Standart gost yordamida po'latlarning xarakteristikasi. Cho'z va quyma temirning maqsadi nima. Uglerodli konstruktiv po'latlar
1. Po'latlarning umumiy tavsifi
2. Belgilash, dekodlash, xossalari, issiqlik bilan ishlov berish va ko'lami
2.1 Uglerodli konstruktiv po'latlar
2.2 Erkin chiqib ketish po'latlari
2.3 Strukturaviy past qotishma po'latlar
2.4 Strukturaviy korpus bilan qattiqlashtirilgan po'latlar
2.5 Strukturaviy temperli po'latlar
2.6 Bahor po'latlari
2.7 Bilyali rulmanlar
2.8 Aşınmaya bardoshli po'latlar
2.9 Korroziyaga chidamli po'latlar
2.10 Issiqlikka bardoshli po'lat va qotishmalar
1. Po'latlarning umumiy tavsifi
Uglerod miqdori 2,14% gacha bo'lgan temir-qotishmalar po'lat deb ataladi. Chelik tarkibida temir va ugleroddan tashqari foydali va zararli aralashmalar bor.
Chelik - metall buyumlar, samolyotlar, asboblar, turli asboblar va qurilish konstruksiyalarini ishlab chiqarishda keng qo'llaniladi. Cheliklarning keng qo'llanilishi mexanik, fizik -kimyoviy va texnologik xususiyatlar kompleksi bilan bog'liq. Keng tarqalgan po'lat ishlab chiqarish usullari X asrning o'rtalarida kashf etilganIXv. Shu bilan birga, temir va uning qotishmalarini birinchi metalografik tadqiqotlar o'tkazildi.
Chelik yuqori qattiqlikni etarlicha statik va tsiklik kuch bilan birlashtiradi. Bu parametrlarni uglerod, qotishma elementlari va termal va kimyoviy-termik ishlov berish texnologiyalarining kontsentratsiyasini o'zgartirish orqali keng doirada o'zgartirish mumkin. Kimyoviy tarkibini o'zgartirib, har xil xususiyatlarga ega bo'lgan po'latlarni olish va ularni texnologiya va xalq xo'jaligining ko'p tarmoqlarida qo'llash mumkin.
Uglerodli po'latlar uglerod tarkibiga, maqsadiga, sifatiga, oksidlanish darajasiga va muvozanat holatidagi tuzilishiga ko'ra tasniflanadi.
Maqsadiga ko'ra, po'latlar konstruktiv va instrumental bo'linadi. Strukturaviy po'latlar qurilish konstruktsiyalari, mashina qismlari va qurilmalarini ishlab chiqarishga mo'ljallangan eng keng guruhdir. Bu po'latlarga korpusli qotib qolgan, takomillashtirilgan, mustahkamligi yuqori va bahor-bahorli po'latlar kiradi. Asbob po'latlari kesish, o'lchash asboblari, sovuq va issiq qoliplarga bo'linadi (200 tagacha) 0 C) deformatsiya.
Po'lat sifatiga ko'ra, ular oddiy sifatga, yuqori sifatli, yuqori sifatga bo'linadi. Po'latning sifati deganda uni ishlab chiqarishning metallurgiya jarayoni bilan belgilanadigan xususiyatlar majmui tushuniladi. Oddiy sifatli po'latlar faqat uglerodli (0,5% S gacha), yuqori sifatli va sifatli - uglerodli va qotishma.
Oksidlanish darajasiga va qotish xususiyatiga ko'ra, po'latlar tinch, yarim sokin va qaynab turganlarga bo'linadi. Deoksidlanish - bu issiq deformatsiyalanish paytida po'latning mo'rt sinishini oldini olish uchun o'tkaziladigan suyuq metaldan kislorodni olib tashlash jarayoni.
Yarim sokin po'latlar, deoksidlanish darajasi bo'yicha, tinch va qaynab turganlar orasida oraliq pozitsiyani egallaydi.
Po'latlar muvozanat holatiga ko'ra quyidagilarga bo'linadi: 1) gipoeutektoid, tarkibida ferrit va perlit bor; 2) evtektoid, tuzilishi perlitdan iborat; 3) tuzilishida perlit va ikkilamchi sementit bo'lgan giperevtektoid.
2. Belgilash, dekodlash, xossalari, issiqlik bilan ishlov berish va ko'lami.
2.1 Uglerodli konstruktiv po'latlar
Oddiy sifatli po'latlar haddelenmiş mahsulotlar shaklida (tayoqlar, nurlar, choyshablar, burchaklar, quvurlar, kanallar va boshqalar) normallashgan holda ishlab chiqariladi va xususiyatlari va murakkabligiga qarab guruhlarga bo'linadi: A, B, C.
Po'latlar St harflarining kombinatsiyasi bilan belgilanadi va ulardagi uglerod miqdori o'rtacha emas, balki sinf raqamini ko'rsatadi (0 dan 6 gacha), lekin ularning soni ortishi bilan po'latdagi uglerod miqdori oshadi. B va C guruhlarining po'latlari markaning oldida B va C harflari bor, bu ularning ushbu guruhlarga tegishli ekanligini ko'rsatadi. A guruhi po'lat navini belgilashda ko'rsatilmagan. Dezoksidlanish darajasi indekslar qo'shilishi bilan ko'rsatiladi: sokin po'latlarda - "cn", yarim sokin - "ps", qaynash - "kp", normallashtirilgan xususiyatlar toifasi (1 -toifadan tashqari) a bilan belgilanadi. keyingi raqam. Tinch va yarim tinch po'latlar St1 - St6, qaynab turgan - St1 - St4 uch guruhdan ishlab chiqariladi. Chelik St0 deoksidlanish darajasiga ko'ra bo'linmaydi.
A guruhli po'latlar issiq ishlov berilmagan mahsulotlar uchun ishlatiladi. Bunday holda, ular standart tomonidan kafolatlangan normalizatsiya tuzilishi va mexanik xususiyatlarini saqlab qoladilar.
St3 po'lat po'lat bosimli ishlov berish va payvandlashsiz etkazib beriladi. Metall konstruktsiyalarni ishlab chiqarishda qurilishda keng qo'llaniladi.
B guruhi po'latlari dastlabki tuzilishi va mexanik xususiyatlari saqlanmagan issiq ishlov berish (zarb, payvandlash va ba'zi hollarda issiqlik bilan ishlov berish) yordamida ishlab chiqarilgan mahsulotlar uchun ishlatiladi. Bunday qismlar uchun kimyoviy tarkibi haqidagi ma'lumotlar muhim, bu issiq ish rejimini aniqlash uchun zarur.
C guruhining po'latlari A va B guruhidagi po'latlarga qaraganda qimmatroq, ular muhim qismlar uchun ishlatiladi (payvandlangan konstruktsiyalar ishlab chiqarish uchun).
Oddiy sifatli uglerodli po'latlar (har uch guruhda) har xil metall konstruktsiyalarni, shuningdek mashinalar va asboblarning engil yuklangan qismlarini ishlab chiqarishga mo'ljallangan. Ushbu po'latlar qismlar va konstruktsiyalarning ishlashi qattiqlik bilan ta'minlanganda ishlatiladi. Umumiy sifatli uglerodli po'latlar qurilishda temir -beton konstruktsiyalar ishlab chiqarishda keng qo'llaniladi. Payvandlash va sovuq bilan ishlay olish qobiliyati 1 va 4-sonli B va S guruhli po'latlarga to'g'ri keladi, shuning uchun ulardan payvandlangan trusslar, har xil ramkalar va qurilish metall konstruktsiyalari, shuningdek, mahkamlagichlar, ularning ba'zilari karburlangan.
O'rta uglerodli 5 va 6 raqamli po'latlar yuqori kuchga ega bo'lib, relslar, temir yo'l g'ildiraklari, shuningdek vallar, kasnaklar, tishli va ko'taruvchi va qishloq xo'jaligi mashinalarining boshqa qismlari uchun mo'ljallangan. B va C guruhli bu po'latlarning ayrim qismlari issiqlik bilan ishlov berishdan o'tib, qattiqlashadi, so'ng yuqori temperaturali bo'ladi.
Mashinasozlikda yuqori sifatli uglerodli po'latlar har xil, ko'pincha mas'uliyatsiz maqsadlar uchun qismlar ishlab chiqarish uchun ishlatiladi va ancha arzon materialdir. Bu po'latlar sanoatga kafolatlangan kimyoviy tarkibi va mexanik xususiyatlariga ega bo'lgan turli maqsadlar uchun prokat, zarb, profil ko'rinishida etkazib beriladi.
Mashinasozlikda GOST 1050-74 bo'yicha etkazib berilgan yuqori sifatli uglerodli po'latdan foydalaniladi. Bu po'lat ikki raqamli 05, 08, 10, 15, 20, ..., 75, 80, 85 raqamlari bilan belgilanadi, bu uglerodning o'rtacha tarkibini foizlarning yuzdan bir qismida ko'rsatadi.
Uglerodli po'latlarga, shuningdek, 15G, 20G, 25G, ..., 70G markali yuqori marganetsli (0,7-1,0%) po'latlar kiradi, ular qattiqlashuvchanligi oshadi.
Tinch po'latlar indekssiz, yarim tinch va qaynab turgan holda - "ps" va "kp" indekslari bilan belgilanadi. Qaynayotgan po'latlar 05kp, 08kp, 10kp, 15kp, 20kp, yarim sokin - 08ps, 10ps, 15ps, 20ps sinflarida ishlab chiqariladi.
Yuqori sifatli po'latlar mashinasozlik va asbobsozlik sanoatida keng qo'llaniladi, chunki ular tarkibida uglerod miqdori har xil bo'lishi va shunga mos ravishda issiqlik bilan ishlov berish natijasida mexanik va texnologik xususiyatlarning keng doirasini olish mumkin.
Kam uglerodli po'latlar 05kp, 08kp, 10kp, 15kp, 20kp sovuq holatida past kuch va yuqori egiluvchanlik bilan ajralib turadi. Bu po'latlar, asosan, yupqa qatlam shaklida ishlab chiqariladi va tavlash yoki normalizatsiya qilishdan so'ng, sovuq shaklni chuqur tortish uchun ishlatiladi. Ularni uglerod miqdori pastligi va kremniy tarkibining pastligi tufayli shtamplash oson, bu ularni juda yumshoq qiladi. Ulardan avtomobilsozlik sanoatida murakkab shaklli qismlarni yasashda foydalanish mumkin. Ushbu po'latdan yasalgan varaqdan chuqur chizish qutilar, emallangan idishlar va boshqa sanoat mahsulotlarini ishlab chiqarishda qo'llaniladi.
Tinchlangan 08, 10 po'latlari tavlangan holatda past quvvatli tuzilmalar - idishlar, quvurlar va boshqalar uchun ishlatiladi.
10, 15, 20 va 25-chi po'latlar ham past uglerodli po'latdir, ular egiluvchan, payvandlangan va yaxshi muhrlangan. Normallashtirilgan holatda ular asosan mahkamlagichlar uchun ishlatiladi - rulolar, o'qlar va boshqalar.
Bu po'latlarning sirt mustahkamligini oshirish uchun ular tsementlanadi (sirtini uglerod bilan to'yingan) va mayda qismlarga, masalan, yengil yuklangan tishli vintlardek, kamar va boshqalar uchun ishlatiladi.
O'rtacha uglerodli po'latlar 30, 35, 40, 45, 50 va shunga o'xshash po'latlar normal holatida 30G, 40G va 50G marganets tarkibiga ega bo'lsa, mustahkamligi oshadi, lekin shunga mos ravishda pastroq chidamlilik va egiluvchanlik. Ushbu po'latdan yasalgan qismlarning ishlash sharoitlariga qarab, ularga har xil issiqlik bilan ishlov berish qo'llaniladi: normallashtirish, takomillashtirish, past temperli söndürme, yuqori chastotali tok qotishi va boshqalar.
O'rta uglerodli po'latdan kichik vallar, tutashtirgichlar, tishli va tsiklik yuklar ostida detallar yasash uchun foydalaniladi. Katta kesimdagi katta qismlarda, qotib qolishning yomonligi tufayli mexanik xossalari sezilarli darajada kamayadi.
Yuqori uglerodli po'latlar 60, 65, 70, 75, 80 va 85, shuningdek tarkibida 60G, 65G va 70G bo'lgan marganets asosan buloqlar, buloqlar, yuqori quvvatli simlar va boshqa mahsulotlar ishlab chiqarish uchun ishlatiladi. yuqori elastiklik va aşınma qarshilik. Ular so'ndirilgan va o'rtacha temperatura bilan troostit tuzilishga ega bo'lib, ular qoniqarli qattiqlik va yaxshi charchoq kuchi bilan birlashtirilgan.
2. Belgilash, dekodlash, xossalari, issiqlik bilan ishlov berish va ko'lami
2.1 Uglerodli konstruktiv po'latlar
2.2 Erkin chiqib ketish po'latlari
2.3 Strukturaviy past qotishma po'latlar
2.4 Strukturaviy korpus bilan qattiqlashtirilgan po'latlar
2.5 Strukturaviy temperli po'latlar
2.6 Bahor po'latlari
2.7 Bilyali rulmanlar
2.8 Aşınmaya bardoshli po'latlar
2.9 Korroziyaga chidamli po'latlar
2.10 Issiqlikka bardoshli po'lat va qotishmalar
1. Po'latlarning umumiy tavsifi
Uglerod miqdori 2,14% gacha bo'lgan temir-qotishmalar po'lat deb ataladi. Chelik tarkibida temir va ugleroddan tashqari foydali va zararli aralashmalar bor.
Chelik - metall buyumlar, samolyotlar, asboblar, turli asboblar va qurilish konstruksiyalarini ishlab chiqarishda keng qo'llaniladi. Cheliklarning keng qo'llanilishi mexanik, fizik -kimyoviy va texnologik xususiyatlar kompleksi bilan bog'liq. Keng tarqalgan po'lat ishlab chiqarish usullari XIX asr o'rtalarida kashf etilgan.
Shu bilan birga, temir va uning qotishmalarini birinchi metalografik tadqiqotlar o'tkazildi.
Chelik yuqori qattiqlikni etarlicha statik va tsiklik kuch bilan birlashtiradi. Bu parametrlarni uglerod, qotishma elementlari va termal va kimyoviy-termik ishlov berish texnologiyalarining kontsentratsiyasini o'zgartirish orqali keng doirada o'zgartirish mumkin. Kimyoviy tarkibini o'zgartirib, har xil xususiyatlarga ega bo'lgan po'latlarni olish va ularni texnologiya va xalq xo'jaligining ko'p tarmoqlarida qo'llash mumkin.
Uglerodli po'latlar uglerod tarkibiga, maqsadiga, sifatiga, oksidlanish darajasiga va muvozanat holatidagi tuzilishiga ko'ra tasniflanadi.
Maqsadiga ko'ra, po'latlar konstruktiv va instrumental bo'linadi. Strukturaviy po'latlar qurilish konstruktsiyalari, mashina qismlari va qurilmalarini ishlab chiqarishga mo'ljallangan eng keng guruhdir. Bu po'latlarga korpusli qotib qolgan, takomillashtirilgan, mustahkamligi yuqori va bahor-bahorli po'latlar kiradi. Asbob po'latlari kesish, o'lchash asboblari, sovuq va issiq (200 ° S gacha) deformatsiyalanadigan qoliplarga bo'linadi.
Po'lat sifatiga ko'ra, ular oddiy sifatga, yuqori sifatli, yuqori sifatga bo'linadi. Po'latning sifati deganda uni ishlab chiqarishning metallurgiya jarayoni bilan belgilanadigan xususiyatlar majmui tushuniladi. Oddiy sifatli po'latlar faqat uglerodli (gacha
0,5% C), yuqori sifatli va sifatli - uglerodli va qotishma.
Oksidlanish darajasiga va qotish xususiyatiga ko'ra, po'latlar tinch, yarim sokin va qaynab turganlarga bo'linadi. Deoksidlanish - bu issiq deformatsiyalanish paytida po'latning mo'rt sinishini oldini olish uchun o'tkaziladigan suyuq metaldan kislorodni olib tashlash jarayoni.
Yarim sokin po'latlar, deoksidlanish darajasi bo'yicha, tinch va qaynab turganlar orasida oraliq pozitsiyani egallaydi.
Po'latlar muvozanat holatiga ko'ra quyidagilarga bo'linadi: 1) gipoeutektoid, tarkibida ferrit va perlit bor; 2) evtektoid, tuzilishi perlitdan iborat; 3) tuzilishida perlit va ikkilamchi sementit bo'lgan giperevtektoid.
2. Belgilash, dekodlash, xossalari, issiqlik bilan ishlov berish va ko'lami.
2.1 Uglerodli konstruktiv po'latlar
Oddiy sifatli po'latlar haddelenmiş mahsulotlar shaklida (tayoqlar, nurlar, choyshablar, burchaklar, quvurlar, kanallar va boshqalar) normallashgan holda ishlab chiqariladi va xususiyatlari va murakkabligiga qarab guruhlarga bo'linadi: A, B,
V.
Po'latlar St harflarining kombinatsiyasi bilan belgilanadi va ulardagi uglerod miqdori o'rtacha emas, balki sinf raqamini ko'rsatadi (0 dan 6 gacha), lekin ularning soni ortishi bilan po'latdagi uglerod miqdori oshadi. B va C guruhlarining po'latlari markaning oldida B va C harflari bor, bu ularning ushbu guruhlarga tegishli ekanligini ko'rsatadi. A guruhi po'lat navini belgilashda ko'rsatilmagan. Dezoksidlanish darajasi indekslar qo'shilishi bilan ko'rsatiladi: jim po'latlarda - "cn", yarim sokin - "ps", qaynashda - "kp" va normallashtirilgan xususiyatlar toifasi.
(1 -toifadan tashqari) quyidagi rasm bilan ko'rsatilgan. Tinch va yarim tinch po'latlar St1 - St6, qaynab turgan - St1 - St4 uch guruhdan ishlab chiqariladi. Chelik St0 deoksidlanish darajasiga ko'ra bo'linmaydi.
A guruhli po'latlar issiq ishlov berilmagan mahsulotlar uchun ishlatiladi. Bunday holda, ular standart tomonidan kafolatlangan normalizatsiya tuzilishi va mexanik xususiyatlarini saqlab qoladilar.
St3 po'lat po'lat bosimli ishlov berish va payvandlashsiz etkazib beriladi. Metall konstruktsiyalarni ishlab chiqarishda qurilishda keng qo'llaniladi.
B guruhi po'latlari dastlabki tuzilishi va mexanik xususiyatlari saqlanmagan issiq ishlov berish (zarb, payvandlash va ba'zi hollarda issiqlik bilan ishlov berish) yordamida ishlab chiqarilgan mahsulotlar uchun ishlatiladi. Bunday qismlar uchun kimyoviy tarkibi haqidagi ma'lumotlar muhim, bu issiq ish rejimini aniqlash uchun zarur.
C guruhining po'latlari A va B guruhidagi po'latlarga qaraganda qimmatroq, ular muhim qismlar uchun ishlatiladi (payvandlangan konstruktsiyalar ishlab chiqarish uchun).
Oddiy sifatli uglerodli po'latlar (har uch guruhda) har xil metall konstruktsiyalarni, shuningdek mashinalar va asboblarning engil yuklangan qismlarini ishlab chiqarishga mo'ljallangan. Ushbu po'latlar qismlar va konstruktsiyalarning ishlashi qattiqlik bilan ta'minlanganda ishlatiladi.
Umumiy sifatli uglerodli po'latlar qurilishda temir -beton konstruktsiyalar ishlab chiqarishda keng qo'llaniladi. Payvandlash va sovuq bilan ishlay olish qobiliyati 1 va 4-sonli B va S guruhli po'latlarga to'g'ri keladi, shuning uchun ulardan payvandlangan trusslar, har xil ramkalar va qurilish metall konstruktsiyalari, shuningdek, mahkamlagichlar, ularning ba'zilari karburlangan.
O'rta uglerodli 5 va 6 raqamli po'latlar yuqori kuchga ega bo'lib, relslar, temir yo'l g'ildiraklari, shuningdek vallar, kasnaklar, tishli va ko'taruvchi va qishloq xo'jaligi mashinalarining boshqa qismlari uchun mo'ljallangan.
B va C guruhli bu po'latlarning ayrim qismlari issiqlik bilan ishlov berishdan o'tib, qattiqlashadi, so'ng yuqori temperaturali bo'ladi.
Mashinasozlikda yuqori sifatli uglerodli po'latlar har xil, ko'pincha mas'uliyatsiz maqsadlar uchun qismlar ishlab chiqarish uchun ishlatiladi va ancha arzon materialdir. Bu po'latlar sanoatga kafolatlangan kimyoviy tarkibi va mexanik xususiyatlariga ega bo'lgan turli maqsadlar uchun prokat, zarb, profil ko'rinishida etkazib beriladi.
Mashinasozlikda GOST 1050-74 bo'yicha etkazib berilgan yuqori sifatli uglerodli po'latdan foydalaniladi. Bular ikki xonali 05 raqamlari bilan belgilangan.
08, 10, 15, 20, ..., 75, 80, 85, bu uglerodning o'rtacha miqdorini foizning yuzdan bir qismida ko'rsatadi.
Uglerodli po'latlarga, shuningdek, 15G, 20G, 25G, ..., 70G markali yuqori marganetsli (0,7-1,0%) po'latlar kiradi, ular qattiqlashuvchanligi oshadi.
Tinch po'latlar indekssiz, yarim tinch va qaynab turgan holda - "ps" va "kp" indekslari bilan belgilanadi. Qaynayotgan po'latlar 05kp sinflarda ishlab chiqariladi,
08kp, 10kp, 15kp, 20kp, yarim sokin - 08ps, 10ps, 15ps, 20ps.
Yuqori sifatli po'latlar mashinasozlik va asbobsozlik sanoatida keng qo'llaniladi, chunki ular tarkibida uglerod miqdori har xil bo'lishi va shunga mos ravishda issiqlik bilan ishlov berish natijasida mexanik va texnologik xususiyatlarning keng doirasini olish mumkin.
Kam uglerodli po'latlar 05kp, 08kp, 10kp, 15kp, 20kp sovuq holatida past kuch va yuqori egiluvchanlik bilan ajralib turadi. Bu po'latlar, asosan, yupqa qatlam shaklida ishlab chiqariladi va tavlash yoki normalizatsiya qilishdan so'ng, sovuq shaklni chuqur tortish uchun ishlatiladi. Ularni uglerod miqdori pastligi va kremniy tarkibining pastligi tufayli shtamplash oson, bu ularni juda yumshoq qiladi. Ulardan avtomobilsozlik sanoatida murakkab shaklli qismlarni yasashda foydalanish mumkin. Ushbu po'latdan yasalgan varaqdan chuqur chizish qutilar, emallangan idishlar va boshqa sanoat mahsulotlarini ishlab chiqarishda qo'llaniladi.
Tinchlangan 08, 10 po'latlari tavlangan holatda past quvvatli tuzilmalar - idishlar, quvurlar va boshqalar uchun ishlatiladi.
10, 15, 20 va 25-chi po'latlar ham past uglerodli po'latdir, ular egiluvchan, payvandlangan va yaxshi muhrlangan. Normallashtirilgan holatda ular asosan mahkamlagichlar uchun ishlatiladi - rulolar, o'qlar va boshqalar.
Bu po'latlarning sirt mustahkamligini oshirish uchun ular sementlanadi
(sirtni uglerod bilan to'ying) va kichik qismlar uchun ishlatiladi, masalan, yengil yuklangan viteslar, kameralar va boshqalar.
O'rtacha uglerodli po'latlar 30, 35, 40, 45, 50 va shunga o'xshash po'latlar normal holatida 30G, 40G va 50G marganets tarkibiga ega bo'lsa, mustahkamligi oshadi, lekin shunga mos ravishda pastroq chidamlilik va egiluvchanlik. Ushbu po'latdan yasalgan qismlarning ishlash sharoitlariga qarab, ularga har xil issiqlik bilan ishlov berish qo'llaniladi: normallashtirish, takomillashtirish, past temperli söndürme, yuqori chastotali tok qotishi va boshqalar.
O'rta uglerodli po'latdan kichik vallar, tutashtirgichlar, tishli va tsiklik yuklar ostida detallar yasash uchun foydalaniladi. Katta kesimdagi katta qismlarda, qotib qolishning yomonligi tufayli mexanik xossalari sezilarli darajada kamayadi.
Yuqori uglerodli po'latlar 60, 65, 70, 75, 80 va 85, shuningdek tarkibida 60G, 65G va 70G bo'lgan marganets asosan buloqlar, buloqlar, yuqori quvvatli simlar va boshqa mahsulotlar ishlab chiqarish uchun ishlatiladi. yuqori elastiklik va aşınma qarshilik. Ular so'ndirilgan va o'rtacha temperatura bilan troostit tuzilishga ega bo'lib, ular qoniqarli qattiqlik va yaxshi charchoq kuchi bilan birlashtirilgan.
2.2 Avtomatik po'lat
Bu po'latlar A harfi (avtomatik) bilan belgilanadi va foizlarning yuzdan birida uglerodning o'rtacha tarkibini ko'rsatadi. Agar erkin kesuvchi po'lat qo'rg'oshin bilan qotishtirilgan bo'lsa, unda markani belgilash "AC" harflarining kombinatsiyasidan boshlanadi.
Qizil mo'rtlashuvdan saqlanish uchun po'latda marganets miqdori ko'payadi. Erkin kesiladigan po'latlarga qo'rg'oshin, selen va tellur qo'shilishi kesish asboblari sarfini 2-3 barobar kamaytirish imkonini beradi.
Ishlash qobiliyatini yaxshilashga kaltsiy bilan modifikatsiya qilish orqali erishiladi
(eritilgan po'latga silikokalsiy shaklida kiritilgan), u sulfid qo'shimchalarini globulatlaydi, bu ish qobiliyatiga ijobiy ta'sir qiladi, lekin oltingugurt va fosfor kabi faol emas.
Oltingugurt dumalab yo'nalishda cho'zilgan katta miqdordagi marganets sulfidlarini hosil qiladi. Sulfidlar moylash ta'siriga ega bo'lib, metallning uzluksizligini buzadi. Fosfor ferritning mo'rtligini oshiradi, bu esa kesish jarayonida metall chiplarini ajratishni osonlashtiradi. Bu ikkala element ham kesuvchi asbobga yopishib qolishni kamaytirishga va silliq, porloq ish yuzasini olishga yordam beradi.
Ammo shuni yodda tutish kerakki, oltingugurt va fosforning ko'payishi po'lat sifatini pasaytiradi. Oltingugurtli po'latlar mexanik xususiyatlarning aniq anizotropiyasiga va korroziyaga chidamliligining pasayishiga ega.
A11, A12, A20 po'latlari og'ir yuklarni boshdan kechirmaydigan mahkamlagichlar va buyumlar uchun ishlatiladi, lekin ularga o'lchov aniqligi va sirt tozaligi jihatidan yuqori talablar qo'yiladi.
A30 va A40G po'latlari yuqori kuchlanishli qismlarga mo'ljallangan.
Erkin kesuvchi selenli po'latlarda qattiq oksidli qo'shimchalarni o'rab oladigan va shu bilan ularning abraziv ta'sirini yo'q qiladigan selenidlar, sulfoselenidlar hosil bo'lishi natijasida ishlov berish qobiliyati oshadi. Bundan tashqari, selenidlar bosim bilan ishlov berilgandan keyin globus shakli saqlanib qoladi, shuning uchun ular amalda xususiyatlarning anizotropiyasini keltirib chiqarmaydi va oltingugurt kabi po'latning korroziyaga chidamliligini yomonlashtirmaydi. Bu po'latlardan foydalanish asbob sarfini ikki baravar kamaytiradi va mahsuldorlikni 30%gacha oshiradi.
2.3 Strukturaviy past qotishma po'latlar
Past qotishma po'latlarda 2,5% gacha qotishma elementlari mavjud.
Belgilangan belgi po'latning taxminiy tarkibini ko'rsatuvchi raqamlar va harflarni o'z ichiga oladi. Brendning boshida uglerodning o'rtacha miqdorini foizning yuzdan birida ko'rsatadigan ikki xonali raqamlar mavjud. Raqamning o'ng tomonidagi harflar qotishma elementlarni bildiradi: A - azot, B - niobiy, C - volfram, G - marganets, D - mis, E - selen, K - kobalt, N - nikel, M - molibden, P - fosfor , P - bor, C - kremniy, T - titan, F - vanadiy, X - xrom, C - tsirkonyum, Ch - nodir tuproq elementlari, Yu - alyuminiy. Harfdan keyingi raqamlar mos keladigan qotishma elementining taxminiy tarkibini (to'liq foizda) ko'rsatadi (1-1,5% yoki undan kam bo'lgan tarkibda raqam yo'q).
Bu guruhga uglerod miqdori 0,1-0,3%bo'lgan po'latlar kiradi, ular kimyoviy-termik ishlov berishdan so'ng, söndürme va past temperli, qattiq, lekin etarlicha kuchli yadroli yuqori sirt qattiqligini ta'minlaydi. Bu po'latlar mashina qismlari va qurilmalarini ishlab chiqarishda ishlatiladi.
(kameralar, viteslar va boshqalar), o'zgaruvchan va zarba yuklarini boshdan kechiradi va shu bilan birga eskiradi.
2.4 Strukturaviy korpus bilan qattiqlashtirilgan po'latlar
Karbid va nitrid hosil qiluvchi elementlar (masalan, Cr, Mn, Mo va boshqalar) qattiqlashuvchanlik, sirt qattiqligi, aşınma qarshiligi va kontaktga chidamlilikning oshishiga yordam beradi. Nikel yadro va diffuziya qatlamining mustahkamligini oshiradi va sovuq mo'rtlik chegarasini pasaytiradi. Tsementlangan
(nitrokarburlangan) qotishma po'latlar mexanik xususiyatlariga ko'ra ikki guruhga bo'linadi: o'rtacha quvvati 700 MPa (15X, 15XF) dan past bo'lgan mustahkamligi va 700-
1100 MPa (12X2N4A, 18X2N4MA va boshqalar).
Xrom (15X, 20X) va krom vanadiyli (15XF) po'latlar 1,5 mm chuqurlikda sementlanadi. Söndürme (880 ° C, suv, yog ') va keyingi temperleme (180 ° C, havo, yog'), po'latdan quyidagi xususiyatlarga ega bo'ladi.
800 MPa, = 11-12%, KCU = 0,62 MJ / m2.
Avtomobil sanoatida keng qo'llaniladigan xrom-marganetsli po'latlar (18KGG, 25KhGT) tarkibida 1% xrom va marganets (po'latdan nikelni arzon o'rnini bosuvchi), shuningdek 0,06% titan bor. Ularning kamchiliklari - gazning karbürizasyonu paytida ichki oksidlanish tendentsiyasi, bu qatlamning qattiqligi va chidamlilik chegarasining pasayishiga olib keladi. Bu kamchilik po'latni molibden (25 KHM) bilan qotishtirish orqali yo'q qilinadi. Aşınma sharoitida ishlash uchun bor bilan qotishma qilingan 20KhGR po'latdan foydalaniladi. Bor po'latning mustahkamligi va mustahkamligini oshiradi, lekin uning qattiqligi va egiluvchanligini pasaytiradi.
18Kh2N4MA (18Kh2N4VA) xromonikel-molibdenli (volframli) po'lat martensitik sinfga mansub va havoni so'ndiradi, bu esa burilish joyini kamaytirishga yordam beradi. Qotishma xrom-nikelli po'latlar V yoki
Mo ularning mustahkamligini yanada oshiradi. Bundan tashqari, Mo karbürize qilingan qatlamning sertleşebilirliğini sezilarli darajada oshiradi, xrom va marganets, birinchi navbatda, yadro sertleşebilirliğini oshiradi. Qattiq holatda, bu po'lat samolyot dvigatellari, dengiz tishli qutilari va boshqa muhim qismlar uchun tishli g'ildiraklar ishlab chiqarish uchun ishlatiladi. Bu po'lat, shuningdek, yuqori statik va zarba yuklari ta'sirida bo'laklarni ishlab chiqarishda takomillashtirilgan po'lat sifatida ishlatiladi.
2.5 Strukturaviy temperli po'latlar
Yaxshilangan po'latlar - yuqori haroratda (yaxshilanish) söndürüldükten keyin ishlatiladi. Bu po'latlar (40Kh, 40KhFA, 30KhGSA, 38KhN3MFA va boshqalar) tarkibida 0,3-0,5% uglerod va 1-6% qotishma elementlari bor. Cheliklar yog'da 820-880 ° C dan (katta qismlari suvda) so'ndiriladi; yuqori temperatura 500-650 ° S da, so'ngra suvda, yog'da yoki havoda sovutiladi (po'lat tarkibiga qarab). Po'latning tuzilishi yaxshilanganidan keyin sorbitoldir. Ushbu po'latlar tsiklli yoki zarba yuklari ta'sirida vallar, biriktirgichlar, tayoqlar va boshqa qismlarni ishlab chiqarish uchun ishlatiladi.
Shu nuqtai nazardan, takomillashtirilgan po'latlar yuqori burilish nuqtasi, egiluvchanlik, qattiqlik va choklarga sezuvchanligi past bo'lishi kerak.
Po'latlar martensitik sinfga tegishli, 300-400 ° S gacha qizdirilganda zaif yumshaydi. Turbina vallari va rotorlari, vites qutilari va kompressorlarning og'ir yuklangan qismlari ulardan yasalgan.
2.6 Bargli kamonli po'latlar
Buloqlar, buloqlar va boshqa elastik elementlar materialning elastik deformatsiyasi sohasida ishlaydi. Shu bilan birga, ularning ko'pchiligi davriy yuklarga tobe. Shuning uchun, bahorli po'latlarga qo'yiladigan asosiy talablar egiluvchanlik, chiqimlilik, chidamlilik chegaralarining yuqori qiymatlarini, shuningdek, zarur plastiklik va mo'rt sinishga qarshilikni ta'minlashdir.
Buloqlar va buloqlar uchun po'lat tarkibida 0,5-0,75% S; ular qo'shimcha ravishda kremniy (2,8%gacha), marganets (1,2%gacha), xrom bilan qotishtiriladi.
(1,2%gacha), vanadiy (0,25%gacha), volfram (1,2%gacha) va nikel (1,7 gacha)
%). Bunday holda, donni tozalash jarayoni sodir bo'ladi, bu po'latning mayda plastik deformatsiyalarga chidamliligining oshishiga va natijada uning gevşeme qarshiligiga yordam beradi.
Silikon po'latlar 55S2, 60S2A,
70S3A. Shu bilan birga, ular dekarburizatsiya, grafitizatsiyadan o'tishi mumkin, bu materialning elastikligi va chidamlilik xususiyatlarini keskin pasaytiradi. Bu nuqsonlarni bartaraf etish, shuningdek, qotish qobiliyatining oshishi va isitish vaqtida donning o'sishiga to'sqinlik qilish, kremniyli po'latlarga xrom, vanadiy, volfram va nikelni qo'shimcha kiritish orqali erishiladi.
Silikon po'latdan ko'ra yaxshiroq texnologik xususiyatlarga 50HFA po'latdan ega, bu avtomobil buloqlarini ishlab chiqarishda keng qo'llaniladi.
Vana buloqlari 50HFA po'latdan yasalgan bo'lib, u dekarburizatsiyaga va qizib ketishga moyil emas, lekin past qotish qobiliyatiga ega.
Qotishma kamonli po'latlarni issiqlik bilan ishlov berish (qotib qolgan 850-880
0S, temperatura 380-550 0S) yuqori tortishish kuchi va oqim kuchini olishni ta'minlaydi. Izotermik qotish ham ishlatiladi.
Maksimal chidamlilik chegarasi HRC 42-48 qattiqligi uchun issiqlik bilan ishlov berish yo'li bilan olinadi.
Buloqlarni ishlab chiqarish uchun 65, 65G, 70, U8, U10 va boshqalarning yuqori uglerodli po'latlaridan sovuq chizilgan sim (yoki lenta) ham ishlatiladi.
Buloqlar va boshqa maxsus elementlar yuqori xromli martensitik (30X13), maraging (03X12H10D2T), ostenitik zanglamaydigan (12X18H10T), ostenitik-martensitik (09X15N8YU) va boshqa po'lat va qotishmalardan tayyorlanadi.
2.7 Bilyali rulmanlar
Mahsulotlarning ishlashini ta'minlash uchun rulmanli po'latdan yuqori qattiqlik, mustahkamlik va aloqa chidamliligi bo'lishi kerak.
Bunga metallning sifatini yaxshilash orqali erishiladi: uni metall bo'lmagan qo'shimchalardan tozalash va elektroslag yoki vakuum-yoyni qayta eritish yordamida g'ovaklikni kamaytirish.
Rulman qismlarini ishlab chiqarishda ShKh15SG bilyali rulmanli (V) xromli (X) po'latlar keng qo'llaniladi (keyingi 15 raqami xrom tarkibining foizining o'ndan bir qismini ko'rsatadi - 1,5%). ShKh15SG qattiqlashuvchanlikni oshirish uchun qo'shimcha ravishda kremniy va marganets bilan qotishtiriladi. Po'latni 190 gigabaytgacha qattiqlik bilan kuydirish sovuq holatdagi qismlarni kesish va shtamplash yo'li bilan yarim tayyor mahsulotlarni qayta ishlash qobiliyatini ta'minlaydi. Rulman qismlarini (sharlar, rulolar va halqalarni) qotish 840-860 ° S haroratda yog'da amalga oshiriladi. Temperirovkadan oldin uning ishlashini barqarorligini ta'minlash uchun ehtiyot qismlar 20-25 ° C gacha sovutiladi (ushlab turilgan ostenit miqdorini kamaytirish orqali). Po'latni temperaturalash 150- da amalga oshiriladi.
1-2 soat davomida 170 0S.
Yuqori dinamik yuklarni boshdan kechiradigan rulman qismlari 20X2H4A va 18XGT po'latdan yasalgan bo'lib, ular keyinchalik karbürizasyon va issiqlik bilan ishlov beradi. Azot kislotasi va boshqa korroziyali muhitda ishlaydigan rulman qismlari uchun 0,95% C va 18% Cr bo'lgan 95X18 po'latdan foydalaniladi.
2.8 Bardoshli po'latlarni kiying
Qismlarning aşınma qarshiligi odatda sirt qattiqligining oshishi bilan ta'minlanadi. Shu bilan birga, past qattiqlikdagi (180-220 HB) yuqori marganetsli ostenitik po'lat 110G13L (1,25% C, 13% Mn, 1% Cr, 1% Ni) yuqori bosim va yuqori dinamik (zarba) yuklar (bunday ish sharoitlari paletli transport vositalarining izlari, maydalagichlarning jag'lari va boshqalar uchun xosdir). Bu sovuq plastmassa deformatsiyalari paytida po'latning qotish qobiliyatining 70%ga oshishi bilan izohlanadi, po'latning qattiqligi 210 HB dan 530 HB gacha ko'tariladi. Po'latning yuqori aşınma qarshiligiga nafaqat ostenitning qattiqlashishi, balki olti burchakli yoki romboedral panjarali martensit hosil bo'lishi orqali erishiladi. Fosfor miqdori 0,025%dan oshsa, po'lat sovuq mo'rt bo'ladi. Quyma po'latdan yasalgan tuzilish ostenit bo'lib, don chegaralari bo'ylab haddan tashqari marganets karbidlari cho'kadi, bu materialning mustahkamligi va mustahkamligini pasaytiradi. Bir fazali ostenitik konstruktsiyani olish uchun quymalar suvda 1050-1100 ° S haroratda söndürülür. Bu holatda, po'lat yuqori egiluvchanlik, past qattiqlik va past kuchga ega.
Kavitatsiyali aşınma sharoitida ishlaydigan mahsulotlar 30X10G10, 0X14G12M po'latdan yasalgan.
2.9 Korroziyaga chidamli po'latlar
Elektrokimyoviy korroziyaga chidamli po'latlarga korroziyaga chidamli (zanglamaydigan) deyiladi. Po'latning korroziyaga qarshi turg'unligiga uning tagiga mahkam bog'langan zich himoya plyonkalari paydo bo'ladigan elementlarni kiritish, po'latning agressiv muhit bilan to'g'ridan -to'g'ri tegib ketishining oldini olish va shu muhitda uning elektrokimyoviy salohiyatini oshirish orqali erishiladi.
Zanglamaydigan po'latlar ikkita asosiy guruhga bo'linadi: xrom va xrom-nikel.
Xrom korroziyaga chidamli po'latdan uch xil ishlatiladi: c 13, 17 va
27% Cr, 13% Cr bo'lgan po'latlarda uglerod miqdori 0,08 dan 0,40% gacha bo'lgan talablarga qarab o'zgarishi mumkin. Xromli po'latlarning tuzilishi va xususiyatlari xrom va uglerod miqdoriga bog'liq. Normallashtirish paytida olingan tuzilishga ko'ra, xrom po'latlar quyidagi sinflarga bo'linadi: ferritik (po'latlar 08X13, 12X17, 15X25T,
15X28), martensitik-ferritik (12X13) va martensitik (20X13, 30X13,
40X13).
Kam uglerodli (08X13, 12X13) po'latlar egiluvchan, payvandlanadigan va yaxshi muhrlangan. Ular 600-800 ° S haroratda yuqori haroratda yog'da (1000-1050 ° C) söndürülür va zarba yuklarini (gidravlik press valflari) boshdan kechiradigan yoki engil agressiv muhitda ishlaydigan qismlarni ishlab chiqarishda ishlatiladi (gidravlik va bug 'pichoqlari). turbinalar va kompressorlar). Bu po'latlarni 450 gacha bo'lgan haroratda ishlatish mumkin
0S (uzoq muddatli operatsiya) va 550 0S gacha (qisqa muddatli). 30X13 va 40X13 po'latlari yuqori qattiqlik va mustahkamlikka ega. Bu po'latlar bilan qattiqlashadi
Yog'da 1000-1050 ° C va 200-300 ° S da tarqatiladi. Bu po'latlar karbüratör ignalari, buloqlar, jarrohlik asboblari va boshqalarni yasash uchun ishlatiladi.
Yuqori xromli ferritli po'latlar (12X17, 15X25T va 15X28) o'z ichiga olgan po'latlarga qaraganda korroziyaga chidamliligi yuqori
13% Cr. Bu po'latlar issiqlik bilan ishlov berish natijasida qotmaydi. Ular 850 ° C dan yuqori qizdirilganda kuchli don o'sishiga moyil bo'ladi. Yuqori xromli ferritli po'latlar ko'pincha shkalaga chidamli po'lat sifatida ishlatiladi.
Xrom-nikelli zanglamaydigan po'latlar tuzilishiga qarab ostenitik, ostenitik-martensitik va ostenitik-ferritli bo'linadi. Xrom-nikelli po'latlarning tuzilishi uglerod, xrom, nikel va boshqa elementlarning tarkibiga bog'liq.
18% Cr va 9-10% Ni (12X18H9, 17X18H9 va boshqalar) bo'lgan ostenitik sinf po'latlari söndürme natijasida ostenitik tuzilishga ega bo'ladi va yuqori süneklik, o'rtacha kuchlilik, oksidlovchi muhitda yaxshi korroziyaga chidamlilik bilan ajralib turadi. Bular texnologik jihatdan rivojlangan
(yaxshi payvandlangan, shtamplangan, sovuq haddelenmiş va boshqalar).
Chelik 12X18N9, 17X18N9 ostenitik mintaqadan sekin soviganidan keyin ostenit, ferrit va karbidlardan tashkil topgan tuzilishga ega. Karbidlarni eritish uchun, shuningdek ularning sekin sovishi paytida yog'ingarchiliklarning oldini olish uchun ostenitik po'latlar 1050-1120 ° S gacha qizdiriladi va suvda, yog'da yoki havoda o'chiriladi. Ostenitik po'latlar past haroratlarda mo'rt sinishga moyil emas; shuning uchun xrom-nikel korroziyaga chidamli po'latlar kriogenli texnologiyada suyultirilgan gazlarni saqlash, yonilg'i baklari va raketalari uchun korpuslar yasashda keng qo'llaniladi.
Ostenitik-martensitik sinfli (09X15N8YU, 09X17N7YU) po'latlar asosan yuqori quvvatli po'latlar sifatida keng qo'llaniladi. Ular yaxshi payvandlanadi va atmosfera korroziyasiga chidamli. Etarli kuch va shu bilan birga korroziyaga chidamliligini oshirish uchun 09X15N8Yu po'latiga quyidagi issiqlik bilan ishlov beriladi: ostenitni so'ndirish (925-975)
0S), keyin sovuq bilan davolash (-70 0S) va qarish (350-3800S) kuzatiladi.
Ushbu po'latlar samolyotlar yig'ilishining terilari, burun konstruktsiyalari va yuk ko'taruvchi elementlarini ishlab chiqarishda ishlatiladi.
Ostenitik-ferritli po'latlar (08X22N6T, 03X23N6, 08X21N6M2T,
10Kh25N5M2 va boshqalar) tarkibida 18-30% Cr, 5-8% Ni, 3% gacha Mo, 0,03-0,10% C, shuningdek Ti, Nb, Cu, Si va Ni qo'shimchalari mavjud. Bu po'latlar suvda 1000- dan söndürüldükten keyin
1100 ° C, tarkibi 40-60%bo'lgan, bir xil taqsimlangan ostenit va ferrit donalaridan tashkil topgan. Bu po'latlar kimyo va oziq -ovqat mashinasozligi, kemasozlik, aviatsiya va tibbiyotda ishlatiladi.
2.10 Issiqlikka bardoshli po'lat va qotishmalar
Bu po'latlar yuk ostida ishlash uchun ishlatiladi va 500 ° C dan yuqori haroratlarda etarli issiqlik qarshiligiga ega.
Pearlitik sinfining issiqlikka bardoshli po'latlari past qotishma po'latdir
(12X1MF, 25X1M1F, 20X1M1F1Br va boshqalar) tarkibida 0,08-0,25% S va qotishma elementlari - Cr, V, Mo, Nb. Mexanik xususiyatlarning eng yaxshi to'plami yog'da 880-1080 ° C gacha söndürme (yoki normallashtirish), so'ngra 640-750 ° S haroratda yuqori temperatura bilan ta'minlanadi. Pearlite po'latlari uzoq vaqt davomida 500-580 ° S gacha bo'lgan haroratda va past yuklarda harakatlanuvchi qismlarni ishlab chiqarish uchun ishlatiladi: bular supero'tkazgichlar uchun quvurlar, bug 'qozonlari uchun armatura va mahkamlagichlar.
Martensitik va martensitik-ferritli po'latlar (15Kh11MF,
11Kh11N2V2MF, 15Kh12VNMF, 18Kh12VMBFR va boshqalar) gacha bo'lgan haroratda ishlatiladi.
580-600 0S. Xrom miqdori past bo'lgan po'latlar (11%gacha) martensitik sinfga, kattaroqlari (11-13%) martensitik-ferritli sinfga tegishli.
Yog'da yoki havoda 1000-1100 0S haroratdan martensitga söndürülmüş po'lat. Po'latlar 600-750 ° C da temperatura qilinganidan keyin sorbitol tuzilishiga ega bo'ladi.
Gaz turbinalari va bug 'elektr stantsiyalari uchun qismlar ishlab chiqarishda ishlatiladigan po'lat.
Ostenitik po'latlar martensitik po'latlarga qaraganda yuqori issiqlik o'tkazuvchanligiga ega.
- ularning ish harorati 700-750 0S ga etadi. Ostenitik po'latlar egiluvchan va yaxshi payvandlanadi. Qattiqlashuv usuli bilan ostenitik po'latlar uch guruhga bo'linadi:
1) qarish bilan qattiqlashmagan qattiq eritmalar;
2) karbid qotib turadigan qattiq eritmalar;
3) intermetalik qotib turadigan qattiq eritmalar.
Birinchi guruh po'latlari (08Kh15N24V4TR, 09Kh14N19V2BR) qotib qolgan holatda ishlatiladi (1100-1600 ° S, suv yoki havoni so'ndirish). Ushbu po'latlar 600-700 ° S haroratda ishlaydigan yuqori bosimli elektr stantsiyalari uchun quvurlar ishlab chiqarishda ishlatiladi.
Ostenitik issiqlikka bardoshli, karbidli va metallararo qotib turadigan po'latlar, qoida tariqasida, suvda, yog'da yoki havoda 1050-1200 ° C dan söndürülür va keyin 600-850 ° S da qariydi.
Intermetalik qotib qolgan po'latlar yonish kameralari, turbinli disklar va pichoqlar, shuningdek, 700 ° S gacha haroratda ishlaydigan payvandlangan konstruktsiyalarni ishlab chiqarishda ishlatiladi.
Temir-nikel asosidagi issiqlikka bardoshli qotishmalar (masalan, KhN35VT,
KhN35VTYu va boshqalar) qo'shimcha ravishda xrom, titan, volfram, alyuminiy, bor bilan qotishtiriladi. Ular ostenitik po'lat kabi qotib, qariydi. Qotishma KhN35VTYu turbinali pichoqlar va disklar, nozul halqalari va 750 ° S gacha bo'lgan haroratda ishlaydigan boshqa qismlarni ishlab chiqarish uchun ishlatiladi.
7. Martenli po'lat ishlab chiqarishning mohiyati, afzalliklari va kamchiliklari.
8. Po'lat ishlab chiqarishning Bessemer (konvertor) usulining mohiyati, afzalliklari va kamchiliklari.
9. Po'latning marganets va kremniy bilan oksidlanishi qanday. Po'latning "qaynashi" hodisasini tushuntiring.
10. Elektr pechlarida po'lat ishlab chiqarishning mohiyati, afzalliklari va kamchiliklari. Elektr pechlarida qanday po'lat eriydi.
11. Po'lat quyishning qanday usullari bor.
6 -sonli mustaqil ish.
Issiqlik bilan ishlov berishdagi nuqsonlar, ularni oldini olish va bartaraf etish usullari.
Qotishmalarning diffuziya to'yinganligining istiqbolli turlari. Ularning avtomobilsozlik sanoatida qo'llanilishi.
Ish shakli: o'quv adabiyotlarining konspektini tuzish va Internet -resurslar va davriy nashrlardan foydalanish.
4 soat
Ishni tugatish vaqti:"Issiqlik bilan ishlov berish", "Issiqlik bilan ishlov berish turlari" mavzularini o'rganayotganda.
1. " Texnik xizmat ko'rsatish nuqsonlari ". Ushbu mavzuni o'rgangandan so'ng, 6 turdagi nuqsonlarni tavsiflovchi jadvalni to'ldiring:
2. " Qotishmalarning diffuziya to'yinganligining istiqbolli turlari ". Bu mavzuni o'rganib bo'lgach, uning mazmuni haqida har qanday shaklda qisqacha ma'lumot bering (xulosa, diagramma, tushuntirishli rasmlar va boshqalar). Quyidagi savollarga e'tibor bering:
1. Metallning diffuziya to'yinganligi nima, uning maqsadi.
2. An'anaviy va istiqbolli to'yinganlik turlari.
3. Avtomobilsozlik sanoatining qaysi mahsulotlarini belgilangan qayta ishlashga kiritish mumkin.
4. Bunday qayta ishlash istiqbollari haqida sizning shaxsiy mulohazalaringiz.
7 -sonli mustaqil ish.
Normativ hujjatlar va Internet -resurslardan foydalangan holda po'latlarning xarakteristikasi.
Avtomobil sanoatida qotishma po'latdan foydalanish.
Ish shakli: Internet -resurslar va me'yoriy hujjatlar yordamida materiallarning tavsifi.
Ishni bajarish uchun soat soni: 5 soat
Ishni tugatish vaqti:"Uglerodli va qotishma po'latlar" mavzularini o'rganayotganda, "Cheliklarning mikro tuzilishini tahlil qilish" laboratoriya ishini bajarishda.
Topshiriqni bajarish bo'yicha ko'rsatmalar: materiallarni sotadigan va tavsiflovchi saytlarga o'ting. Saytda oynani oching "Chelik" yoki "qotishmalar darajasi". Markangiz bo'yicha sizning versiyangizga mos keladigan po'latlarni toping va ta'riflang.
Ko'rsatib bering: po'latdan yasalgan ko'lami (ishlab chiqarilgan mahsulotlar misollari bilan),
brendning mumkin bo'lgan o'rinbosarlari va xorijiy analoglari;
to'liq kimyoviy tarkibi;
mexanik xususiyatlar (kuch, plastika, qattiqlik va boshqalar);
texnologik xususiyatlari.
Hujjatni yuklab olish
YUZ 22-04-02
STANDART
Tadqiqot va ishlab chiqarish konsortsiumi
MANBA
Kompleks:
MANBA
QURILISH
SANOAT
Binolar va tuzilmalar
Moskva
2003 G.
Goritskiy V.M. - metallurg muhandisi, texnika fanlari doktori, professor;
Goritskiy O.V. - metallurg muhandisi;
KIRISH
TsNIIPSK instituti. Melnikov, 10 yil davomida metallni tekshirish bo'limida, ishlaydigan tuzilmalar metalining xususiyatlarini buzmasdan aniqlashning turli usullari o'rganilgan.
Po'latning mexanik xususiyatlari 75% dan 99% gacha bo'lgan ishonch darajasi bilan baholanadi.
1. UMUMIY QOIDALAR
1.2. Qo'llanmada ko'zda tutilgan namunalar va mikrosampalar natijasida tekshirilayotgan metall konstruktsiyalarning yuk ko'tarish qobiliyati deyarli kamaymaydi, bu esa standart usullar yordamida bo'laklarni tanlashda (kesish yoki boshqa makro namunalar) amalga oshiriladigan restavratsion ta'mirlash zarurligini bartaraf etadi.
1.3. Po'latdan payvandlangan yoki perchinli konstruktsiyalardan namuna olish va mikrosampalardan foydalanish mumkin, agar:
Xavfli ob'ekt binolari va inshootlari inshootlarining texnik holati ekspertizasini tayyorlash;
Tadqiqot va boshqa maqsadlar uchun.
1.4. Ushbu qo'llanma po'latning kimyoviy tarkibi, chidamliligi, yuqori mustahkamligi va po'latning mo'rt haroratini aniqlash orqali erishiladigan po'lat navini va uning toifasini aniqlashga qaratilgan.
1.5. Ushbu qo'llanmaning ko'lami past ...
1.6. Qo'llanma engil metallografik mikroskoplar bilan jihozlangan, Davlat metrologiya xizmati tomonidan tasdiqlangan mexanik uskunalarni sinovdan o'tkazadigan va metallurgiya sohasida malakali kadrlar bilan jihozlangan laboratoriyalar uchun mo'ljallangan.
2. SHARTLAR, Ta'riflar, TEXNIK TUSHUNCHALAR
2.1. Kritik mo'rtlik harorati- zarba kuchining qiymati ma'lum bir normallashtirilgan qiymatga yetadigan harorat cr, indeks bilan ko'rsatilgan, masalan, T 29 - zarba kuchining qiymati U shaklidagi chuqurchaga ega namunalarda aniqlanadigan harorat, 29 J / sm 2 dan kam emas (3 kgf M / sm 2).
2.2. Metallografiya- metallar va qotishmalarning tuzilishi va fizik xossalari haqidagi fan, har xil haroratda ularning xossalari va tuzilishi o'rtasidagi bog'liqlikni o'rganadi.
2.3. Metall mikroprob- bu kichik o'lchamdagi metall hajmi, undan tortishish yoki zarba bükme uchun hech bo'lmaganda bitta standart namunani yasash mumkin emas va uning o'lchamlari mexanik uchun mo'ljallangan standart namunalarga qaraganda 5-10 baravar kichikdir. testlar.
2.4. Metall namunasi- tortishish yoki zarba bükme sinovlari uchun standart o'lchamdagi bir nechta namuna olinmaydigan metall hajmi.
2.5. Menajer namunasi- mayatnik zarba haydovchilarining zarba bükülmesinde zarba kuchi uchun materiallarni sinovdan o'tkazish uchun U shaklidagi çentikli namuna (GOST 9454 bo'yicha 1 - 3 tip).
2.6. Keskin namuna- mayatnikli zarba haydovchilariga zarba bükülmesinde zarba kuchi uchun materiallarni sinovdan o'tkazish uchun V -çentikli namuna (GOST 9454 bo'yicha 11 - 13 turdagi).
3. METALNI NAMUNA VA MIKRO-SAMALASI
3.1. Namuna olish punktlari va mikrosampalar tekshirilayotgan metall konstruktsiya elementining po'lat sifati to'g'risida vakillik ma'lumotlarini olish sharti asosida o'rnatilishi kerak.
3.2. Namuna olish imkoniyati va joylari metall konstruktsiyaning o'ziga xos xususiyatlariga bog'liq va ularni ixtisoslashtirilgan tashkilot belgilaydi.
3.3. Metall namunalari va mikrosampalarini metall konstruktsiyasining tekshirilayotgan elementi chetidan olish kerak. Gaz kesilgan qirralar uchun, issiqlik ta'sirlangan zonadan tashqarida.
3.4. Namuna olish va mikrosampalar texnologiyasi 150 ° C dan yuqori bo'lmagan metallning minimal deformatsiyasi va qizishini ta'minlashi kerak.
3.4.1. Metall konstruktsiyalar elementlarining chetidan olingan mikrosampalar rasmga muvofiq arra yoki kesish g'ildiragi bilan kesish yoki arralash yo'li bilan tanlanishi kerak. 1 va qalinligi 10 mm gacha bo'lgan elementlar uchun, shu jumladan. Qalinligi 10 mm dan ortiq bo'lgan elementlar uchun 1, b.

Mikro namunaning shakli (prizmatik yoki piramidal) mikrosampaning kesilgan (arralash) ustida ishlashning qulayligi bilan belgilanadi.
Mikrosampelning o'lchamlari kamida a? B? T (h) bo'lishi kerak, bu erda t - elementning qalinligi, mm;
b? 5 mm - o'ralgan yoki ishlov berilgan qirrada;
b? 0,5t + 5 mm t? 10 mm va b? max (10 mm; 0,25t) t> 10 mm da olovni kesish yoki boshqa shunga o'xshash usul bilan olingan qirrada;
3.4.2. Strukturaviy elementlarning markaziy qismlaridan mikrosampalar kamida 1,2 × 2,5 × 15 mm bo'lishi kerak. Markaziy qismdagi mikrosampaning minimal tasavvurlar maydoni kamida 3 mm 2 bo'lishi kerak.
3.5. Namuna olish odatda qurilish konstruktsiyalarining yuklanmagan yoki engil yuklangan elementlaridan amalga oshiriladi.
3.6. Namunalarning minimal hajmi GOST 9454 talablarining namunaviy sirt namunalarini ishlov berish uchun ruxsatnomani hisobga olgan holda standart zarba namunalari o'lchamlari bo'yicha belgilanadi. Namuna olayotganda, zarba kuchini aniqlash uchun zarba namunalarini yo'naltirish bo'yicha standartlar talablarini (prokat yo'nalishi bo'ylab yoki perpendikulyar) hisobga olish zarur.
3.7. Namuna olish va mikrosampllarning joylashuvi, ularning joylashuvi va yo'nalishi ilova yozuvida ko'rsatilishi kerak.
3.8. Namuna olish va mikrosampalardan so'ng, kesilgan joylarni mexanik tozalash kerak (silliqlash mashinasi yordamida yoki stress kontsentratorlarini yo'q qilish uchun boshqa usullar bilan) va kerak bo'lganda mustahkamlash kerak. 1
1 Armaturaga ehtiyoj strukturaning texnik holatini aniqlaydigan tashkilot tomonidan belgilanadi.
4. Kimyoviy tarkibni aniqlash
4.1. Po'latning kimyoviy tarkibini aniqlash GOST 22536 talablariga muvofiq titrimetrik, spektral yoki tahlilning zarur aniqligini ta'minlaydigan boshqa usullar bilan amalga oshiriladi.
4.2. Po'latni kimyoviy tahlil qilish metall yuzasini (mikrosampllarni) metall yaltiroqqa tozalashdan so'ng amalga oshiriladi, bu metall tarkibini tahlil qilish natijalarini buzilishini istisno qiladi.
4.3. Kimyoviy tarkibni spektral usullar bilan aniqlashda, tahlil uchun tayyorlangan sirt 30 ° dan yuqori burchak ostida odatdagidan o'ralgan sirtga burilmasligi kerak.
4.4. Kimyoviy tahlil natijalarini talqin qilishda, past uglerodli va past qotishma po'latlarga qo'yiladigan texnik talablarga muvofiq (GOST 27772, GOST 380, GOST 19281 va boshqalar) tayyor prokatdagi qotishma elementlar tarkibidagi ruxsat etilgan burilishlar hisobga olinadi. .).
5. METALLOGRAFIK TAHLILNI OTIRISH
5.1. Chiqish nuqtasini (6.6.2 -bandga muvofiq) va zarba kuchini aniqlash uchun metalografik kesimlarni tayyorlash va tekshirish kerak.
5.2. Ushbu yo'riqnomaning 3 -bandiga muvofiq kesilgan mikrosampalar ingichka bo'laklarni tayyorlash uchun yog'och qotishmasi, epoksi qatroni yoki boshqa shunga o'xshash moddalarga quyilishi kerak.
5.3. Bo'limlar o'ralgan yuzaga perpendikulyar tekislikda qilingan. Yupqa bo'laklarni tekisliklarda 30 ° dan oshmaydigan burchak ostida normaldan burilish bilan ishlab chiqarishga ruxsat beriladi. Miqdorli metallografik tahlil prokat mahsulot yuzasidan uzoqda yupqa bo'laklarning kesimlarida kamida 0,25 mm masofada o'tkaziladi.
5.4. Etchantlarning tarkibi va tadqiqot uchun ingichka bo'laklarni tayyorlash texnologiyasi GOST 5639, GOST 5640 bo'yicha o'rnatiladi.
5.5. Metallografik tahlilni o'tkazishda quyidagilarni baholash kerak.
Haqiqiy don hajmi d-GOST 5639 bo'yicha ferrit-perlitli po'latlar uchun o'rtacha nominal diametri (o'rtacha akkord) va ferrit donining soni (nuqtasi);
Issiqlik bilan qotib qolgan po'lat va po'lat uchun strukturasida kesish konvertatsiya mahsulotlari mavjud bo'lsa, dy = d fts / 0.6 formulasi bo'yicha o'rtacha shartli ferrit donining qiymatini aniqlashga ruxsat beriladi, bu erda d fts-o'rtacha nominal sek. 3 GOST 5639;
Po'latni kuchli karbonitrid hosil qiluvchi elementlar bilan (masalan, vanadiy, niobiy, titan) qotishma chog'ida tarqalgan mustahkamlovchi zarrachalarning o'lchami (diametri) D - ekstraksiya nusxalari va zarrachalararo masofa yordamida? - uzatish elektron mikroskopi yordamida yupqa plyonkalarda;
Dislokatsiya zichligi? (agar kerak bo'lsa) ingichka plyonkalarda elektronli elektron mikroskop yordamida.
5.6. Bundan keyin d effektli don o'lchami (millimetrda)-ferrit-perlitli po'latlar uchun ferrit donining o'lchami yoki 5.5-bandda qayd etilgan issiqlikka chidamli po'latlar uchun shartli ferrit donasining o'rtacha kattaligi.
5.7. Don hajmi ingichka bo'lakning kamida uch bo'lagida aniqlanadi (negativlar), ularning har birida tarkibiy qismlarning chegaralari bilan ajratuvchi qismlarning kesishish nuqtalari soni kamida 100 bo'lishi kerak.
Yorug'lik mikroskopi yordamida aniqlangan metallning qalinligi bo'ylab strukturaning heterojenligi aniqlangan taqdirda, metallografik tahlil paytida tahlil qilinadigan ko'rish maydonlarining soni va joylashuvi etarlicha baho beradigan tarzda tanlanadi. aniqlanayotgan xarakteristikalarning kesma o'rtacha qiymatlari.
6. MUVAKTI qarshilik ko'rsatishni aniqlash ? V VA SIZNING CHIMONASI? T
6.1. Vaqtinchalik qarshilik? o'rganilayotgan po'latlarda GOST 2999 va GOST 9012 bo'yicha statsionar qattiqlik tekshirgichlarida Vickers (HV) yoki Brinell (HB) usullari bilan po'latning qattiqligini o'lchash natijalariga asoslangan hisoblash usuli bilan aniqlanishi kerak.
6.2. Agar 3.3.2 -bandga muvofiq mikrosampalarni olishda metallning qattiqlashishi muqarrar bo'lsa, qattiqlikni o'lchash to'g'ridan -to'g'ri GOST 22761 ga muvofiq ko'chma statik qattiqlik tekshirgichlari yoki GOST 18661 ga muvofiq dinamik harakatga ega ob'ektda o'tkazilishi kerak. o'lchovning aniqligini ta'minlashda boshqa turdagi qattiqlik tekshirgichlaridan foydalaning.
Tayyorlangan maydonning o'lchamiga, egriligiga va sirtni tozalash sifatiga qo'yiladigan talablar ishlatilgan qattiqlik tekshirgichining ma'lumot varag'iga mos kelishi kerak. Tayyorlanadigan joy payvand chokidan kamida 100 mm va mikrosample yig'iladigan joydan 300 mm dan uzoq bo'lmagan masofada joylashgan bo'lishi kerak.
6.3. Ushbu ko'rsatmalar doirasi bo'lgan 90 dan 270 HB (90 dan 270 HV gacha) oralig'ida Brinell va Vickers usullari bilan aniqlangan qattiqlik ko'rsatkichlari bir xil bo'ladi. Keyinchalik matnda, barcha hisoblash formulalarida HB qiymatlari HV qiymatlari bilan almashtirilishi mumkin.
6.4. Qattiqlik o'lchovlari soni kamida bo'lishi kerak:
Barcha po'latlar uchun statsionar qattiqlik tekshirgichlari yordamida 9 o'lchov (qaynatishdan tashqari);
Portativ qattiqlik tekshirgichlari yordamida va har qanday turdagi qattiqlik tekshirgichlari bilan qaynab turgan po'latlarning qattiqligini baholashda 18 o'lchov.
Olingan o'lchovlar HB ning o'rtacha qiymatlarini aniqlash uchun ishlatiladi. Qattiqlikning o'rtacha qiymatini aniqlashda minimal va maksimal o'lchov natijalari bekor qilinadi.
6.5. Vaqtinchalik qarshilik quyidagi formula bo'yicha aniqlanishi kerak:
B = 112 + 2.4NV, MPa
6.6. Hosildorlik nuqtasini aniqlash quyidagi usullardan biri bilan amalga oshirilishi kerak:
Chiqish nuqtasida qattiqlikni o'lchash usuli;
Kimyoviy, durometrik va metallografik tahlillarga asoslangan.
6.6.1. Chiqish nuqtasida qattiqlikni o'lchash orqali chiqish nuqtasini aniqlash GOST 22762 bo'yicha amalga oshiriladi.
6.6.2. Kimyoviy, durometrik va metalografik tahlil natijalari bo'yicha hosil bo'lish nuqtasi quyidagi formula bilan aniqlanadi:
T = 1,5 + 0,6? t * + 0,74? HB, MPa,
bu erda HB - qattiqlik qiymati va qiymati? m * ifodaga muvofiq belgilanadi:
T * = (? 0 2 +? P 2) 1/2 + (?? 2 tr. + ?? 2 o.o. + ?? 2 d) 1/2 + K y d eff -1/2,
qayerda:? 0-b-temir panjaraning ishqalanish kuchlanishi, bu hisoblash uchun 30 MPa ga teng;
P - perlit bilan po'latning qotib qolishi natijasida paydo bo'ladigan stress ,? n = 2.4P, MPa,
bu erda: P - marvarid komponentining ulushi;
T.R. - qattiq eritmani qotishma elementlar bilan mustahkamlash natijasida yuzaga keladigan stress; C i kontsentratsiyasi bilan topiladi (qotishma elementlarining og'irligi bo'yicha%? -iron (ferrit));
T.R. = 4670C C + N + 33C Mn + 86C Si + 31C Cr + 30C Ni + 11C Mo + 60C Al + 39C Cu + 690C P + 3C V + 82C Ti, MPa;
D.u. - 5.5 -banddagi ma'lumotlarni hisobga olgan holda, po'latning dispers zarrachalar bilan qattiqlashishi natijasida yuzaga keladigan stress:
![]()
bu erda: G = 8,4 × 10 4 MPa - kesish moduli, b = 2,5 × 10 -7 mm - Burgerlar vektori;
D = dislokatsiyalarning qattiqlashuvidan kelib chiqadigan stress, dislokatsiyalar zichligi hisobiga?
D = 5G? B ?? 1/2 (issiq haddelenmiş po'latlar uchun? D = 30 MPa ruxsat etiladi), K y = 20 MPa? Mm 1/2.
6.7. Agar qattiqlikni o'lchashning iloji bo'lmasa, quyidagi formulalar bo'yicha perchin bo'lmagan po'latning tortishish kuchi va chiqish kuchini hisoblash mumkin:
B = 251 + 1,44? t **, MPa,
qayerda? t ** = (? 0 2 +? p 2) 1/2 + (?? 2 tr. + ?? 2 o.o. + ?? 2 d) 1/2;
6.8. Yakuniy quvvat va quvvat kuchi qiymatlarini aniqlashning aniqligi.
6.8.1. Chiqish nuqtasini 6.6.1 -bandga muvofiq aniqlashning aniqligi ± 7%ni tashkil qiladi.
6.8.2. 6.5 -band, 6.6.2 va 6.7 -bandlarga muvofiq hisoblangan yakuniy quvvat va oqim kuchi qiymatlari ko'rsatilgan qiymatlarning matematik kutishidir.
6.8.3. Quvvat xarakteristikalari uchun ishonch oralig'ining pastki chegarasi (? In (min),? T (min)) haqiqiy qattiqlik qiymatlari, kuchlanish stressi va kerakli ishonch darajasiga asoslanib hisoblanadi? ifodalarga ko'ra:
B (min) =? c - K 1 (?)? K 2 (HB), MPa (6.5 -bandga muvofiq hisoblashda);
T (min) =? t - K 3 (?)? K 4 (HB,? t *), MPa (6.6.2 -bandga muvofiq hisoblashda);
B (min) =? c - K 5 (?)? K 6 (? t **), MPa (6.7 -bandga muvofiq hisoblashda);
T (min) =? t - K 7 (?)? K 8 (? t *), MPa (6.7 -bandga muvofiq hisoblashda),
bu erda K 1 (?), K 2 (HB), K 3 (?), K 4 (HB,? t *), K 5 (?), K 6 (? t **), K qiymatlari 7 (?) Va K 8 (? T *) jadvalga muvofiq aniqlanadi. Majburiy A ilovasining 1-5 qismi.
7. Metallning sovuqqa chidamliligini baholash
7.1. O'rganilayotgan metallning sovuqqa chidamliligini baholash kritik mo'rtlik haroratining qiymatiga muvofiq amalga oshiriladi
7.2. Cr ning qiymati o'rganilayotgan po'latning zarba kuchi uchun standartlar yoki texnik shartlar talablariga muvofiq tanlanadi (zarba kuchi qiymati, sinov harorati).
7.3. Kritik mo'rtlik harorati (° C) ushbu RDning 3 -bo'limiga muvofiq kesilgan mikrosampalar bilan aniqlanadi va quyidagi formula bo'yicha hisoblanadi:
bu erda normativ hujjatlar bilan belgilangan cr qiymatiga qarab, U shaklidagi (Menage) chuqurchaga ega namunalar uchun a 0, a 1 va 2 koeffitsientlari tanlanadi (1-jadval).
Eksperimental ma'lumotlar to'planganda, po'lat sinish qarshiligini yanada ishonchli baholashga imkon beradigan V shaklidagi chuqurchaga (Charpy) ega bo'lgan namunalar uchun 0, a 1 va 2 koeffitsientlari ham aniqlanadi.
1 -jadval.
Aniqlash uchun formulalar koeffitsientlari
Qalinligi 7,5 mm dan 9 mm gacha bo'lgan haddelenmiş mahsulotlar uchun (GOST 9454-78 bo'yicha 2-turdagi namunalarga zarba kuchini aniqlash) 10 ° C pastroq, qalinligi 4 mm gacha bo'lgan prokat mahsulotlari uchun olinadi. 7,4 mm (GOST 9454-78 bo'yicha 3 -turdagi namunalarga zarba kuchini aniqlash) - formula bo'yicha hisoblangan qiymatlardan 20 ° C pastroq.
Agar kerak bo'lsa, cr = 39 J / sm 2 va cr = 44 J / sm 2 qiymatlarining qiymati T 34 va T 49 mos keladigan qiymatlari yordamida chiziqli interpolatsiya usuli bilan aniqlanishi mumkin.
7.4. Qattiq po'latdan yasalgan buyumlar uchun 7.3-bandga muvofiq belgilangan qiymat 0,6 HB ga oshadi, bu erda-HB-metallning qattiqlashishi natijasida qattiqligining oshishi.
7.5. 7.3 -band va 7.4 -bandga muvofiq hisoblangan mo'rtlik haroratining qiymatlari ko'rsatilgan qiymatning matematik kutishidir.
7.6. Kritik mo'rtlik harorati uchun ishonch oralig'ining yuqori chegarasi qattiqlikning haqiqiy qiymatlari, oqim kuchi va kerakli ishonch darajasiga asoslanib hisoblanadi? ifodaga ko'ra:
bu erda K 9 (?) va K 10 (d eff, HB) qiymatlari jadvalga muvofiq aniqlanadi. Majburiy A ilovasining 1 va 6 -bandlari.
Agar amaldagi me'yoriy hujjatlarga (GOST, TU) ko'ra, o'rganilayotgan po'lat navi bo'yicha, uchta namunadan biriga zarba bükme sinovi o'tkazilganda, normallashtirilgan qiymatga nisbatan zarba kuchining pasayishiga yo'l qo'yilsa, qiymat 5 ° ga kamayadi. C.
7.7. GOST (TU) talablariga muvofiq, agar shart bajarilsa, po'lat tegishli sifat toifasiga ega
bu erda nf Ti - bu sinov harorati T va zarbga chidamliligining haqiqiy qiymati, va nn Ti - bir xil haroratda ta'sir o'tkazuvchanligining standartlashtirilgan GOST (TU) qiymati.
7.8. 7.5 -banddagi tengsizlik shartga tengdir
7.9. Agar 7.6 -banddagi tengsizlik bajarilsa, o'rganilayotgan po'lat ma'lum sifat toifasidagi po'latlar uchun tegishli GOST (TU) talablariga javob beradi deb hisoblanadi. 7.5 -bandga muvofiq, T ning o'ziga xos qiymati va po'lat sifatining belgilangan toifasi bilan belgilanadi.
7.10. Namunadan olingan zarba namunasi uchun sinov haroratini tanlash tadqiqotning vazifasi bilan belgilanadi: berilgan sifat toifasini aniqlash yoki mo'rtlashuvning muhim haroratini belgilash.
7.10.1. Belgilangan sifat toifasini aniqlashda, namunaning sinov harorati, zarba kuchi darajasi 7.5 -bandga muvofiq GOST (TU) tomonidan tartibga solingan qiymatga mos kelishi sharti bilan belgilanadi. Masalan, 5 -toifali St3ps po'latining mosligini tekshirganda, namunaning sinov harorati -20 ° S ga o'rnatiladi.
7.10.2. Mo'rtlashuvning kritik harorati aniqlanganda, namunaning sinov harorati GOST (TU) ga muvofiq zarba chidamliligining standart qiymatini tanlash shartining 7.3 -bandiga muvofiq belgilanadi. haqiqiy ferrit donasi.
7.10.3. Qattiqligini aniqlash va ferrit donining diametrini o'lchash namuna chetida, o'ralgan yuzaga perpendikulyar va prokat yo'nalishiga parallel ravishda amalga oshiriladi.
7.11. GOST (TU) bo'yicha standart qiymatlarga mos kelmaydigan cr qiymatlarini olishda, tegishli standart qiymatlar yordamida chiziqli interpolatsiya usuli bilan 7.3 -bandga muvofiq qiymatni aniqlashga ruxsat beriladi. bir cr.
8. QAYNATISH CHELIKLARINING MEXANIK XUSUSIYATLARINI AYNOVI.
8.1. Qaynayotgan po'latdan yasalgan buyumlarning mexanik xususiyatlarini aniqlashning o'ziga xos xususiyati shundaki, uning uzunligi va kesimi bo'yicha heterojenligini hisobga olish zarur.
8.2. Ishlab chiqarilgan mahsulotlarning bir hil emasligini koeffitsientlar tizimi yordamida (8.3-band) yoki olingan mikro-namunalar sonini ko'paytirish orqali (8.4-band) hisobga olish mumkin.
8.3. Po'latni qaynatish uchun ushbu qo'llanmaning 7 -bo'limiga muvofiq hisoblangan kritik harorat musbat haroratlar zonasiga 10 ° S ga siljiydi.
8.4. Qaynatilgan po'latdan prokat mahsulotlarining mexanik xususiyatlarini aniqlashda kamida ikkita mikro namunalar olinadi. Xuddi shu turdagi strukturaviy elementlardan mikrosampllarni olish tavsiya etiladi. Xuddi shu strukturaviy elementdan mikrosampellarni olishga ruxsat beriladi; bunda mikrosampllar olish uchun joylar bir -biridan kamida 2 m masofada bo'lishi kerak.
Mexanik xususiyatlar ushbu ko'rsatmaning 6 va 7 -bo'limlariga muvofiq har bir mikrosampal uchun aniqlanadi va o'rganilayotgan mikrosampalar uchun eng yomon qiymatlar po'latdan yasalgan prokat mahsulotlarining haqiqiy xususiyatlari uchun olinadi. .
9. Natijalarni ro'yxatga olish
9.1. 4 ... 8 -bo'limlarga muvofiq olingan ma'lumotlarga asoslanib, po'lat sifati to'g'risida xulosa tuziladi, shu jumladan aniqlash natijalari:
kimyoviy tarkibi;
vaqtinchalik qarshilik va chiqish nuqtasi;
9.2. Xulosa laboratoriya boshlig'i tomonidan imzolanadi va laboratoriyani o'z ichiga olgan tashkilot rahbari tomonidan tasdiqlanadi.
10. QO'LLANILGAN TIZIMLI HUJJATLAR Ro'yxati
GOST 380-94 "Oddiy sifatli uglerodli po'lat".
GOST 2999-75 * "Metall va qotishmalar. Vikersning qattiqligini o'lchash usuli ".
GOST 5639-82 * "Chelik va qotishmalar. Donning hajmini aniqlash va aniqlash usullari ".
GOST 5640-68 "Chelik. Plitalar va chiziqlar mikroyapısını baholashning metallografik usuli. "
GOST 9012-59 * "Metall va qotishmalar. Brinellning qattiqligini o'lchash usuli ".
GOST 9454-78 * "Metall. Past, xona va yuqori haroratda zarba bükme sinov usuli ".
GOST 18661-73 "Chelik. Qattiqlikni zarba taassurot usuli bilan o'lchash ".
GOST 19281-89 * "Kuchli po'latdan yasalgan po'lat. Umumiy texnik shartlar ".
GOST 22536.0-87 * "Uglerodli po'lat va eritilmagan quyma temir. Tahlil usullariga umumiy talablar ".
GOST 22536.1-88 "Uglerodli po'lat va qotishmagan quyma temir. Umumiy uglerod va grafitni aniqlash usullari ".
GOST 22536.2-87 * "Uglerodli po'lat va qotishmagan quyma temir. Oltingugurtni aniqlash usullari ".
GOST 22536.3-88 "Uglerodli po'lat va qotishmagan quyma temir. Fosforni aniqlash usullari ".
GOST 22536.4-88 "Uglerodli po'lat va qotishmagan quyma temir. Kremniyni aniqlash usullari ".
GOST 22536.5-87 * "Uglerodli po'lat va qotishmagan quyma temir. Marganetsni aniqlash usullari ".
GOST 22536.6-88 "Uglerodli po'lat va qotishmagan quyma temir. Mishyakni aniqlash usullari ".
GOST 22536.7-88 "Uglerodli po'lat va qotishmagan quyma temir. Xromni aniqlash usullari ".
GOST 22536.8-87 * "Uglerodli po'lat va qotishmagan quyma temir. Misni aniqlash usullari ".
GOST 22536.9-88 "Uglerodli po'lat va qotishmagan quyma temir. Nikelni aniqlash usullari ".
GOST 22536.10-88 "Uglerodli po'lat va qotishmagan quyma temir. Alyuminiyni aniqlash usullari ".
GOST 22536.11-87 * "Uglerodli po'lat va qotishmagan quyma temir. Titanni aniqlash usullari ".
GOST 22536.12-88 "Uglerodli po'lat va qotishmagan quyma temir. Vanadiyni aniqlash usullari ".
GOST 22761-77 "Metall va qotishmalar. Brinell qattiqligini portativ statik qattiqlik o'lchagichlari bilan o'lchash usuli.
GOST 22762-77 "Metall va qotishmalar. Qattiqlikni yig'ilish nuqtasi bilan o'lchash usuli ".
GOST 27772-88 * "Chelik konstruktsiyalarni qurish uchun po'lat po'lat. Umumiy texnik shartlar ".
Ilova (A)
(majburiy)
1 -jadval
K 1 (?), K 3 (?), K 5 (?), K 7 (?) Va K 9 (?) Koeffitsientlarining qiymatlari
|
Ishonch darajasi?% |
K 1 (?), MPa |
K 3 (?), MPa |
K 5 (?), MPa |
K 7 (?), MPa |
K 9 (?), MPa |
2 -jadval
K 2 koeffitsientining qiymatlari (HB)
|
Qattiqlik HB |
||||||||||
|
Qattiqlik HB |
||||||||||
3 -jadval
K 4 koeffitsientining qiymatlari (HB,? T *)
|
Qattiqlik HB |
Hosildorlik nuqtasi? t *, MPa |
||||||||||
 Mashina ishini texnik standartlashtirish Umumiy qoidalarni hisoblash Mashina ishini standartlarga muvofiq standartlashtirish
Mashina ishini texnik standartlashtirish Umumiy qoidalarni hisoblash Mashina ishini standartlarga muvofiq standartlashtirish Yassilash testi usuli
Yassilash testi usuli Quvurlarni ultratovush tekshiruvi
Quvurlarni ultratovush tekshiruvi Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari
Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash
Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash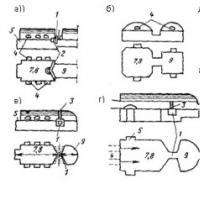 Shisha va sayt texnologiyasining fizik -kimyoviy asoslari
Shisha va sayt texnologiyasining fizik -kimyoviy asoslari GOST uskunalari tavsifi
GOST uskunalari tavsifi