Yassilash testi usuli. Quvurlar. Yassilash test usuli SSSR ittifoqining davlat standarti
SSR Ittifoqining davlat standarti
QUVURLAR
FLATTING TEST METODI
GOST 8695-75
(ST SEV 480-77)
SSSR STANDARTLAR DAVLAT QOMITASI
Moskva
SSR Ittifoqining davlat standarti
SSSR Vazirlar Kengashi Davlat standartlari qo'mitasining 1975 yil 23 dekabrdagi 3981 -sonli qarori bilan amal qilish muddati belgilanadi.
07.01.1977 yildan
01.07.1982 yilgacha
Standartga rioya qilmaslik qonun bilan jazolanadi
Ushbu standart tashqi diametri 400 mm dan oshmaydigan va devor qalinligi quvur diametrining 15% dan oshmaydigan choksiz va payvandlangan metall quvurlarga qo'llaniladi va 20 ± 10 ° haroratda tekislash sinov usulini o'rnatadi. C.
Standart CMEA standartlashtirish bo'yicha tavsiyanomasi talablariga javob beradi Kompyuter 68-63 va ISO R 202 tavsiyalari.
Standart tekislash testlari bo'yicha ST SEV 480-77 ga to'liq mos keladi.
1. SIMBOLLAR
1.1. Yassilashni sinashda quyidagi belgilar beriladi:
dumaloq quvur namunasining tashqi diametri, mm -D;
namuna devor qalinligi, mm - a;
sinov oxirida parallel tekisliklar orasidagi masofa, mm - H;
namunaning ichki diametri, mm -D ichki
2. O'RNATISH USULI
2.1. Quvurlarni tekislash uchun sinov qilish uchun namunalar uzunligi 20 - 50 mm bo'lgan quvur segmenti shaklida, sifatini baholashda kelishmovchiliklar bo'lsa - uzunligi 1,5 ishlatiladi.D ichki , lekin kamida 10 mm va 100 mm dan oshmasligi kerak.
2.2. Sinov to'g'ridan -to'g'ri quvurda, uning uzunlamasına o'qiga kamida 0,8 chuqurlikka perpendikulyar bo'lgan, oldindan kesilgan bo'lishi mumkin.D(aka.).
2.3. Kesish tekisligi quvur o'qiga perpendikulyar bo'lishi kerak. Namuna chetidagi burmalarni olib tashlash kerak.
2.4. Namunada, agar u ma'lum bir mahsulot uchun standartlarda o'rnatilgan bo'lsa, sirt qatlamlarini (ichki va tashqi) olib tashlashga ruxsat beriladi.
Hek. 1
3. TESTLARNING ISHLASHI
3.1. Sinov uchun namuna ikkita tekis va parallel tekisliklar orasiga joylashtiriladi va tekis tekislanadi, bu esa bosim tekisliklarini ma'lum masofaga yaqinlashtiradi. H(rasm va).
3.2. Siqish tekisliklarining kengligi har doim tekislashdan keyin namuna kengligidan katta bo'lishi kerak.
3.3. Sinov paytida payvand choki yukni qo'llash o'qiga taxminan 90 ° burchak ostida joylashgan (rasm).
3.4. Sinov sifatini baholashda kelishmovchilik bo'lsa, namunani tekislash tezligi 25 mm / min dan oshmasligi kerak.
4. Natijalarni qayta ishlash
4.1. Namuna sinovdan o'tganligining belgisi, siqiladigan yuzalarga qiymatga yaqinlashgandan keyin yo'qligi H tashqi va ichki yuzalarida metall porloq yoriqlar yoki ko'z yoshlari ingl.
(O'zgartirilgan nashr, No1 o'zgartirish).
5. TEST HISOBOTI
Sinov hisobotida quyidagilar ko'rsatilishi kerak:
quvur materiallari va o'lchamlari;
natijalar.
(Qo'shimcha sifatida kiritilgan, No1 o'zgartirish).
GOST 8695-75
V69 guruhi
Davlatlararo standart
Yassilash testi usuli
Quvurlash. Yassilash testi usuli
ISS 23.040.10
Kirish sanasi 1977-07-01
SSSR Vazirlar Kengashi Davlat standartlari qo'mitasining 23.12.75 yildagi 3981 -sonli qarori bilan joriy etish sanasi 01.07.77 yilda belgilandi.
Amal qilish chegarasi Davlat standartining 09/10/92 N 1153 qarori bilan olib tashlandi
GOST 8695-58 ni o'zgartiring
EDITION (2010 yil sentyabr), 1-sonli o'zgartirish bilan, 1980 yil aprelda tasdiqlangan (IUS 5-80)
Bu standart tashqi diametri 400 mm dan oshmaydigan va devor qalinligi trubaning tashqi diametrining 15% dan oshmaydigan choksiz va payvandlangan metall quvurlarga qo'llaniladi va (20 ± 10) haroratda tekislash sinov usulini o'rnatadi. ) ° S
Standart CMEA RS 68-63 * standartlashtirish bo'yicha tavsiyasi va ISO R 202 tavsiyanomasining talablariga javob beradi.
________________
* Bu erda va bundan keyin tilga olingan xalqaro va xorijiy hujjatlarga kirishni http://shop.cntd.ru saytiga havolani bosish orqali olish mumkin. - ma'lumotlar bazasi ishlab chiqaruvchisidan eslatma.
Standart tekislash testlari bo'yicha ST SEV 480-77 ga to'liq mos keladi.
1. SIMBOLLAR
1. SIMBOLLAR
1.1. Yassilashni sinashda quyidagi belgilar beriladi:
- dumaloq quvur namunasining dastlabki tashqi diametri, mm -;
- namuna devor qalinligi, mm -;
- sinov oxirida parallel tekisliklar orasidagi masofa, mm -;
- namunaning ichki diametri, mm -.
2. O'RNATISH USULI
2.1. Quvurlarni tekislash uchun sinov qilish uchun namunalar uzunligi 20-50 mm bo'lgan quvur segmenti shaklida, sifatini baholashda kelishmovchiliklar bo'lsa - uzunligi 1,5, lekin 10 mm dan kam bo'lmagan va undan ko'p bo'lmagan holda ishlatiladi. 100 mm dan ortiq.
2.2. Sinovni to'g'ridan -to'g'ri quvurda, uning uzunlamasına o'qiga kamida 0,8 chuqurlikka perpendikulyar bo'lgan dastlabki chuqurchasi bilan o'tkazish mumkin (1 -rasm).
Jin ursin 1
2.3. Kesish tekisligi quvur o'qiga perpendikulyar bo'lishi kerak. Namuna chetidagi burmalarni olib tashlash kerak.
2.4. Namunada, agar u ma'lum bir mahsulot uchun standartlarda o'rnatilgan bo'lsa, sirt qatlamlarini (ichki va tashqi) olib tashlashga ruxsat beriladi.
3. TESTLARNING ISHLASHI
3.1. Sinov uchun namuna ikkita tekis qattiq va parallel tekisliklar orasiga joylashtiriladi va silliq tekislanadi, bu esa siqish tekisliklarini ma'lum masofaga yaqinlashtiradi (2 va 3 -rasm).
Jin ursin.3
3.2. Siqish tekisliklarining kengligi har doim tekislashdan keyin namuna kengligidan katta bo'lishi kerak.
3.3. Sinov paytida payvand choki yukni qo'llash o'qiga taxminan 90 ° burchak ostida joylashgan (4 -rasm).
Jin ursin.4
3.4. Sinov sifatini baholashda kelishmovchilik bo'lsa, namunani tekislash tezligi 25 mm / min dan oshmasligi kerak.
4. Natijalarni qayta ishlash
4.1. Namunaning sinovdan o'tganligini ko'rsatuvchi belgi - bu siqiladigan yuzalarga tashqi va ichki yuzalaridagi yoriqlar yoki ko'z yoshlarining metall porlashi bilan vizual ravishda aniqlangan qiymatga yaqinlashgandan keyin yo'qligi.
(O'zgartirilgan nashr, O'zgartirish N 1).
5. TEST HISOBOTI
Sinov hisoboti quyidagilarni ko'rsatadi:
- quvurning materiali va o'lchami;
- natijalar.
(Qo'shimcha ravishda taqdim etilgan, Rev. N 1).
Hujjatning elektron matni
"Kodeks" OAJ tomonidan tayyorlangan va tasdiqlangan:
rasmiy nashr
Metall quvurlar va ulash quvurlari
ularga qismlar. 4 -qism. Qora quvurlar
metallar va qotishmalar quyiladi va ulanadi
ularga qismlar. Asosiy o'lchamlar. Usullari
quvurlarning texnologik sinovlari:
Shanba GOSTlar. - M.: Standartinform, 2010
GOST 8695-75 standarti tashqi diametri 400 mm dan oshmaydigan va devor qalinligi trubaning tashqi diametrining 15% dan oshmaydigan choksiz va payvandlangan metall quvurlarga qo'llaniladi va haroratda tekislash sinov usulini o'rnatadi. 20 ± 10 ° S.
Quvurlarni tekislash uchun sinov qilish uchun namunalar uzunligi 20-50 mm bo'lgan quvur segmenti shaklida, sifatini baholashda kelishmovchiliklar bo'lsa - uzunligi 1,5 ishlatiladi. D VN (namunaning ichki diametri, mm), lekin kamida 10 mm va 100 mm dan oshmasligi kerak. Sinov to'g'ridan -to'g'ri quvurda, uning uzunlamasına o'qiga perpendikulyar bo'lgan, kamida 0,8 chuqurlikda bo'lishi mumkin. D(3 -rasm). Kesish tekisligi quvur o'qiga perpendikulyar bo'lishi kerak. Namuna chetidagi burmalarni olib tashlash kerak. Namunada, agar u ma'lum bir mahsulot uchun standartlarda o'rnatilgan bo'lsa, sirt qatlamlarini (ichki va tashqi) olib tashlashga ruxsat beriladi.
Sinov uchun namuna ikkita tekis qattiq va parallel tekisliklar orasiga joylashtiriladi va tekis tekislanadi, bu esa siqilish tekisliklarini sinov oxirida parallel tekisliklar orasidagi belgilangan masofaga yaqinlashtiradi, mm.
Siqish tekisliklarining kengligi har doim tekislashdan keyin namuna kengligidan katta bo'lishi kerak. Tekshiriladigan payvand yuk o'qiga taxminan 90 ° burchak ostida.
Sinov sifatini baholashda kelishmovchilik bo'lsa, namunani tekislash tezligi 25 mm / min dan oshmasligi kerak.
Namuna sinovdan o'tganligining belgisi, siqiladigan yuzalarga qiymatga yaqinlashgandan keyin yo'qligi H tashqi va ichki yuzalarida metall porloq yoriqlar yoki ko'z yoshlari ingl.
Shlangi bosim sinov usuli
GOST 3845-75 standarti po'lat, quyma temir, rangli metallardan yasalgan quvurlarga qo'llaniladi va quvurlar va payvand choklarining asosiy metallining mustahkamligi va zichligini tekshirish uchun ularni ichki gidravlik bosim bilan sinovdan o'tkazish usulini o'rnatadi.
Eng yuqori sinov bosimi quyidagi formulalar yordamida hisoblanishi kerak.
Diametri 550 mm gacha bo'lgan dumaloq monometalik choksiz quvurlar va diametri 480 mm gacha bo'lgan payvandlangan quvurlar uchun sinov bosimi ( R 1 ), MPa (kgf / sm 2) va ( R 2 ), Formulalar bo'yicha hisoblangan MPa (kgf / sm 2):
qayerda s- minimal (minus bardoshlik hisobga olingan holda) quvur devorining qalinligi, mm;
D- quvurning nominal tashqi diametri, mm;
R- sinov paytida quvur devoridagi ruxsat etilgan kuchlanish, MPa (kgf / mm 2);
D p- hisoblangan quvur diametri, mm, bo'lishi mumkin
ishlatiladi: o'rta diametri D p = D - s(choksiz, shu jumladan qozonli, nisbati bilan o'ralgan va payvandlangan quvurlar uchun).
Formulalar (2) choksiz, shu jumladan qozonli, o'ralgan va payvandlangan quvurlar uchun ishlatiladi.
Sinov bosimini hisoblash ( R 3 ), MPa (kgf / sm 2), quvurlarni eksenel bosim bilan har xil dizayndagi presslarda sinovdan o'tkazishda (3) formulasi bo'yicha ishlab chiqariladi, bu eksenel bosimsiz sinov bosimiga tengdir. R 1 .
qayerda N.- quvur massasi va to'lg'azish suyuqligi ta'sirida yuzaga keladigan egilish kuchlanishlarini hisobga oladigan koeffitsient;
l- gidrotestlash paytida trubkani ushlab turuvchi tayanchlar orasidagi eng katta masofa yoki tayanchlar bo'lmaganda trubaning maksimal uzunligi;
TO- gidravlik sinov paytida payvandlangan quvur bo'shlig'ini muhrlash usuliga qarab, eksenel tortishni hisobga olgan holda koeffitsient:
mexanik siqish muhrli gidravlik presslar uchun
TO = 0,97,
ta'qibli lab muhrli gidravlik presslar uchun
oxirgi oraliq muhrli gidravlik presslar uchun
bu erda 0,07 - trubaning ichki hajmining muhrlanishini kafolatlaydigan koeffitsient;
D r- pressning muhr boshining harakatlanuvchi qismining ichki diametri, mm;
D- suv ta'minoti markaziy tsilindrining diametri, mm.
Quvur devoriga bosim o'tkazadigan plomba sifatida suv, emulsiya yoki boshqa suyuqlik ishlatilishi kerak. Sinovdan oldin quvur ichidagi havo to'ldirish suyuqligi bilan almashtirilishi kerak.
Barcha quvurlarni sinovdan o'tkazishda bosimning oshishi va qo'shimcha yupqa devorli quvurlarni sinovdan o'tkazishda bosimning pasayishi (D 102 mm da 0,01) silliq (suv bolg'asiz) amalga oshirilishi kerak.
Diametri 530 mm va undan ortiq bo'lgan payvandlangan po'lat quvurlarni sinov bosimi ostida ushlab turish paytida og'irligi 0,5-0,8 kg bolg'a yoki rulo bilan mexanik ravishda urish kerak.
Quvur sinovdan o'tgan deb hisoblanadi, agar sinov ishchi suyuqlikning oqishini vizual ravishda aniqlamasa va devorning doimiy deformatsiyasini (burilishini) sinovdan o'tkazsa, bu quvur diametrini maksimal og'ishlardan oshib ketadi.
Ultrasonik nuqsonlarni aniqlash usuli
Tekshiruvning etakchi usullaridan biri ultratovushli nuqsonlarni aniqlash usuli hisoblanadi, u GOST 17410-78 standarti bilan boshqariladi. Bu standart qora va rangli metallar va qotishmalardan yasalgan tekis metallli bir qavatli choksiz silindrli quvurlarga qo'llaniladi. Quvurlar metallining uzluksizligi sifatini kuzatishda echo usuli, soya yoki oyna-soya usullari qo'llaniladi. Quvurning metalliga ultratovushli tebranishlarni kiritish suvga cho'mish, aloqa yoki yiv usuli bilan amalga oshiriladi.
Quvur metallining nuqsonlari yo'qligini tekshirish tekshirilgan quvur yuzasini ultratovushli nur bilan skanerlash orqali amalga oshiriladi. Boshqaruvning mahsuldorligi va ishonchliligini oshirish uchun ko'p kanalli boshqaruv sxemalaridan foydalanishga ruxsat beriladi, shu bilan birga nazorat tekisligidagi konvertorlar ularning nazorat natijalariga o'zaro ta'sirini istisno qiladigan tarzda joylashtirilishi kerak.
Ultrasonik nuqsonlarni aniqlash usulini qo'llash maqsadga muvofiqligini asoslash
Choksiz po'lat quvurlar ularning sifatini aniqlash uchun ko'plab sinovlardan o'tkaziladi. Quvurning kimyoviy tarkibi bo'yicha testlar, tortishish sinovlari, qattiqlik sinovlari, egilish, tekislash, boncuklar, gidravlik bosim va boshqalar uchun sinov quvurlari. Keling, ultratovushli nuqsonlarni aniqlash usuliga batafsil to'xtalib o'tamiz, chunki bu usulda tashqi va ichki yuzalarda, shuningdek quvur devorlarining qalinligida joylashgan turli nuqsonlar (masalan, metallning uzilishi va bir xilligi) aniqlanadi. faqat ultratovushli nuqsonlarni aniqlash uskunalari yordamida aniqlanadi.

SSR Ittifoqining davlat standarti
QUVURLAR
FLATTING TEST METODI
SSSR Vazirlar Kengashi Davlat standartlari qo'mitasining 1975 yil 23 dekabrdagi 3981 -sonli qarori bilan amal qilish muddati belgilanadi.
07.01.1977 yildan
Standart tekislash testlari bo'yicha ST SEV 480-77 ga to'liq mos keladi.
1. SIMBOLLAR
1.1. Yassilashni sinashda quyidagi belgilar beriladi:
dumaloq quvur namunasining tashqi diametri, mm - D;
namuna devor qalinligi, mm - a;
sinov oxirida parallel tekisliklar orasidagi masofa, mm - H;
namunaning ichki diametri, mm - D VN.
2. O'RNATISH USULI
2.1. Quvurlarni tekislash uchun sinov qilish uchun namunalar uzunligi 20-50 mm bo'lgan quvur segmenti shaklida, sifatini baholashda kelishmovchiliklar bo'lsa - uzunligi 1,5 ishlatiladi. D VN, lekin kamida 10 mm va 100 mm dan oshmasligi kerak.
2.2. Sinov to'g'ridan -to'g'ri quvurda, uning uzunlamasına o'qiga perpendikulyar bo'lgan, kamida 0,8 chuqurlikda bo'lishi mumkin. D(1 -rasm).
2.3. Kesish tekisligi quvur o'qiga perpendikulyar bo'lishi kerak. Namuna chetidagi burmalarni olib tashlash kerak.
2.4. Namunada, agar u ma'lum bir mahsulot uchun standartlarda o'rnatilgan bo'lsa, sirt qatlamlarini (ichki va tashqi) olib tashlashga ruxsat beriladi.
3.2. Siqish tekisliklarining kengligi har doim tekislashdan keyin namuna kengligidan katta bo'lishi kerak.
3.3. Sinov paytida payvand choki yukni qo'llash o'qiga taxminan 90 ° burchak ostida joylashgan (4 -rasm).
natijalar.
(Qo'shimcha sifatida kiritilgan, No1 o'zgartirish).
GOST 8695-75
V69 guruhi
Davlatlararo standart
Yassilash testi usuli
Quvurlash. Yassilash testi usuli
Kirish sanasi 1977-07-01
SSSR Vazirlar Kengashi Davlat standartlari qo'mitasining 1975 yil 23 dekabrdagi 3981 -sonli qarori bilan ta'sir o'tkazildi.
Amal qilish muddati cheklanishi Davlat standartining 09/10/92 N 1153 qarori bilan olib tashlandi
GOST 8695-58 ni o'zgartiring
1-sonli tahrir bilan EDITION, 1980 yil aprelda tasdiqlangan (IUS 5-80)
Bu standart tashqi diametri 400 mm dan oshmaydigan va devor qalinligi trubaning tashqi diametrining 15% dan oshmaydigan choksiz va payvandlangan metall quvurlarga qo'llaniladi va (20 ± 10) haroratda tekislash sinov usulini o'rnatadi. ) ° S
Standart tekislash testlari bo'yicha ST SEV 480-77 ga to'liq mos keladi.
1. SIMBOLLAR
1.1. Yassilashni sinashda quyidagi belgilar beriladi:
Dumaloq quvur namunasining dastlabki tashqi diametri, mm -;
Namuna devor qalinligi, mm -;
Sinov oxirida parallel tekisliklar orasidagi masofa, mm -;
Namuna ichki diametri, mm -.
2. O'RNATISH USULI
2.1. Quvurlarni tekislash uchun sinov qilish uchun namunalar uzunligi 20-50 mm bo'lgan quvur segmenti shaklida, sifatini baholashda kelishmovchiliklar bo'lsa - uzunligi 1,5, lekin 10 mm dan kam bo'lmagan va undan ko'p bo'lmagan holda ishlatiladi. 100 mm dan ortiq.
2.2. Sinovni to'g'ridan -to'g'ri quvurda, uning uzunlamasına o'qiga kamida 0,8 chuqurlikka perpendikulyar bo'lgan dastlabki chuqurchasi bilan o'tkazish mumkin (1 -rasm).

2.3. Kesish tekisligi quvur o'qiga perpendikulyar bo'lishi kerak. Namuna chetidagi burmalarni olib tashlash kerak.
2.4. Namunada, agar u ma'lum bir mahsulot uchun standartlarda o'rnatilgan bo'lsa, sirt qatlamlarini (ichki va tashqi) olib tashlashga ruxsat beriladi.
3. TESTLARNING ISHLASHI
3.1. Sinov uchun namuna ikkita tekis qattiq va parallel tekisliklar orasiga joylashtiriladi va silliq tekislanadi, bu esa siqish tekisliklarini ma'lum masofaga yaqinlashtiradi (2 va 3 -rasm).


Jin ursin.3
3.2. Siqish tekisliklarining kengligi har doim tekislashdan keyin namuna kengligidan katta bo'lishi kerak.
3.3. Sinov paytida payvand choki yukni qo'llash o'qiga taxminan 90 ° burchak ostida joylashgan (4 -rasm).

3.4. Sinov sifatini baholashda kelishmovchilik bo'lsa, namunani tekislash tezligi 25 mm / min dan oshmasligi kerak.
4. Natijalarni qayta ishlash
4.1. Namunaning sinovdan o'tganligini ko'rsatuvchi belgi - bu siqiladigan yuzalarga tashqi va ichki yuzalaridagi yoriqlar yoki ko'z yoshlarining metall porlashi bilan vizual ravishda aniqlangan qiymatga yaqinlashgandan keyin yo'qligi.
(O'zgartirilgan nashr, O'zgartirish N 1).
5. TEST HISOBOTI
Sinov hisoboti quyidagilarni ko'rsatadi:
Quvur materiallari va o'lchamlari;
Natijalar.
(Qo'shimcha sifatida kiritilgan, o'zgartirish 1).
Hujjat matni tasdiqlanadi:
rasmiy nashr
Metall quvurlar va armatura
ularga. 4 -qism. Qora metallar va qotishmalar quvurlari
qismlarni quyish va ularga ulash. Asosiy o'lchamlar.
Quvurlarni texnologik sinovdan o'tkazish usullari: Sat. GOSTlar. -
Moskva: IPK standartlari nashriyoti, 2002
 Mashina ishining texnik ratsioni umumiy qoidalar Mashina ishini me'yorlarga muvofiq hisoblash
Mashina ishining texnik ratsioni umumiy qoidalar Mashina ishini me'yorlarga muvofiq hisoblash Yassilash testi usuli
Yassilash testi usuli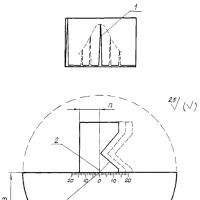 Quvurlarni ultratovush tekshiruvi
Quvurlarni ultratovush tekshiruvi Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari
Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash
Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash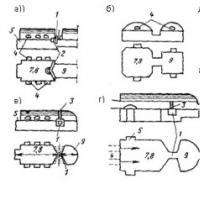 Shisha va sayt texnologiyasining fizik -kimyoviy asoslari
Shisha va sayt texnologiyasining fizik -kimyoviy asoslari GOST uskunalari tavsifi
GOST uskunalari tavsifi