Yu.A. and other technology of foundry production. M., 1983
Collier's Encyclopedia. - Open Society. 2000 .
See what "CASTING METAL" is in other dictionaries:
Forming metal materials by mechanical means without removing shavings. Along with shaping, pressure treatment can improve the quality and mechanical properties of the metal. Metal forming by pressure is carried out either in hot ... ... Collier's Encyclopedia
Obtaining castings by pouring usually molten materials (metals, rocks, etc.) into a casting mold. More than 50 types of metal casting are used ... Big Encyclopedic Dictionary
SAND CASTING, a method of casting metals and alloys in which molten metal is poured into a mold made of tightly packed sand. In order for the grains of sand to be tightly bound together, the sand is mixed with clay, water and ... ... Scientific and technical encyclopedic dictionary
crust casting- The process of making castings by pouring melt. metal under the influence of gravity. forces in one-time crustal forms from thermosetting. mixtures. L. in K. f. get practical castings. from any alloys: cast iron, steel, light and heavy colors. metals. Diverse ... ... Technical translator's guide
injection molding- production of castings, in which, on special machines, molten metal is poured into a reusable metal press. The form is filled with melt under the action of forces that exceed the forces ... ...
crust casting- the process of making castings by pouring molten metal under the action of gravitational forces into one-time crust molds from thermosetting mixtures. Casting in crust molds is used to produce castings from almost any alloys: cast iron, steel ... Encyclopedic Dictionary of Metallurgy
Casting- the technological process of making castings, which consists in filling the molds with molten material (casting alloy based on ferrous and non-ferrous metals, plastic, some rocks, slag) and further processing ... ... Encyclopedic Dictionary of Metallurgy
Casting is a technological process of making castings, which consists in filling a casting mold with molten material (casting alloy, plastic, some rocks) and further processing of the products obtained after solidification. ... ... Wikipedia
The process of obtaining products (castings) from decomp. melts (metals, rocks, ceramic materials, plastics, etc.) that take the shape of the mold cavity and retain it after solidification. In the foundry for the production of metal. ... ... Big Encyclopedic Polytechnic Dictionary
CASTING- the process of obtaining products (castings) from various materials (metals, rocks, etc.). In the foundry industry, more than 50 types of casting are used to obtain metal castings. Casting is one of the economical ways to obtain ... ... Metallurgical Dictionary
Books
- The technology of arts and crafts. Basics of design. Artistic casting, M.P. Ermakov, The textbook, which is the first of its kind in the CIS countries and abroad, sets out the foundations of the design of artistic casting of products. Foundry technology evolution ... Category:
According to various estimates, casting technologies are used to produce more parts and blanks. There is more than one type of foundry technology that allows you to get blanks of different shapes, sizes, accuracy and made from different materials.

There are the simplest technologies for producing blanks, for example, sand casting and rather complex ones, in particular, especially special precision (precision).
It allows you to create parts that do not require further mechanical or any other processing.
Types of special casting
Casting metal into sand (earth) is associated with certain difficulties, in particular, such a production requires a large turnover of the molding material. In addition, the use of such a casting method does not always lead to obtaining billets of the required quality.
The development of metallurgical science has led to the emergence of new, special methods of casting metals.
Special methods include - pouring metal into molds made of metal, casting into molds made in the form of shells, casting under the influence of centrifugal force, and some others.
The main advantage of the aforementioned special casting methods is that metallurgists began to obtain high-quality parts, reduced the number of substandard products, and raised production productivity. Of course, the special casting methods put into operation have a positive effect on improving the working conditions of workers and engineers.
Let's take a closer look at some of these special methods.
Die casting
Pouring into molds made of metal. The essence of this special method is that castings are obtained by pouring melt into metal molds. Such forms are called chill molds. They are made in two versions - detachable and one-piece. The former consist of several parts; these molds are used to produce castings of complex shapes. One-piece molds are used for the production of simple castings, etc.
For metal molds, cast iron of the SCh grade or alloyed steel alloys are used. The durability of the chill mold is directly influenced by the materials, the dimensions of the casting and, of course, the chill mold.

Engineers have developed and are successfully using in practice special methods of extending the operating time of the die and improving the quality of castings. For this, special compounds are applied to the working surface of the mold, forming a coating that is resistant to temperature effects from the side of the melt. These materials are applied either with a spray gun or with an ordinary brush. For cast iron, the cladding must be applied several times per shift. The paint is applied immediately before pouring the cladding.

To obtain internal cavities, rods made of steel grades U7 and its analogues are used. In addition to rods made of steel, products made of special sand are also used.
Special casting of this type can only be performed on a heated tooling. The working temperature of the chill mold should be between 200 and 300 degrees Celsius. Heating the mold will reduce the effect of thermal shock, and during casting, there will be no ejection of the melt, which can occur when it enters a cold chill mold.
Chill casting is used for the manufacture of castings from non-ferrous alloys.
Serial and mass production of castings is carried out on equipment that independently, without human intervention, service the casting molds, mount and dismantle rods, and take out the castings. Casting with the use of mechanized equipment makes it possible to increase productivity in production several times.
Meanwhile, chill casting has a number of disadvantages. In particular, it takes a lot of time to make molds, there are technological difficulties in obtaining castings with thin walls, and several others.
This special casting method implies that the castings are obtained in disposable molds, which are obtained by melting models made of low-melting materials, on the surface of which refractory coatings are applied.
This casting method is effective in the production of small parts with complex shapes. Moreover, this method is suitable for working with any metals. It is used to obtain castings of complex configuration with thin walls.

For the production of models, paraffin, wax, etc. are used. Most often, a mixture of paraffin and stearin is used. For the manufacture of models, the resulting composition is pressed into molds made of metal. In addition, it is possible to use manual syringes.
In this type of production, making castings for a single part does not make sense. Therefore, such models are assembled into blocks with one common riser. Feeders (gating runs) are used to connect the models. The use of such structures increases the efficiency of labor, in addition, the use of a single one leads to material savings.
The refractory shell is formed by dipping a block with models into a bath filled with a coating made with the use of ceramics. After dipping, the blocks are sprinkled with quartz sand and sent to dry, which lasts from 4 to 5 hours. Models are melted in a bath with water heated to a temperature of 70 - 85 degrees. This approach implies that this composition will be returned to re-production in almost full volume.
Forms coated with the composition are calcined at 900 - 950 degrees.
The molten metal is poured immediately after calcination. Centrifugal pouring is often used. As it cools, the shell cracks and is removed by vibration.
The resulting castings are sent to the mechanical shop to remove sprues and flash.
Special casting according to models is used for the production of parts with increased accuracy; when using it, the quality of castings is significantly increased. But, the whole casting process of this type is quite rightly considered long and complicated. This affects the cost of the work performed.
Castings can be obtained using shells with a wall thickness of 8 - 15 mm. For their manufacture, special compositions are used, which harden under the influence of heat from models and rods.

Quartz sand is used as the material for the mold. It plays the role of a filler and resin as a binder. This mixture is applied to the plate with the model installed on it. Before applying the model mixture, it is necessary to cover the model or with an emulsion based on silicone. The result will be a shell model.
This type of technology is used for the production of castings weighing 12 - 15 kg. The obvious advantages of this technology include the quality of the castings produced, but at the same time, these forms are distinguished by their high cost. This is due to the fact that expensive chemicals are used in their production.
By the way, casting into thin-walled disposable molds is a variation of this metal pouring technology.
Special types of casting are unlimited topics with the methods given above. With the centrifugal method of special casting, the melt fills the mold under the influence of centrifugal forces. They arise when the mold rotates around an axis that can be vertically, horizontally or at an angle to the horizontal.

With this casting method, the inner surface of the casting is formed without coming into contact with the working surface of the mold, and therefore it is called free.
This special technology assumes that the molds are made of metal. Before pouring the melt, it must be heated to a temperature of 250 - 350 degrees, then a refractory coating is applied to the working surfaces. The use of centrifugal processing of the melt makes it possible to obtain the density of the cast metal, the absence of voids and cavities in the body of the obtained part. Under the influence of centrifugal forces.
Centrifugal melt processing allows the production of the following types of parts:
- bushings;
- drums;
- rotor housings and much more.
Centrifugal casting allows for high metal density, no cavities.
As a result, the parts have increased wear resistance. In addition, centrifugal forces displace foreign inclusions and slags from the melt.
Shell or shell casting
Among the special types of casting, there is one - shell. It is used when working with both non-ferrous and ferrous metals. Casting is performed in shell (crust) molds made of a mixture of quartz sand and bakelite resin, mixed in a ratio of 90 to 10. Bakelite resin is polymerized at a temperature of 300 - 350 degrees.

The mixture is applied to the surface of the model, which has been preheated to 220 degrees. The resin melts, binds the grains of sand together. As a result, a crust 5 - 7 mm thick forms on the surface of the model. The mixture hardens when the model is heated to a temperature of 350 degrees. Then, using various devices, the mold is removed from the model.
The main advantage of this type of mold is the reduction of allowances and high precision of the resulting castings.
Precision casting
Precision casting is a special way of producing extremely precise castings.

Previously, this method was called investment casting. To perform work on this technology, various substances are used that give the molten metal a number of properties that allow it to accurately fill the mold.
In addition, to perform special casting, molds made of metal and made with increased requirements for accuracy are used.
Embossing, shoeing, cleaning and casting control
After the completion of the special casting process and the cooling of the blanks to an acceptable temperature, it is removed from the mold and, if necessary, sent for cleaning it from sprues, bursts, etc. In addition, quality control of the parts obtained is carried out.
The main document on the basis of which the quality control of the received product is carried out is a working drawing.

In addition, employees of the technical control service must be guided by the requirements of GOST, OST, STP and other regulatory documents, one way or another, related to metal casting.
The development of mass production of castings led to the improvement of known and the development of new special casting methods. The foundry is faced with the task of obtaining castings with the maximum approximation of their shape and size to the shape and size of the finished part, while the most time-consuming machining operation should be limited only to finishing and grinding. This can be achieved by improving and introducing special, more accurate casting methods such as die casting, die casting, centrifugal casting, investment casting, shell casting, etc.
In the production of precision castings in single molds, machining of castings is excluded or reduced. Such casting methods include casting in shell molds, according to investment patterns, casting in plaster and glass molds, and casting according to expanded polystyrene models.
In semi-permanent forms (from chamotte, cermets, graphite), without their destruction, you can get several tens and even hundreds of castings.
Several thousand castings with high precision dimensions can be made in a metal mold. Metal casting includes chill casting, centrifugal casting, injection molding and dr.
5.1.1. Sand casting.
For the manufacture of large-sized parts of complex shape, with small-scale and one-off production, sand casting is used. Figure 4.1 shows an example of a sequence for making a casting, valve body, into a sand mold. According to the drawing, the details develop a drawing of the casting Fig.1a. In the model shop, a model is made of wood or metal, consisting of two or more parts, depending on the design features of the part, ensuring its extraction from the molding mixture. The model simulates the outer contours of the part and the bar seats (signs 1), with which the bar is fixed in the mold. In the molding shop, one half of the model is placed on a model plate, with the lower one fixed to it. molding box 4 molds.
The flask is a rectangular box and is part of the casting mold. The flask, with the model inside, is filled with molding sand and compacted. I remove the flask from the slab, turn it over 180 0 Fig.5.1.c and install the second half of the model with the gating system 2, as well as the upper flask 3. Upper flask 3,
Figure 5.1 pour molding sand and compact it.
In the core box of Figure 5.1d, a rod of Figure 5.1d is made, imitating the inner cavity of the cast blank and the shape
sign, i.e. the place of its fixation in the form. A core mixture is used as a material, from which the core is formed.
The upper flask is removed, the model of the part and the gating system is removed from both halves of the mold, trying not to violate the integrity of the molded mixture. The rod 6 of Fig. 5.1.f is installed in the lower floor of the mold and closed with the upper half of the mold. The cavity formed between the core and the molding mixture of the upper and lower semi-molds is filled with molten metal through the gating system.
Figure 5.2
After the metal has solidified, the mold is disassembled and the casting is removed. The cast billet is cleaned of the molding mixture, the rods are knocked out, the sprues are cut off and cleaned. The form can consist of two or several flasks. Figure 5.2. shows the forms for obtaining a cast billet of a pulley. The formation of the outer contours of the part is carried out in the following sequence.
The lower part of the workpiece is molded in the lower flask 3, which
installed on a model plate. A model is fixed on the model plate, which simulates the casting to the plane of the flasks separation. A filling frame is installed on the flask and the flask is filled with molding sand. The molding mixture is compacted by pressing, shaking or using special machines, sand-throwing or sand-shooting.
After molding, the flask is carefully removed from the model plate and turned over 180 °. The model must have such a shape that the destruction of the molding sand does not occur when the model is removed from the flask, i.e. the necessary slopes are provided. Set the model of the bushing 4, the riser 6, the riser 5 Fig.5.2.a and form the upper half of the mold.
After the molding sand is compacted, the upper mold is removed, the riser model, the riser is removed from it, and the casting model from the lower one. Before assembling the mold halves, rods 1 and 2 are installed, which serve to form a central hole and an annular recess in the casting. The rods are made from special molding mixtures that provide high gas permeability, strength, and non-stickiness.
In a one-off production, the same part can be made in three flasks, the separation planes of which run along the end surfaces of the pulley. With this molding, the production of one of the rods is excluded. The model of the sleeve 4 and the flange 8 is made detachable so that they can be removed from the molding mixture during the disassembly of the flask and the extraction of the model. The middle flask 10 provides for the manufacture of an annular recess of the pulley.
5.1.2. Casting into metal molds.
Casting in metal molds (chill mold) has advantages over casting in sand molds: the cost of the casting process and the labor intensity of machining cast billets are reduced; the mechanical properties of alloys and labor productivity increase. This method is used mainly in
serial and large-scale production. The disadvantage of this method is the high labor intensity of manufacturing a metal mold.
Figure 5.3 shows the construction of a chill mold, consisting of two halves (1 and 4). The working cavity (10) simulates the outer contours of the cast billet, while the sand rods (5) simulate the inner cavities and holes.
Similarly, as in sand molds, channels are provided for the gating system (8) in the chill mold, holes for removing gases. To coordinate the two halves of the chill mold relative to each other, pins (15 and 3) are installed, which enter the guide holes of the second chill half. The resulting cast billet is pushed out of the chill mold Figure 5.3 pushers through the holes (9). On the working table, the chill mold is attached with tides (7). The die can withstand a larger number of castings, depending on the temperature of the cast alloy. The design of the cast part should have a relatively simple shape that allows the separation of the two halves of the chill mold after solidification of the metal of the cast billet. Otherwise, it is necessary to provide a place in the chill mold for the installation of additional sand rods that form a complex surface.
5.1.3. ... Lost wax casting.
This method makes it possible to obtain castings according to one-off patterns (lost wax, burned out, soluble) in multilayer, one-piece, refractory molds. Parts obtained by this method may not require subsequent mechanical processing, have a very complex configuration and high surface quality. The method is quite laborious and it is advisable to use it in the manufacture of parts with complex and time-consuming machining, when using difficult-to-machine materials. The essence of the method is as follows. To obtain a model according to the casting drawing Fig.5.4a, a metal or plastic mold Fig.5.4.b is made, as a rule, split, with channels for the gating system. Melted in a furnace Fig.5.4 in a low-melting alloy, consisting of 50% paraffin and 50% stearin, is poured into a mold Fig.5.4 g .
Figure 5.4.
The hardened model Fig.4.4.d is removed from the mold and assembled into a block Fig.5.4f consisting of several models connected by a common gating system.
The assembled block is immersed in a refractory slurry, sprinkled with dry sand and air dried
The operation is repeated several times until a shape is obtained with a thickness of 5-8 mm. Fig. 5.4.g. The paraffin model, from the obtained block, is melted with hot air at 120-150 0 С, steam or hot water. The mold obtained in this way is calcined, during which it turns into a durable ceramic shell. Figure 5.4. the technological sequence of making a casting mold is presented.
The mold is poured with molten metal Fig.5.4.h and after the casting has hardened, they knock it out of the mold, destroying the ceramic shell. For complete cleaning from the ceramic mold, the castings are treated with an alkaline solution and washed in hot water.
 The general director of dace group llc smbat harutyunyan, the prison trade house
The general director of dace group llc smbat harutyunyan, the prison trade house Yakunin left, Rabinovich stayed
Yakunin left, Rabinovich stayed Rabinovich mikhail daniilovich
Rabinovich mikhail daniilovich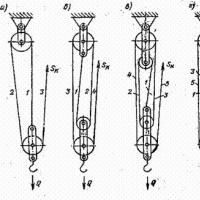 Lifting loads without special equipment - how to calculate and make a chain hoist with your own hands
Lifting loads without special equipment - how to calculate and make a chain hoist with your own hands New details about Dimona's "charity" empire
New details about Dimona's "charity" empire Principal Buyer
Principal Buyer Edward cypherin biography. New Russian. How Eduard Shifrin, having earned $ 1 billion from Ukrainian steel, got involved in development in Russia. Eduard Shifrin and withdrawal of money
Edward cypherin biography. New Russian. How Eduard Shifrin, having earned $ 1 billion from Ukrainian steel, got involved in development in Russia. Eduard Shifrin and withdrawal of money