Standart gost yordamida po'latlarning xarakteristikasi. Ayrim otu guruhlari uchun normativ hujjatlar. Metallografik tahlil
1. Po'latlarning umumiy tavsifi
2. Belgilash, dekodlash, xossalari, issiqlik bilan ishlov berish va ko'lami
2.1 Uglerodli konstruktiv po'latlar
2.2 Erkin chiqib ketish po'latlari
2.3 Strukturaviy past qotishma po'latlar
2.4 Strukturaviy korpus bilan qattiqlashtirilgan po'latlar
2.5 Strukturaviy temperli po'latlar
2.6 Bahor po'latlari
2.7 Bilyali rulmanlar
2.8 Aşınmaya bardoshli po'latlar
2.9 Korroziyaga chidamli po'latlar
2.10 Issiqlikka bardoshli po'lat va qotishmalar
1. Po'latlarning umumiy tavsifi
Uglerod miqdori 2,14% gacha bo'lgan temir-qotishmalar po'lat deb ataladi. Chelik tarkibida temir va ugleroddan tashqari foydali va zararli aralashmalar bor.
Chelik - metall buyumlar, samolyotlar, asboblar, turli asboblar va qurilish konstruksiyalarini ishlab chiqarishda keng qo'llaniladi. Cheliklarning keng qo'llanilishi mexanik, fizik -kimyoviy va texnologik xususiyatlar kompleksi bilan bog'liq. Keng tarqalgan po'lat ishlab chiqarish usullari X asrning o'rtalarida kashf etilganIXv. Shu bilan birga, temir va uning qotishmalarini birinchi metalografik tadqiqotlar o'tkazildi.
Chelik yuqori qattiqlikni etarlicha statik va tsiklik kuch bilan birlashtiradi. Bu parametrlarni uglerod, qotishma elementlari va termal va kimyoviy-termik ishlov berish texnologiyalarining kontsentratsiyasini o'zgartirish orqali keng doirada o'zgartirish mumkin. Kimyoviy tarkibini o'zgartirib, har xil xususiyatlarga ega bo'lgan po'latlarni olish va ularni texnologiya va xalq xo'jaligining ko'p tarmoqlarida qo'llash mumkin.
Uglerodli po'latlar uglerod tarkibiga, maqsadiga, sifatiga, oksidlanish darajasiga va muvozanat holatidagi tuzilishiga ko'ra tasniflanadi.
Maqsadiga ko'ra, po'latlar konstruktiv va instrumental bo'linadi. Strukturaviy po'latlar qurilish konstruktsiyalari, mashina qismlari va qurilmalarini ishlab chiqarishga mo'ljallangan eng keng guruhdir. Bu po'latlarga korpusli qotib qolgan, takomillashtirilgan, mustahkamligi yuqori va bahor-bahorli po'latlar kiradi. Asbob po'latlari kesish, o'lchash asboblari, sovuq va issiq qoliplarga bo'linadi (200 tagacha) 0 C) deformatsiya.
Po'lat sifatiga ko'ra, ular oddiy sifatga, yuqori sifatli, yuqori sifatga bo'linadi. Po'latning sifati deganda uni ishlab chiqarishning metallurgiya jarayoni bilan belgilanadigan xususiyatlar majmui tushuniladi. Oddiy sifatli po'latlar faqat uglerodli (0,5% S gacha), yuqori sifatli va sifatli - uglerodli va qotishma.
Oksidlanish darajasiga va qotish xususiyatiga ko'ra, po'latlar tinch, yarim sokin va qaynab turganlarga bo'linadi. Deoksidlanish - bu issiq deformatsiyalanish paytida po'latning mo'rt sinishini oldini olish uchun o'tkaziladigan suyuq metaldan kislorodni olib tashlash jarayoni.
Yarim sokin po'latlar, deoksidlanish darajasi bo'yicha, tinch va qaynab turganlar orasida oraliq pozitsiyani egallaydi.
Po'latlar muvozanat holatiga ko'ra quyidagilarga bo'linadi: 1) gipoeutektoid, tarkibida ferrit va perlit bor; 2) evtektoid, tuzilishi perlitdan iborat; 3) tuzilishida perlit va ikkilamchi sementit bo'lgan giperevtektoid.
2. Belgilash, dekodlash, xossalari, issiqlik bilan ishlov berish va ko'lami.
2.1 Uglerodli konstruktiv po'latlar
Oddiy sifatli po'latlar haddelenmiş mahsulotlar shaklida (tayoqlar, nurlar, choyshablar, burchaklar, quvurlar, kanallar va boshqalar) normallashgan holda ishlab chiqariladi va xususiyatlari va murakkabligiga qarab guruhlarga bo'linadi: A, B, C.
Po'latlar St harflarining kombinatsiyasi bilan belgilanadi va ulardagi uglerod miqdori o'rtacha emas, balki sinf raqamini ko'rsatadi (0 dan 6 gacha), lekin ularning soni ortishi bilan po'latdagi uglerod miqdori oshadi. B va C guruhlarining po'latlari markaning oldida B va C harflari bor, bu ularning ushbu guruhlarga tegishli ekanligini ko'rsatadi. A guruhi po'lat navini belgilashda ko'rsatilmagan. Dezoksidlanish darajasi indekslar qo'shilishi bilan ko'rsatiladi: sokin po'latlarda - "cn", yarim sokin - "ps", qaynash - "kp", normallashtirilgan xususiyatlar toifasi (1 -toifadan tashqari) a bilan belgilanadi. keyingi raqam. Tinch va yarim tinch po'latlar St1 - St6, qaynab turgan - St1 - St4 uch guruhdan ishlab chiqariladi. Chelik St0 deoksidlanish darajasiga ko'ra bo'linmaydi.
A guruhli po'latlar issiq ishlov berilmagan mahsulotlar uchun ishlatiladi. Bunday holda, ular standart tomonidan kafolatlangan normalizatsiya tuzilishi va mexanik xususiyatlarini saqlab qoladilar.
St3 po'lat po'lat bosimli ishlov berish va payvandlashsiz etkazib beriladi. Metall konstruktsiyalarni ishlab chiqarishda qurilishda keng qo'llaniladi.
B guruhi po'latlari dastlabki tuzilishi va mexanik xususiyatlari saqlanmagan issiq ishlov berish (zarb, payvandlash va ba'zi hollarda issiqlik bilan ishlov berish) yordamida ishlab chiqarilgan mahsulotlar uchun ishlatiladi. Bunday qismlar uchun kimyoviy tarkibi haqidagi ma'lumotlar muhim, bu issiq ish rejimini aniqlash uchun zarur.
C guruhining po'latlari A va B guruhidagi po'latlarga qaraganda qimmatroq, ular muhim qismlar uchun ishlatiladi (payvandlangan konstruktsiyalar ishlab chiqarish uchun).
Oddiy sifatli uglerodli po'latlar (har uch guruhda) har xil metall konstruktsiyalarni, shuningdek mashinalar va asboblarning engil yuklangan qismlarini ishlab chiqarishga mo'ljallangan. Ushbu po'latlar qismlar va konstruktsiyalarning ishlashi qattiqlik bilan ta'minlanganda ishlatiladi. Umumiy sifatli uglerodli po'latlar qurilishda temir -beton konstruktsiyalar ishlab chiqarishda keng qo'llaniladi. Payvandlash va sovuq bilan ishlay olish qobiliyati 1 va 4-sonli B va S guruhli po'latlarga to'g'ri keladi, shuning uchun ulardan payvandlangan trusslar, har xil ramkalar va qurilish metall konstruktsiyalari, shuningdek, mahkamlagichlar, ularning ba'zilari karburlangan.
O'rta uglerodli 5 va 6 raqamli po'latlar yuqori kuchga ega bo'lib, relslar, temir yo'l g'ildiraklari, shuningdek vallar, kasnaklar, tishli va ko'taruvchi va qishloq xo'jaligi mashinalarining boshqa qismlari uchun mo'ljallangan. B va C guruhli bu po'latlarning ayrim qismlari issiqlik bilan ishlov berishdan o'tib, qattiqlashadi, so'ng yuqori temperaturali bo'ladi.
Mashinasozlikda yuqori sifatli uglerodli po'latlar har xil, ko'pincha mas'uliyatsiz maqsadlar uchun qismlar ishlab chiqarish uchun ishlatiladi va ancha arzon materialdir. Bu po'latlar sanoatga kafolatlangan kimyoviy tarkibi va mexanik xususiyatlariga ega bo'lgan turli maqsadlar uchun prokat, zarb, profil ko'rinishida etkazib beriladi.
Mashinasozlikda GOST 1050-74 bo'yicha etkazib berilgan yuqori sifatli uglerodli po'latdan foydalaniladi. Bu po'lat ikki raqamli 05, 08, 10, 15, 20, ..., 75, 80, 85 raqamlari bilan belgilanadi, bu uglerodning o'rtacha tarkibini foizlarning yuzdan bir qismida ko'rsatadi.
Uglerodli po'latlarga, shuningdek, 15G, 20G, 25G, ..., 70G markali yuqori marganetsli (0,7-1,0%) po'latlar kiradi, ular qattiqlashuvchanligi oshadi.
Tinch po'latlar indekssiz, yarim tinch va qaynab turgan holda - "ps" va "kp" indekslari bilan belgilanadi. Qaynayotgan po'latlar 05kp, 08kp, 10kp, 15kp, 20kp, yarim sokin - 08ps, 10ps, 15ps, 20ps sinflarida ishlab chiqariladi.
Yuqori sifatli po'latlar mashinasozlik va asbobsozlik sanoatida keng qo'llaniladi, chunki ular tarkibida uglerod miqdori har xil bo'lishi va shunga mos ravishda issiqlik bilan ishlov berish natijasida mexanik va texnologik xususiyatlarning keng doirasini olish mumkin.
Kam uglerodli po'latlar 05kp, 08kp, 10kp, 15kp, 20kp sovuq holatida past kuch va yuqori egiluvchanlik bilan ajralib turadi. Bu po'latlar, asosan, yupqa qatlam shaklida ishlab chiqariladi va tavlash yoki normalizatsiya qilishdan so'ng, sovuq shaklni chuqur tortish uchun ishlatiladi. Ularni uglerod miqdori pastligi va kremniy tarkibining pastligi tufayli shtamplash oson, bu ularni juda yumshoq qiladi. Ulardan avtomobilsozlik sanoatida murakkab shaklli qismlarni yasashda foydalanish mumkin. Ushbu po'latdan yasalgan varaqdan chuqur chizish qutilar, emallangan idishlar va boshqa sanoat mahsulotlarini ishlab chiqarishda qo'llaniladi.
Tinchlangan 08, 10 po'latlari tavlangan holatda past quvvatli tuzilmalar - idishlar, quvurlar va boshqalar uchun ishlatiladi.
10, 15, 20 va 25-chi po'latlar ham past uglerodli po'latdir, ular egiluvchan, payvandlangan va yaxshi muhrlangan. Normallashtirilgan holatda ular asosan mahkamlagichlar uchun ishlatiladi - rulolar, o'qlar va boshqalar.
Bu po'latlarning sirt mustahkamligini oshirish uchun ular tsementlanadi (sirtini uglerod bilan to'yingan) va mayda qismlarga, masalan, yengil yuklangan tishli vintlardek, kamar va boshqalar uchun ishlatiladi.
O'rtacha uglerodli po'latlar 30, 35, 40, 45, 50 va shunga o'xshash po'latlar normal holatida 30G, 40G va 50G marganets tarkibiga ega bo'lsa, mustahkamligi oshadi, lekin shunga mos ravishda pastroq chidamlilik va egiluvchanlik. Ushbu po'latdan yasalgan qismlarning ishlash sharoitlariga qarab, ularga har xil issiqlik bilan ishlov berish qo'llaniladi: normallashtirish, takomillashtirish, past temperli söndürme, yuqori chastotali tok qotishi va boshqalar.
O'rta uglerodli po'latdan kichik vallar, tutashtirgichlar, tishli va tsiklik yuklar ostida detallar yasash uchun foydalaniladi. Katta kesimdagi katta qismlarda, qotib qolishning yomonligi tufayli mexanik xossalari sezilarli darajada kamayadi.
Yuqori uglerodli po'latlar 60, 65, 70, 75, 80 va 85, shuningdek tarkibida 60G, 65G va 70G bo'lgan marganets asosan buloqlar, buloqlar, yuqori quvvatli simlar va boshqa mahsulotlar ishlab chiqarish uchun ishlatiladi. yuqori elastiklik va aşınma qarshilik. Ular so'ndirilgan va o'rtacha temperatura bilan troostit tuzilishga ega bo'lib, ular qoniqarli qattiqlik va yaxshi charchoq kuchi bilan birlashtirilgan.
GOST 14098-91 dan ko'chirma
Temir -beton konstruktsiyalarining mustahkamlangan va ko'milgan mahsulotlarining payvandlangan bo'g'inlari. Turlari, o'lchamlari va dizaynlari.
Rossiya Federatsiyasining davlat standartlari ro'yxati
SHARTLAR VA TUSHUVLAR
Hammomni payvandlash- tayanch tayoqlarining uchlari erishi asosan erigan metall hammomining isishi natijasida sodir bo'ladi.
Hammomni mexanizatsiyalashgan payvandlash- Vannani payvandlash jarayoni, unda to'ldiruvchi sim avtomatik ravishda payvandlash zonasiga o'tkaziladi va yoyi yoki ushlagichi qo'lda boshqariladi.
Hammomda bitta elektrodli payvandlash- Hammomni payvandlash jarayoni, bunda bitta (tayoq) elektrod shaklidagi elektrod materiallari payvandlash zonasiga qo'lda beriladi.
Arc mexanizatsiyalashgan oqimli yadroli payvandlash- payvandlash jarayoni, unda elektrodli material o'z navbatida payvandlash zonasiga avtomatik ravishda o'tkaziladi.
Inventarizatsiya shakli- Qayta ishlatiladigan qurilma (mis, grafit), bu vannada payvandlash jarayonida yotqizilgan metallning hosil bo'lishini va payvandlashdan keyin oson chiqarilishini ta'minlaydi.
Po'latdan yasalgan qavs- bo'g'inning ajralmas qismi bo'lgan va bo'g'inning strukturadagi ishlashi paytida yukning bir qismini oladigan payvandlangan tikuv hosil bo'lishini ta'minlovchi yordamchi element.
Xoch shaklidagi aloqa- chorrahada payvandlangan rodlarning ulanishi
Xochsimon birikmalardagi tayoqlarning tortilishi (l, mm)- plastmassa holatga qarshilik payvandlash paytida qizdirilgan sohada bir -birining ichiga novdalar tushishining kattaligi
Birlashtirilgan yuk ko'taruvchi va shakllantiruvchi elementlar-Qolgan po'latdan yasalgan yarim astar va mis yarim qolipdan iborat elementlar
To'ldiruvchi metallsiz suv osti boshq mexaniklashtirilgan suv ostida payvandlash- butun payvandlash tsikli oldindan belgilangan avtomatik rejimda bajariladigan jarayon
Kichik mexanizatsiyalashgan suv osti kamonli qo'lda, plomba metallsiz- yordamchi operatsiyalar qisman mexanizatsiyalanadigan va payvandlashning butun tsikli qo'lda bajariladigan jarayon
ULANGAN ULANISHLARNING ISHLASHINI BAHOLASH
Birlashma va payvandlash usuli, po'lat navi va mustahkamlash diametri, shuningdek ish (ishlab chiqarish) haroratiga qarab, payvandlangan bo'g'inlar ishining (mustahkamligi, egiluvchanligi, zarba kuchi, metalografik omillar va boshqalar) ko'rsatkichlari bo'yicha har tomonlama baholash. Statik yuklar jadvalda keltirilgan ... 31. Takroriy yuklar ostida ishlashni baholaganda, statik yuklar ostida qabul qilingan qiymatlar bilan taqqoslaganda ballar qiymatlari taxminan bittaga kamaytirilishi kerak. Bunday holda, siz turli maqsadlar uchun binolar va inshootlar uchun temir -beton konstruktsiyalarni loyihalash uchun me'yoriy hujjatlardan qo'shimcha ravishda foydalanishingiz kerak.
Armaturaning payvandlangan bo'g'inlari uchun ballar armatura va ko'milgan mahsulotlarni tartibga solinadigan ishlab chiqarish texnologiyasiga muvofiqligi asosida belgilanadi.
Issiq haddelenmiş po'latdan payvandlangan bo'g'inlar uchun:
5 - asosiy metallga teng kuch va plastmassaning yo'q qilinishi kafolatlanadi;
4 - payvand choki GOST 5781 talablariga po'lat uchun dastlabki holatiga javob beradi;
3 - payvand choki payvandlangan bo'g'inlar uchun GOST 10922 talablariga javob beradi.
Termomekanik qotib qolgan mustahkamlovchi po'latdan payvandlangan bo'g'inlar uchun;
5 - payvandlangan bo'g'in dastlabki holatdagi po'lat uchun GOST 10884 talablariga javob beradi va plastmassa sinishi bilan tavsiflanadi;
4 - payvand chokining maksimal tortishish kuchi GOST 10884da ko'rsatilganidan 5%gacha past bo'lishi mumkin;
3 - payvand chokining tortishish kuchi GOST 10884da ko'rsatilganidan 10%gacha past bo'lishi mumkin.
GOST 14098-91 dan ko'chirma



Eslatmalar:
1. StZsp va StZps markali AI sinfidagi barcha turdagi payvandlangan bo'g'inlarning ish sifatlari A-II, ShGT va AI sinfining, StZkp sinfidagi A sinfini mustahkamlash kabi baholanishi kerak. -II, St5sp va St5ps baholari.
2. Vr-I va Vr-600 sinfli simli armaturalarning xoch shaklidagi ulanishlarining ekspluatatsion sifatlari po'latning kimyoviy tarkibi uchun talablar yo'qligi sababli ushbu ilova bilan tartibga solinmagan. Bunday ulanishlar uchun sifat talablari GOST 10922 da keltirilgan.
3. 10GT A-II toifali armatura minus 70gr.S gacha bo'lgan haroratgacha ishlatilishi mumkin.
4. At-VCK sinf armaturasining payvandlangan bo'g'inlari minus 40 g gacha bo'lgan haroratda At-V sinf armaturasidan bo'g'inlarga qaraganda bir pog'ona past baholanadi.
5. C16-Mo, C18-Mo va H4-Ka payvand choklari bir guruhda sanab o'tilgan birikmalardan bir ball past baholanadi.
6. ND, TH va NTS harflari mos ravishda ulanishlardan foydalanishga yo'l qo'yilmasligini, ulanishlarning texnologik jihatdan amaliy emasligini va ulardan foydalanish amaliy bo'lmagan ulanishlarni bildiradi.
Payvand chokining belgisi quyidagi tuzilishga ega:

22 -jadval
Olchamlari mm

Eslatma. At-ShS sinfidagi armaturalardan yasalgan T2 tipli ulanishlarni diametri 14 mm gacha bajarishga ruxsat beriladi.
23 -jadval
Olchamlari mm

11 -jadval
Olchamlari mm

Eslatmalar:
1. dn = 20-25mm s = 6mm uchun, dn = 28-40mm s = 8mm uchun.
2. 2 -jadvalga qarang. to'qqiz.
12 -jadval

Eslatmalar:
1. A-IV, A-V, A-VI, At-VCK, At-V sinflarni mustahkamlash bo'g'inlari shashka taxtasi naqshini tikib, aralash qoplamalar bilan bajarilishi kerak.
2. Payvandlashni o'z-o'zidan himoyalangan oqimli yadroli simlar bilan va karbonat angidridda (CO2) ishlatishga ruxsat beriladi; ikkinchisi, A-II va At-IIIC sinfidagi po'latdan tashqari.
3. A-I, A-II va A-III sinflarga qo'shilish uchun 4 rf uzunlikdagi ikki tomonlama tikuvlarga ruxsat beriladi.
4. At-V sinfidagi armatura ulanishlariga faqat 20GS markali po'latdan ruxsat beriladi.
13 -jadval

14 -jadval

Eslatmalar:
I. A-I va A-II (10GT po'latdan yasalgan) sinflarni mustahkamlovchi bo'g'inlar uchun uzunligi 4dn bo'lgan ikki tomonlama tikuvlarga ruxsat beriladi.
1. Payvandlashni o'z-o'zidan himoyalangan oqimli yadroli simlar bilan va karbonat angidridda (CO2) ishlatishga ruxsat beriladi; ikkinchisi, A-II va At-IIIC sinflarini mustahkamlashdan tashqari (St5 po'latdan yasalgan).
2 -jadval

Eslatmalar:
1. Berilganlarga mos kelmaydigan d "n / dn qiymatlari jadvalda ko'rsatilgan eng yaqin qiymatga yaxlitlanishi kerak.
2. K-Kt tipidagi bo'g'inlarda diametri 10-32 mm bo'lgan At-IVK va At-V sinf armaturalaridan kichik diametrli novdalar Vr-1, A- sinfli armaturalardan yasalishi kerak. 1, A-II va A-III.
-------------
Bundan buyon Ac-II va Ac-III toifali maxsus armatura bo'g'inlarining o'lchamlari A-II va A-III sinflarniki bilan bir xil bo'ladi.
3 -jadval

Eslatma. KZ-Rr bo'g'inlarida yakuniy kesish qarshiligining qiymati standartlashtirilmagan. Ishchi tayoqlarning kuchlanishida bu bo'g'inlarning ishlash xususiyatlari 2 -ilovada keltirilgan.
4 -jadval
Olchamlari mm

Eslatmalar:
1. A-IV sinf armatura, 80C po'latdan tashqari.
2. At-V sinfidagi armatura faqat mahalliy issiqlik bilan ishlov berish yordamida.
3. d "n / dn nisbati uchun
5 -jadval
Olchamlari mm

Jadvaldagi 1, 2 -eslatmalarni ko'ring. 4.
Rossiya Federatsiyasining davlat standartlari
I. Payvandlash jarayonlari
1. GOST 2601-84 Metalllarni payvandlash. Asosiy tushunchalarning atamalari va ta'riflari.
2. GOST 11969-79 termoyadroviy payvandlash. Asosiy qoidalar va ularning belgilanishi.
3. GOST 19521-74 Metalllarni payvandlash. Tasniflash.
4. GOST 23870-79 Cheliklarning payvandlanishi. Asosiy metalga termoyadroviy payvandlash ta'sirini baholash usullari.
II. Payvandlash materiallari
5. Kam uglerodli konstruktiv po'latlarni boshq manbai uchun GOST 5.1215-72 ANO-4 metall elektrodlari.
6. GOST 2246-70 Chelik payvandlash paychalarining. Texnik shartlar.
7. GOST 7871-75 Alyuminiy va alyuminiy qotishmalaridan payvandlash paychalarining. Texnik shartlar.
8. GOST 9466-75 Cheliklarni qo'lda payvandlash va sirtini qoplash uchun qoplangan metall elektrodlar. Tasniflash va umumiy tavsiflar.
9. GOST 10051-75 Maxsus xususiyatlarga ega sirt qatlamlarini qo'lda yoy bilan qoplash uchun qoplangan metall elektrodlar. Turlari.
10. GOST 10052-75 Maxsus xususiyatlarga ega yuqori qotishma po'latlarni qo'lda payvandlash uchun qoplangan metall elektrodlar. Turlari.
11. GOST 11930.0-79 Yuzaki materiallar. Tahlil usullariga umumiy talablar.
12. GOST 16130-90 Mis va mis asosli qotishmalardan payvandlash paychalarining va tayoqchalari. Texnik shartlar.
13. GOST 21448-75 Qoplama uchun qotishma sim. Texnik shartlar.
14. GOST 21449-75 Yuzaki qoplamalar. Texnik shartlar.
III. payvandlash uskunalari
15. GOST 4.41-85 Mahsulot sifati indeksi tizimi. Metall uchun termal kesish mashinalari. Ko'rsatkichlar nomenklaturasi.
16. GOST 4.140-85 Mahsulot sifati indeksi tizimi. Elektr payvandlash uskunalari. Ko'rsatkichlar nomenklaturasi.
17. GOST 5.917-71 RGA-150 va RGA-400 turlarining argon-boshq manbai uchun qo'l mash'alalari. Sertifikatlangan mahsulot sifatiga qo'yiladigan talablar.
18. GOST 12.1.035-81 Mehnat xavfsizligi standartlari tizimi. Ark va kontaktli elektr payvandlash uskunalari. Qabul qilinadigan shovqin darajasi va o'lchash usullari.
19. GOST 12.2.007.8-75 Mehnat xavfsizligi standartlari tizimi. Elektr payvandlash va plazma ishlov berish asboblari. Xavfsizlik talablari.
20. GOST 31.211.41-93 O'rnatish va payvandlash uchun yig'ish va payvandlash moslamalari qismlari va yig'ish birliklari. Asosiy tarkibiy elementlar va parametrlar. Aniqlik standartlari.
21. GOST 2402-82 Ichki yonish dvigatellari bilan payvandlash moslamalari.
22. GOST 7237-82 Payvandlash konvertorlari. Umumiy texnik shartlar.
23. GOST 14651-78 Qo'l bilan payvandlash uchun elektrod ushlagichlari. Texnik shartlar.
24. GOST 25616-83 Arkni payvandlash uchun quvvat manbalari. Payvandlash xususiyatlarini tekshirish usullari.
IV. Payvandlangan bo'g'inlar va tikuvlar
25. GOST 3242-79 Payvand choklari. Sifatni nazorat qilish usullari.
26. GOST 5264-80 Qo'l bilan payvandlash. Payvandlangan ulanishlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari.
27. GOST 6996-66 Payvand choklari. Mexanik xususiyatlarni aniqlash usullari.
28. GOST 11534-75 Qo'l bilan payvandlash. Payvandlangan bo'g'inlar o'tkir va o'tkir burchak ostida. Asosiy turlari, tarkibiy elementlari va o'lchamlari.
29. GOST 16098-80 Ikki qatlamli korroziyaga chidamli po'latdan payvandlangan bo'g'inlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari.
V. Xavfsizlik standartlari
30. GOST 12.2.003-91 SSBT. Ishlab chiqarish uskunalari. Umumiy xavfsizlik talablari.
31. GOST 12.2.061-81 SSBT. Ishlab chiqarish uskunalari. Ish joylari uchun umumiy xavfsizlik talablari.
32. GOST 12.3.002-75 SSBT. Ishlab chiqarish jarayonlari. Umumiy xavfsizlik talablari.
33. GOST 12.0.003-74 SSBT. Xavfli va zararli ishlab chiqarish omillari. Umumiy holat.
34. GOST 12.1.005-88 SSBT. Ish joyidagi havoga umumiy sanitariya -gigiyenik talablar.
35. GOST 12.1.012-90 SSBT. Vibratsiyali xavfsizlik. Umumiy talablar.
36. GOST 12.1.013-78 SSBT. Elektr xavfsizligi. Umumiy talablar.
Hujjatni yuklab olish
YUZ 22-04-02
STANDART
Tadqiqot va ishlab chiqarish konsortsiumi
MANBA
Kompleks:
MANBA
QURILISH
SANOAT
Binolar va tuzilmalar
Moskva
2003 G.
Goritskiy V.M. - metallurg muhandisi, texnika fanlari doktori, professor;
Goritskiy O.V. - metallurg muhandisi;
KIRISH
TsNIIPSK instituti. Melnikov, 10 yil davomida metallni tekshirish bo'limida, ishlaydigan tuzilmalar metalining xususiyatlarini buzmasdan aniqlashning turli usullari o'rganilgan.
Po'latning mexanik xususiyatlari 75% dan 99% gacha bo'lgan ishonch darajasi bilan baholanadi.
1. UMUMIY QOIDALAR
1.2. Qo'llanmada ko'zda tutilgan namunalar va mikrosampalar natijasida tekshirilayotgan metall konstruktsiyalarning yuk ko'tarish qobiliyati deyarli kamaymaydi, bu esa standart usullar yordamida bo'laklarni tanlashda (kesish yoki boshqa makro namunalar) amalga oshiriladigan restavratsion ta'mirlash zarurligini bartaraf etadi.
1.3. Po'latdan payvandlangan yoki perchinli konstruktsiyalardan namuna olish va mikrosampalardan foydalanish mumkin, agar:
Xavfli ob'ekt binolari va inshootlari inshootlarining texnik holati ekspertizasini tayyorlash;
Tadqiqot va boshqa maqsadlar uchun.
1.4. Ushbu qo'llanma po'latning kimyoviy tarkibi, chidamliligi, yuqori mustahkamligi va po'latning mo'rt haroratini aniqlash orqali erishiladigan po'lat navini va uning toifasini aniqlashga qaratilgan.
1.5. Ushbu qo'llanmaning ko'lami past ...
1.6. Qo'llanma engil metallografik mikroskoplar bilan jihozlangan, Davlat metrologiya xizmati tomonidan tasdiqlangan mexanik uskunalarni sinovdan o'tkazadigan va metallurgiya sohasida malakali kadrlar bilan jihozlangan laboratoriyalar uchun mo'ljallangan.
2. SHARTLAR, Ta'riflar, TEXNIK TUSHUNCHALAR
2.1. Kritik mo'rtlik harorati- zarba kuchining qiymati ma'lum bir normallashtirilgan qiymatga yetadigan harorat cr, indeks bilan ko'rsatilgan, masalan, T 29 - zarba kuchining qiymati U shaklidagi chuqurchaga ega namunalarda aniqlanadigan harorat, 29 J / sm 2 dan kam emas (3 kgf M / sm 2).
2.2. Metallografiya- metallar va qotishmalarning tuzilishi va fizik xossalari haqidagi fan, har xil haroratda ularning xossalari va tuzilishi o'rtasidagi bog'liqlikni o'rganadi.
2.3. Metall mikroprob- bu kichik o'lchamdagi metall hajmi, undan tortishish yoki zarba bükme uchun hech bo'lmaganda bitta standart namunani yasash mumkin emas va uning o'lchamlari mexanik uchun mo'ljallangan standart namunalarga qaraganda 5-10 baravar kichikdir. testlar.
2.4. Metall namunasi- tortishish yoki zarba bükme sinovlari uchun standart o'lchamdagi bir nechta namuna olinmaydigan metall hajmi.
2.5. Menajer namunasi- mayatnik zarba haydovchilarining zarba bükülmesinde zarba kuchi uchun materiallarni sinovdan o'tkazish uchun U shaklidagi çentikli namuna (GOST 9454 bo'yicha 1 - 3 tip).
2.6. Keskin namuna- mayatnikli zarba haydovchilariga zarba bükülmesinde zarba kuchi uchun materiallarni sinovdan o'tkazish uchun V -çentikli namuna (GOST 9454 bo'yicha 11 - 13 turdagi).
3. METALNI NAMUNA VA MIKRO-SAMALASI
3.1. Namuna olish punktlari va mikrosampalar tekshirilayotgan metall konstruktsiya elementining po'lat sifati to'g'risida vakillik ma'lumotlarini olish sharti asosida o'rnatilishi kerak.
3.2. Namuna olish imkoniyati va joylari metall konstruktsiyaning o'ziga xos xususiyatlariga bog'liq va ularni ixtisoslashtirilgan tashkilot belgilaydi.
3.3. Metall namunalari va mikrosampalarini metall konstruktsiyasining tekshirilayotgan elementi chetidan olish kerak. Gaz kesilgan qirralar uchun, issiqlik ta'sirlangan zonadan tashqarida.
3.4. Namuna olish va mikrosampalar texnologiyasi 150 ° C dan yuqori bo'lmagan metallning minimal deformatsiyasi va qizishini ta'minlashi kerak.
3.4.1. Metall konstruktsiyalar elementlarining chetidan olingan mikrosampalar rasmga muvofiq arra yoki kesish g'ildiragi bilan kesish yoki arralash yo'li bilan tanlanishi kerak. 1 va qalinligi 10 mm gacha bo'lgan elementlar uchun, shu jumladan. Qalinligi 10 mm dan ortiq bo'lgan elementlar uchun 1, b.

Mikro namunaning shakli (prizmatik yoki piramidal) mikrosampaning kesilgan (arralash) ustida ishlashning qulayligi bilan belgilanadi.
Mikrosampelning o'lchamlari kamida a? B? T (h) bo'lishi kerak, bu erda t - elementning qalinligi, mm;
b? 5 mm - o'ralgan yoki ishlov berilgan qirrada;
b? 0,5t + 5 mm t? 10 mm va b? max (10 mm; 0,25t) t> 10 mm da olovni kesish yoki boshqa shunga o'xshash usul bilan olingan qirrada;
3.4.2. Strukturaviy elementlarning markaziy qismlaridan mikrosampalar kamida 1,2 × 2,5 × 15 mm bo'lishi kerak. Markaziy qismdagi mikrosampaning minimal tasavvurlar maydoni kamida 3 mm 2 bo'lishi kerak.
3.5. Namuna olish odatda qurilish konstruktsiyalarining yuklanmagan yoki engil yuklangan elementlaridan amalga oshiriladi.
3.6. Namunalarning minimal hajmi GOST 9454 talablarining namunaviy sirt namunalarini ishlov berish uchun ruxsatnomani hisobga olgan holda standart zarba namunalari o'lchamlari bo'yicha belgilanadi. Namuna olayotganda, zarba kuchini aniqlash uchun zarba namunalarini yo'naltirish bo'yicha standartlar talablarini (prokat yo'nalishi bo'ylab yoki perpendikulyar) hisobga olish zarur.
3.7. Namuna olish va mikrosampllarning joylashuvi, ularning joylashuvi va yo'nalishi ilova yozuvida ko'rsatilishi kerak.
3.8. Namuna olish va mikrosampalardan so'ng, kesilgan joylarni mexanik tozalash kerak (silliqlash mashinasi yordamida yoki stress kontsentratorlarini yo'q qilish uchun boshqa usullar bilan) va kerak bo'lganda mustahkamlash kerak. 1
1 Armaturaga ehtiyoj strukturaning texnik holatini aniqlaydigan tashkilot tomonidan belgilanadi.
4. Kimyoviy tarkibni aniqlash
4.1. Po'latning kimyoviy tarkibini aniqlash GOST 22536 talablariga muvofiq titrimetrik, spektral yoki tahlilning zarur aniqligini ta'minlaydigan boshqa usullar bilan amalga oshiriladi.
4.2. Po'latni kimyoviy tahlil qilish metall yuzasini (mikrosampllarni) metall yaltiroqqa tozalashdan so'ng amalga oshiriladi, bu metall tarkibini tahlil qilish natijalarini buzilishini istisno qiladi.
4.3. Kimyoviy tarkibni spektral usullar bilan aniqlashda, tahlil uchun tayyorlangan sirt 30 ° dan yuqori burchak ostida odatdagidan o'ralgan sirtga burilmasligi kerak.
4.4. Kimyoviy tahlil natijalarini talqin qilishda, past uglerodli va past qotishma po'latlarga qo'yiladigan texnik talablarga muvofiq (GOST 27772, GOST 380, GOST 19281 va boshqalar) tayyor prokatdagi qotishma elementlar tarkibidagi ruxsat etilgan burilishlar hisobga olinadi. .).
5. METALLOGRAFIK TAHLILNI OTIRISH
5.1. Chiqish nuqtasini (6.6.2 -bandga muvofiq) va zarba kuchini aniqlash uchun metalografik kesimlarni tayyorlash va tekshirish kerak.
5.2. Ushbu yo'riqnomaning 3 -bandiga muvofiq kesilgan mikrosampalar ingichka bo'laklarni tayyorlash uchun yog'och qotishmasi, epoksi qatroni yoki boshqa shunga o'xshash moddalarga quyilishi kerak.
5.3. Bo'limlar o'ralgan yuzaga perpendikulyar tekislikda qilingan. Yupqa bo'laklarni tekisliklarda 30 ° dan oshmaydigan burchak ostida normaldan burilish bilan ishlab chiqarishga ruxsat beriladi. Miqdorli metallografik tahlil prokat mahsulot yuzasidan uzoqda yupqa bo'laklarning kesimlarida kamida 0,25 mm masofada o'tkaziladi.
5.4. Etchantlarning tarkibi va tadqiqot uchun ingichka bo'laklarni tayyorlash texnologiyasi GOST 5639, GOST 5640 bo'yicha o'rnatiladi.
5.5. Metallografik tahlilni o'tkazishda quyidagilarni baholash kerak.
Haqiqiy don hajmi d-GOST 5639 bo'yicha ferrit-perlitli po'latlar uchun o'rtacha nominal diametri (o'rtacha akkord) va ferrit donining soni (nuqtasi);
Issiqlik bilan qotib qolgan po'lat va po'lat uchun strukturasida kesish konvertatsiya mahsulotlari mavjud bo'lsa, dy = d fts / 0.6 formulasi bo'yicha o'rtacha shartli ferrit donining qiymatini aniqlashga ruxsat beriladi, bu erda d fts-o'rtacha nominal sek. 3 GOST 5639;
Po'latni kuchli karbonitrid hosil qiluvchi elementlar bilan (masalan, vanadiy, niobiy, titan) qotishma chog'ida tarqalgan mustahkamlovchi zarrachalarning o'lchami (diametri) D - ekstraksiya nusxalari va zarrachalararo masofa yordamida? - uzatish elektron mikroskopi yordamida yupqa plyonkalarda;
Dislokatsiya zichligi? (agar kerak bo'lsa) ingichka plyonkalarda elektronli elektron mikroskop yordamida.
5.6. Bundan keyin d effektli don o'lchami (millimetrda)-ferrit-perlitli po'latlar uchun ferrit donining o'lchami yoki 5.5-bandda qayd etilgan issiqlikka chidamli po'latlar uchun shartli ferrit donasining o'rtacha kattaligi.
5.7. Don hajmi ingichka bo'lakning kamida uch bo'lagida aniqlanadi (negativlar), ularning har birida tarkibiy qismlarning chegaralari bilan ajratuvchi qismlarning kesishish nuqtalari soni kamida 100 bo'lishi kerak.
Yorug'lik mikroskopi yordamida aniqlangan metallning qalinligi bo'ylab strukturaning heterojenligi aniqlangan taqdirda, metallografik tahlil paytida tahlil qilinadigan ko'rish maydonlarining soni va joylashuvi etarlicha baho beradigan tarzda tanlanadi. aniqlanayotgan xarakteristikalarning kesma o'rtacha qiymatlari.
6. MUVAKTI qarshilik ko'rsatishni aniqlash ? V VA SIZNING CHIMONASI? T
6.1. Vaqtinchalik qarshilik? o'rganilayotgan po'latlarda GOST 2999 va GOST 9012 bo'yicha statsionar qattiqlik tekshirgichlarida Vickers (HV) yoki Brinell (HB) usullari bilan po'latning qattiqligini o'lchash natijalariga asoslangan hisoblash usuli bilan aniqlanishi kerak.
6.2. Agar 3.3.2 -bandga muvofiq mikrosampalarni olishda metallning qattiqlashishi muqarrar bo'lsa, qattiqlikni o'lchash to'g'ridan -to'g'ri GOST 22761 ga muvofiq ko'chma statik qattiqlik tekshirgichlari yoki GOST 18661 ga muvofiq dinamik harakatga ega ob'ektda o'tkazilishi kerak. o'lchovning aniqligini ta'minlashda boshqa turdagi qattiqlik tekshirgichlaridan foydalaning.
Tayyorlangan maydonning o'lchamiga, egriligiga va sirtni tozalash sifatiga qo'yiladigan talablar ishlatilgan qattiqlik tekshirgichining ma'lumot varag'iga mos kelishi kerak. Tayyorlanadigan joy payvand chokidan kamida 100 mm va mikrosample yig'iladigan joydan 300 mm dan uzoq bo'lmagan masofada joylashgan bo'lishi kerak.
6.3. Ushbu ko'rsatmalar doirasi bo'lgan 90 dan 270 HB (90 dan 270 HV gacha) oralig'ida Brinell va Vickers usullari bilan aniqlangan qattiqlik ko'rsatkichlari bir xil bo'ladi. Keyinchalik matnda, barcha hisoblash formulalarida HB qiymatlari HV qiymatlari bilan almashtirilishi mumkin.
6.4. Qattiqlik o'lchovlari soni kamida bo'lishi kerak:
Barcha po'latlar uchun statsionar qattiqlik tekshirgichlari yordamida 9 o'lchov (qaynatishdan tashqari);
Portativ qattiqlik tekshirgichlari yordamida va har qanday turdagi qattiqlik tekshirgichlari bilan qaynab turgan po'latlarning qattiqligini baholashda 18 o'lchov.
Olingan o'lchovlar HB ning o'rtacha qiymatlarini aniqlash uchun ishlatiladi. Qattiqlikning o'rtacha qiymatini aniqlashda minimal va maksimal o'lchov natijalari bekor qilinadi.
6.5. Vaqtinchalik qarshilik quyidagi formula bo'yicha aniqlanishi kerak:
B = 112 + 2.4NV, MPa
6.6. Hosildorlik nuqtasini aniqlash quyidagi usullardan biri bilan amalga oshirilishi kerak:
Chiqish nuqtasida qattiqlikni o'lchash usuli;
Kimyoviy, durometrik va metallografik tahlillarga asoslangan.
6.6.1. Chiqish nuqtasida qattiqlikni o'lchash orqali chiqish nuqtasini aniqlash GOST 22762 bo'yicha amalga oshiriladi.
6.6.2. Kimyoviy, durometrik va metalografik tahlil natijalari bo'yicha hosil bo'lish nuqtasi quyidagi formula bilan aniqlanadi:
T = 1,5 + 0,6? t * + 0,74? HB, MPa,
bu erda HB - qattiqlik qiymati va qiymati? m * ifodaga muvofiq belgilanadi:
T * = (? 0 2 +? P 2) 1/2 + (?? 2 tr. + ?? 2 o.o. + ?? 2 d) 1/2 + K y d eff -1/2,
qayerda:? 0-b-temir panjaraning ishqalanish kuchlanishi, bu hisoblash uchun 30 MPa ga teng;
P - perlit bilan po'latning qotib qolishi natijasida paydo bo'ladigan stress ,? n = 2.4P, MPa,
bu erda: P - marvarid komponentining ulushi;
T.R. - qattiq eritmani qotishma elementlar bilan mustahkamlash natijasida yuzaga keladigan stress; C i kontsentratsiyasi bilan topiladi (qotishma elementlarining og'irligi bo'yicha%? -iron (ferrit));
T.R. = 4670C C + N + 33C Mn + 86C Si + 31C Cr + 30C Ni + 11C Mo + 60C Al + 39C Cu + 690C P + 3C V + 82C Ti, MPa;
D.u. - 5.5 -banddagi ma'lumotlarni hisobga olgan holda, po'latning dispers zarrachalar bilan qattiqlashishi natijasida yuzaga keladigan stress:
![]()
bu erda: G = 8,4 × 10 4 MPa - kesish moduli, b = 2,5 × 10 -7 mm - Burgerlar vektori;
D = dislokatsiyalarning qattiqlashuvidan kelib chiqadigan stress, dislokatsiyalar zichligi hisobiga?
D = 5G? B ?? 1/2 (issiq haddelenmiş po'latlar uchun? D = 30 MPa ruxsat etiladi), K y = 20 MPa? Mm 1/2.
6.7. Agar qattiqlikni o'lchashning iloji bo'lmasa, quyidagi formulalar bo'yicha perchin bo'lmagan po'latning tortishish kuchi va chiqish kuchini hisoblash mumkin:
B = 251 + 1,44? t **, MPa,
qayerda? t ** = (? 0 2 +? p 2) 1/2 + (?? 2 tr. + ?? 2 o.o. + ?? 2 d) 1/2;
6.8. Yakuniy quvvat va quvvat kuchi qiymatlarini aniqlashning aniqligi.
6.8.1. Chiqish nuqtasini 6.6.1 -bandga muvofiq aniqlashning aniqligi ± 7%ni tashkil qiladi.
6.8.2. 6.5 -band, 6.6.2 va 6.7 -bandlarga muvofiq hisoblangan yakuniy quvvat va oqim kuchi qiymatlari ko'rsatilgan qiymatlarning matematik kutishidir.
6.8.3. Quvvat xarakteristikalari uchun ishonch oralig'ining pastki chegarasi (? In (min),? T (min)) haqiqiy qattiqlik qiymatlari, kuchlanish stressi va kerakli ishonch darajasiga asoslanib hisoblanadi? ifodalarga ko'ra:
B (min) =? c - K 1 (?)? K 2 (HB), MPa (6.5 -bandga muvofiq hisoblashda);
T (min) =? t - K 3 (?)? K 4 (HB,? t *), MPa (6.6.2 -bandga muvofiq hisoblashda);
B (min) =? c - K 5 (?)? K 6 (? t **), MPa (6.7 -bandga muvofiq hisoblashda);
T (min) =? t - K 7 (?)? K 8 (? t *), MPa (6.7 -bandga muvofiq hisoblashda),
bu erda K 1 (?), K 2 (HB), K 3 (?), K 4 (HB,? t *), K 5 (?), K 6 (? t **), K qiymatlari 7 (?) Va K 8 (? T *) jadvalga muvofiq aniqlanadi. Majburiy A ilovasining 1-5 qismi.
7. Metallning sovuqqa chidamliligini baholash
7.1. O'rganilayotgan metallning sovuqqa chidamliligini baholash kritik mo'rtlik haroratining qiymatiga muvofiq amalga oshiriladi
7.2. Cr ning qiymati o'rganilayotgan po'latning zarba kuchi uchun standartlar yoki texnik shartlar talablariga muvofiq tanlanadi (zarba kuchi qiymati, sinov harorati).
7.3. Kritik mo'rtlik harorati (° C) ushbu RDning 3 -bo'limiga muvofiq kesilgan mikrosampalar bilan aniqlanadi va quyidagi formula bo'yicha hisoblanadi:
bu erda normativ hujjatlar bilan belgilangan cr qiymatiga qarab, U shaklidagi (Menage) chuqurchaga ega namunalar uchun a 0, a 1 va 2 koeffitsientlari tanlanadi (1-jadval).
Eksperimental ma'lumotlar to'planganda, po'lat sinish qarshiligini yanada ishonchli baholashga imkon beradigan V shaklidagi chuqurchaga (Charpy) ega bo'lgan namunalar uchun 0, a 1 va 2 koeffitsientlari ham aniqlanadi.
1 -jadval.
Aniqlash uchun formulalar koeffitsientlari
Qalinligi 7,5 mm dan 9 mm gacha bo'lgan haddelenmiş mahsulotlar uchun (GOST 9454-78 bo'yicha 2-turdagi namunalarga zarba kuchini aniqlash) 10 ° C pastroq, qalinligi 4 mm gacha bo'lgan prokat mahsulotlari uchun olinadi. 7,4 mm (GOST 9454-78 bo'yicha 3 -turdagi namunalarga zarba kuchini aniqlash) - formula bo'yicha hisoblangan qiymatlardan 20 ° C pastroq.
Agar kerak bo'lsa, cr = 39 J / sm 2 va cr = 44 J / sm 2 qiymatlarining qiymati T 34 va T 49 mos keladigan qiymatlari yordamida chiziqli interpolatsiya usuli bilan aniqlanishi mumkin.
7.4. Qattiq po'latdan yasalgan buyumlar uchun 7.3-bandga muvofiq belgilangan qiymat 0,6 HB ga oshadi, bu erda-HB-metallning qattiqlashishi natijasida qattiqligining oshishi.
7.5. 7.3 -band va 7.4 -bandga muvofiq hisoblangan mo'rtlik haroratining qiymatlari ko'rsatilgan qiymatning matematik kutishidir.
7.6. Kritik mo'rtlik harorati uchun ishonch oralig'ining yuqori chegarasi qattiqlikning haqiqiy qiymatlari, oqim kuchi va kerakli ishonch darajasiga asoslanib hisoblanadi? ifodaga ko'ra:
bu erda K 9 (?) va K 10 (d eff, HB) qiymatlari jadvalga muvofiq aniqlanadi. Majburiy A ilovasining 1 va 6 -bandlari.
Agar amaldagi me'yoriy hujjatlarga (GOST, TU) ko'ra, o'rganilayotgan po'lat navi bo'yicha, uchta namunadan biriga zarba bükme sinovi o'tkazilganda, normallashtirilgan qiymatga nisbatan zarba kuchining pasayishiga yo'l qo'yilsa, qiymat 5 ° ga kamayadi. C.
7.7. GOST (TU) talablariga muvofiq, agar shart bajarilsa, po'lat tegishli sifat toifasiga ega
bu erda nf Ti - bu sinov harorati T va zarbga chidamliligining haqiqiy qiymati, va nn Ti - bir xil haroratda ta'sir o'tkazuvchanligining standartlashtirilgan GOST (TU) qiymati.
7.8. 7.5 -banddagi tengsizlik shartga tengdir
7.9. Agar 7.6 -banddagi tengsizlik bajarilsa, o'rganilayotgan po'lat ma'lum sifat toifasidagi po'latlar uchun tegishli GOST (TU) talablariga javob beradi deb hisoblanadi. 7.5 -bandga muvofiq, T ning o'ziga xos qiymati va po'lat sifatining belgilangan toifasi bilan belgilanadi.
7.10. Namunadan olingan zarba namunasi uchun sinov haroratini tanlash tadqiqotning vazifasi bilan belgilanadi: berilgan sifat toifasini aniqlash yoki mo'rtlashuvning muhim haroratini belgilash.
7.10.1. Belgilangan sifat toifasini aniqlashda, namunaning sinov harorati, zarba kuchi darajasi 7.5 -bandga muvofiq GOST (TU) tomonidan tartibga solingan qiymatga mos kelishi sharti bilan belgilanadi. Masalan, 5 -toifali St3ps po'latining mosligini tekshirganda, namunaning sinov harorati -20 ° S ga o'rnatiladi.
7.10.2. Mo'rtlashuvning kritik harorati aniqlanganda, namunaning sinov harorati GOST (TU) ga muvofiq zarba chidamliligining standart qiymatini tanlash shartining 7.3 -bandiga muvofiq belgilanadi. haqiqiy ferrit donasi.
7.10.3. Qattiqligini aniqlash va ferrit donining diametrini o'lchash namuna chetida, o'ralgan yuzaga perpendikulyar va prokat yo'nalishiga parallel ravishda amalga oshiriladi.
7.11. GOST (TU) bo'yicha standart qiymatlarga mos kelmaydigan cr qiymatlarini olishda, tegishli standart qiymatlar yordamida chiziqli interpolatsiya usuli bilan 7.3 -bandga muvofiq qiymatni aniqlashga ruxsat beriladi. bir cr.
8. QAYNATISH CHELIKLARINING MEXANIK XUSUSIYATLARINI AYNOVI.
8.1. Qaynayotgan po'latdan yasalgan buyumlarning mexanik xususiyatlarini aniqlashning o'ziga xos xususiyati shundaki, uning uzunligi va kesimi bo'yicha heterojenligini hisobga olish zarur.
8.2. Ishlab chiqarilgan mahsulotlarning bir hil emasligini koeffitsientlar tizimi yordamida (8.3-band) yoki olingan mikro-namunalar sonini ko'paytirish orqali (8.4-band) hisobga olish mumkin.
8.3. Po'latni qaynatish uchun ushbu qo'llanmaning 7 -bo'limiga muvofiq hisoblangan kritik harorat musbat haroratlar zonasiga 10 ° S ga siljiydi.
8.4. Qaynatilgan po'latdan prokat mahsulotlarining mexanik xususiyatlarini aniqlashda kamida ikkita mikro namunalar olinadi. Xuddi shu turdagi strukturaviy elementlardan mikrosampllarni olish tavsiya etiladi. Xuddi shu strukturaviy elementdan mikrosampellarni olishga ruxsat beriladi; bunda mikrosampllar olish uchun joylar bir -biridan kamida 2 m masofada bo'lishi kerak.
Mexanik xususiyatlar ushbu ko'rsatmaning 6 va 7 -bo'limlariga muvofiq har bir mikrosampal uchun aniqlanadi va o'rganilayotgan mikrosampalar uchun eng yomon qiymatlar po'latdan yasalgan prokat mahsulotlarining haqiqiy xususiyatlari uchun olinadi. .
9. Natijalarni ro'yxatga olish
9.1. 4 ... 8 -bo'limlarga muvofiq olingan ma'lumotlarga asoslanib, po'lat sifati to'g'risida xulosa tuziladi, shu jumladan aniqlash natijalari:
kimyoviy tarkibi;
vaqtinchalik qarshilik va chiqish nuqtasi;
9.2. Xulosa laboratoriya boshlig'i tomonidan imzolanadi va laboratoriyani o'z ichiga olgan tashkilot rahbari tomonidan tasdiqlanadi.
10. QO'LLANILGAN TIZIMLI HUJJATLAR Ro'yxati
GOST 380-94 "Oddiy sifatli uglerodli po'lat".
GOST 2999-75 * "Metall va qotishmalar. Vikersning qattiqligini o'lchash usuli ".
GOST 5639-82 * "Chelik va qotishmalar. Donning hajmini aniqlash va aniqlash usullari ".
GOST 5640-68 "Chelik. Plitalar va chiziqlar mikroyapısını baholashning metallografik usuli. "
GOST 9012-59 * "Metall va qotishmalar. Brinellning qattiqligini o'lchash usuli ".
GOST 9454-78 * "Metall. Past, xona va yuqori haroratda zarba bükme sinov usuli ".
GOST 18661-73 "Chelik. Qattiqlikni zarba taassurot usuli bilan o'lchash ".
GOST 19281-89 * "Kuchli po'latdan yasalgan po'lat. Umumiy texnik shartlar ".
GOST 22536.0-87 * "Uglerodli po'lat va eritilmagan quyma temir. Tahlil usullariga umumiy talablar ".
GOST 22536.1-88 "Uglerodli po'lat va qotishmagan quyma temir. Umumiy uglerod va grafitni aniqlash usullari ".
GOST 22536.2-87 * "Uglerodli po'lat va qotishmagan quyma temir. Oltingugurtni aniqlash usullari ".
GOST 22536.3-88 "Uglerodli po'lat va qotishmagan quyma temir. Fosforni aniqlash usullari ".
GOST 22536.4-88 "Uglerodli po'lat va qotishmagan quyma temir. Kremniyni aniqlash usullari ".
GOST 22536.5-87 * "Uglerodli po'lat va qotishmagan quyma temir. Marganetsni aniqlash usullari ".
GOST 22536.6-88 "Uglerodli po'lat va qotishmagan quyma temir. Mishyakni aniqlash usullari ".
GOST 22536.7-88 "Uglerodli po'lat va qotishmagan quyma temir. Xromni aniqlash usullari ".
GOST 22536.8-87 * "Uglerodli po'lat va qotishmagan quyma temir. Misni aniqlash usullari ".
GOST 22536.9-88 "Uglerodli po'lat va qotishmagan quyma temir. Nikelni aniqlash usullari ".
GOST 22536.10-88 "Uglerodli po'lat va qotishmagan quyma temir. Alyuminiyni aniqlash usullari ".
GOST 22536.11-87 * "Uglerodli po'lat va qotishmagan quyma temir. Titanni aniqlash usullari ".
GOST 22536.12-88 "Uglerodli po'lat va qotishmagan quyma temir. Vanadiyni aniqlash usullari ".
GOST 22761-77 "Metall va qotishmalar. Brinell qattiqligini portativ statik qattiqlik o'lchagichlari bilan o'lchash usuli.
GOST 22762-77 "Metall va qotishmalar. Qattiqlikni yig'ilish nuqtasi bilan o'lchash usuli ".
GOST 27772-88 * "Chelik konstruktsiyalarni qurish uchun po'lat po'lat. Umumiy texnik shartlar ".
Ilova (A)
(majburiy)
1 -jadval
K 1 (?), K 3 (?), K 5 (?), K 7 (?) Va K 9 (?) Koeffitsientlarining qiymatlari
|
Ishonch darajasi?% |
K 1 (?), MPa |
K 3 (?), MPa |
K 5 (?), MPa |
K 7 (?), MPa |
K 9 (?), MPa |
2 -jadval
K 2 koeffitsientining qiymatlari (HB)
|
Qattiqlik HB |
||||||||||
|
Qattiqlik HB |
||||||||||
3 -jadval
K 4 koeffitsientining qiymatlari (HB,? T *)
|
Qattiqlik HB |
Hosildorlik nuqtasi? t *, MPa |
||||||||||
OTUning alohida guruhlari uchun normativ hujjatlar
 |
 |
 |
|
| BOR | NS |
Payvandlash va nazoratni tartibga soluvchi GOST va OST ro'yxati
GOST 3.1705-81 Operatsiyalar va o'tishni qayd qilish qoidalari. Payvandlash.
GOST 4.177-85 Materiallar va mahsulotlarning buzilmaydigan sifatini nazorat qilish asboblari, rev. No1-87.
GOST 9.005-72 ESZKS. Metall, qotishmalar, metall va metall bo'lmagan noorganik qoplamalar. Metall va metall bo'lmaganlar bilan qabul qilinadigan va qabul qilinmaydigan aloqa
GOST 9.019-74 (ISO 9591-89) ESZKS. Alyuminiy va magniy qotishmalari. Tezlashtirilgan stress korroziyasini yorilish sinov usullari
GOST 9.021-74 ESZKS. Alyuminiy va alyuminiy qotishmalari. Donalararo korroziya uchun tezlashtirilgan test usullari
GOST 9.901.1-89 (ISO 7536-1-87) ESZKS. Metall va qotishmalar. Stressli korroziyali yorilish uchun sinov usullariga umumiy talablar
GOST 9.901.2-89 (ISO 7539-2-89) ESZKS. Metall va qotishmalar. egri chiziq shaklidagi namunalarning stress korroziyali yorilishi uchun testlar
GOST 9.901.4-89 (ISO 7536-4-89) ESZKS. Metall va qotishmalar. bir eksa kuchlanishli korroziya yorilish sinovlari
GOST 9.903-81 ESZKS. Yuqori quvvatli po'lat va qotishmalar. Tezlashtirilgan stress korroziyasini yorilish sinov usullari
GOST 9.904-82 ESZKS. Alyuminiy qotishmalari. Korroziyani tozalash uchun tezlashtirilgan sinov usuli. - GOST 9.018-74 o'rniga
GOST 9.905-82 ESZKS. Korroziyani tekshirish usullari. Umumiy talablar
GOST 9.908-85 ESZKS. Metall va qotishmalar. Korroziya va korroziyaga chidamlilik ko'rsatkichlarini aniqlash usullari. - GOST 13819-68 o'rniga
GOST 25.502-79 Mashinasozlikda hisoblash va kuch sinovlari. Metalllarni mexanik tekshirish usullari. Charchoqni tekshirish usullari. -paragraflar bo'yicha GOST 23026-78, GOST 2860-65 o'rniga. 6.1, 6.2
GOST 25.503-97 Hisob-kitoblar va kuch sinovlari. Metalllarni mexanik tekshirish usullari. Siqishni sinov usuli. - GOST 25.503-80 o'rniga
GOST 25.504-82 Hisob-kitoblar va kuch sinovlari. Charchoqqa chidamlilik xususiyatlarini hisoblash usullari. 1-89-sonli rev
GOST 25.505-85 Hisob-kitoblar va kuch sinovlari. Metalllarni mexanik tekshirish usullari. Termomekanik yuk ostida past davrli charchoqni tekshirish usuli
GOST 25.506-85 Hisob-kitoblar va kuch sinovlari. Metalllarni mexanik tekshirish usullari. Statik yuk ostida yorilishga chidamlilik (sinish tokligi) xususiyatlarini aniqlash
GOST 380-2005 Oddiy sifatli uglerodli po'lat. Markalar.
GOST ISO 700-82 Qoplangan metall elektrodli qo'lda payvandlash uchun elektr ta'minoti va tig jarayoni uchun (inert gazli muhitda volfram boshq manbai)
GOST 1497-84 (ISO 6892-84) Metalllar.
GOST 1579-93 (ISO 7801-84) Tel. Kink sinov usuli. - GOST 1579-80 o'rniga
GOST 2601-84 Metalllarni payvandlash. Asosiy tushunchalarning atamalari va ta'riflari. (1-88-son, 2-93-sonli o'zgartirishlar bilan)
GOST 2789-73 Yuzaki pürüzlülük. Parametrlar, tavsiflar va belgilar. rev.No 1-80
GOST 2999-75 Metall va qotishmalar. Vikersning qattiqligini tekshirish usuli
GOST 3242-79 Payvand choklari. Sifatni nazorat qilish usullari
GOST 3248-81 Metall. Yopish testi usuli. - GOST 3248-60 o'rniga
GOST 3565-80 Metall. Burilish testi usuli. - GOST 3565-58 o'rniga
GOST 4647-80 * Plastik. Charpy zarba kuchini aniqlash usuli.
GOST 4648-71 Plastik. Statik egilishni sinash usuli.
GOST 5264-80 Qo'lda payvandlash. Payvandlangan ulanishlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari. (1-89-sonli o'zgartirish bilan)
GOST 5639-82 Chelik va qotishmalar. Donning hajmini aniqlash va aniqlash usullari.
GOST 5640-68 Chelik. Plitalar va chiziqlar mikroyapısını baholashning metallografik usuli.
GOST 6032-2003 Korroziyaga chidamli po'lat va qotishmalar. Granulalararo korroziyaga chidamliligini tekshirish usullari.
GOST 6996-66 * Payvand choklari. Mexanik xususiyatlarni aniqlash usullari No 1-80, No 2-84, No 3-92
GOST 7122-81 Payvand choklari va metallni payvandlash. Kimyoviy tarkibni aniqlash uchun namuna olish usuli.
GOST 7268-82 Chelik. Mexanik qarish tendentsiyasini zarba bükme testi yordamida aniqlash usuli. - GOST 7268-67 o'rniga
GOST 7512-82 * Buzilmaydigan sinov. Payvandlangan ulanishlar. Radiografiya usuli. 1-88-sonli tahrir bilan
GOST 8713-79 Suv osti boshq manbai. Payvandlangan ulanishlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari. 1-87, 2-89, 3-91-sonli rev
GOST 8817-82 Metall. Taslak sinov usuli. - GOST 8817-73 o'rniga
GOST 8818-73 Metall. Yassilash testi usuli. - GOST 8818-58 o'rniga
GOST 9012-59 Metall. Brinell qattiqligini o'lchash usuli. - OST 10241-40 o'rniga
GOST 9013-59 (ISO 6508-86) Metalllar. Rokvellning qattiqligini o'lchash usuli. - OST 10242-40 o'rniga
GOST 9450-76 Olmos uchlarini chuqurchaga solish orqali mikro qattiqlikni o'lchash. - GOST 9450-60 o'rniga
GOST 9454-78 Metall. Past, xona va yuqori haroratda zarba bükme sinov usuli. -GOST 9454-60 o'rniga, GOST 9455-60, GOST 9456-60
GOST 9466-75 Cheliklarni qo'lda payvandlash va sirtini qoplash uchun qoplangan metall elektrodlar. Tasniflash va umumiy spetsifikatsiyalar (2003 yil 1 va 2 -sonli o'zgartirishlar)
GOST 9467-75 * Strukturaviy va issiqlikka bardoshli po'latlarni qo'lda payvandlash uchun qoplangan metall elektrodlar. Turlari.
GOST 9651-84 (ISO 783-89) Metalllar. Yuqori haroratlarda tortishish sinov usullari - - GOST 9651-73 o'rnini bosadi
GOST 10006-80 (ISO 6892-84) Metall quvurlar. Quvvat sinovining usuli. - GOST 10006-73 o'rniga
GOST 10052-75 * Maxsus xususiyatlarga ega yuqori qotishma po'latlarni qo'lda payvandlash uchun qoplangan metall elektrodlar.
GOST 10145-81 Metall. Uzoq muddatli kuch sinov usuli. - GOST 10145-62 o'rniga
GOST 10884-94 Temir-beton konstruktsiyalar uchun termomekanik qotib qolgan po'lat armatura. Texnik shartlar.
GOST 11150-84 Metall. Past haroratlarda tortishish sinov usullari. 1-90-sonli rev
GOST 10992-90 Payvandlangan armatura va ko'milgan mahsulotlar, armaturaning payvandlangan bo'g'inlari va temir-beton konstruktsiyalarining ko'milgan mahsulotlari. Umumiy texnik shartlar.
GOST 11262-80 Plastik. Quvvat sinovining usuli
GOST 11533-75 Avtomatik va yarim avtomatik suv osti payvandlash. Payvandlangan bo'g'inlar o'tkir va o'tkir burchak ostida. Asosiy turlari, strukturaviy elementlari va o'lchamlari. 1-92-sonli tahrir bilan
GOST 11534 -75 Qo'l bilan payvandlash. Payvandlangan bo'g'inlar o'tkir va o'tkir burchak ostida. Asosiy turlari, strukturaviy elementlari va o'lchamlari. 1-92-sonli rev
GOST 11701-84 Metall. Yupqa qatlamlar va chiziqlar uchun tortishish sinov usullari. - GOST 11701-66 o'rniga
GOST 11878-66 * ostenitik po'lat. Alfa faza tarkibini aniqlash usullari.
GOST 12004-81 mustahkamlovchi po'lat. Chidamlilik sinov usullari.
GOST ISO 12162-2006 Bosim quvurlari va armatura uchun termoplastik materiallar. Tasniflash va belgilash. Xavfsizlik omili.
GOST 12423-66 Plastik. Namunalarni (namunalarni) konditsionerlashtirish va sinovdan o'tkazish.
GOST 12503-75 Buzilmaydigan sinov (NDT) Chelik. Ultrasonik tekshirish usullari. Umumiy talablar. 1-88-sonli rev
GOST 13813-68 (ISO 7799-85) Metalllar. Qalinligi 4 mm dan kam bo'lgan choyshab va chiziqlar uchun bükme sinov usuli. - OST 1688 o'rniga sim va novda shaklidagi kesma va tasma va varaq materiallari bo'yicha
GOST 14019-2003 Metall. Bükme sinov usullari. - GOST 14019-80 o'rniga
GOST 14098-91 Temir-beton konstruktsiyalarining armatura va ko'milgan mahsulotlarining payvand choklari. Turlari, o'lchamlari va dizaynlari.
GOST 14359-69 Plastik. Mexanik sinov usullari. Umumiy talablar.
GOST 14771-76 Gaz bilan himoyalangan boshq manbalar. Payvandlangan ulanishlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari. 1-82-son, 2-87-son, 3-89-sonli tahrir bilan
GOST 14776-79 Arkni payvandlash. Nuqtali payvand choklari. Asosiy turlari, strukturaviy elementlari va o'lchamlari.
GOST 14782-86 Buzilmaydigan sinov. Payvand choklari. Ultrasonik usullar
GOST 14806-80 Inert gazlarda alyuminiy va alyuminiy qotishmalarining boshq manbai. Payvandlangan ulanishlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari. - GOST 14806-69 o'rniga
GOST 15164-78 Elektroslagli payvandlash. Payvandlangan ulanishlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari. - GOST 15164-69 o'rniga
GOST 15843-79 Sanoat rentgenografiyasi uchun aksessuarlar. Asosiy o'lchamlar.
GOST 15878-79 Kontaktli payvandlash. Payvandlangan ulanishlar. Strukturaviy elementlar va o'lchamlar. - GOST 15878-70 o'rniga
GOST 16037-80 Chelik quvurlarning payvand choklari. Asosiy turlari, strukturaviy elementlari va o'lchamlari. 1-91-sonli rev.
GOST 16038-80 Arkni payvandlash. Mis va mis-nikel qotishmasidan tayyorlangan payvandlangan quvur ulanishlari. Asosiy turlari, strukturaviy elementlari va o'lchamlari. - GOST 16038-70 o'rniga
GOST 16098-80 Ikki qatlamli korroziyaga chidamli po'latdan payvandlangan bo'g'inlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari. - GOST 16098-70 o'rniga
GOST 16310-80 Payvandlangan bo'g'inlar polietilen, polipropilen va vinil plastmassadan. Asosiy turlari, strukturaviy elementlari va o'lchamlari. - GOST 16310-70 o'rniga
GOST 16504-81 Mahsulotlarni sinovdan o'tkazish va sifatini nazorat qilish. Asosiy atamalar va ta'riflar
GOST 16971-71 Vinil plastmassadan, PVX aralashmasidan va polietilendan payvandlangan bo'g'inlar tikuvlari. Sifatni nazorat qilish usullari. Umumiy talablar
GOST 17367-71 Metall. Aniq aşındırıcı zarrachalarga ishqalanish bilan aşındırıcı aşınma uchun sinov usuli
GOST 17410-78 Choksiz silindrsimon metall quvurlar. Ultrasonik nuqsonlarni aniqlash usullari 1-85-sonli, 2-89-sonli.
GOST 18353-79 Turlar va usullarning tasnifi.
GOST 18442-80 Buzilmaydigan kapillyar nazorat. Terminlar va ta'riflar Umumiy talablar. 1-83-son, 2-86-sonli tahrir bilan
GOST 18576-96 Tahribatsiz sinov. Temir yo'llar. Ultrasonik usullar. GOST 18576-80 o'rniga
GOST 18661-73 Chelik. Ta'sirning qattiqligi testi
GOST 18835-73 Metall. Plastmassaning qattiqligini o'lchash usuli
GOST 19249-73 payvandlangan bo'g'inlar. Asosiy turlari va parametrlari
GOST 19521-74 Metalllarni payvandlash. Tasniflash.
GOST 20415-82 Tahribatsiz sinov. Akustik usullar. Umumiy holat. - GOST 20415-75 o'rniga
GOST 20426-82 Buzilmaydigan sinov. Radiatsion nuqsonlarni aniqlash usullari. Qo'llash sohasi
GOST 20487-75 Lehimlash. Suyuq lehimning lehimli materialning mexanik xususiyatlariga ta'sirini baholash uchun sinov usuli
GOST 21014-88 Qora metallar prokati. Yuzaki nuqsonlarning atamalari va ta'riflari.
GOST 21104-75 Magnetoferrozon usuli rev. No 1-82, No 2-86
GOST 21105-87 Vayron qilmaydigan sinov Magnit zarracha usuli rev. No1-90g.
GOST 21120-75 Dumaloq, kvadrat va to'rtburchaklar kesma chiziqlar va ignabargli buyumlar. Ultrasonik tekshirish echo usuli bilan. 1-82-son, 2-86-sonli tahrir bilan
GOST 2246-70 Chelik payvandlash paychalarining. Texnik shartlar. 2-78-son 3-80-son, 4-83-son, 5-87-son IUS1-92-sonli o'zgartirish
GOST 22706-77 Metall. Minus 100 dan minus 269 ° S gacha bo'lgan haroratda tortishish sinov usuli
GOST 22727-88 Roll choyshab. Ultrasonik tekshirish usullari.
GOST 22761-77 Metall va qotishmalar. Portativ statik qattiqlik tekshirgichlari bilan Brinell qattiqligini o'lchash usuli
GOST 22762-77 Metall va qotishmalar. Chiqib ketish nuqtasida qattiqlikni o'lchash usuli.
GOST 22838-77 Issiqlikka bardoshli qotishmalar. Makrostrukturani kuzatish va baholash usullari
GOST 22848-77 Metall. Minus 100 dan minus 269 ° S gacha bo'lgan haroratda zarba bükme sinov usuli
GOST 22975-78 Metall va qotishmalar. Past yuklarda Rokvellning qattiqligini o'lchash usuli (Super-Rokvell)
GOST 23046-78 Lehimlangan bo'g'inlar. Ta'sirni tekshirish usuli
GOST 23055-78 * Tahribatsiz sinov. Metalllarni termoyadroviy payvandlash. Payvand choklarini rentgen tekshiruvi natijalariga ko'ra tasnifi
GOST 23118-99 Chelik konstruktsiyalari. Umumiy tavsiflar. (S440 dan yuqori bo'lmagan po'lat konstruktsiyalar uchun SNiP III-18-75 o'rniga).
GOST 23240-78 Payvandlangan tuzilmalar. Payvand chokining kuyishiga reaktsiya orqali sovuq qarshilikni baholash usuli
GOST 23273-78 Metall va qotishmalar. Hujumchining elastik tiklanish usuli bilan qattiqlikni o'lchash (Shor)
GOST 23479-79 Optik ko'rish usullari. Umumiy talablar (1-84-son, 2-90-sonli o'zgartirishlar bilan)
GOST 23480-79 Radio to'lqin usullari. Umumiy talablar. (1-84-son, 2-90-sonli o'zgartirishlar bilan)
GOST 23483-79 Termal turdagi usullar. Umumiy talablar. (1-84-son, 2-89-sonli o'zgartirishlar bilan)
GOST 23518-79 Gaz bilan himoyalangan boshq manbalar. Payvandlangan bo'g'inlar o'tkir va o'tkir burchak ostida. Asosiy turlari, strukturaviy elementlari va o'lchamlari. IUS4-83g tuzatish.
GOST 23667-85 Ultrasonik nuqsonli detektorlar. Asosiy parametrlarni o'lchash usullari.
GOST 23677-79 Metalllar uchun qattiqlik sinovchilari. Umumiy texnik talablar. -GOST 12165-60 o'rniga, GOST 13406-67, GOST 13407-67, GOST 13408-67
GOST 23702-90 Ultrasonik o'tkazgichlar. Asosiy parametrlarni o'lchash usullari.
GOST 23764-79 Gamma-nurli nuqsonli detektorlar. Umumiy texnik shartlar. 1-86-son, 2-88-sonli tahrir bilan.
GOST 23829-85 Akustik buzilmaydigan sinov. Shartlar va ta'riflar.
GOST 23858-79 Butt bilan payvandlangan bo'g'inlar va temir-beton konstruktsiyalarni T shaklidagi mustahkamlash. Ultrasonik sifatni nazorat qilish usullari. Qabul qilish qoidalari.
GOST 24034-80 Buzilmaydigan nurlanish nazorati. Shartlar va ta'riflar.
GOST 24054-80 Mashinasozlik va asbobsozlik mahsulotlari. Noqonuniy tekshirish usullari. Umumiy talablar. 1-91-sonli rev.
GOST 24157-80 * Plastik quvurlar. Doimiy ichki bosimdagi qarshilikni aniqlash usuli.
GOST 24167-80 Lehimlangan bo'g'inlar. Bend sinov usuli
GOST 24289-80 Vayron qilmaydigan to'lqinli sinov. Shartlar va ta'riflar.
GOST 24297-87 Mahsulotlarning kiruvchi nazorati. Asosiy qoidalar.
GOST 24450-80 Buzilmaydigan magnitli nazorat shartlari va ta'riflari
GOST 24507-80 Qora va rangli metallardan yasalgan zarbalar. Ultrasonik nuqsonlarni aniqlash usullari. 1-86-sonli tahrir bilan
GOST 24521-80 Optik buzilmaydigan sinov. Shartlar va ta'riflar.
GOST 24522-80 Buzilmaydigan kapillyar nazorat. Shartlar va ta'riflar.
GOST 24715-81 Lehimlangan bo'g'inlar. Sifatni nazorat qilish usullari
GOST 24888-81 Plastik, polimer va sintetik qatronlar. Kimyoviy nomlar, atamalar va ta'riflar.
GOST 25113-86 sanoat nuqsonlarini aniqlash uchun rentgen apparati. Umumiy texnik shartlar. 1-88-son, 2-90-sonli tahrir bilan.
GOST 25136-82 Quvur liniyalarining ulanishi. Noqonuniy tekshirish usullari.
GOST 25225-82 Quvurlarning payvandlangan bo'g'inlari. Magnitografik usul
GOST 25313-82 Buzilmaydigan radio to'lqinlarni boshqarish. Shartlar va ta'riflar.
GOST 25314-82 Issiqlik nazorati. Shartlar va ta'riflar.
GOST 25315-82 Buzilmaydigan elektr sinovlari. Shartlar va ta'riflar.
GOST 25541-82 Elektroradiografiya. Shartlar va ta'riflar.
GOST 25997-83 Metalllarni termoyadroviy payvandlash. Tahribatsiz sinov natijalari bo'yicha sifatni statistik baholash.
GOST 26007-83 Hisob-kitoblar va kuch sinovlari. Metalllarni mexanik tekshirish usullari. Stressli gevşeme test usullari
GOST 26126-84 Lehimlangan bo'g'inlar. Ultrasonik sifatni nazorat qilish usullari. 1-90-sonli rev.
GOST 26182-84 Luminescent qochqinlarni aniqlash usuli.
GOST 26266-90 Ultrasonik o'tkazgichlar. Umumiy texnik talablar.
GOST 26388-84 Payvand choklari. Termoyadroviy payvandlashda sovuq yorilishga chidamliligini tekshirish usullari (standart faqat Rossiya Federatsiyasi hududida amal qiladi)
GOST 26389-84 Payvand choklari. Termoyadroviy payvandlashda issiq yorilishga qarshilik ko'rsatish usullari (standart faqat Rossiya Federatsiyasi hududida amal qiladi)
GOST 26446-85 Lehimlangan bo'g'inlar. Charchoqni tekshirish usullari
GOST 26656-85 Texnik diagnostika. Kuzatuv qobiliyati. Umumiy talablar.
GOST 26790-85 Qochqinlarni aniqlash texnikasi. Shartlar va ta'riflar.
GOST 27580-88 Alyuminiy va alyuminiy qotishmalarining inert gazlarda boshq manbai. Payvandlangan bo'g'inlar o'tkir va o'tkir burchak ostida. Asosiy turlari, tarkibiy elementlari va o'lchamlari
GOST 27655-88 Akustik emissiya. Shartlar va ta'riflar.
GOST 27750-88 Qayta tiklanadigan qoplamalar. Qoplamalarning qalinligini nazorat qilish usullari.
GOST 27947-88 rentgenli televizor usuli. Umumiy talablar.
GOST 28277-89 Buzilmaydigan sinov. Payvandlangan ulanishlar. Elektroradiografik usul. Umumiy talablar
GOST 28517-90 Mass spektrometriyasi. Qochqinlarni aniqlash usuli. Umumiy talablar.
GOST 28702-90 Ultrasonik qalinlik o'lchagichlari. Umumiy texnik talablar.
GOST 28830-90 (ISO 3787-85) Lehimli bo'g'inlar. Uzoq muddatli va uzoq muddatli mustahkamlik sinov usullari. -GOST 23047-78, GOST 25200-82, GOST 26102-84 o'rniga
GOST 28868-90 Rangli metallar va qotishmalar. Ta'sirning qattiqligi testi
GOST 28915-91 Lazerli pulsli payvandlash. Nuqtali payvand choklari. Asosiy turlari, tarkibiy elementlari va o'lchamlari
GOST 29297-92 (ISO 4063-90) Payvandlash, yuqori haroratli va past haroratli payvandlash, metallarni payvandlash. Jarayonlarning ro'yxati va belgilari
GOST 30003-93 Metall. Qalinligi 2,5 mm dan kam bo'lgan choyshab va chiziqlarni o'rash orqali egilish sinovi
GOST 30242-97 Metalllarni termoyadroviy payvandlashda bo'g'imlarning nuqsonlari. Tasniflash, belgilash va ta'riflar
GOST 30415-96 Chelik. Metall buyumlarning mexanik xossalari va mikroyapısını magnit usuli bilan buzilmasdan tekshirish
GOST 30456-97 Metall buyumlar. Rolik va po'lat quvurlar. Ta'sir bükme sinov usullari
GOST R 50599-93 Chelik bilan payvandlangan yuqori bosimli idishlar va apparatlar. Ishlab chiqarish va ishlatish paytida buzilmaydigan sinov.
GOST R 50838-95 Gaz quvurlari uchun polietilen quvurlar. Texnik shartlar.
GOST R 52005-2003 Metall magnitli xotira usuli.
GOST R 52134-2003 Termoplastik bosim quvurlari va ular uchun suv ta'minoti va isitish tizimlari uchun armatura. Umumiy texnik shartlar.
GOST R 52630-2006 Chelik bilan payvandlangan idishlar va apparatlar. Umumiy texnik shartlar.
GOST R 52720-2007 Quvur qismlari. Shartlar va ta'riflar. (GOST 24856-81 o'rniga).
GOST R 52779-2007 Gaz quvurlari uchun polietilen ulash qismlari. Umumiy texnik shartlar.
GOST R 52910-2008 Neft va neft mahsulotlari uchun vertikal silindrli po'latdan yasalgan tanklar. Umumiy texnik shartlar.
OST 6-05-367-74 Plastik quvurlar. Bosim quvurlari uchun LDPE ulash qismlari.
OST 6-19-505-79 Polietilen quvurlarni qizdirilgan asbob bilan payvandlash. Oddiy texnologik jarayon.
OST 12.44.107-79 Ko'mirni muhandislik mahsulotlari. Ishlab chiqarish uchun umumiy texnik talablar.
OST 24.201.03-90 Chelik yuqori bosimli idishlar va apparatlar. Umumiy texnik talablar
OST 26-01-84-78 Po'lat idishlar va bosim ostida ishlaydigan apparatlarning payvandlangan bo'g'inlari choklari. Magnit zarrachalarni tekshirish usuli.
OST 26-01-91-78 Yuqori bosimli idishlar. Kamchiliklarni aniqlash usullari. (rev. № 1-84)
OST 26-01-163-84 Yuqori bosimli ko'p qatlamli po'lat idishlar. Payvand choklarini ultratovushli tekshirish usuli.
OST 26-01-167-85 Alyuminiy va uning qotishmalaridan yasalgan idishlar va apparatlarning payvand choklari. Ultrasonik tekshirish texnikasi.
OST 26-01-858-94 Nikel va korroziyaga chidamli nikelli qotishmalardan yasalgan idishlar va apparatlar. Umumiy texnik talablar.
OST 26-01-900-76 Mis idishlar va apparatlar. Umumiy texnik shartlar.
OST 26-01-1183-82 Alyuminiy idishlar va apparatlar. Umumiy texnik shartlar.
OST 26-01-1434-87 PN bosimi 10 dan 100 MPa (100 dan 1000 kgf / sm2 dan yuqori) uchun po'latdan ishlov berish quvurlarini payvandlash. Texnik talablar.
OST 26-04-1222-75 Kriogen muhandislik mahsulotlari. Umumiy texnik talablar.
OST 26-1-87 Titan va titanium qotishmalaridan payvandlangan bo'g'inlarning tikuvlari. Turlari va tarkibiy elementlari.
OST 26-2-87 Temir-nikel va nikel asosidagi po'lat va qotishmalar. Stressli korroziyali yorilishga chidamliligini tekshirish usullari.
OST 26-5-99 Buzilmaydigan sinov. Payvandlangan bo'g'inlar, yotqizilgan va asosiy metallarni tekshirishning rangli usuli.
OST 26-11-01-84 Korroziyaga chidamli po'latdan yasalgan idishlar va apparatlar. Umumiy texnik shartlar.
OST 26-11-09-85 Bosim ostida ishlaydigan idishlar va apparatlarni soxtalashtirish va shtamplash. Ultrasonik tekshirish texnikasi.
OST 26-11-10-93 Bosim ostida ishlaydigan idishlar va apparatlarning payvandlangan bo'g'inlari choklari. Televizorni rentgen nurlari bilan boshqarish usuli.
OST 26-18-6-88 minus 70 ° S dan past haroratda ishlaydigan kemalar, apparatlar va texnologik bloklar. Texnik talablar.
OST 26-2079-80 Bosim ostida ishlaydigan idishlar va apparatlarning payvandlangan bo'g'inlari choklari. Tahribotsiz sinov usullarini tanlash.
OST 26.260.3-2001 Kimyoviy injeneriyada payvandlash. Asosiy qoidalar.
OST 26.260.18-2004 Gaz va neft sanoati uchun texnologik bloklar. Umumiy texnik shartlar. (OST 26-18-5-88 o'rniga, OST 26-02-376-78).
OST 26-260.453-92 (1-o'zgartirish bilan) Elektron nurli payvandlash. Payvandlangan ulanishlar. Asosiy turlari, strukturaviy elementlari va o'lchamlari.
OST 26.260.480-2003 * Ikki qatlamli po'latdan yasalgan idishlar va apparatlar. Payvandlash va sirt. (RTM 26-168-81 o'rniga)
OST 26.260.482-2003 Titan va titanium qotishmalaridan payvandlangan idishlar va apparatlar. Umumiy texnik shartlar. (OST 26-01-17-76 o'rniga, OST 26-11-06-85).
OST 26.260.758-2003 Metall konstruktsiyalar. Umumiy texnik talablar. (OST 26-02-758-79 o'rniga).
OST 26 291-94 Chelik bilan payvandlangan idishlar va apparatlar. Umumiy texnik shartlar.
OST 32100-87 Ko'priklar, lokomotivlar va vagonlarning payvandlangan bo'g'inlarini ultratovush tekshiruvi.
OST 34-13-915-85 Yuk ko'taruvchi kranlar. O'rnatish. Texnik talablar
OST 34-70-690-96 Elektr stantsiyalari uchun bug 'quvvat uskunalari metalli. Ish sharoitida metalografik tahlil usullari.
OST 36-39-80 9,81 MPa (100 kgf / sm2) gacha PN bosimi uchun po'lat texnologik quvurlari. Qoplangan metall elektrodlar bilan qo'lda payvandlash. Oddiy texnologik jarayon.
OST 36-55-81 Plastik quvurlar. Bosimli quvurlar uchun polietilen va polipropilen quvurlardan payvandlangan va qoliplangan ulash qismlari. Turlari va asosiy o'lchamlari.
OST 36-56-81 Plastik quvurlar. Bosimli quvurlar uchun polietilen va polipropilen quvurlardan payvandlangan va qoliplangan ulash qismlari. Texnik talablar.
OST 36-57-81 9,81 MPa (100 kgf / sm2) gacha PN bosimi uchun uglerodli va qotishma po'latdan po'latdan yasalgan texnologik quvurlar. Qo'lda arqonli payvandlash. Oddiy texnologik jarayon.
OST 36-58-81 Qurilish tuzilmalari. Payvandlash. Asosiy talablar.
OST 36-59-81 Buzilmaydigan sinov. Quvurlar va inshootlarning payvand choklari. Radiografiya usuli.
OST 36-60-81 Po'lat konstruksiyalarni yig'ish paytida payvandlash. Asosiy qoidalar.
OST 36-75-83 Buzilmaydigan sinov. Quvurlarning payvandlangan bo'g'inlari. Ultrasonik usul.
OST 36-76-83 Buzilmaydigan sinov. Quvurlar va inshootlarning payvand choklari. Rang usuli.
OST 36-79-83 10 MPa (100 kgf / sm2) gacha PN uchun uglerodli va past qotishma po'latdan po'latdan yasalgan texnologik quvurlar. Karbonat angidridda yarim avtomatik sarflanadigan elektrodli payvandlash. Oddiy texnologik jarayon.
OST 36-145-88 10 MPa gacha bosim PN uchun po'latdan yasalgan texnologik quvurlar. Avtomatik suv osti boshq manbai. Oddiy texnologik jarayon.
OST 102 51-85 Vayron qilmaydigan sinov. Quvur quvurlarining payvandlangan bo'g'inlari. Radiografiya usuli.
OST 108.030.30-79 Statsionar qozonlar. Chelik konstruktsiyalar. Umumiy texnik shartlar.
OST 108.030.141-87 Bug 'va issiq suv qozonlari. Cheliklarni payvandlashga qo'yiladigan talablar.
Payvandlash va nazoratni tartibga soluvchi me'yoriy va ko'rsatma hujjatlar ro'yxati
VNIIPTkhimnefteapparatura, 1977 Quvurli pechlar lasanlarini yig'ish va payvandlash bo'yicha yo'riqnoma. (VNIKTInefteximobo-rudovanie qo'shilgan holda, 15.12.1996 y.)
VNIKTIneftexim-oborudovanie, 1981 Neftni qayta ishlash va neft-kimyo zavodlarini ishlab chiqarish, o'rnatish va ta'mirlashda payvandlangan bo'g'inlarni issiqlik bilan ishlov bermasdan, issiqlikka bardoshli xrom-molibdenli po'latdan quvurlar va o'choq rulonlarini payvandlash bo'yicha texnologik ko'rsatma.
VSN 003-88 Plastik quvurlardan quvurlarni qurish va loyihalash.
VSN 006-89 Magistral va dala quvurlarini qurish. Payvandlash.
VSN 012-88 Magistral va dala quvurlarini qurish. Ishlarning sifatini nazorat qilish va qabul qilish.
VSN 47-96 "Tasodifiy kopolimer" (PPRC) polipropilen quvurlaridan ichki suv ta'minoti tizimini loyihalash va o'rnatish uchun idoraviy qurilish qoidalari.
VSN 51-1-97 Magistral gaz quvurlarini kapital ta'mirlash vaqtida ishlarni ishlab chiqarish qoidalari.
VSN 171-84 Payvandlash texnologiyasi va dala quvurlarining payvand choklarini sifatini nazorat qilish bo'yicha ko'rsatma
VSN 362-87 10 MPa gacha PN uchun texnologik quvurlarni ishlab chiqarish, o'rnatish va sinovdan o'tkazish
VSN 427-81 PPV-5 oqimli simli po'lat konstruktsiyalarni payvandlash bo'yicha ko'rsatma.
VSN 433-82 Sanoat binolari va inshootlarining po'lat konstruktsiyalarining montaj bo'g'inlarini yarim avtomatik oqimli simli payvandlash bo'yicha yo'riqnoma.
VSN 440-83 Plastik quvurlardan texnologik quvurlarni o'rnatish bo'yicha ko'rsatmalar.
ITsM-02-28-93 Rossiya Gosgortexnadzor tomonidan boshqariladigan issiqlik elektr stantsiyalarining uskunalari va quvurlarini ishlab chiqarish, o'rnatish, ishlatish va ta'mirlashda payvandlangan bo'g'inlar, sirt va asosiy metallarni boshqarishning magnit zarracha usuli bo'yicha texnologik ko'rsatma.
OTU 3-01 Kemalar va apparatlar. Uylarni ta'mirlashning umumiy texnik shartlari.
PB 03-445-02 Sanoat bacalari va shamollatish quvurlarining ishlashi uchun xavfsizlik qoidalari.
PB 03-576-03 Bosimli kemalarni loyihalash va xavfsiz ishlatish qoidalari
PB 03-582-03 Portlovchi va zararli gazlarda ishlaydigan pistonli kompressorli kompressor qurilmalarini loyihalash va xavfsiz ishlatish qoidalari.
PB 03-584-03 Po'latdan payvandlangan idishlar va apparatlarni loyihalash, ishlab chiqarish va qabul qilish qoidalari.
PB 03-585-03 Texnologik quvurlarni loyihalash va xavfsiz ishlatish qoidalari
PB 03-590-03 Portlashga qarshi ventilyatorlarni qurish, o'rnatish va xavfsiz ishlatish qoidalari.
PB 03-591-03 Olovli tizimlarni loyihalash va xavfsiz ishlatish qoidalari
PB 03-593-03 Tomirlar, apparatlar, qozonxonalar va texnologik quvurlarning emission akustik nazoratini tashkil etish va o'tkazish qoidalari. Ilova bilan.
PB 03-605-03 Neft va neft mahsulotlari uchun vertikal silindrli po'latdan yasalgan tanklarni qurish qoidalari
PB 08-258-98 Suyuq ammiakni tashish uchun magistral quvurni loyihalash va xavfsiz ishlatish qoidalari.
PB 09-540-03 Portlash va yong'inga xavfli kimyoviy, neft-kimyo va neftni qayta ishlash sanoati uchun portlash xavfsizligining umumiy qoidalari.
PB 09-563-03 Neftni qayta ishlash zavodlari uchun sanoat xavfsizligi qoidalari.
PB 09-592-03 Sovutish tizimlarini loyihalash va xavfsiz ishlatish qoidalari.
PB 09-594-03 Xlor ishlab chiqarish, saqlash, tashish va ishlatishda xavfsizlik qoidalari
PB 09-595-03 Ammiakli sovutish moslamalarini loyihalash va xavfsiz ishlatish qoidalari.
PB 10-157-97 Quvur yotqizish kranlarini qurish va ulardan xavfsiz foydalanish qoidalari. O'zgarish bilan 1 (PBI 10-371 (157) -00)
PB 10-257-98 Yuk ko'taruvchi kranlarni loyihalash va xavfsiz ishlatish qoidalari
PB 10-382-00 Kranlarni qurish va xavfsiz ishlatish qoidalari.
PB 10-518-02 Qurilish ko'targichlarining qurilishi va xavfsiz ishlashi qoidalari
PB 10-558-03 Liftlarni qurish va xavfsiz ishlatish qoidalari.
PB 10-559-03 Yo'lovchilar to'xtatilgan va tortiladigan magistral yo'llarni qurish va xavfsiz ishlatish qoidalari.
PB 10-573-03 Bug 'va issiq suv quvurlarini qurish va ulardan xavfsiz foydalanish qoidalari.
Bug 'bosimi 0,07 MPa (0,7 kgf / sm2) dan oshmaydigan bug' va issiq suvli qozonlarni, suv isitish harorati 388 K (115 ° C dan yuqori bo'lmagan) issiq suv qozonlarini va xavfsiz ishlash qoidalari. ).
PB 10-574-03 Bug 'va issiq suv qozonlarini qurish va ulardan xavfsiz foydalanish qoidalari.
PB 10-575-03 Elektr qozonlari va elektr qozonlarini loyihalash va xavfsiz ishlatish qoidalari.
PB 10-611-03 Liftlarni (minoralarni) qurish va xavfsiz ishlatish qoidalari.
PB 10-77-94 Eskalatorlarni qurish va xavfsiz ishlatish qoidalari.
PB 11-401-01 Metallurgiya va koks-kimyo korxonalari va sanoatining gaz sohasidagi xavfsizlik qoidalari. Rev bilan. No 1 PBI 11-446 (401) -02 va PBI 11-495 (401) -02.
PB 12-527-03 Suyultirilgan gaz quyish shoxobchalari ishlashi uchun xavfsizlik qoidalari.
PB 12-529-03 Gaz taqsimlash va gaz iste'moli tizimlari uchun xavfsizlik qoidalari.
PB 12-609-03 Suyultirilgan gazdan foydalanadigan ob'ektlar uchun xavfsizlik qoidalari.
PI 1.4.415-85 Ishlab chiqarish bo'yicha ko'rsatma. Payvandlangan va payvandlangan bo'g'inlarni nurlanish nuqsonlarini aniqlash usullari bilan nazorat qilish.
PNAE G-7-014-89 Asosiy materiallar (yarim tayyor mahsulotlar), payvandlangan bo'g'inlar va AES uskunalari va quvurlarining sirtini nazorat qilishning yagona usullari. Ultrasonik tekshirish. Asosiy materiallarni nazorat qilish (yarim tayyor mahsulotlar).
PN AE G-7-015-89 Asosiy materiallar (yarim tayyor mahsulotlar), payvandlangan bo'g'inlar va AES uskunalari va quvurlarining sirtini nazorat qilishning yagona usullari. Magnit zarralarni tekshirish.
PNAE G-7-016-89 Asosiy materiallar (yarim tayyor mahsulotlar), payvandlangan bo'g'inlar va AES uskunalari va quvurlarining sirtini nazorat qilishning yagona usuli. Vizual va o'lchov nazorati.
PN AE G-7-017-89 Asosiy materiallar (yarim tayyor mahsulotlar), payvandlangan bo'g'inlar va AES uskunalari va quvurlarining sirtini nazorat qilishning yagona usuli. Radiografik nazorat.
PN AE G-7-018-89 Asosiy materiallar (yarim tayyor mahsulotlar), payvandlangan bo'g'inlar va AES quvur liniyasi uskunasining yuzasini tekshirishning yagona usullari. Kapillyar nazorat.
PN AE G-7-030-91 Asosiy materiallar (yarim tayyor mahsulotlar), payvandlangan bo'g'inlar va AES uskunalari va quvurlarining sirtini nazorat qilishning yagona usullari. Ultrasonik tekshirish. Payvandlangan bo'g'inlar va qoplamalarni nazorat qilish.
RD 01-001-06 Shahar kommunal va elektr stantsiyalarida po'lat gaz quvurlari va gaz uskunalarini payvandlash.
RD 03-606-03 Vizual va o'lchovni boshqarish bo'yicha ko'rsatmalar
RD-10-08-92 *, ko'tarish inshootlarini ishlab chiqarish, ta'mirlash va o'rnatishni nazorat qilish bo'yicha ko'rsatmalar (RD 10-175-98 tahririda)
RD 10-69-94 Sanoat energetikasida bug 'va issiq suv qozonlarini ta'mirlashning standart texnik shartlari
RD-11-07-2007 yuk slinglarini loyihalash, ishlab chiqarish va xavfsiz ishlatish bo'yicha ko'rsatmalar. (RD 10-33-93 o'rniga).
RD-13-03-2006 Xavfli ishlab chiqarish ob'ektlarida ishlatilgan va ishlaydigan texnik qurilmalar va inshootlarning to'lqinli oqimini sinovdan o'tkazish tartibi bo'yicha uslubiy tavsiyalar.
RD-13-05-2006 Xavfli ishlab chiqarish ob'ektlarida ishlatiladigan va ishlaydigan texnik qurilmalar va inshootlarni magnit zarralarini tekshirish tartibi bo'yicha uslubiy tavsiyalar.
RD-13-06-2006 Xavfli ishlab chiqarish ob'ektlarida ishlatiladigan va ishlaydigan texnik qurilmalar va inshootlarni kapillyar nazorat qilish tartibi bo'yicha uslubiy tavsiyalar.
RD 22-19-173-89 Yo'lovchi va yuk liftlari. Payvandlangan yig'ish moslamalari. Texnik talablar.
RD 22-205-88 Yuk ko'tarish mashinalarining payvand choklarini ultratovushli nuqsonli aniqlash. Asosiy qoidalar.
RD 22-207-88 Yuk ko'tarish mashinalari. Ishlab chiqarishga qo'yiladigan umumiy talablar va standartlar.
RD 22-322-02 Yuk ko'taruvchi kranlar. Ta'mirlash, to'liq va kapital ta'mirlash uchun texnik shartlar.
RD 22-326-97 O'ziyurar kranlar va manipulyatorli kranlar. Katta kapital ta'mirlash. Umumiy texnik shartlar.
RD 24.090.97-98 Yuk ko'tarish va tashish uskunalari. Kranlarni ko'tarish uchun metall konstruksiyalarni ishlab chiqarish, ta'mirlash va rekonstruksiya qilish talablari.
RD 24.200.04-90 Payvand choklarining tikuvlari. Kimyoviy moy uskunalarining tayanch metall va payvand choklarini nazorat qilishning metallografik usuli. (OST 26-1379-76 o'rniga)
RD 24.201.07-90 Alyuminiy va uning qotishmalaridan tayyorlangan idishlar va apparatlarning payvand choklari. Buyuk Britaniya metodologiyasi
RD 24.942.02-90 Qotishmasidan past va issiqlikka bardoshli po'latlarni elektroslag bilan payvandlash. (RTM 26-41-71 o'rniga, RTM 26-320-79)
RD 24.943.01-91 Ishlab chiqarishni texnologik tayyorlashning tarmoq tizimi. Qozonlarning isitish yuzasi quvurlari yonishi bilan payvandlash. Oddiy texnologik jarayon.
RD 24.949.04-90 Og'ir muhandislik mahsulotlarini elektron nurli payvandlash. Texnik talablar.
RD 26-02-80-2004 Quvurli pechlar uchun payvandlangan rulolar. Dizayn, ishlab chiqarish va etkazib berishga qo'yiladigan talablar.
RD 26-11-01-85 Radiografik va ultratovushli tekshirish uchun etib bo'lmaydigan payvandlangan bo'g'inlarni tekshirish bo'yicha ko'rsatmalar.
RD 26-11-08-86 Payvand choklari. Mexanik sinovlar.
RD 26-17-78-87 zanglamaydigan po'latdan kimyoviy neft uskunalarini impuls-boshq manbai argonda sarflanadigan elektrod bilan.
RD 26-18-8-89 Lyuk, armatura va muftalarni payvandlash uchun payvandlangan bo'g'inlar. Asosiy Turlari, tarkibiy elementlari va o'lchamlari
RD 26-108-72 Nikel kimyoviy va neft uskunalarini payvandlash
RD 26.260.15-2001 Asosiy va payvandlash materiallari va tayyor mahsulotlarning stiloskopiyasi.
RD 34.10.122-94 Elektr stantsiyalari qismlari va payvandlarining stiloskopiyasining yagona metodologiyasi
RD 34.10.126-94 O'rnatish, payvandlash, issiqlik bilan ishlov berish jarayonlarini operativ boshqarish bo'yicha ko'rsatmalar.
RD 34.10.133-97 Ultrasonik nuqson detektorlarining sezuvchanligini sozlash bo'yicha ko'rsatmalar
RD 34.15.132-96 (SO 153-34.15.132-96) Ishlab chiqarish ob'ektlarini qurishda payvandlangan bo'g'inlar va binolarning metall konstruksiyalarini payvandlash va sifatini nazorat qilish.
RD 34.17.39-94 Metodik ko'rsatmalar. IES uskunalarining payvandlangan bo'g'inlarini tekshirish uchun ultratovush o'tkazgichlar. Asosiy parametrlarni o'lchash usullari.
RD 34.17.205-90 (93) 12Kh1MF po'latdan ostenitik elektrodli bug 'quvurlarining fileto va payvand choklarini keyingi issiqlik bilan ishlovsiz payvandlash bo'yicha ko'rsatmalar. (Va 34-70-022-85)
RD 34.17.206-85 (SO 153-34.17.206) Bug 'turbinasi korpus qismlari va armaturalarini perlit elektrodlari bilan issiqlik bilan ishlovsiz ta'mirlash payvandlash texnologiyasi bo'yicha ko'rsatmalar. (Rev. No1-93)
RD 34.17.302-97 (SO 34.17.302) Bug 'va issiq suv qozonlari. Bug 'va issiq suv quvurlari, idishlar. Payvandlangan ulanishlar. Sifat nazorati. Ultra tovushli boshqaruv. Asosiy qoidalar. (OP 501-TsD-97) (o'zgartirish 1-98)
RD 34.17.310-96 (SO 34.17.310-96) Ish paytida qozon va bug 'quvurlari quvur tizimlarining payvandlangan bo'g'inlarini ta'mirlash vaqtida payvandlash, issiqlik bilan ishlov berish va nazorat qilish.
RD 34.17.311-96 (SO 34.17.311-96) 15H1M1F va 15GS po'latdan yasalgan santrifüj quvurlarning payvandlangan bo'g'inlarini ultratovushli tekshirish bo'yicha ko'rsatmalar.
RD 153-34.1-17.404-00 (SO 34.17.404-00) Issiqlik elektr stantsiyalarining 12X18H12T po'latdan yasalgan bug'li qizib ketadigan quvurlarida don hajmini ultratovush nazorat qilish usuli. (rev. No 1-92, rev. No 3-01)
RD 34.17.415-96 Quvvat uskunalari mahkamlagichlarini ultratovushli tekshirish bo'yicha ko'rsatmalar.
RD 34.17.418 (SO 153-34.17.418) perlitli po'latdan yasalgan quvur burmalarining nuqsonlarini aniqlash bo'yicha ko'rsatmalar. (I-sonli 23-sonli SD-80I 1-81-sonli o'zgartirish va qo'shimchalar)
RD 34.17.427-89 (SO 153-34.17.427-89) Uslubiy ko'rsatmalar. Issiqlik elektr stantsiyalarida buzilmaydigan sinov. Umumiy talablar
RD 36-62-00 Yuk ko'tarish uskunalari. Umumiy texnik talablar.
RD 38.13.004-86 10 MPa (100 kgf / sm2) gacha bo'lgan bosim ostida texnologik quvurlarni ishlatish va ta'mirlash
RD-39 In-line diagnostika natijalariga ko'ra magistral neft quvurlarining nuqsonli uchastkalarini ta'mirlash usullari.
RD 39-00147105-015-98 Magistral neft quvurlarini kapital ta'mirlash qoidalari.
RD 50-407-83 Uslubiy ko'rsatmalar. 30-255 ° prizma burchakli 1,25-5 MGts chastotali payvandlangan bo'g'inlarni ultratovush tekshiruvi uchun moyil o'tkazgichlarning asosiy parametrlari. O'lchash texnikasi.
RD 51-31323949-38-98 Issiqlikka bardoshli va yuqori qotishma po'latdan yasalgan kompressor stansiyalarining texnologik quvurlarini payvandlash texnologiyasi bo'yicha qo'llanma hujjati.
RD 558-97 Gaz quvurlarini ta'mirlash va tiklash ishlarida quvurlarni payvandlash texnologiyasi bo'yicha qo'llanma hujjati
RD 108.021.112-88 Bug 'turbinalari va armaturalarining quyma korpus qismlarida nuqsonlarni issiqlik bilan ishlov berilmasdan payvandlash yo'li bilan tuzatish.
RD 153-006-02 Yog 'magistral quvurlarini qurish va kapital ta'mirlash vaqtida payvandlash texnologiyasi bo'yicha ko'rsatmalar.
RD 153-34.1-003-01 (SO 153-34.003-01) Quvvat uskunalarini o'rnatish va ta'mirlash vaqtida qozon va quvurlarning quvur tizimlarini payvandlash, issiqlik bilan ishlov berish va nazorat qilish.
RD 153-34.1-17.461-00 (SO 34.17.461-00) Quvvat uskunalarini ishlab chiqarish, o'rnatish, ishlatish va ta'mirlashda payvandlangan bo'g'inlar, sirt va asosiy metallni kapillyar tekshirish bo'yicha ko'rsatmalar.
RD 153-39.4R-130-2002 "rulonlarni" kesish va kiritish qoidalari, detallarni ulash, vilkalar, o'chirish va tartibga solish. Magistral neft quvurlari qismlarining armatura va ulanishi.
RD 2730.300.06-98 Atom va issiqlik elektr stantsiyalari uchun armatura. Yopishtiruvchi yuzalarni qoplash. Texnik talablar.
RD 2730.940.102-92 Bug 'va issiq suv qozonlari. Bug 'va issiq suv quvurlari. Payvandlangan ulanishlar. Umumiy talablar.
RD 2730.940.103-92 Bug 'va issiq suv qozonlari. Bug 'va issiq suv quvurlari. Payvandlangan ulanishlar. Sifat nazorati.
RD 3688-00220302-003-04 Quvurli isitish pechlari. Dizayn, ishlab chiqarish va ekspluatatsiyaga qo'yiladigan talablar.
RD 3689-001-00220302 / 31-2004 Reaksiyali quvurli pechlar uchun nurli naychalar va ularning elementlari. Dizayn, ishlab chiqarish va etkazib berishga qo'yiladigan talablar.
RD 3689-002-00220302 / 31-2008 Reaksiyali quvurli pechlar uchun nurli quvurlar va ularning elementlarini payvandlash. Asosiy qoidalar.
RD RTM 26-347-80 Alyuminiyni plazma bilan payvandlash.
RDI 26-01-6-81 Tomirlar va apparatlar payvandlangan bo'g'inlari choklari, titan va uning qotishmalaridan ajratuvchi qismlar blankalari. Ultrasonik echo nazorat qilish usuli. (1989 yildagi №1 o'zgartirish bilan)
RDI 26-01-146-84 Payvandlangan mis birikmalar. Turlari va tarkibiy elementlari.
RDI 26-11-62-98 Polietilen quvurlarning payvand choklarini ultratovushli tekshirish bo'yicha ko'rsatmalar. (2000 yilgi RDIga qo'shilgan holda).
RDI 26-11-65-96 Vayron qilmaydigan sinov. Quvurlarning payvandlangan bo'g'inlarining dumaloq tikuvlari. Ultrasonik tekshirish texnikasi.
RDI 26.260.481-2003 Qalinligi 60-120 mm bo'lgan 12XM-08Kh18N10B ikki qatlamli po'latdan yasalgan reaktorlarning pay va paychalarining payvandlangan bo'g'inlarini tekshirish uchun ultratovush usuli bo'yicha ko'rsatmalar.
RDI 38.18.016-94 Texnologik uskunalarning payvandlangan bo'g'inlarini ultratovushli tekshirish bo'yicha ko'rsatmalar.
RDI 38.18.017-94 Uskunalar va payvandlangan bo'g'inlarni magnit zarralarini tekshirish bo'yicha ko'rsatmalar.
RDI 38.18.019-95 Payvandlangan bo'g'inlar va payvandlash uchun texnologik uskunalar qismlarini kapillyar tekshirish bo'yicha ko'rsatma.
RDI 38.18.020-95 "Tomirlar, apparatlar va quvurlarning payvandlangan bo'g'inlarini radiografik tekshirish" yo'riqnomasi.
RD ROSEK 001-96 Yuk ko'tarish mashinalari. Metall konstruktsiyalar. Ultrasonik nazorat. Asosiy qoidalar.
RD ROSEK-01-002-96 Yuk ko'tarish mashinalari. Metall konstruktsiyalar. Radiatsion nazorat. Asosiy qoidalar.
RD ROSEK-003-97 Yuk ko'tarish mashinalari. Magnit zarrachalarni boshqarish. Asosiy qoidalar.
RD ROSEK-004-97 Yuk ko'tarish mashinalari. Kapillyar nazorat. Asosiy qoidalar.
RD ROSEK-006-97 Yuk ko'tarish mashinalari. Metall konstruktsiyalar. Ultrasonik qalinlikni o'lchash. Asosiy qoidalar
RD ROSEK-007-97 Yuk ko'tarish mashinalari. Eddy oqimini boshqarish. Asosiy qoidalar.
RD ROSEK-02-008-96 Yo'lovchi, shifoxona va yuk liftlari. Tahribatsiz sinov. Asosiy qoidalar.
RTM 26-17-012-83 zanglamaydigan po'latdan yasalgan neft-kimyo uskunalarini gazdan himoyalangan payvandlash
RTM 26-238-81 16GS, 09G2S, 20K, 20YUCH gradusli po'latlarning termal aylanishini tartibga soluvchi elektroslagli payvandlash.
RTM 26-320-79 Avtomatik boshq manbai, qo'lda va elektroslag gaz va neftga kimyo uskunalari 12XM tipidagi xrom-libdenli past qotishmasli issiqlikka bardoshli.
RTM 36.44.15.1-87 Quvurlar bilan payvandlangan bo'g'inlarni tekshirishning rentgenli televizion usulini qo'llash bo'yicha ko'rsatma.
RTM 393-94 Temir-beton konstruktsiyalarining armatura va ko'milgan mahsulotlarini payvandlash va sifatini nazorat qilish uchun texnik materiallar.
SN 527-80 PN bosimi 10 MPa gacha bo'lgan texnologik po'lat quvurlarni loyihalash bo'yicha ko'rsatma. (1-86-son, 2-87-sonli o'zgartirishlar bilan)
SN 550-82 Plastik quvurlardan texnologik quvurlarni loyihalash bo'yicha ko'rsatmalar.
SNiP 2.03.06-85 Alyuminiy tuzilmalari.
SNiP 3.03.01-87 Rulman va o'rash tuzilmalari (Tushuntirish, 1988, 1989 yilda qayta ko'rib chiqilgan)
SNiP 3.05.03-85 Issiqlik tarmoqlari.
SNiP 3.05.04-85 * Tashqi tarmoqlar va suv ta'minoti va kanalizatsiya inshootlari. (Rev. No1-90).
SNiP 3.05.05-84 Texnologik uskunalar va texnologik quvurlar. Ishni qabul qilish qoidalari.
SNiP 3.06.04-91 Ko'priklar va quvurlar
SNiP 3.06.07-86 Ko'priklar va quvurlar. Tekshirish va tekshirish qoidalari.
SNiP 42-01-2002 Gaz taqsimlash tizimlari.
SNiP III-18-75 Metall konstruktsiyalar. Metall konstruksiyalarni ishlab chiqarish va o'rnatish ishlarini ishlab chiqarish va qabul qilish qoidalari.
SNiP III-42-80 * Magistral quvurlari.
SP 40-101-96 "tasodifiy kopolimer" polipropilendan quvurlarni loyihalash va o'rnatish qoidalari kodeksi.
SP 40-102-2000 Polimer materiallardan suv ta'minoti va kanalizatsiya tizimlari uchun quvurlarni loyihalash va o'rnatish. Umumiy talablar. (CH 478-80 o'rniga).
SP 42-101-2003 Metall va polietilen quvurlardan gaz taqsimlash tizimini loyihalash va qurish bo'yicha umumiy qoidalar.
SP 42-102-2004 Metall quvurlardan gaz quvurlarini loyihalash va qurish.
SP 42-103-2003 Polietilen quvurlardan gaz quvurlarini loyihalash va qurish va eskirgan gaz quvurlarini rekonstruksiya qilish. (SP 42-101-96, SP 42-103-97, SP 42-105-99 o'rniga).
SP 53-101-98 Po'lat konstruksiyalarni ishlab chiqarish va sifatini nazorat qilish.
SP 105-34-96 Magistral gaz quvurlari uchun qoidalar kodeksi. Payvandlash va sifat nazorati.
TI 06.195-91 Quvvat qismlari. Sızdırmazlık va hidoyat yuzalarini qo'lda boshq manbai. Texnologik ko'rsatma.
TI 553-01-90 Quvvat qismlari. Payvandlangan sızdırmazlık va hidoyat yuzalarining nuqsonlarini tuzatish. Texnologik ko'rsatma.
TI ROSEK-002-97 UD 2-12 nuqsonli detektor yordamida yuk ko'taruvchi mashinalarning metall konstruktsiyalarini ultratovushli tekshirish bo'yicha texnologik ko'rsatma.
TR 125-02 Birlashtirilgan polipropilen quvurlardan ichki suv ta'minoti, isitish va sovutish tizimlarini loyihalash va o'rnatish bo'yicha texnik tavsiyalar.
TSN 102-00 * A500S va A400S sinflarini mustahkamlovchi temir-beton konstruktsiyalar (2006 yil nashr).
TU 24.22.188-04 TU payvandlash yordamida ko'taruvchi kranlarni ta'mirlash, ishlab chiqarish (alohida elementlarni), rekonstruksiya qilish va o'rnatish uchun.
TU 34-38-20189-94
(SO 34-38-20189-94) Statsionar bug 'qozonlarining gaz-moyli brülörleri. Ta'mirlashning texnik shartlari.
TU 36-002-00211-01 Yuk va yo'lovchilarning havo yo'llari uchun temir konstruktsiyalar
TU 38-17-20041-86 Chiqindilarni issiqlik qozonlari. Energiya texnologiyasi qozonlari. Radiatsion va konvektiv isitish sirtlari, barabanlar va kollektorlar. Ta'mirlashning texnik shartlari.
TU 108.18.174-88 Statsionar bug 'qozonlarining burner qurilmalari (burnerlari). Texnik shartlar.
TU 1333-078-00220302-2004 Reaktsiya quvurlari va ularning elementlari yuqori haroratli neft-kimyo uskunalari uchun issiqlikka bardoshli po'lat va qotishmalardan tayyorlangan. Texnik shartlar.
RUA-93 0,07 MPa (0,7 kgf / sm2) dan past bosim ostida ishlaydigan idishlar va apparatlarni ishlatish va ta'mirlash bo'yicha ko'rsatmalar, vakuum.
TsV 201-98 Yuk vagonlarini ta'mirlashda payvandlash va sirt qoplamasi bo'yicha ko'rsatma.
637-96 PKBTSV * Avtomobil qismlarini kuchlanish va vayron qilmaslik sinovlari bo'yicha texnologik ko'rsatma 637-96 PKBTSV.
Buyuk Britaniya 36.24.12-100-97 Yuk ko'tarish mashinalari, uskunalari va ko'targichlarining metall konstruktsiyalari. Katta kapital ta'mirlash. BU.
08.0302.282 PA Yuqori bosimli isitgichlar gardish ulagichining membranali muhrini o'rnatish va ta'mirlash bo'yicha ko'rsatmalar.
SO 153-34.26.608-2003 Yuqori bosimli qozon tamburlarini tekshirish va ta'mirlash texnologiyasi bo'yicha ko'rsatmalar.
ST TsKBA 006-2003 Quvur qismlari. Kriogenli armatura. Umumiy texnik shartlar. (OST o'rniga 26-07-794-73).
ST TsKBA 025-2006 Quvur qismlari. Payvand choklarini payvandlash va sifatini nazorat qilish. Texnik talablar. (OST 26.07.755-86, bo'limlar 1-8 RD RTM 26-07-246-80 o'rnini bosadi).
STO CKTI 10.001-2005 Barabanli payvandlangan statsionar qozonlar. Ishlab chiqarish uchun umumiy texnik talablar.
(OST 108.030.39-80, OST 108.389.01-85, OST 108.819.01-85, OST 108.819.02-76 o'rniga).
STO CKTI 10.002-2007 Quvurlarni isitish yuzalarining elementlari, qozon ichidagi ulash quvurlari va statsionar qozonlarning kollektori. Ishlab chiqarish uchun umumiy texnik talablar. (OST o'rniga 108.030.40-79, OST 108.030.133-84, RD 24.031.22-90, RD 24.031.23-90, TU 108-970-90).
STO CKTI 10.003-2007 Issiqlik stantsiyalarining bug 'va issiq suv quvurlari. Ishlab chiqarish uchun umumiy texnik talablar.
(OST 24.125.60-89, OST 108.940.02-82, OST 108.320.102-78, OST 108.320.103-78 o'rniga).
STO TsKTI 10.004-2007 Energiya uchun kemalar. Ishlab chiqarish uchun umumiy texnik talablar.
(RD 24.030.101-88 o'rniga).
STO CKTI 10.005-2006 Bug ', gaz va gidravlik turbinalar uchun payvandlangan konstruksiyalarni strukturaviy va texnologik loyihalash va ishlab chiqarish. Strukturaviy va texnologik dizaynga umumiy talablar.
(RTM 108.940.08-85 o'rniga).
STO Gazprom RD 2.5-141-2005 Gaz taqsimoti. Shartlar va ta'riflar.
STO NIK-00208953-001-2007 Karbamid ishlab chiqarish uchun uskunalar va quvurlarni ishlab chiqarish, o'rnatish, ta'mirlash va rekonstruksiya qilishda zanglamaydigan po'latlarni payvandlash bo'yicha ko'rsatmalar. (IT-001-L8-89 o'rniga)
STO 00220256-001-2005 Tomirlar va apparatlar elliptik tubini issiq shtamplash va issiqlik bilan ishlov berish.
STO 00220256-002-2006 Tomirlar va apparatlarni ta'mirlash va rekonstruksiya qilish jarayonida payvandlash ishlari. Oddiy texnik shartlar.
STO 00220256-003-2006 Spiral issiqlik almashinuvchilari. Texnik shartlar. (TU 26-01-268-80 o'rniga).
STO 00220256-005-2005 Bosim ostida ishlaydigan idishlar va apparatlarning dumg'aza, fileto va tishli payvand choklari. Ultrasonik tekshirish texnikasi (OST 26-2044-83 o'rniga).
STO 00220256-014-2008 Devor qalinligi 4 dan 30 mm gacha bo'lgan ostenitik va ostenitik-ferritli po'latdan yasalgan kimyoviy uskunalarning dumg'aza, burchak va tishli bo'g'imlarini ultratovushli tekshirish bo'yicha ko'rsatmalar (RD 26-01-128-2000 o'rniga) )
STO 00220368-008-2006 Korroziyaga chidamli qotishmalardan temir-nikel va nikel asoslari, bir-biriga o'xshash bo'lmagan bo'g'inlar va 06XN28MDT, XN65MV, N70MFV-VI qotishmali qoplamali ikki qavatli po'latdan ehtiyot qismlar va yig'ilishlar ishlab chiqarish. Oddiy texnologik jarayon.
STO 00220368-009-2006 Korroziyaga chidamli qotishmalar va po'latdan yasalgan qoplamali bo'laklarni ta'mirlash, ikki qatlamli plitalar va uglerodli, past qotishma va xrom-molibdenli po'latdan yasalgan bimetalik apparatlar ishlab chiqarish jarayonida aniqlangan. Oddiy texnologik jarayon.
STO 00220368-010-2007 Bosim ostida ishlaydigan idishlar va apparatlarning payvandlangan bo'g'inlari choklari. Radiografik nazorat usuli. (OST 26-896-80 o'rniga, OST 26-11-03-84).
STO 00220368-011-2007 (rev. 2008 y. Holatiga ko'ra) Temir-nikel va nikel asosidagi uglerod, past qotishma, issiqlikka bardoshli, yuqori qotishma po'lat va qotishmalardan idishlar, apparatlar va quvurlarning o'xshash bo'lmagan bo'g'inlarini payvandlash. (RTM 26-298-78 o'rniga, RTM 26-378-81).
STO 00220368-012-2008 Uglerodli va past qotishma po'latdan idishlar, apparatlar va quvurlarni payvandlash. (O'rniga
RD 26-8-87, RD 26-11-15-87, RD 26-17-51-85 (RD 26-17-051-85), RTM 26-245-77, RD 26-17-77-87 , RTM 26-27-70)
STO 00220368-013-2009 * Yuqori qotishma po'latdan idishlar, apparatlar va quvurlarni payvandlash. (RTM 26-17-012-83 o'rniga,
RTM 26-17-034-84). * Hujjat tasdiqlanmoqda.
STO 00220575-063-2005 Neft va gazni tayyorlash va qayta ishlash uchun vodorod sulfidi bo'lgan va korroziyali yorilishga olib keladigan kemalar, apparatlar va texnologik qurilmalar bloklari (RD 26-02-63-87 o'rniga).
STO 02494680-0030-2004 Neft va neft mahsulotlari uchun vertikal silindrli po'latdan yasalgan tanklar. Texnik diagnostika, ta'mirlash va rekonstruksiya qilish qoidalari
STO 02494680-0046-2005 Chelik metall konstruktsiyalarining payvand choklari. Dizayn, ishlab chiqarish va o'rnatish uchun umumiy talablar.
STO 02495307-001-2007 Bino va inshootlarning monolit temir-beton ustunlaridagi mustahkamlovchi panjaralarning payvand choklari.
STO 02495307-002-2008 Temir-beton konstruktsiyalarda mustahkamlangan payvand choklarini ultratovush tekshiruvi.
STO 36554501-005-2006 * Temir-beton konstruktsiyalarda A500SP sinfidagi armaturani qo'llash.
STO 45167708-01-2007 bosimi 1,2 MPa gacha bo'lgan polietilen gaz quvurlarini loyihalash va qurish va eskirgan gaz quvurlarini rekonstruksiya qilish.
STP 26.260.484-2004 Kimyoviy injeneriyada korroziyaga chidamli po'lat va temir-nikelli qotishmalarni issiqlik bilan ishlov berish. (RD 26-01-42-87 o'rniga).
STP 26.260.485-2004 Qalinligi 4-60 mm bo'lgan, ikki qatlamli po'latdan yasalgan, elektroslag qoplamali usulda olingan po'latdan yasalgan metallning sifatini buzilmasdan nazorat qilish bo'yicha yo'riqnoma.
STP 26.260.486-2005 Rostexnadzorga bo'ysunadigan idishlar, apparatlar va quvurlarni ishlab chiqarishda ishlatiladigan import qilinadigan va mahalliy asosiy payvandlash materiallari analoglari katalogi.
STP 26.260.487-2005 Qalinligi 4-120 mm bo'lgan ikki qatlamli po'latdan yasalgan po'latdan yasalgan po'latning sifatini buzilmasdan nazorat qilish bo'yicha yo'riqnoma.
STP 442-2000 Qovurilgan quvurlar. Ishlab chiqarish va qabul qilish qoidalari.
7. Martenli po'lat ishlab chiqarishning mohiyati, afzalliklari va kamchiliklari.
8. Po'lat ishlab chiqarishning Bessemer (konvertor) usulining mohiyati, afzalliklari va kamchiliklari.
9. Po'latning marganets va kremniy bilan oksidlanishi qanday. Po'latning "qaynashi" hodisasini tushuntiring.
10. Elektr pechlarida po'lat ishlab chiqarishning mohiyati, afzalliklari va kamchiliklari. Elektr pechlarida qanday po'lat eriydi.
11. Po'lat quyishning qanday usullari bor.
6 -sonli mustaqil ish.
Issiqlik bilan ishlov berishdagi nuqsonlar, ularni oldini olish va bartaraf etish usullari.
Qotishmalarning diffuziya to'yinganligining istiqbolli turlari. Ularning avtomobilsozlik sanoatida qo'llanilishi.
Ish shakli: o'quv adabiyotlarining konspektini tuzish va Internet -resurslar va davriy nashrlardan foydalanish.
4 soat
Ishni tugatish vaqti:"Issiqlik bilan ishlov berish", "Issiqlik bilan ishlov berish turlari" mavzularini o'rganayotganda.
1. " Texnik xizmat ko'rsatish nuqsonlari ". Ushbu mavzuni o'rgangandan so'ng, 6 turdagi nuqsonlarni tavsiflovchi jadvalni to'ldiring:
2. " Qotishmalarning diffuziya to'yinganligining istiqbolli turlari ". Bu mavzuni o'rganib bo'lgach, uning mazmuni haqida har qanday shaklda qisqacha ma'lumot bering (xulosa, diagramma, tushuntirishli rasmlar va boshqalar). Quyidagi savollarga e'tibor bering:
1. Metallning diffuziya to'yinganligi nima, uning maqsadi.
2. An'anaviy va istiqbolli to'yinganlik turlari.
3. Avtomobilsozlik sanoatining qaysi mahsulotlarini belgilangan qayta ishlashga kiritish mumkin.
4. Bunday qayta ishlash istiqbollari haqida sizning shaxsiy mulohazalaringiz.
7 -sonli mustaqil ish.
Normativ hujjatlar va Internet -resurslardan foydalangan holda po'latlarning xarakteristikasi.
Avtomobil sanoatida qotishma po'latdan foydalanish.
Ish shakli: Internet -resurslar va me'yoriy hujjatlar yordamida materiallarning tavsifi.
Ishni bajarish uchun soat soni: 5 soat
Ishni tugatish vaqti:"Uglerodli va qotishma po'latlar" mavzularini o'rganayotganda, "Cheliklarning mikro tuzilishini tahlil qilish" laboratoriya ishini bajarishda.
Topshiriqni bajarish bo'yicha ko'rsatmalar: materiallarni sotadigan va tavsiflovchi saytlarga o'ting. Saytda oynani oching "Chelik" yoki "qotishmalar darajasi". Markangiz bo'yicha sizning versiyangizga mos keladigan po'latlarni toping va ta'riflang.
Ko'rsatib bering: po'latdan yasalgan ko'lami (ishlab chiqarilgan mahsulotlar misollari bilan),
brendning mumkin bo'lgan o'rinbosarlari va xorijiy analoglari;
to'liq kimyoviy tarkibi;
mexanik xususiyatlar (kuch, plastika, qattiqlik va boshqalar);
texnologik xususiyatlari.
 Mashina ishini texnik standartlashtirish Umumiy qoidalarni hisoblash Mashina ishini standartlarga muvofiq standartlashtirish
Mashina ishini texnik standartlashtirish Umumiy qoidalarni hisoblash Mashina ishini standartlarga muvofiq standartlashtirish Yassilash testi usuli
Yassilash testi usuli Quvurlarni ultratovush tekshiruvi
Quvurlarni ultratovush tekshiruvi Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari
Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash
Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash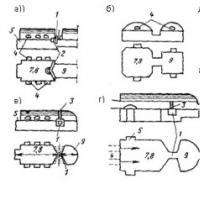 Shisha va sayt texnologiyasining fizik -kimyoviy asoslari
Shisha va sayt texnologiyasining fizik -kimyoviy asoslari GOST uskunalari tavsifi
GOST uskunalari tavsifi