Quvurlarni ultratovush tekshiruvi. Quvurlarning kamchiliklarini aniqlash. Bir tomonlama kirish bilan tikuvni ovoz berish sxemasi
SANOAT STANDARTI
NAZORATSIZ NAZORAT.
QUVURLU QUVURLARNING ULANISHI
Ultrasonik usul
OST 36-75-83
SANOAT STANDARTI
SSSR O'rnatish va maxsus qurilish ishlari vazirligining 1983 yil 22 fevraldagi 57 -son buyrug'i bilan kirish sanasi belgilandi.Ushbu standart diametri 200 mm va undan ko'p bo'lgan, devor qalinligi 6 mm va undan yuqori bo'lgan past uglerodli va 10 MPa (100 kgf / sm 2) dan oshmaydigan bosimdagi texnologik quvurlarning bo'g'inli payvand choklariga qo'llaniladi. har xil turdagi termoyadroviy payvandlashda bajariladigan va qotishmasiz po'latlar ultrasonik usulda buzilmaydigan sinovlarga qo'yiladigan talablarni o'rnatadi. Standart GOST 14782-76, GOST 20415-75 talablarini, shuningdek CMEA PC 4099-73 va PC 5246-75 tavsiyalarini hisobga olgan holda ishlab chiqilgan. Ultrasonik sinov usulini qo'llash zarurati, uning ko'lami va payvandlangan bo'g'inlar sifatiga qo'yiladigan talablar quvurlar uchun me'yoriy -texnik hujjatlar bilan belgilanadi. SSSR montaj va maxsus qurilish ishlari vazirligining 1983 yil 22 fevraldagi 57 -son buyrug'i bilan tasdiqlangan va ta'sir ko'rsatgan ijrochilar: VNIIMontazhspetsstroy Y. Popov, kand. texnologiya Fanlar (mavzu rahbari), Grigoriev V.M., Art. n bilan. (mas'ul ijrochi), Kornienko A. M., Art. muhandis (ijrochi) CO-PODRATORLAR: UkrPTKImontazhspetsstroy V.A. sektor (ijrochi xodim), N.S. Neustroeva, Art. muhandis (ijrochi) "Belpromnaladka" trestining markaziy payvandlash laboratoriyasi VP Vorontsov, guruh rahbari (mas'ul xodim) QO'LLANILGAN: SSSR Oziq -ovqat sanoati vazirligi A.G. Ageev RSFSR Sog'liqni saqlash vazirligi R.I. Xalitov SSSR O'rnatish va maxsus qurilish ishlari vazirligi "Soyuzstalkonstruktsiya" V.M. Vorobiev V / O "Soyuzspetslegkonstruktsiya" A.N. Glavstalkonstruktsiya sirlari B. C. Konopatov Glavmetallurgmontaj F.B. Trubetskoy Glavximmontaj V.Ya. Kurdyumov Glavneftemontaj K.I. Quvg'in Glavtexmontaj D.S. Korelin Glavlegprodmontaj A.Z. Medvedev bosh texnik bo'limi G.A. Sukalskiy institut direktorining ilmiy ishlar bo'yicha o'rinbosari, t.f.d. Yu.V. Sokolov I.O. bosh Standartlashtirish kafedrasi, t.f.n. V.A. Karasik Mavzu rahbari, bosh. laboratoriya, f.f.d. Yu B. Popov ijrochi, Art. tadqiqotchi, aktyorlik bosh sektor V.M. Ijrochi Grigoriev, Art. muhandis A.M. Kornienko CO-PODRATORLAR: UkrPTKIMontazhspetsstroy instituti direktori V.F. Nazarenko Payvandlash va quvurlar boshqarmasi boshlig'i N.V. Vigovskiy Loyihaning bosh dizayneri G.D. Shkuratovskiy ijrochi xodimi, asosiy payvandlash laboratoriyasi mudiri V.A. Tsechal VNIKTistalkonstruktsiya instituti direktori (Chelyabinsk filiali) M. F. Chernishev mas'ul ijrochi, bosh. sektor L.A. Vlasov Belpromnaladka trestining markaziy laboratoriyasi boshlig'i L.S. Denisov mas'ul ijrochi, guruh rahbari V.P. Vorontsov
1. Usulning maqsadi
1.1. Ultrasonik tekshirish payvand choklari va payvand choklari yaqinidagi yoriqlarni, penetratsiyaning etishmasligini, termoyadroviy etishmaslikni, teshiklarni, shlakli qo'shimchalarni va boshqa turdagi nuqsonlarni aniqlash uchun mo'ljallangan, lekin ularning koordinatalarini, nominal o'lchamlarini va aniqlangan sonini ko'rsatadi. nuqsonlar. 1.2. Ultrasonik tekshirish + 5 ° C dan + 40 ° C gacha bo'lgan muhit haroratida o'tkaziladi. Topshirgich harakatlanadigan zonada boshqariladigan elementni + 5 ° C dan + 40 ° S gacha qizdirganda, atrof -muhit harorati minus 10 ° S gacha bo'lgan haroratda boshqarishga ruxsat beriladi. Bunday holda, minus 10 ° C va undan past haroratlarda (pasport ma'lumotlariga ko'ra) ishlashda davom etadigan nuqsonli detektorlar va izlovchilardan foydalanish kerak. 1.3. Ultrasonik sinov payvandlangan bo'g'inning har qanday fazoviy holatida o'tkaziladi.2. YANGA DETEKTORLAR VA ULTRASONLI KONTROL BO'LIMI UChUN TALABLAR.
2.1. Ultrasonik tekshirish uchun NDT inspektorlariga qo'yiladigan talablar. 2.1.1. Ultrasonik tekshiruvni ikkita NDT inspektori guruhi o'tkazishi kerak. 2.1.2. Belgilangan tartibda tasdiqlangan dasturga muvofiq maxsus kurslarda (o'quv markazida) nazariy va amaliy mashg'ulotlardan o'tgan, payvand choklarining sifatini nazorat qilish va xulosa berish huquqiga ega bo'lgan shaxslar. ultratovush tekshiruvi natijalari, ultratovush tekshiruvini o'tkazishga ruxsat beriladi. Vayron qilmaydigan inspektorlar yiliga kamida bir marta, shuningdek, 6 oydan ortiq ishdagi tanaffusda va ishning sifati pastligi uchun vaqtincha to'xtatilganidan keyin ishga qabul qilinishidan oldin qayta attestatsiyadan o'tishi kerak. Ish joyida qayta attestatsiyadan o'tish uchun sertifikatlashtirish komissiyasining quyidagi tarkibi tavsiya etiladi: trestning bosh payvandchisi, trestning payvandlash laboratoriyasining boshlig'i, o'quv kurslarining boshlig'i, guruh rahbari yoki katta ultratovushli nuqsonlarni aniqlash bo'yicha muhandis, xavfsizlik bo'yicha muhandis. Qayta sertifikatlashtirish natijalari protokollar bilan rasmiylashtiriladi va defektoskopist guvohnomasida qayd etiladi. 2.1.3. Ultrasonik tekshirish bo'yicha ishlarni ushbu mutaxassislik bo'yicha kamida uch yillik ish tajribasiga ega kamida 5 -darajali muhandis -texnik yoki NDT inspektorlari boshqarishi kerak. 2.2. Payvandlash laboratoriyasining ultratovushli sinov maydoniga qo'yiladigan talablar. 2.2.1. Ultrasonik sinov bo'limida NDT inspektorlari, asbob -uskunalari va aksessuarlari ish joylarini joylashtirishni ta'minlaydigan ishlab chiqarish maydonlari bo'lishi kerak. 2.2.2. Ultrasonik sinov maydonida quyidagilar joylashtiriladi: standart topgichlar to'plamiga ega ultratovushli nuqsonli detektorlar; 50 V chastotali o'zgaruvchan tokdan 220 V ± 10%, 36 V ± 10%kuchlanishli, ko'chma quvvat manbai bloklari, topraklama avtobuslari; standart va sinov namunalari, nuqsonli detektorlarni topuvchilar bilan tekshirish va sozlash uchun yordamchi qurilmalar; chilangar, elektr va o'lchash asboblari, aksessuarlar to'plami (bo'r, rangli qalamlar, qog'oz, bo'yoqlar); biriktiruvchi, moylovchi, tozalovchi material, katlanadigan cho'tka; ish stollari va ish stollari; izlar, namunalar, materiallar va hujjatlar to'plami bilan nuqsonli detektorlarni saqlash uchun javonlar va shkaflar.3. XAVFSIZLIK TALABLARI
3.1. Ultrasonik nuqsonli detektorlar bilan ishlashda GOST 12.2.007.0-75 bo'yicha xavfsizlik va sanoat sanitariya talablariga rioya qilish zarur; SNiP III-4-80, "Iste'molchilarning elektr inshootlarini texnik ishlatish qoidalari va iste'molchilarning elektr inshootlarini ishlatish xavfsizligi qoidalari", SSSR Davlat energetika nazorati xizmati tomonidan 12.04.1969 yilda qo'shimchalar bilan tasdiqlangan. va SSSR Sog'liqni saqlash vazirligi tomonidan tasdiqlangan "2282-80-sonli ishchilar qo'li bilan aloqa orqali uzatiladigan ultratovushli asboblar bilan ishlashda sanitariya me'yorlari va qoidalari" ga kiritilgan o'zgartirishlar. 3.2. AC tarmog'idan quvvat olganda, ultratovushli nuqsonli detektorlar kamida 2,5 mm 2 kesimli mis sim bilan topraklanmalıdır. 3.3. Nosozlik aniqlagichlari o'zgaruvchan tok tarmog'iga elektromagnit tomonidan maxsus jihozlangan ustunlarga o'rnatiladi. 3.4. Tekshiruvchilarga yuqori voltli qurilmaning mavjudligi sababli, elektr ta'minotiga ulangan nuqsonli detektorni ochish va ta'mirlash ishlarini bajarish taqiqlanadi. 3.5. Yorug'lik qalqonlari bilan panjara qilmasdan payvandlash ishlari olib boriladigan joylar yaqinida nazoratni amalga oshirish taqiqlanadi. 3.6. Kislorodni kesish va payvandlash joylari yaqinida, shuningdek kislorod tsilindrlarini saqlash xonalarida ultratovush tekshiruvi o'tkazilganda, yog'ni biriktiruvchi sifatida ishlatish taqiqlanadi. 3.7. Ishni balandlikda, tor sharoitda bajarayotganda, ish joylari NDT inspektoriga xavfsizlik shartlari (iskala qurilishi, iskala, dubulg'a, montaj kamarlari, kombinezon) dan foydalangan holda payvandlangan bo'g'imga qulay kirishni ta'minlashi kerak. Atmosfera yog'inlarining inspektorga, asbob -uskunalarga va sinov o'tkaziladigan joyga ta'siridan himoya qurilmalari bo'lmagan holda sinov o'tkazish taqiqlanadi. 3.8. NDT inspektorlari SSSR Sog'liqni saqlash vazirligining 1969 yil 30 maydagi 400 -sonli buyrug'i va "Ultrasonik nazorat operatorlarining salomatligi va mehnat sharoitlarini yaxshilash bo'yicha terapevtik va profilaktik chora -tadbirlar" ga muvofiq yiliga kamida bir marta tibbiy ko'rikdan o'tishlari shart. SSSR Sog'liqni saqlash vazirligi 1976 yil 15 martda 3.9. Kamchiliklarni ultratovush yordamida aniqlash uchun jurnalda belgilangan shaklda ro'yxatdan o'tgan holda xavfsizlik bo'yicha tayyorgarlikdan o'tgan, kamida 18 yoshdagi shaxslarga ruxsat beriladi. Brifing vaqti -vaqti bilan tashkilot (trest, montaj bo'limi, zavod) buyrug'i bilan belgilangan vaqt ichida o'tkazilishi kerak. 3.10. Ultrasonik tekshiruv o'tkazadigan tashkilot ma'muriyati xavfsizlik talablarining bajarilishini ta'minlashi shart. 3.11. Agar xavfsizlik qoidalari buzilgan bo'lsa, inspektor ishdan chetlatilishi va qo'shimcha ko'rsatma berilganidan keyin unga yana qabul qilinishi kerak.4. Jihozlar va materiallar uchun talablar
4.1. Sinov uchun 1975 yildan ilgari ishlab chiqarilmagan UDM-1M va UDM-3 ultratovushli impulsli nuqsonli detektorlardan foydalanish tavsiya etiladi, DUK-66P (DUK-66PM), UD-10P, UD-10UA, UD-24, maxsus to'plam " ECHO "(" ECHO -2 ") yoki GOST 14782-76 talablariga javob beradigan boshqa nuqsonli detektorlar. Nosozlik detektorlarining asosiy texnik tavsiflari 1 -ilovada keltirilgan. 4.2. Qurilish yoki o'rnatish maydonchalarida etib bo'lmaydigan joylarda (yopiq joyda, balandlikda) payvandlangan tikuvlarning sifatini nazorat qilish uchun engil o'lchamdagi nuqsonli detektorlardan foydalanish tavsiya etiladi: ECHO (ECHO-2) to'plami yoki boshqa shunga o'xshash qurilmalar. 4.3. Nosozlik aniqlagichlari 1,25 (1,8) chastotalarda pleksiglas 30 °, 40 °, 50 °, 53 °, 54 ° (55 °) uchun prizma burchakli standart yoki maxsus moyil topgichlar bilan jihozlangan bo'lishi kerak; 2,5; 5,0 MGts va 2,5 va 5,0 MGts chastotalarni to'g'ridan -to'g'ri qidiruvchilar. Boshqa turdagi prizma bilan boshqa turdagi topuvchilarni ishlatishga ruxsat beriladi. Bunda izlovchi prizmalarining burchaklari shunday tanlanadiki, mos keladigan kirish burchaklari pleksiglas prizma bilan izlovchilarning kirish burchaklariga teng bo'ladi. 4.4. Nosozliklarni aniqlovchi va topuvchilarning asosiy parametrlarini, shuningdek nazorat parametrlarini tekshirish uchun uskunalar to'plamiga GOST 14782-76 bo'yicha yoki namunalar va yordamchi qurilmalar to'plami (KOU- 1, 2, 3) standart namunalari kiritilishi kerak. 2) TU 25- 06.1847-78 bo'yicha. Bundan tashqari, nuqsonli detektorlarni sozlash uchun sun'iy reflektorli sinov namunalari tayyorlanishi kerak. 4.5. Ultrasonik sinov maydonchasida nuqsonlarni aniqlovchi va topuvchilarning ish faoliyatini baholash uchun ularning asosiy parametrlari vaqti -vaqti bilan qurilmaning hujjatlarida qayd etilgan pasport ma'lumotlariga mosligini tekshirib turilishi kerak. Parametrlari tasdiqlanmagan, yangi qabul qilingan nuqsonli detektorlar va izlovchilarni sinovdan o'tkazishga ruxsat berilmagan. 4.6. Shartli sezuvchanlik, chuqurlik o'lchagich xatosi va chiziq chizig'i, agar koordinatalar CRT ekran o'lchovi bilan aniqlansa, pasport ma'lumotlariga ularning qiymatiga mosligi yiliga kamida ikki marta tekshiriladi. 4.7. Shartli sezuvchanlik va chuqurlik o'lchagich xatosi 1, 2 -sonli standart namunalar bo'yicha tekshiriladi (1, 3 -rasm). Tozalashning chiziqliligi tavsiya etilgan 2 -ilovada tasvirlangan usul bo'yicha tekshiriladi. 4.8. Topuvchilarda, hech bo'lmaganda haftada bir marta, prizmaning lateral yuzasidagi belgining 3 -standart namunadagi ultratovush nurining "O" chiqish nuqtasiga mosligini tekshiring (2 -rasm). 1 -standart namunadagi prizma burchagi (1 -rasm). 1). 4.9. Agar tekshirilgan parametrlarning qiymatlari (4.6 -band) qurilma pasportida ko'rsatilgan qiymatlarga mos kelsa, nuqsonli detektorlar ishlashga yaroqli hisoblanadi. 4.10. Agar tekshirilgan parametrlarning qiymatlari (4.8-band) GOST 14782-76 1-bo'limida ko'rsatilgan ruxsat etilgan og'ishlardan oshmasa, qidiruvchilarni ishga yaroqli deb hisoblash kerak. 4.11. Parametrlarni tekshirish natijalari qoniqarsiz bo'lgan nuqsonli detektor va topuvchilarni ta'mirlash yoki yangilariga almashtirish kerak. Qurilmani ishlatish yo'riqnomasida ko'rsatilgan nosozliklar bundan mustasno, nuqsonli detektorlarni ta'mirlash ishlab chiqaruvchi mutaxassislar yoki ixtisoslashtirilgan ustaxonalarda amalga oshirilishi kerak.Standart namuna № 3

1 - aks ettirilgan signalning maksimal amplitudasi; 2 - ultratovush nurining chiqish nuqtasi; n - qidiruvchining o'qi
Standart namuna № 2

1 - o'lchov; 2-GOST 5839-65 ga muvofiq don kattaligi 7 yoki undan ko'p bo'lgan normallashtirilgan holatda 20-darajali po'latdan yasalgan blok GOST 1050-74; 3 - vint; 4 - nurning kirish burchagini aniqlash uchun teshik; 5 - o'lik zonani tekshirish uchun teshik.
5. NAZORATGA TAYYORLANISH
5.1. Dastlabki tekshirish uchun, shuningdek payvandlangan tikuvdagi nuqsonlar bartaraf etilgandan keyin takroriy tekshirish buyurtmachi tomonidan imzolangan ariza hisoblanadi. Tavsiya etilgan 3 -ilovada shakli ko'rsatilgan ariza jurnalda payvandlash laboratoriyasida ro'yxatdan o'tkaziladi (Tavsiya etilgan 4 -ilova). 5.2. Faqat tashqi tekshiruv natijalari bo'yicha qabul qilingan va GOST 16037-80 talablariga javob beradigan payvandlangan bo'g'inlar nazoratga olinadi. 5.3. Suyuqlik bilan to'ldirilgan quvurlarning payvandlangan bo'g'inlarini tekshirish taqiqlanadi. 5.4. Ultrasonik tekshirish uchun ish joylari oldindan tayyorlanishi kerak. Yetish qiyin bo'lgan joylarda va balandlikda ishlash uchun NDT inspektorlariga yordamchi xodimlar tayinlanishi kerak. 5.5. Ovoz berish usulini tanlash, izlovchining turi, ulash moslamasi, nazorat qilish sxemasi. 5.5.1. Payvandlanadigan elementlarning qalinligiga qarab (GOST 16037-80), butun yotqizilgan metallning kesimini boshqarishga imkon beradigan ovoz berish usuli tanlanadi (1-jadval). 5.5.2. IC tipidagi qidiruv zonasining sirtini tikuv armaturasining har ikki tomoniga tayyorlash kerak bo'lgan B masofasi jadvalga muvofiq tanlanadi. 1 yoki boshqa turdagi qidiruvchilar ishlatilgan hollarda quyidagi formulalar bo'yicha hisoblanadi:B 1 = d × tg a -l / 2 + d + m (1)
To'g'ridan -to'g'ri nur bilan ovoz chiqarilganda
B 2 = 2 d × tg a + d + m (2)
To'g'ridan-to'g'ri va bir marta aks ettirilgan nur bilan ovoz chiqarilganda
B 3 = 3 d × tg a -l / 2 + d + m (3)
Qaytgan nur bilan bir va ikki marta ovoz chiqarilganda
1 -jadval
Ultrasonik sinov parametrlari
|
GOST 16037-80 bo'yicha payvandlangan elementlarning qalinligi, mm |
Ovoz berish usuli *) |
Izlovchi prizma burchagi, daraja. |
Ishchi chastotasi, MGts |
Topuvchining harakat maydoni, mm |
Olib tashlash maydoni B **, mm |
Cheklovchi sezuvchanlik S p (birinchi rad etish darajasi), mm 2 |
Burchak reflektorining vertikal yuzining maydoni va chiziqli o'lchamlari |
||
|
maydoni S mm 2 |
kengligi b mm |
balandligi h mm |
|||||||
|
6 dan 7,5 gacha. |
To'g'ridan -to'g'ri va bir marta aks ettirilgan nur |
||||||||
|
7,5 dan 10 gacha. |
|||||||||
Chiqib ketish zonasini aniqlash uchun ko'rsatilgan formulalarni tushuntiruvchi diagramma shakl. 4. 5.5.3. Birlashtiruvchi armaturaning har ikki tomonidagi B masofadagi yuzalar metall chig'anoqlari, peeling shkalasi, zang, axloqsizlik va bo'yoqlardan xoli bo'lishi kerak. Tozalangan yuzalarda chuqurchalar, nosimmetrikliklar va tirnoqlar bo'lmasligi kerak. Yuqori korrelyatsiyalangan sirt (korroziya chuqurligi 1 mm dan katta) tekis va tekis yuzaga ishlov berilishi kerak. Tozalash uchun abraziv g'ildirakli metall cho'tkalar, kesaklar va maydalagichlardan foydalanish tavsiya etiladi. Sirt mexanik ishlov berilgandan so'ng, uning pürüzlülüğü GOST 2789-73 bo'yicha R z = 40 mikrondan oshmasligi kerak. 5.5.4. Sinovdan so'ng sirtni tozalash va muftani olib tashlash NDT inspektori zimmasiga yuklanmagan. 5.5.5. Chiqib ketgandan so'ng, payvandlangan bo'g'in qismlarga bo'linadi va raqamlanadi, shunda rasmda ko'rsatilgan sxema bo'yicha nuqsonning joyini tikuv uzunligi bo'ylab aniq aniqlash mumkin. 5. 5.5.6. Akustik kontaktni yaratish uchun transformator moyi GOST 982-80 bo'yicha, glitserin-GOST 6259-75 bo'yicha, Taganrog "Krasny Kotelshchik" zavodi va Chernivtsi mashinasozlik zavodi tomonidan ishlab chiqarilgan suyuqliklar ishlatiladi (tavsiya etilgan 5-ilova). . 25 ° C dan yuqori haroratlarda yoki 300 mm dan kam bo'lgan payvandlangan elementlarning diametri vertikal joylashganda ular avtol 6, 10, 12, 18, qattiq yog'li kontaktli suyuqlik sifatida ishlatiladi - GOST 4366-76 yoki boshqa mineral moylarga muvofiq. yopishqoqlikda ko'rsatilganlarga o'xshash.
Payvand chokining tikuvi yaqinidagi sirtni tozalash zonalarini aniqlash sxemasi

D - payvandlanadigan elementlarning qalinligi, mm; a - kirish burchagi, daraja; d - kiritish nuqtasidan qidiruvchining orqa chetigacha bo'lgan masofa, mm; - tikuvni mustahkamlovchi paychalarining kengligining yarmi, mm; B 1, B 2, B 3, - to'g'ridan -to'g'ri, bir va ikki marta aks ettirilgan nur bilan tovush chiqarilganda sirtni tozalash zonalari, mm; m = 20 mm
Quvurning quvurli payvandlangan bo'g'inini bo'limlarga ajratish va ularni raqamlash

1. Payvand chokini payvandlanadigan elementlar atrofi bo'ylab 12 ta teng qismga bo'lish kerak. 2. Bo'limlarning chegaralari soat yo'nalishi bo'yicha 1 dan 12 gacha raqamlangan, quvurda mahsulot harakatining ko'rsatilgan yo'nalishi ko'rsatilgan. 3. Bo'limlar ikkita raqam bilan raqamlangan: 1-2, 2-3 va boshqalar. 4. 11-12 va 12-1 bo'limlar orasidagi chegara payvandchining belgisidan o'tishi kerak, tikuvga perpendikulyar.
5.6. Izlovchi prizmaning chastotasi va burchagi payvandlangan elementlarning qalinligi va jadvalga muvofiq ovoz berish usuliga qarab tanlanadi. 1. 5.7. Tikmalarning ovozi, paragraflarga muvofiq, topuvchining topilgan ko'ndalang-bo'ylama harakati bilan bajarilishi kerak. 5.5.2, 5.5.3, 5.5.5 sirtlari bir vaqtning o'zida ko'ndalang harakat yo'nalishidan har ikki yo'nalishda 3-5 ° burchak ostida aylanadi. Qidiruvchini siljitish qadamining kattaligi transduserning piezoelektrik plastinkasining diametrining yarmidan ko'p bo'lmasligi kerak (2 -jadval). 5.8. Asosiy nazorat parametrlarini tekshirish. 5.8.1. Muayyan mahsulotni nazorat qilish uchun nuqson detektorini sozlashdan oldin, GOST 14782-76 talablariga muvofiq quyidagi asosiy nazorat parametrlari tekshirilishi kerak: izlovchi o'qi; metallga kiruvchi ultrasonik nurning burchagi; o'lik zona; haddan tashqari sezuvchanlik; qaror. 5.8.2. Qidiruvchining o'qi va ultratovush nurining kirish burchagi smenada kamida bir marta tekshiriladi. 5.8.3. Qidiruvchining o'qi GOST 14782-76 bo'yicha 3-standart namunaga muvofiq belgilanadi va u jadvalda ko'rsatilgan qiymatlardan kam bo'lmasligi kerak. 2. 5.8.4. Ultrasonik nurning kirish burchagi GOST 14782-76 bo'yicha No 2 standart namunasi bo'yicha aniqlanadi va u nominal qiymatdan ± 1 ° dan oshmasligi kerak. Prizma burchagi har xil bo'lgan topuvchilar uchun kirish burchagining nominal qiymatlari 2 -jadvalda keltirilgan.
2 -jadval
Qidiruvchi parametrlari
|
Qidiruvchining prizma burchagi (b), daraja. |
Ishlash chastotasi (f), MGts |
Transduser diametri, mm |
Qidiruvchi o'q, mm |
Ultrasonik nurning kirish burchagi (a) (pleksiglas-po'lat), daraja. |
4.0> h / b> 0.5,
Teshikning (yoki segmentning) tekis tubining S p maydonlari va burchak reflektorining vertikal yuzining S 1 maydonlari nisbati bilan bog'liq:
S p = NS 1, bu erda
N - grafikdan aniqlangan koeffitsient (6 -rasm). 5.8.7. Cheklangan sezuvchanlik maydoni jadvaldan tanlangan sun'iy reflektorli sinov namunalarida tekshiriladi. 1 payvandlangan elementlarning qalinligi va tanlangan topuvchining turiga bog'liq.
Bog'lanish nisbatiN.burchakdananurli kirish

5.8.8. Akustik xususiyatlar va sirt tozaligi bo'yicha sinov materiallarining materiali tekshirilayotgan buyumga o'xshash bo'lishi kerak. Tekshirish bo'laklari zarba echo usuli bilan aniqlanishi mumkin bo'lgan nuqsonlardan xoli bo'lishi kerak (sun'iy reflektorlardan tashqari). 5.8.9. "Yassi pastki teshik" tipidagi reflektor sinov namunasida tayyorlanadi, shunda teshik tubining aks etuvchi yuzasi markazi payvandlanadigan elementlarning qalinligiga teng d chuqurlikda joylashgan bo'ladi (7 -rasm). ). 5.8.10. Burchak yoki segmentli reflektorli sinov bo'laklari, payvandlanadigan elementlarning ichki diametri 200 mm dan kam bo'lsa, sinov bo'lagi bilan bir xil egrilik radiusiga ega bo'lishi kerak. Payvandlangan elementlarning ichki diametri 200 mm va undan ko'p bo'lsa, tekislik-parallel yuzali sinov namunalari ishlatiladi (8, 9-rasm). Segmentli reflektorlarni ishlab chiqarish usuli 6-ilovada keltirilgan. Sinov namunasidagi burchakli reflektor KOU-2 to'plamidagi qurilma yordamida bajariladi. 5.8.11. Agar sun'iy reflektordan keladigan signalning amplitudasi CRT ekrani bo'ylab kamida 30 mm bo'lsa, cheklov sezuvchanligini tekshirish natijalari qoniqarli hisoblanadi. 5.8.12. Ruxsat GOST 14782-76 bo'yicha 1-standart namunaga muvofiq tekshiriladi. Agar 1 -standart namunadagi diametri 15A 7, 20A 7, 30A 7 bo'lgan uchta konsentrik joylashgan silindrli reflektorlardan signallar CRT ekranida aniq farqlansa, rezolyutsiya qoniqarli deb hisoblanadi (1 -rasm).
Reflektor tipidagi namuna: nuqson detektorining sezuvchanligini sozlash uchun "tekis pastki teshik"

Sezuvchanlikni sozlash, nuqsonlarning koordinatalarini aniqlash va nuqson detektorining tekshirish zonasini o'rnatish uchun burchakli reflektorli sinov qismi.

Bu erda n - aks ettirishlar soni
Sezuvchanlikni sozlash, nuqsonlarning koordinatalarini aniqlash va nuqson detektorining tekshirish zonasini sozlash uchun segmentli reflektorli test qismi.

Sinov qismining uzunligi quyidagi formula bo'yicha aniqlanadi:
L ¢ = (n + 1) d × tan a + d + m + 25; m = 20,
Bu erda n - aks ettirishlar soni
5.9. Tekshirish uchun nuqsonli detektorni o'rnatish. 5.9.1. Jadval bo'yicha tanlangan parametrlarga ega bo'lgan topuvchi nuqson detektoriga ulangan. 1 payvandlanadigan elementlarning qalinligi, metallning akustik xususiyatlari va payvand chokining geometriyasiga muvofiq. 5.9.2. Nosozlik aniqlagichi ishlatish yo'riqnomasi talablariga muvofiq ishlashga tayyorlanadi, so'ngra u ma'lum bir mahsulotni quyidagi ketma -ketlikda boshqarishga sozlanadi (asosiy operatsiyalar): tozalash muddatini belgilash; chuqurlikni o'lchash moslamasini o'rnatish; cheklash sezuvchanligini o'rnating (rad etishning birinchi darajasi); sezgirlikni vaqtincha sozlash tizimi (TSP) yordamida sezuvchanlikni tenglashtirish; qidiruv sezgirligini o'rnating; strobe pulsining davomiyligi va o'rnini belgilang. 5.9.3. Tozalash davomiyligi tanlangan boshqaruv parametrlariga muvofiq CRT ekranidagi eng uzoqdagi reflektordan signalni kuzatish imkoniyatini ta'minlaydigan tarzda o'rnatiladi. 5.9.4. Strobe zarbasi uning etakchi qirrasi prob pulsiga yaqin, orqa tomoni esa CRT ekranining oxirida skanerlash chizig'i bo'ylab joylashgan qilib o'rnatiladi. 5.9.5. Nosozliklarni aniqlovchi chuqurlikni o'lchash moslamasi yo'riqnomaga muvofiq sozlangan. Agar nuqson detektorida chuqurlikni o'lchash moslamasi bo'lmasa, u holda tekshirilayotgan buyumning qalinligiga mos ravishda CRT ekran o'lchagichini kalibrlash zarur. ECHO to'plami uchun CRT ekran shkalasi bo'yicha koordinatalarni aniqlash usuli tavsiya etilgan 7-ilovada keltirilgan. DUK-66P nuqson detektori chuqurlik o'lchagichini tekshirish usuli Tavsiya etilgan 8-ilovada keltirilgan. 5.9.6. Chuqurlik o'lchagichni sozlash uchun, devor qalinligi 15 mm dan oshiq payvandlangan bo'g'inlar (tavsiya etilgan 8 -ilova) va segment yoki burchakli namunalar tekshirilganda, "yon burg'ulash" tipidagi sun'iy reflektorli sinov namunalaridan foydalanish tavsiya etiladi. devor qalinligi 15 mm va undan kam bo'lgan payvandlangan bo'g'inlar uchun reflektorlar (8 va 9 -rasm). 5.9.7. Cheklov sezuvchanligi o'rnatiladi (rad etishning birinchi darajasi). Maxsus nazorat qilinadigan mahsulot uchun rad etishning birinchi darajasiga mos keladigan reflektor maydonining qiymatlari jadvaldan aniqlanadi. 1.5.9.8. Nosozlik aniqlagichi rad etishning birinchi darajasiga "susayish" yoki "sezuvchanlik", "uzilish", "quvvat" va TCG boshqaruvlari yordamida o'rnatiladi, shunda sun'iy reflektordan aks sado signalining balandligi 30 mm ga teng. ishchi qismida shovqin bo'lmasa, boshqaruv sxemasi ... 5.9.9. Avtomatik nuqsonli signalizatsiya tizimining (ASD) javob darajasini belgilang. 5.9.10. Cheklov sezuvchanligining ikkinchi rad etish darajasining qiymatlari birinchisidan 3 dB ga yuqori o'rnatiladi. 5.9.11. Nosozlik detektorini ikkinchi rad etish darajasiga moslashtirish uchun "susaytiruvchi" tugmachasi (susaytirgichli nuqsonli detektorlar uchun) 3 dB chapga (soat sohasi farqli o'laroq) yoki "sezgirlik" tugmasi (susaytirgichsiz nuqsonli detektorlar uchun) ga buriladi. Birinchi bo'linish rad etish darajasiga nisbatan soat yo'nalishi bo'yicha 1 bo'linish ... 5.9.12. Qidiruv sezgirligini o'rnating. Qidiruv sezgirlik darajasining qiymatlari birinchi rad etish darajasidan 6 dB ga o'rnatiladi. 5.9.13. Nosozlik aniqlagichini qidiruv sezgirligiga moslashtirish uchun "susaytiruvchi" boshqaruvi 6 dB chapga (soat sohasi farqli o'laroq) yoki "sezuvchanlik" nazorati birinchi bo'linish qiymatiga nisbatan 2 bo'linma o'ngga (soat yo'nalishi bo'yicha) buriladi. Daraja. 5.9.14. Tavsiya etilgan 9 -ilovada tasvirlangan usulga muvofiq, strob pulsining davomiyligi va o'rnini nazorat qilinadigan qalinlik va ovoz berish usuliga mos ravishda o'rnating.
6. NAZORAT
6.1. Tekshiruv payvand chokining metallini va issiqlik ta'sirlangan zonasini zanglash operatsiyalarini va nuqsonlarning o'lchangan xususiyatlarini aniqlashni o'z ichiga oladi. 6.2. Tikmalarning ovozi 5.7-bandda ko'rsatilgan qidiruvchining ko'ndalang-bo'ylama harakati usuli bilan amalga oshiriladi. Topuvchining harakat tezligi 30 mm / s dan oshmasligi kerak. 6.3. Qidiruvchining harakatlanayotgan yuzasi bilan akustik aloqasi, izlagichni engil bosish orqali kuplant orqali ta'minlanadi. Akustik aloqaning barqarorligi, izlanishchining akustik shovqinlari natijasida hosil bo'lgan, impulsning chekkasidagi signal amplitudalari darajasining pasayishi, ularning ovozli aloqa buzilishi yoki yo'qligi bilan solishtirganda, kuzatiladi. mahsulot yuzasi bilan qidiruvchi. 6.4. Payvandlangan bo'g'inlarning ovozi qidiruv sezgirligida, aniqlangan nuqsonlarning xususiyatlarini aniqlashda - birinchi va ikkinchi rad etish darajasida amalga oshiriladi. Faqat strobe pulsida kuzatiladigan va qidiruv sezgirligida balandligi kamida 30 mm bo'lgan aks -sadolarni tahlil qiling. 6.5. Tekshirish jarayonida nuqsonni aniqlovchi sozlamani birinchi rad etish darajasiga smenada kamida ikki marta tekshirish kerak. 6.6. Birinchi rad etish darajasida nuqsonlar ularning amplitudasi bilan baholanadi, ikkinchi rad etish darajasida shartli uzunlik, nuqsonlar orasidagi shartli masofa va nuqsonlar soni baholanadi. 6.7. Payvandlangan bo'g'inlarning tikuvlari har ikki tomondan to'g'ridan-to'g'ri va bir marta aks ettirilgan nurlar bilan eshitiladi (10-rasm). Strobe impulsining orqa yoki etakchi qirralari yaqinida aks sado signallari paydo bo'lganda, ular ultratovush nurining kuchayishi yoki tikuvning ildizida osilib qolishi natijasida paydo bo'lganligini aniqlash kerak (11 -rasm). Buning uchun L 1 va L 2 masofalari o'lchanadi - izlovchining pozitsiyasi (I), bu erda reflektordan aks sado signalining maksimal amplitudasi bor, keyin qidiruvchi tikuvning boshqa tomoniga bir xilda joylashtiriladi. reflektordan L 1 va L 2 masofalar, - izlovchilar pozitsiyasi (II). Agar mustahkamlovchi bilaguzuk yuzasida yoki payvand chokining ildizida nuqsonlar bo'lmasa, strob pulsining chetlarida aks sado signallari kuzatilmaydi. Agar aks -sado tikuvning mustahkamlanishidan aks ettirilgan bo'lsa, unda siz unga tegib turgan suyuqlik bilan namlangan tampon bilan tegizganingizda, echoning amplitudasi vaqt o'tishi bilan o'zgaradi. E'tibor bering, qabul qilinadigan pastki chiziqlar ham noto'g'ri aks sado berishi mumkin. Bunday holda, payvand chokining aks ettiruvchi qismini asosiy metall yuzasi bilan bir tekisda tozalash va keyin qayta tekshirish tavsiya etiladi. Agar nuqson bo'lmasa, strob pulsining chetlarida aks sadolari kuzatilmaydi.Nosimmetrik yivli choklar uchun ovoz chiqarish sxemalari


A - ikki qirrali, b - ikki qirrali egri chiziqli
Noto'g'ri echo dekodlash sxemasi

A - tikuvning ildizida sarkishdan; b - tikuvni mustahkamlovchi boncukdan
6.8. Devorining qalinligi 18 mm dan oshadigan bir qirrali burchakli bo'g'inlar, nosimmetrik truba usuliga ko'ra, har ikki tomondan ham, prizma burchagi 54 ° (53 °) bo'lgan topgichlar bilan qo'shimcha ovoz berish tavsiya etiladi. ) qirralarning yonbag'risiz (12 -rasm). Bunday holda, qidiruvchining harakatlanish zonasi va yalang'ochlash zonasi 5.5.2 -bandning formulalari bo'yicha hisoblab chiqiladi va cheklash sezuvchanligi (rad etishning birinchi darajasi) 6 mm 2 ga teng qilib o'rnatiladi. 6.9. Qachon tikuv mustahkamlash kengligi yarmi l /2 payvand chokining yuzasida tikuvning ildizida taxmin qilingan nuqsonning proektsiyasigacha, topuvchining old chetidan L 1 masofasidan oshmaydi, tikuvning pastki qismining ovozi to'g'ri nur bilan bajariladi. (13a -rasm) va qachon l /2 L 1 dan oshsa, tikuvning pastki qismi ikki marta aks ettirilgan nur bilan eshitiladi (13b -rasm). 6.10. Miqdorlarning qiymatlarini solishtirish l /2 va L 1 eksperimental ravishda L 1 masofani aniqlash tavsiya etiladi (14 -rasm). Topuvchi nuqson detektorini birinchi rad etish darajasiga moslashtirish uchun ishlatiladigan nazorat qilinadigan quvur yoki sinov namunasining uchiga o'rnatiladi. Topgichni oxirgi yuziga perpendikulyar ravishda siljitib, pastki burchakdan aks -sado signalining maksimal balandligini aniqlang, so'ng L1 masofasini o'lchang. 6.11. Tikuvga bir tomonlama kirish bilan u faqat bir tomondan eshitiladi (15-rasm). Agar payvandlanadigan elementlarning qalinligi 18 mm dan oshmasa, tikuvni 6.8 -bandda tasvirlangan usul bo'yicha prizma burchagi 54 ° (53 °) bo'lgan topuvchilar bilan qo'shimcha ravishda ovoz berish kerak. Xulosa va nazorat jurnalida tovush faqat tikuvning bir tomonida bajarilganligi to'g'risida tegishli yozuv kiritilishi kerak.
Asimmetrik yivli choklar uchun ovoz chiqarish sxemalari

A - bir qirrali burchak bilan; b - bir qirrali egri chiziq bilan; c - bir qirrali pog'onali burchak bilan; a 2> a 1; a 2 = 54 ° (53 °)
Tikuvning pastki qismi uchun ovoz berish sxemasi.

A - o'lchami l /2 L 1 dan kam, shuning uchun qidiruvchining harakat zonasi L 1 ga teng. l /2 tikuvning ildizini tekis nur bilan to'liq ovoz chiqarishga imkon beradi; b - qidiruvchining harakat zonasi, L 1 ga teng - l /2 tikuv ildizining faqat bir qismini to'g'ridan -to'g'ri nur bilan, qolgan qismini esa ikki marta aks ettirilgan nur bilan ovoz chiqarishga imkon beradi.
Eksperimental masofani aniqlash sxemasi

Bir tomonlama kirish bilan tikuvni ovoz berish sxemasi

Qoplama elementlarining har xil devor qalinligi bilan tikuvning ovoz berish sxemasi

6.12. Agar yopishtiruvchi elementlar qalinligi har xil bo'lsa, devorning burilish burchagi bo'lmasdan, ovoz chiqarish 6.7 -bandga muvofiq amalga oshirilishi kerak. Strobe pulsining oxirgi chetiga yaqin signal paydo bo'lganda, topuvchi payvandlash o'qidan L 1 = tg a masofada, elementning katta devor qalinligi tomonida joylashganligini hisobga olish kerak. pastki devor burchagidan va payvand chokidagi nuqsondan kelgan signalni (16 -rasm) yagona signal sifatida kuzatish mumkin. Qaysi reflektordan signal kuzatilganligini aniqlash uchun, topgichni payvandlash o'qidan L 1 masofada, elementning kichikroq devor qalinligi yonidan o'rnatish kerak. Bunday holda, agar strob pulsining oxirgi chetiga yaqin signal kuzatilmasa, nuqson yo'q, lekin agar signal kuzatilsa, payvand chokining ildizida nuqson topiladi. 6.13. Agar biriktiruvchi elementlar qalinligi har xil bo'lgan devor qalinligi bilan har xil qalinlikka ega bo'lsa, u holda kichikroq qalinlikdan 6.7 -bandga binoan va elementning devor qalinligi yon tomondan - rasmda ko'rsatilgan diagrammalar. 17, 18. Birlashtiriladigan quvurlar devorlarining qalinligi va qiyshiqning haqiqiy chegarasi (uzunligi) tavsiya etilgan 10 -ilovaga muvofiq to'g'ri topuvchi tomonidan aniqlanadi. 6.14. Aniqlangan nuqsonlarning asosiy o'lchovli xarakteristikalari quyidagilardir: nuqsondan aks sado signalining amplitudasi; nuqsonli koordinatalar; nuqsonning shartli uzunligi; nuqsonlar orasidagi shartli masofa; uzunligi 100 mm bo'lgan tikuvning istalgan qismidagi nuqsonlar soni. 6.15. Qusurdan aks sado signalining dB dagi amplitudasi "susayish" regulyatorining (attenuator) o'qishlari asosida aniqlanadi.
Qalinroq element tomondan to'g'ridan-to'g'ri va bitta nurli nurli tikuvli choklarning sxemalari

Tikuv chalinayotganda izlovchining harakatlanish intervallari: a - L "dan L" gacha to'g'ri nur bilan, bu erda L "= l /2 + n; L "= d × tan a; b - dan bir martalik aks etuvchi nur, bu erda = 5 (d 1 - d) +10+ d 1 × tan a, = 2 d 1 × tan a + l /2 ; L = 5 (d 1 - d).
Qalinroq element tomondan ikki marta yoritilgan nurli choklarning sxemasi

Topuvchining harakat oralig'i, dan, bu erda = 2 d 1 × tg a + l /2 ; = (2 d 1 + d) tg a
6.16. Nosozlik koordinatalari - nurning kirish joyidan payvandlangan bo'g'in yuzasidagi nuqson proyeksiyasigacha bo'lgan masofa va H chuqurligi - nuqsonli detektorlar uchun qo'llanma talablariga muvofiq belgilanadi ( 19 -rasm) 6.17. Qusurning koordinatalari aks ettirilgan signalning maksimal amplitudasida aniqlanadi. Agar aks -sado ekrandan tashqariga chiqsa, "susayish" yoki "sezuvchanlik" elementlari uning amplitudasini kamaytiradi, shuning uchun maksimal signal 30 dan 40 mm oralig'ida bo'ladi. 6.18. Qusurning shartli uzunligi va nuqsonlar orasidagi shartli masofa GOST 14782-76 bo'yicha aniqlanadi. Bu xarakteristikalarni o'lchashda, nuqsondan aks -sado signalining amplitudasi CRT ekranining ishchi maydonining vertikal kattaligidan 0,2 ga teng bo'lgan topuvchining o'ta pozitsiyalarini hisobga olish kerak.
7. NAZORAT natijalarini qayta ishlash va ro'yxatga olish
7.1. Payvand choklarining sifatini baholash. 7.1.1. Payvand choklaridagi nuqsonlarning o'lchangan xususiyatlari ushbu standart talablariga va amaldagi me'yoriy -texnik hujjatlarga muvofiq baholanadi. SNiP III -31-78 talablarini hisobga olgan holda aniqlangan nuqsonlarning tavsiflangan ruxsat etilgan maksimal qiymatlari jadvalda keltirilgan. 3. 7.1.2. Payvand choklarining sifati nazorat natijalariga ko'ra "yaxshi" - "yomon" tamoyili bo'yicha baholanadi. "Yaxshi" atamasi payvandlangan bo'g'inlarning nuqsonsiz yoki nuqsonli, o'lchangan xususiyatlari jadvalda ko'rsatilgan me'yorlardan oshmaydigan choklarini baholash uchun ishlatiladi. 3. "Yaroqsiz" atamasi payvandlangan bo'g'inlarning choklarini baholash uchun ishlatiladi, agar ularda o'lchov xarakteristikalari jadvalda ko'rsatilgan me'yorlardan oshsa. 3.Nosozliklar koordinatalarini aniqlash

3 -jadval
O'LGAN XUSUSIYATLARNING MAXSIMLI RUXSIY QIMATLARI VA QAYTILGAN ULANISHLARNI TIKISHIDAGI KUPKLAR SONI
|
Payvandlangan elementlarning nominal qalinligi, mm |
Amplitudani baholash |
Shartli uzunlik, nuqsonlar orasidagi shartli masofa va nuqsonlar soni bo'yicha baholash |
Chuqurlikda joylashgan nuqsonning shartli uzunligi (mm), mm |
Har bir 100 mm tikuv uzunligida o'lchangan xususiyatlar bilan ruxsat etilgan nuqsonlar soni |
Chuqurlikda joylashgan tikuv uzunligining har qanday 100 mm uchun ruxsat etilgan nuqsonlarning umumiy nominal uzunligi (mm), mm |
||
|
6.0 dan 20.0 gacha. |
Birinchi rad etish darajasi |
Ikkinchi rad etish darajasi |
|||||
|
20,0 dan 40,0 gacha. |
|||||||
|
40,0 dan 50,0 gacha. |
|||||||
Ilova 1
Ish chastotalari, MGts
Attenuatorning dinamik diapazoni, dB
Maksimal ovoz balandligi (po'lat ustida), mm
Chuqurlik o'lchagich
CRT ekranining ishchi qismining o'lchamlari, mm
Ishlash harorati oralig'i, ° K (° C).
Olchamlari, mm
Og'irligi, kg
Ta'minot kuchlanishi, V.
Oziq -ovqat turi
0,80; 1,80; 2,50; 5,00
Diametri 70
278-303 (+5 dan +30 gacha)
220 × 335 × 423
0,60; 1,80; 2,50; 5,00
125; 2,50; 5,00; 10,00
(minus 10 dan +40 gacha)
260 × 160 × 425
260 × 170 × 435
220, 127, 36, 24
0,60; 1,25; 2,50; 5,00
50 (2 dB bosqichda)
278-323 (+5 dan +50 gacha)
345 × 195 × 470
40 (silliq)
1,25; 2,50; 5,00; 10,00
263-323 (minus 10 dan +50 gacha)
130 × 255 × 295
500 (alyuminiy uchun)
278-424 (+5 dan +50 gacha)
520 × 490 × 210
258-313 (minus 15 dan +40 gacha)
140 × 240 × 397
2 -ilova
Ixtisoslashtirilgan "ECHO" to'plamining skanerlash liniyasini aniqlash metodikasi.
Tekshirish chizig'ining chiziqliligi quyidagicha aniqlanadi: 1. To'g'ridan -to'g'ri topgichni nuqson detektorining 1 -uyasiga ulang. 2. "Ish turi" tugmachasining almashtirgichi 1 -holatga o'rnatildi. 3. Zaiflashtiruvchi "nozik" va "qo'pol" kalitlarni "0" holatiga qo'ying. 4. "Shovqinni o'chirish" regulyatoridan foydalanib, agar kerak bo'lsa, ko'rish chizig'idan shovqinni olib tashlang. 5. "" tugmachasidan foydalanib, ekran tashqarisidagi strob pulsini olib tashlang. 6. "Qattiq qo'pol" tugmasi "5" holatiga o'rnatiladi. 7. "Bir tekis siljitish" regulyatori o'ta o'ng holatiga o'rnatiladi. 8. Topgichni 2-sonli standart namunaning yuzasiga o'rnating GOST 14782-76. 9. Ekranda aks ettirilgan orqa fon signallarining maksimal soniga erishing, shunda ular butun skanerlash chizig'i bo'ylab taqsimlanadi. 10. CRT ekranida aks ettirilgan signallarning etakchi qirralari orasidagi masofani o'lchov bilan o'lchang. 11. Agar impulslar orasidagi masofa bir -biridan 10%dan ortiq farq qilmasa, chiziqlilik qoniqarli hisoblanadi. 12. Tozalashning qolgan diapazonlarida ham xuddi shunday chiziqlilikni tekshiring.Ilova 3
Arizani bergan tashkilot nomi Ilova raqami 1. Ariza ________________________________________________________ (bosh harflari va familiyasi) tomonidan berilgan 2. Ob'ektning nomi ________________________________________________ 3. Boshqariladigan ob'ektning nomi va qisqacha tavsifi ____________ ________________________________________________________________________________________________________________________________________________________ |
Ilova 4
QO'LLANILISh Ro'yxatdan o'tish formasi
Ilova 5
Suyuqliklar bilan aloqa qilish
Taganrog "Krasny Kotelshchik" zavodining aloqa suyuqligi
Oson yuviladigan ingibitorli aloqa suyuqligi quyidagi tarkibga ega: suv, l .................................... ... ............................................... ... .......................... 8 natriy nitrit (texnik), kg ............. ... ............................................... ... ..... 1,6 kraxmal (kartoshka), kg ................................... ........................................... 0,24 glitserin (texnik), kg ................................................ .............................. 0,45 soda (texnik), kg ......... ... ............................................ 0,048
Tayyorlash usuli
Soda va natriy nitrit 5 litr sovuq suvda eriydi va toza idishda qaynatiladi. Kraxmal 3 litr sovuq suvda eritiladi va qaynab turgan natriy nitrit va soda eritmasiga quyiladi. Eritma 3-4 daqiqa davomida qaynatiladi, shundan so'ng unga glitserin quyiladi, keyin eritma sovutiladi. Kontakt suyuqligi +3 dan +38 ºS gacha bo'lgan haroratda ishlatiladi.
Chernivtsi mashinasozlik zavodining aloqa suyuqligi
Kontaktli suyuqlik - bu poliakrilamid va natriy nitritning suvli eritmasi, bu nisbatda: poliakrilamid% .............................. ... ............................................... ... .......... 0,8 dan 2 natriy nitrit% gacha ............................. . ................................................. . ............... 0,4 dan 1 suvgacha% ........................... ................................................. ............................... 98,8 dan 97 gacha
Tayyorlash usuli
Sig'imi 3 litr bo'lgan, 800-900 rpm tezlikda aralashtirgich bilan jihozlangan po'lat idishga 500 g texnik (8%) poliakrilamid va 1,3 litr suv yuklanadi, 10-15 daqiqa aralashtiriladi. bir hil natriy nitrit eritmasi olinmaguncha. Tankga kerakli miqdordagi poliakrilamid, natriy nitrit eritmasi va suv solinadi. Keyin dvigatel va bunkerning tarkibi 5-10 daqiqa davomida yoqiladi. u bir hil massa olinmaguncha ko'p marta pompalanadi. Sig'imi 12,5 l / min bo'lgan nasosdan foydalanganda. quvvati 1 kVt bo'lgan elektr motor ishlatiladi.
Ilova 6
Malumot
Segment reflektorlarini ishlab chiqarish usuli
Segment reflektorlari sinov namunasi yuzasida sxema bo'yicha koordinatali burg'ulash mashinasida frezalash orqali tayyorlanadi (1 -rasm). To'sar diametri segment reflektorining kerakli maydoniga qarab tanlanadi. Frezeleme H chuqurligi grafiklarga muvofiq tanlanadi (2 -rasm, 3). Kesgichning egilish burchagi a, ultrasonik tebranishlarni kiritish burchagiga teng qilib o'rnatiladi. Frezalash dastgohlarida segmentli reflektor ishlab chiqarishga ruxsat beriladi. Frezalashning H chuqurligi igna teshigi o'lchagichli indikator bilan o'lchanadi.Segmentli reflektorlarni ishlab chiqarish usuli

"H" frezalash chuqurligining segment maydoniga bog'liqligi grafigi "S"Prizma burchagi har xil bo'lgan kesuvchilar uchun (kesuvchi diametri 3 mm)

"H" frezalash chuqurligining maydonga bog'liqligi grafigi "S"Prizma burchagi har xil bo'lgan kesuvchilar uchun (kesuvchi diametri 6 mm)

7 -ilova
QAYTISHLI QO'YILMALAR TIKMALARINI TEKSHIRIShDAGI "ECHO" TARAFIDAN KUZATLAR KOORDINATLARINI ANIQLASH TARTIBI
1. Umumiy ko'rsatmalar
1.1. "H" va "L" koordinatalari to'g'ridan -to'g'ri CRT ekrani shkalasida aniqlanadi. 1.2. Shkala bo'yicha koordinatalarni aniqlash uchun quyidagi amallarni bajaring: supurishning ish diapazonini tanlang; payvand chokining nazorat zonasiga muvofiq strob pulsining holati va davomiyligini o'rnating va payvandlangan elementlarning qalinligi bo'yicha shkalani tugatishini bajaring, K N va K L shkalasi omillarini hisoblang. 1.3. "ECHO" to'plami sinov namunasiga muvofiq o'rnatiladi, bu test paytida sezuvchanlikni sozlash uchun ishlatiladi. 1.4. Hisob -kitoblarning qulayligi uchun shkalaning kichik gorizontal bo'linish qiymati 0,2 ga teng. 1.5. "Y" regulyatori skanerlash chizig'ini shkalaning pastki gorizontal chizig'iga, "X" regulyatori esa skaner pulsining maksimal amplitudasini ekran skalasining birinchi vertikal chizig'iga chapga tekislaydi. 1.6. "Qattiq qo'pol tozalash" tugmachasini "5" holatiga, "" tugmachasini o'ta o'ng holatiga qo'ying. 1.7. "" Regulyator strob pulsining etakchi chekkasini tekshiruvchi pulsning (ZI) orqa chetiga yaqin o'rnatadi va regulyator "" strob pulsining davomiyligini shunday qiladiki, uning orqa qirrasi shkala oxirida joylashgan bo'ladi.
2. Payvandlangan bo'g'inlarning tikuvlarini tekis nur bilan tovushlashda nuqsonlarning koordinatalarini aniqlash usuli
2.1. Jadval bo'yicha 6 ta payvandlangan elementlarning qalinligiga muvofiq. 1 K N shkalasi omilini aniqlang.
1 -jadval
2.2. To'g'ridan -to'g'ri nur yordamida boshqariladigan payvand chokining tikuvining qalinligi δ "(qalinligining bir qismi) ga muvofiq, reflektor markazining markazidan pastgacha (" yon burg'ulash "turi) masofaga teng. Sinov namunasining (1 -rasm), bo'linmalar soni signallarning (1) va (2) etakchi qirralari o'rtasida o'rnatilgan formulaga muvofiq belgilanadi. 2.3. Shakl 1) ketma -ket maksimal chuqurlikda joylashgan reflektor 2 dan maksimal signal amplitudasiga (2) va reflektordan signal (1) 1 ga 2.4. 2.4. (2) va (1) maksimal signal amplitudalarining qirralari ketma -ket yaqinlashtirish usuli bilan N katta bo'linmalarga teng, (1 -rasmda ko'rib chiqilgan misolda, N = 4, 4).Payvandlangan bo'g'inlarning tikuvlarini tekis nur bilan chalishda shkalaning tugashiga misol

2.5. "" Regulyatori strob pulsining oldingi qirrasini signalning oldingi chetining holati bilan birlashtiradi (1). 2.6. "" Regulyatori strob pulsining oxirgi chekkasini signalning oldingi chetining holati bilan birlashtiradi (2). 2.7. Nosozlik koordinatalarini aniqlash uchun nazorat zonasida aniqlangan reflektordan signalning maksimal amplitudasi o'rnatiladi (masalan, reflektor 3 (1 -rasm) dan signal (3)). Keyin nazorat zonasidagi nuqsondan signalning oldingi chetigacha bo'lgan zarba pulsining orqa chetidan N i bo'linmalar soni hisoblab chiqiladi va nuqsonning chuqurligi (H) quyidagi formula bilan aniqlanadi:
H = δ -N i K H;
Do'zax misolida. 1 N i = 2.6. 2.8. L masofasi quyidagi formula bilan aniqlanadi:
3. To'g'ridan-to'g'ri va bir marta aks etuvchi nur bilan payvandlangan bo'g'inlar choklarini chalishda nuqsonlarning koordinatalarini aniqlash metodikasi.
3.1. Jadval bo'yicha payvandlangan elementlarning qalinligi with ga muvofiq. 2 K H. shkalasi omilini aniqlang.
2 -jadval
3.2. Quyidagi formulaga muvofiq bitta aks etuvchi nurni (2 -rasm) yangirganda, 2 va 4 -reflektorlardan keladigan signallarning etakchi qirralarining pozitsiyalari o'rtasida o'rnatiladigan N p bo'linmalar sonini aniqlang:N p = δ / K H.
3.3. To'g'ridan -to'g'ri nur bilan (2 -rasm) ovoz chiqarishda 1 va 2 -reflektorlardan signallarning (1) va (2) etakchi qirralarining pozitsiyalari o'rtasida bo'linish sonini aniqlang:
N l = δ "/ K H.
3.4. Topgichni sinov bo'lagi ustida siljitib, bir marta aks ettirilgan nur bilan ovoz chiqarilganda, kiruvchi nuqtadan maksimal masofada joylashgan reflektor 4 (2 -rasm) dan signalning maksimal amplitudasiga (4) erishing. 3.5. Gorizontal shkaladagi 8 va 9 katta bo'linmalar orasidagi "qo'pol tozalash" tugmachasini va "" tugmachasini (4) o'rnating. 3.6. "" Va "" regulyatorlarini ketma -ket yaqinlashtirish usuli yordamida ular reflektor 2 dan maksimal signal amplitudasining (2) bosh qirrasini shkalaning o'rtasi bilan va maksimal signal amplitudasining oldingi qirrasini (4) birlashtiradi. ) reflektordan 4 shkalaning o'rtasidan o'ngga N p bo'linmalarga teng masofada joylashtiriladi (3.2 -bo'lim.). 3.7. "" Regulyatorini "" zarba pulsining oldingi chekkasini N l bo'linmalariga teng masofada o'rnating (3.3 -bet.) O'lchov o'rtasidan chapga, maksimal signal amplitudasining etakchi chetining holatiga mos keladigan ( 1) reflektordan 1. 3.8. "" Regulyatorini "" strob pulsining orqadagi chekkasini 4 -reflektordan maksimal signal amplitudasining (4) etakchi chetining holati bilan birlashtiring (3.6 -bet).
Payvandlangan bo'g'inlarning tikuvlarini to'g'ridan-to'g'ri va bir marta aks ettiruvchi nur bilan chalishda shkalaning tugashiga misol.

3.9. Chiqib ketgan strobe zarbasi davomida uning etakchi chetidan tortib o'rtasiga qadar aniqlangan barcha signallar to'g'ri nur bilan, shkalaning o'rtasidan oxirgi chetigacha - bitta aks ettirilgan nur orqali aniqlanadi. 3.10. To'g'ridan -to'g'ri nur bilan tovush zonasida aniqlangan nuqsonlarning paydo bo'lish chuqurligi (H l, H p) quyidagi formula bilan aniqlanadi:
H l = δ - N l i K H;
Bu erda N l i - nuqson signalining o'rtasidan etakchi chetigacha va tovush zonasida bir marta aks etuvchi nur bilan hisoblangan o'lchovli bo'linmalar soni quyidagi formula bilan aniqlanadi:
H p = δ - N p i K N;
Bu erda N p i - strob pulsining oxirgi chetidan nuqson signalining etakchi chetigacha hisoblangan shkalali bo'linmalar soni. 3.11. Ovoz zonasidagi L l masofani to'g'ri nur bilan aniqlang:
L l = H l · tg a;
Va formulaga muvofiq bir marta aks ettirilgan nur:
L p = (2 δ -H p) · tan a;
3.12. Bir va ikkita aksli nurlar bilan payvandlangan bo'g'inlarni bir vaqtning o'zida ovoz chiqarishda nuqsonlarning koordinatalarini aniqlash uchun "ECHO" to'plamini o'rnatish tartibi yuqorida tavsiflanganga o'xshaydi. Bunday holda, H va L koordinatalari quyidagi formulalar bilan aniqlanadi:
H = N l i K H;
Bu erda KN jadval qiymatlari bilan solishtirganda 3 barobar ortadi. 1.
L p = [(n +1) δ -H p] · tan a.
Ilova 8
DUK-66P FLAW DETEKTORINING Chuqurlik o'lchagichining xatosini tekshirish usuli
1.1. Topish prizmasining ish chastotasi va burchagiga muvofiq tanlangan o'lchovni o'rnating. 1.2. Topgichni sinov namunasi yuzasi bo'ylab harakatlantiring va uchta teshikning har biridan maksimal amplituda signalini olganda (rasmga qarang), chuqurlik o'lchagich yordamida H va L koordinatalarini o'lchang. 1.3. Chuqurlik o'lchagich bilan aniqlangan koordinatalar to'g'ridan -to'g'ri namunadagi metrik vositalar bilan o'lchangan koordinatalar bilan taqqoslanadi. 1.4. Agar yuqoridagi taqqoslash natijalaridan olingan ruxsat etilgan xato (nuqson detektori pasportiga ko'ra) oshib ketgan bo'lsa, qurilmani tekshirish uchun yuborish tavsiya etiladi.DUK-66P nuqsonli detektorining chuqurlik o'lchagichini tekshirish va sozlash uchun "yon burg'ulash" tipidagi reflektorli sinov qismi.

Ilova 9
Strobe pulsining davomiyligi va pozitsiyasini o'rnatish usuli
1.1. Strobe pulsining davomiyligi va joylashuvi tanlangan ovoz berish usuliga muvofiq belgilanadi (to'g'ridan -to'g'ri, bitta yoki ikkita aksli nur). 1.2. Nosozlik aniqlagichi sinov namunasiga muvofiq, reflektorlar yordamida chegaralanuvchi sezuvchanlikni o'rnatadi (rad etishning birinchi darajasi). 1.3. UDM-1M, UDM-3, DUK-66P, DUK-66PM nuqsonli detektorlarda, "ECHO" to'plamidan tashqari, strob pulsini o'rnatish usuli bir xil. 1.4. "ECHO" to'plami uchun strob pulsining davomiyligi va o'rnini belgilash usuli koordinatalarni aniqlash usuli bilan bevosita bog'liq va tavsiya etilgan 7 -ilovada keltirilgan. 1.5. To'g'ridan-to'g'ri va bir marta aks etuvchi nur bilan payvandlangan bo'g'inning tikuvini chalganda, strob pulsining etakchi qirrasi signalning oldingi chekkasi bo'ylab o'rnatiladi, uning maksimal amplitudasi pastki reflektordan (burchakli yoki segmentli) aks ettiriladi. strob pulsining chekka qirrasi - signalning oxirgi chekkasi bo'ylab, maksimal amplitudasi yuqori reflektordan aks ettirilgan - burchakli yoki segmentli (1 -rasm). Bu sozlamada strob boshidagi aks sadolar payvandning pastki qismidagi nuqsonlarni, strobning oxiridagi aks sadolar esa payvandning yuqori qismidagi nuqsonlarni ko'rsatadi.To'g'ridan -to'g'ri va bir marta aks ettirilgan nur bilan chokni chalishda strobe pulsining davomiyligi va o'rnini aniqlash sxemasi.

L "δ, a va tovush sxemasiga qarab quyidagi formula bo'yicha hisoblanadi: L" = (n +1) d × tan a + d + m +25, bu erda n - aks ettirishlar soni
1.6. Payvandlangan bo'g'inning tikuvini ikki va bitta aks etuvchi nur bilan chalganda, strob pulsining etakchi qirrasi signalning etakchi qirrasi bo'ylab o'rnatiladi, uning maksimal amplitudasi yuqori reflektordan va strob pulsining orqa chetidan aks etadi. pastki reflektordan aks ettirilgan maksimal amplitudali maksimal signalning orqa chetiga o'rnatiladi. Ushbu parametr yordamida strobe pulsining boshidagi aks sado signallari tikuvning yuqori qismida nuqsonlar mavjudligini, strob pulsining oxirida esa aks sadolari esa tikuvning pastki qismida nuqsonlar mavjudligini ko'rsatadi (2 -rasm). 2) 1.7. Strobe pulsining pozitsiyasi "ECHO" to'plamidan tashqari barcha nuqsonli detektorlar uchun CRT ekran o'lchovining o'rtasiga nisbatan nosimmetrik tarzda "X ofset" regulyatori tomonidan o'rnatiladi.
Bir va ikkita aksli nur bilan tikuvni chalishda strobe pulsining davomiyligi va o'rnini aniqlash sxemasi

Ilova 10
TUG'RISH TO'G'RISHI BILAN EYLANILGAN ElementLARNING QALINLIGINI VA QO'ShIMChANING HAQIQI CHIQARINI (UZUNLIGINI) ANIQLASH
1.1. Qidiruvchi payvandlanadigan elementlarning yuzasiga o'rnatiladi, ilgari tikuvning har ikki tomonidan nazorat ostida tayyorlanadi va aloqa suyuqligi bilan qoplanadi, tikuvning taglikka o'tish chizig'idan kamida 40 mm masofada. metall. Payvandlangan elementlarning diametri 300 mm dan kam bo'lsa, ko'rsatilgan sirt kengligi to'g'ri topgichning diametridan kattaroq tekis tekislik olinmaguncha tozalanadi (rasmga qarang). 1.2. Payvandlanadigan elementlarning devorlarining qalinligi nuqsonni aniqlovchi yo'riqnomaga muvofiq to'g'ridan-to'g'ri topuvchi bilan o'lchash uchun tuzilgan chuqurlik o'lchash moslamasi yordamida aniqlanadi. 1.3. Nishabning haqiqiy chegarasini (Lk uzunligi) aniqlash uchun topgich katta qalinlikka ega bo'lgan element yuzasi bo'ylab, zond bilan eng yaqin aks etuvchi impulslar orasidagi masofaning keskin oshishiga qadar tikuv tomon siljiydi. qolgan bir nechta aks ettirilgan signallar orasidagi masofa. Topuvchining pozitsiyasini shu tarzda topib (rasmdagi tushuntirish sxemasiga qarang), tikuvning markaziy chizig'idan element yuzasidagi belgining holatigacha L ck masofa o'lchagich bilan o'lchanadi.Payvandlanadigan elementlarning devorlarini qalinligi va burilish uzunligini aniqlash uchun payvandlash sxemasi

ZI - pulsni tekshirish; 1,2,3 ... payvandlangan elementlarning devorining qarama -qarshi tomondan aks ettirilgan signallari
Ilova 11
Ultrasonik nazorat jurnali
|
Xulosa raqami va chiqarilgan sanasi |
Tekshirish sanasi |
Boshqariladigan ob'ektning nomi va uning manzili |
Nazorat doirasi |
Payvand chokining xarakteristikasi |
Nazorat parametrlari |
Nazorat natijalari |
Payvand chokining tikuv sifatini baholash |
Ma'lumotni qayta tekshirish |
Tekshiruvchining familiyasi |
Inspektorning imzosi |
Eslatma |
||||||||||
|
Ulanish turi |
Chizma bo'yicha tikuv indeksi (raqami) |
Payvandlangan elementlarning diametri va qalinligi, mm |
Chelik navi |
Payvandlash usuli |
Nosozlik detektori turi va raqami |
Ish chastotasi, MGts |
Izlovchi prizma turi va boshi, darajalari |
Maksimal ruxsat etilgan ekvivalent nuqsoni maydoni |
Payvandlangan maydon raqami |
Aniqlangan nuqsonlarning qisqacha tavsifi |
100 mm chok uzunligiga aniqlangan nuqsonlar soni |
100 mm payvand uzunligiga nuqsonlarning shartli uzunligi, mm |
|||||||||
Ilova 12
|
(Ob'ekt nomi) |
(nazoratni amalga oshirgan tashkilot nomi |
||
| Chiziq raqami |
trestning montaj bo'limi, laboratoriya) |
||
Xulosa raqami ___ Chizma (shakl, ulanish sxemasi) No ______________________________________________________________________________ Payvandchining familiyasi, ismi, otasining ismi va raqami ____________________________________________________________________ Qusurlarni aniqlovchi turi va uning seriya raqami ______________________________________________________________________ Laboratoriya boshlig'i _____________________________________________________ imzosi (familiyasi, ismi, otasining ismi) Ultrasonik tekshirish inspektori familiyasi ___________________________________, imzosi |
|||
Ilova 13
# 30 ULTRASONIK NAZORAT Jurnalida # 21 KIRILISHNING # 30 QISMLI ULANISHNING 6 -DEFEKTOGRAMMASI
(to'ldirish namunasi)

Eslatma: "+" o'qi mahsulotning bizdan chizilgan tekisligiga perpendikulyar harakatlanish yo'nalishini ko'rsatadi.
| 1. Usulning maqsadi. 2 2. NDT inspektorlari va ultratovushli sinov maydoniga qo'yiladigan talablar. 2 3. Xavfsizlik talablari. 3 4. Uskunalar va materiallarga qo'yiladigan talablar .. 4 5. Sinovga tayyorgarlik .. 7 6. Nazoratni o'tkazish. 14 7. Nazorat natijalarini qayta ishlash va taqdim etish. 19 1 -ilova Tavsiya etilgan nuqsonli detektorlar va ularning asosiy texnik tavsiflari. 21 2 -ilova "echo" ning ixtisoslashtirilgan to'plamini skanerlashning chiziqliligini aniqlash usullari. 22 3 -ilova Payvand choklarini ultratovush tekshiruvi uchun ariza. 22 4 -ilova Arizalarni ro'yxatdan o'tkazish jurnalining shakli. 23 5 -ilova Kontaktli suyuqliklar. 23 6 -ilova segmentli reflektorlarni ishlab chiqarish usuli. 23 7 -ilova Payvand choklarining choklarini tekshirishda "echo" to'plami yordamida nuqsonlarning koordinatalarini aniqlash usullari. 25 8-ilova Duk-66p nuqson detektori chuqurlik o'lchagichining xatosini tekshirish usullari 28 9-ilova Strobe pulsining davomiyligi va joylashishini aniqlash usullari. 29 10 -ilova Payvandlangan elementlarning devor qalinligini va konusning haqiqiy chegarasini (uzunligini) to'g'ri topgich bilan aniqlash 30 Ilova 11 Ultrasonik tekshirish jurnali. 32 Qo'shimcha 12 Ultrasonik usul bilan quvur liniyalarining payvand choklarining sifatini tekshirish to'g'risida xulosa .. 32 -ilova Ultrasonik tekshirish jurnalida 21 -sonli 30 -sonli payvand chokining 6 -sonli defektogrammasi. 33 |
). Sahifaning oxirida ultratovushli problar bilan bog'liq standartlarning kengaytirilgan ro'yxati keltirilgan. Ultrasonik problarni shartli ravishda quyidagi mezonlarga ko'ra tasniflash mumkin:
Tebranishlarni kiritish burchagiga ko'ra ular quyidagilarga bo'linadi.
- To'g'ridan -to'g'ri o'tkazgichlar kirish joyida sinov ob'ektining yuzasiga odatdagidek tebranishlarni kiritadi va (yoki) oladi.
- Eğimli o'tkazgichlar sinov ob'ektining yuzasiga odatdagidan boshqa yo'nalishdagi tebranishlarni kiritadi va (yoki) oladi.
Radiatsiya va ultratovush signallarini qabul qilish funktsiyalariga ko'ra, ular quyidagilarga bo'linadi.
- Bir xil piezoelektrik element nurlanish rejimida ham, qabul qilish rejimida ham ishlaydigan kombinatsiyalangan transduserlar.
- Ikki yoki undan ortiq piezoelektrik elementlar bitta korpusda joylashgan alohida kombinatsiyalangan transduserlar, ulardan biri faqat nurlanish rejimida, boshqalari qabul qilish rejimida ishlaydi.
Vibratsiyali chastota bo'yicha
- Yuqori chastotali ultratovushli problar shartli ravishda 4-5 MGts diapazonida cheklanishi mumkin, bu chastota odatda kichik qalinlikdagi (odatda 100 mm dan kam) mayda donali ish qismlarini va qalinligi 20 dan kam bo'lgan payvand choklarini tekshirishda qo'llaniladi. mm.
- 1,8-2,5 MGts chastotali diapazonli o'rta chastotali ultratovushli transduserlar. Ushbu chastota diapazoniga ega bo'lgan transduserlar qalinligi katta va zarracha kattaligi katta bo'lgan mahsulotlarni boshqarish uchun ishlatiladi.
- 0,5-1,8 MGts chastotali diapazonli past chastotali ultratovushli problar qo'pol taneli tuzilishga ega va yuqori susayish koeffitsientiga ega ish qismlarini, masalan, quyma temir, beton yoki plastmassani boshqarish uchun ishlatiladi.
Akustik aloqa usuli bilan
- Ishchi yuzasi OK yuzasi bilan aloqa qiladigan yoki undan kuplentdagi to'lqin uzunligining yarmidan kam masofada joylashgan aloqa problari.
- Qalinligi akustik impulsning fazoviy kattaligidan kattaroq bo'lgan transduser va OC sirtlari o'rtasida suyuqlik qatlami bo'lganda ishlaydi.
Boshqariladigan ob'ektda qo'zg'aladigan to'lqin turi bo'yicha:
- Uzunlamasına to'lqinlar - tebranishlar tarqalish o'qi bo'ylab sodir bo'ladi;
- Kesish (oqsoqollar) to'lqinlari - tebranishlari tarqalish o'qiga perpendikulyar ravishda sodir bo'ladi;
- Yuzaki to'lqinlar (Rayleigh to'lqinlari) - qattiq tananing erkin (yoki zaif yuklangan) chegarasi bo'ylab tarqaladi va chuqurlik bilan tez parchalanadi.
- Oddiy ultrasonik to'lqinlar (Qo'zi to'lqinlari) - bu plastinka va tayoqchalarda tarqaladigan ultrasonik to'lqinlar. Nosimmetrik va antisimmetrik to'lqinlar mavjud.
- Bosh to'lqinlari - qattiq muhitning 2 -interfeysida uzunlamasına to'lqinlar nurlari birinchi kritik burchak ostida tushganda qo'zg'aladigan akustik to'lqinlar to'plami.
Shuningdek, maqolalarga qarang:
- TOFD transduserlari
Ultrasonik piezoelektrik o'tkazgichni tanlash
Transduserni tanlash tekshirilayotgan ob'ekt parametrlariga bog'liq, masalan, material, qalinligi, nuqsonlarning shakli va yo'nalishi va boshqalar.
Kirish burchagi bo'yicha probni tanlash(to'g'ri yoki qiyshiq) ma'lum bir ob'ektning ovoz chiqarish sxemasi asosida tanlanadi. Ovoz berish sxemalari davlat va idoraviy standartlarda, shuningdek texnologik nazorat jadvallarida mavjud. Umumiy holda, kirish burchagi tekshirgichning akustik o'qi (to'g'ridan -to'g'ri yoki bir marta aks etuvchi nur) bilan kesishgan qismini kesishishini ta'minlaydigan tarzda tanlanadi. Er yuzasida paydo bo'lgan nuqsonlarni aniqlash, bu sirtga 45 ° ± 5 ° burchak ostida kesish to'lqini tushganda eng samarali tarzda ta'minlanadi.
Ulanish sxemasiga muvofiq transduserlarni tanlash(kombinatsiyalangan yoki shaxsiy kompyuter) mahsulotning qalinligi yoki tekshirish zonasining kirish yuzasidan masofasiga qarab tanlanadi. Qalinligi 50 mm dan yuqori bo'lgan mahsulotlarni tekshirishda odatda tekis hizalanadigan problar ishlatiladi va qalinligi 50 mm gacha bo'lgan mahsulotlarni tekshirish uchun yoki tekis yuzasi 50 mm gacha bo'lgan tekis RS problari ishlatiladi.
Eğimli RS transduserlari asosan kombinatsiyalangan almashtirish sxemasiga muvofiq ishlatiladi. Nishabli to'lqinli eğimli RS problari asosan diametri 400 mm dan oshmaydigan yupqa devorli (9 mm gacha) quvurlarning payvandlangan bo'g'inlarini sinash uchun ishlatiladi (akkord transduserlari). Uzunlamasına to'lqinli eğimli RS PEP'lar qo'pol taneli tuzilishga ega va yuqori shovqinli (ostenitik payvandlar) bo'g'inlarni boshqarish uchun ishlatiladi.
Vibratsiyali chastota bo'yicha o'tkazgichlarni tanlash, asosan OC qalinligi va kerakli nazorat sezuvchanligi asosida tanlanadi. Qisqa to'lqin uzunligi tufayli yuqori chastotali transduserlar kichikroq nuqsonlarni topishga imkon beradi, past chastotali zondlarning ultratovush to'lqinlari materialga chuqurroq kiradi. susaytiruvchi omil chastota bilan kamayadi. Qalin taneli materiallar va yuqori susayish koeffitsientli materiallarni tekshirishda past chastotali problar ishlatiladi.
Chastotani tanlashda uning ko'payishi quyidagi sabablarga bog'liqligini yodda tutish kerak.
- yaqin atrofdagi o'sish
- piezoelektr elementining erkin tebranishlari davomiyligining kamayishi bilan bog'liq o'lik zonaning kamayishi;
- nur va frontal o'lchamlari yaxshilandi;
- yo'naltirish xususiyatining torayishi;
- susayish koeffitsientining oshishi va shunga bog'liq holda katta qalinlikdagi sezuvchanlikning pasayishi
- qo'pol taneli materiallarda strukturadan kelib chiqadigan shovqin darajasining oshishi; chastotaning oshishi bilan prob elementlarida tovush to'lqinining susayishi ortishi bilan bog'liq bo'lgan probning ichki shovqin darajasining pasayishi;
Kanalimizga obuna bo'ling Siz kolba
P111 - To'g'ridan -to'g'ri kombinatsiyalangan konvertorlar
P111 tipidagi konvertorlar uzunlamasına to'lqinli mahsulotlarning nuqsonlarini aniqlash va qalinligini o'lchash uchun ishlatiladi. Amalda, to'g'ridan -to'g'ri tekislangan transduserlar choyshab, plastinka, val, quyma, zarbni tekshirish, shuningdek mahsulot devorlarida mahalliy yupqalashishni qidirish uchun ishlatiladi. P111 o'tkazgichlari volumetrik va tekislikdagi nuqsonlarni aniqlash uchun ishlatiladi - teshiklar, tuklar, delaminatsiya va boshqalar. P111 tipidagi problarning xususiyatlari jadvalda keltirilgan:
| Ultrasonik probning belgilanishi | Samarali chastota, MGts | Reflektor diametri, mm | Ishlaydigan sirt diametri, mm | Umumiy o'lchamlari, mm | |
| P111-1.25-K20 | 1.25 ± 0.125 | 15 - 180 | 3,2 | 22 | Ø 32x43 |
| P111-2.5-K12 | 2,5 ± 0,25 | 10 - 180 | 1,6 | 14 | Ø 22x35 |
| P111-2.5-K20 | 2,5 ± 0,25 | 25 - 400 | 1,6 | 22 | Ø 32x43 |
| P111-5-K6 | 5,0 ± 0,5 | 5 - 70 | 1,2 | 9 | Ø 19x32 |
| P111-5-K12 | 5,0 ± 0,5 | 15 - 200 | 1,2 | 14 | Ø 22x35 |
| P111-5-K20 | 5,0 ± 0,5 | 15 - 200 | 1,2 | 22 | Ø 32x43 |
| P111-10-K6 | 10.0 ± 1.0 | 5 - 30 | 1,0 | 9 | Ø 19x32 |
P112 - to'g'ridan -to'g'ri alohida kombinatsiyalangan transduserlar
Alohida kombinatsiyalangan transduserlarga murojaat qiling, P112 turi, odatda, mahsulotning qoldiq devor qalinligini aniqlash va nisbatan pastroq chuqurlikda joylashgan nuqsonlarni qidirish uchun ishlatiladi. P 112 tomonidan kuzatiladigan ob'ektlarning qalinligi, qoida tariqasida, 1 dan 30 mm gacha. P112 ning xususiyatlari jadvalda ko'rsatilgan:
| Ultrasonik probning belgilanishi | Samarali chastota, MGts | Chelik 40x13 uchun tekshirish oralig'i, mm | Reflektor diametri, mm | Ishchi sirt o'lchamlari, mm | Umumiy o'lchamlari, mm |
| P112-2.5-12 | 2,5 ± 0,25 | 2 - 30 | 1,6 | Ø 16 | Ø 24 x 43 |
| P112-5-6 | 5,0 ± 0,5 | 1 - 25 | 1,2 | Ø 9 | Ø 21 x 40 |
| P112-5-12 | 5,0 ± 0,5 | 2 - 30 | 1,2 | Ø 16 | Ø 24 x 43 |
| P112-5-3x4 | 5,0 ± 0,5 | 1 - 25 | 1,2 | 10 x 15 | U 32 x 12 x 28 |
P121 oblique birlashtirilgan transduserlar
Eğimli o'tkazgichlar, P121 turi, payvandlangan bo'g'inlarni, varaqlarni, shtamplarni, zarblarni va boshqa narsalarni sinash vazifalarida keng qo'llaniladi. P121 transduserlari yoriqlar, metall bo'lmagan qo'shimchalar, teshiklar, penetratsiyaning yo'qligi, bo'shliqlarning qisqarishi va h.k. kabi hajmli nuqsonlarni aniqlash imkonini beradi. P121 tipidagi transduserlar yordamida, qoida tariqasida, vertikal yo'naltirilgan nuqsonlarning xususiyatlari aniqlanadi. Ishlab chiqaruvchilardan P 121 ning xususiyatlari va mumkin bo'lgan markirovkasi jadvalda ko'rsatilgan:
| Belgi | CO-2 namunasi bo'yicha kirish burchagi, daraja | Chelik uchun nazorat oralig'i, mm | Samarali chastota, MGts | Boom, mm | PE o'lchami, mm | Ishchi sirtining o'lchami, mm | Umumiy o'lchamlari, mm |
| P121-1.8-40-M-002 | 40+-1,5 | 1…50 | 1,8+-0,18 | 9 | 8x10 | 24x12 | 33x16x25 |
| P121-1.8-50-M-002 | 50+-1,5 | 1…50 | 1,8+-0,18 | 10 | 8x12 | 30x16 | 33x16x25 |
| P121-1.8-65-M-002 | 65+-1,5 | 1…45 | 1,8+-0,18 | 12 | 8x12 | 32x16 | 33x16x24 |
| P121-2.5-40-M-002 | 40+-1,5 | 0,7…50 | 2,5+-0,25 | 8 | 8x12 | 30x16 | 33x16x25 |
| P121-2.5-45-M-002 | 45+-1,5 | 0,7…50 | 2,5+-0,25 | 8 | 8x12 | 30x16 | 33x16x25 |
| P121-2.5-50-M-002 | 50+-1,5 | 0,7…50 | 2,5+-0,25 | 8 | 8x12 | 30x16 | 33x16x25 |
| P121-2.5-65-M-002 | 65+-2 | 0,7…45 | 2,5+-0,25 | 10 | 8x12 | 32x16 | 33x16x25 |
| P121-2.5-70-M-002 | 70+-2 | 0,7…35 | 5+-0,5 | 12 | 8x12 | 32x16 | 33x16x25 |
| P121-5-40-M-002 | 40+-1,5 | 0,7…50 | 5+-0,5 | 5 | 5x5 | 20x16 | 20x16x16 |
| P121-5-45-M-002 | 45+-1,5 | 0,7…50 | 5+-0,5 | 5 | 5x5 | 20x16 | 20x16x16 |
| P121-5-50-M-002 | 50+-1,5 | 0,7…50 | 5+-0,5 | 5 | 5x5 | 20x16 | 20x16x16 |
| P121-5-65-M-002 | 65+-2 | 0,7…40 | 5+-0,5 | 6 | 5x5 | 20x16 | 20x16x16 |
| P121-5-70-M-002 | 70+-2 | 0,5…25 | 5+-0,5 | 7 | 5x5 | 20x16 | 20x16x16 |
P122 - eğimli alohida kombinatsiyalangan transduserlar
P122 tipidagi akkord transduserlari Ular asosan diametri 14 dan 219 mm gacha bo'lgan po'lat va polietilendan tayyorlangan quvur elementlarining payvand choklarini nazorat qilish uchun ishlatiladi. devor qalinligi 2 dan 6 mm gacha., alohida-alohida biriktirilgan akkord transduserlari ishlatiladi. Akkord tipidagi transduserlardan foydalanish, ayniqsa, 2 dan 4 mm gacha bo'lgan ingichka devorli choklarni tekshirish uchun samarali bo'ladi.
P122 tipidagi transduserlar, qoida tariqasida, zanglamaydigan, past uglerodli po'latlar va alyuminiy qotishmalaridan ingichka devorli payvand choklarini boshqarishga mo'ljallangan. P 121 ning xususiyatlari jadvalda keltirilgan:
| Ism | Kirish burchagi | O'q | Y o'qi fokus uzunligi (chuqurlik) | X o'qi fokus uzunligi | Payvand choklarini ultratovush tekshiruvi |
| P122-5.0-65-M | Taxminan 65 | 7 mm | 9 mm | 13 mm | 7 - 12 mm |
| P122-5.0-70-M | Taxminan 70 | 7 mm | 5 mm | 10 mm | 5 - 9 mm |
| P122-5.0-75-M | 75 ga yaqin | 7 mm | 4 mm | 9 mm | 4 - 8 mm |
| P122-8.0-65-M | Taxminan 65 | 5 mm | 6 mm | 9 mm | 5-7 mm |
| P122-8.0-70-M | Taxminan 70 | 5 mm | 4 mm | 8 mm | 3-5 mm |
| P122-8.0-75-M | 75 ga yaqin | 5 mm | 3 mm | 7 mm | 2 - 4 mm |
Qurilishda devor qalinligi 3 dan 30 mm gacha bo'lgan diametri 28 dan 1420 mm gacha bo'lgan quvurlar ishlatiladi. Nosozliklarni aniqlash uchun diametrlarning butun diapazonini shartli ravishda 3 guruhga bo'lish mumkin:
- Ø 28 dan 100 mm gacha va H 3 dan 7 mm gacha
- Ø 108 dan 920 mm gacha va H 4 dan 25 mm gacha
- Ø 1020 dan 1420 mm gacha va H 12 dan 30 mm gacha
Moskva davlat texnika universitetida o'tkazilgan tadqiqotlarga ko'ra. N.E. Bauman yaqinda quvurlarning payvandlangan bo'g'inlarini ultratovushli tekshirish usullarini ishlab chiqishda quvur materialining elastik xususiyatlarining anizotropiyasi kabi juda muhim omilni hisobga olish kerak.
Quvur po'latining anizotropiyasi, uning xususiyatlari
Anizotropiya- bu muhitning har xil yo'nalishdagi muhit xususiyatlarining farqi (masalan, fizik: issiqlik o'tkazuvchanlik, elastiklik, elektr o'tkazuvchanlik va boshqalar).
Mahalliy va xorijiy ishlab chiqarish quvurlaridan yig'ilgan magistral gaz quvurlarining payvandlangan bo'g'inlarini ultratovush tekshiruvi jarayonida jiddiy ildiz nuqsonlari yo'qligi, ularning koordinatalarini noto'g'ri baholash va sezilarli darajada akustik shovqin aniqlandi.
Ma'lum bo'lishicha, agar optimal nazorat parametrlari kuzatilsa va uni amalga oshirish jarayonida nuqsonni yo'qotishning asosiy sababi asosiy materialning elastik xususiyatlarining anizotropiyasining mavjudligi. Bu ultratovush nurining tezligiga, susayishiga va to'g'riligidan chetlanishiga ta'sir qiladi.
Metallni chalish paytida rasmda ko'rsatilgan sxema bo'yicha 200 dan ortiq quvurlar. 1, bu harakat va qutblanish yo'nalishi uchun to'lqin tezligining o'rtacha kvadratik og'ishi 2 m / s (ko'ndalang to'lqinlar uchun) ekanligi ma'lum bo'ldi. Tezliklarning 100 m / s va undan yuqori tezlikdagi burilishlari tasodifiy emas va, ehtimol, prokat va quvurlar ishlab chiqarish texnologiyasi bilan bog'liq. Bunday og'ishlar qutblangan to'lqinlarning tarqalishiga kuchli ta'sir ko'rsatadi. Ko'rsatilgan anizotropiyadan tashqari, quvur devorining qalinligi bo'ylab tovush tezligining bir xil emasligi ham aniqlandi.
Guruch. 1. Quvur metallidagi payvand choklarining belgilanishi: X, Y, Z. - ultratovush tarqalish yo'nalishlari: x. u.z: - qutblanish yo'nalishlari; Y- prokat yo'nalishi: Z- quvur tekisligiga perpendikulyar
Metall plastinka tuzilishi qatlamli bo'lib, deformatsiyalanish vaqtida cho'zilgan metall tolalari va boshqa qo'shimchalarni ifodalaydi. Bundan tashqari, termomekanik prokat tsiklining metallga ta'siri tufayli qatlamning qalinligi notekis bo'laklari turli deformatsiyalarga uchraydi. Bu xususiyatlar tovush tezligining qo'shimcha ravishda tovushli qatlamning chuqurligiga bog'liqligini keltirib chiqaradi.
Har xil diametrli quvurlarning payvand choklarini tekshirish xususiyatlari
Quvurlar Ø 28 dan 100 mm gacha
Diametri 28 dan 100 mm gacha, diametri 3 dan 7 mm gacha bo'lgan quvurlarning payvandlangan tikuvlarining o'ziga xos xususiyati quvur ichidagi sarkma ko'rinishidir. Bu nuqsonli detektor ekranida to'g'ridan-to'g'ri nur bilan tekshirish paytida soxta aks-sadolarning paydo bo'lishining sababi bo'ladi, ular bir vaqtning o'zida bitta nurli nurda topilgan ildizdan oldingi nuqsonlardan aks ettirilgan aks sado signallari bilan mos keladi. Nurning samarali kengligi quvur devorining qalinligi bilan taqqoslanishi sababli, reflektorni kuchaytirgichga nisbatan topuvchining joylashuvi bo'yicha aniqlash juda qiyin. Boncukning kengligi tufayli tikuv markazida nazoratsiz maydon mavjud. Bularning barchasi qabul qilinmaydigan hajmli nuqsonlarni aniqlash ehtimoli pastligi (10-12%) uchun sababdir, garchi qabul qilinmaydigan tekislik nuqsonlari ancha yaxshi aniqlansa (~ 85%). Sarkmalarning asosiy xarakteristikalari - ob'ektning yuzasi bilan chuqurlik, kenglik va yopish burchagi - bu quvurlarning standart o'lchamlari uchun tasodifiy qiymatlar; o'rtacha qiymatlar mos ravishda 2,7 mm; 6,5 mm va 56 ° 30 ".
Metall anizotrop va bir hil bo'lmagan muhit kabi o'zini tutadi, elastik to'lqinlarning tezligi polarizatsiya va ovoz berish yo'nalishiga bog'liq. Tovush tezligi varaqning o'rtasiga nisbatan nosimmetrik tarzda o'zgaradi va bu mintaqada kesish to'lqinining tezligi atrofdagi joylarga nisbatan keskin (10%gacha) kamayishi mumkin. Boshqariladigan ob'ektlardagi siljish to'lqinlarining tezligi 3070 dan 3420 m / s gacha o'zgarib turadi. Rolling yuzasidan 3 mm gacha chuqurlikda siljish to'lqinining tezligi biroz oshishi mumkin (1%gacha).
Boshqaruvning shovqinli immuniteti, xordal deb ataladigan, RSN tipidagi alohida-alohida birlashtirilgan kombinatsiyalangan transduserlardan foydalanganda sezilarli darajada oshadi. Ular Moskva davlat texnika universitetida yaratilgan. N.E. Bauman. Boshqaruvning o'ziga xos xususiyati shundaki, nuqsonlarni qidirishda ko'ndalang skanerlashga hojat yo'q. Transduserning old yuzasi tikuvga bosilganda, u faqat trubaning perimetri bo'ylab amalga oshiriladi.
Guruch. 2. Eğimli xordal RSN -PEP: 1 - emitent: 2 - qabul qiluvchi
Quvurlar Ø 108 dan 920 mm gacha
Ø 108 dan 920 mm gacha bo'lgan quvurlar H bilan 4 dan 25 mm gacha, bir tomondan payvandlash orqali orqa payvandlashsiz ulanadi. Yaqin vaqtgacha bu bo'g'inlarni nazorat qilish diametri 28 dan 100 mm gacha bo'lgan quvurlar uchun tuzilgan moslashtirilgan problar yordamida amalga oshirilgan. Ammo bunday nazorat qilish texnikasi uchun juda katta tasodif zonasi (noaniqlik zonasi) talab qilinadi. Bu ulanish sifatini baholashning aniqligini sezilarli darajada kamaytiradi. Bundan tashqari, kombinatsiyalangan transduserlar yuqori darajadagi reverberatsiya shovqini bilan ajralib turadi, bu signallarni hal qilishni qiyinlashtiradi, shuningdek, har doim ham mavjud vositalar bilan kompensatsiyalanib bo'lmaydigan sezuvchanlik. Payvandlangan bo'g'inlarning standart o'lchamlarini nazorat qilish uchun chordal alohida-alohida hizalanadigan transduserlardan foydalanish maqsadga muvofiq emas, chunki payvandlangan bo'g'in yuzasidan ultratovushli tebranishlarni kiritish burchaklarining chegaralanganligi tufayli transduserlarning o'lchamlari sezilarli darajada oshadi. va akustik aloqa maydoni kattalashadi.
Moskva davlat texnika universitetida. N.E.Bauman, payvandlangan bo'g'inlarni Ø 100 mm dan tekshirish uchun sezuvchanligi mos keladigan, moyil o'tkazgichlarni ishlab chiqardi. Sezuvchanlikni tekislash burilish burchagi 2 ni shunday tanlash imkoniyatini beradi, shunda payvandning yuqori qismi va o'rtasi markaziy bir marta aks etuvchi nur bilan, pastki qismi esa nuqsonga tushadigan to'g'ridan -to'g'ri periferik nurlar bilan eshitiladi. Y burchagi markazdan. Fig. 3, kesish to'lqinining kirish burchagining burilish burchagiga va Y yo'nalishli naqshning ochilishiga bog'liqligi grafigini ko'rsatadi. Bunday o'tkazgichlarda nuqsonli to'lqinlardan tushgan va aks ettirilgan to'lqinlar gorizontal polarizatsiyalanadi (SH -to'lqin).
Guruch. 3. Kirish burchagi alfa, burilish burchagiga qarab, PCN-PEP nurlanish naqshining ochilish burchagining yarmi chegarasida o'zgarishi.
Grafiklardan ko'rinib turibdiki, devor qalinligi 25 mm bo'lgan ob'ektlarni tekshirish paytida RS-prob sezuvchanligining notekisligi 5 dB ga etadi, birlashgan zond uchun esa 25 dB ga etishi mumkin. RS-PEP signalning shovqin darajasining oshishi va shu asosda mutlaq sezuvchanlikning oshishi bilan tavsiflanadi. Masalan, RS-probasi qalinligi 10 mm bo'lgan payvandlangan bo'g'inni to'g'ridan-to'g'ri nur bilan ham, bir marta foydali signal / shovqin nisbati bilan aks ettirilgan nur bilan tekshirish paytida maydoni 0,5 mm2 bo'lgan nuqsonni osongina aniqlaydi. 10 dB. Tekshiruv ma'lumotlari yordamida nazoratni amalga oshirish tartibi birlashtirilgan prob bilan bir xil.
Quvurlar Ø 1020 dan 1420 mm gacha
1020 dan 1420 mm gacha bo'lgan quvurlarning payvandlangan bo'g'inlari H bilan 12 dan 30 mm gacha, ikki tomonlama payvandlash yoki orqa payvandlash orqali amalga oshiriladi. Ikki tomonlama tikuvlarda, mustahkamlovchi boncukning orqa chetidan noto'g'ri signallar, odatda, bir tomonlama tikuvlarga qaraganda kamroq shovqin beradi. Tog'ning silliq shakli tufayli ularning amplitudasi unchalik katta emas. Qolaversa, ular ancha pastroqda. Shu sababli, bu nuqsonlarni aniqlash uchun eng mos quvur o'lchami. Ammo Moskva davlat texnika universitetida o'tkazilgan tadqiqot natijalari. N.E.Bauman, bu quvurlarning metallining eng katta anizotropiyasi bilan ajralib turishini ko'rsating. Anizotropiyaning nuqsonlarni aniqlashga ta'sirini kamaytirish uchun, ko'pchilik qoidalarda ko'rsatilgandek, 50 ° emas, 45 ° prizma burchagi bo'lgan 2,5 MGtsli probdan foydalaning. Eng yuqori boshqaruv aniqligi RSM-N12 tipidagi probdan foydalanilganda aniqlandi. 28 dan 100 mm gacha bo'lgan Ø quvurlari uchun tuzilgan metodologiyadan farqli o'laroq, bu ulanishlarni tekshirishda noaniqlik zonasi yo'q. Qolgan nazorat usuli ham xuddi shunday. RS-probni ishlatganda, shuningdek, vertikal burg'ulash yordamida tozalash tezligi va sezuvchanligini sozlash tavsiya etiladi. Nishablangan problarni tozalash tezligi va sezuvchanligini mos o'lchamdagi burchakli reflektorlar yordamida sozlash kerak.
Payvand choklarini tekshirish vaqtida shuni esda tutish kerakki, issiqlik ta'sirlangan zonada metall delaminatsiyasi mavjud bo'lib, bu nuqsonning koordinatalarini aniqlashni qiyinlashtiradi. Nosozlik mohiyatini aniqlash va nuqson chuqurligining aniq qiymatini aniqlash uchun nishabli prob bilan nuqson topilgan zonani qo'shimcha ravishda to'g'ridan -to'g'ri prob bilan tekshirish kerak.
Qoplangan po'latlar ko'pincha atom, neft -kimyo va atom energetikasida quvurlar, apparatlar va idishlar ishlab chiqarishda qo'llaniladi. Ushbu konstruktsiyalarning ichki devorini qoplash uchun ostenitik po'latlar ishlatiladi, ular 5 dan 15 mm gacha qatlamli sirt bilan siljish yoki portlash orqali qo'llaniladi.
Bu payvandlangan bo'g'inlarni nazorat qilish jarayoni chokning perlit qismining uzluksizligini, shuningdek, korroziyaga qarshi reduktsion qoplamali termoyadroviy zonaning tahlilini ta'minlaydi. Bunday holda, qoplamaning tanasining uzluksizligi nazorat qilinmaydi.
Ammo asosiy metall va ostenitik po'latning akustik xususiyatlaridagi farq tufayli, ultratovush tekshiruvi paytida interfeysdan aks sado signallari paydo bo'ladi, bu nuqsonlarni aniqlashga to'sqinlik qiladi, masalan, qoplamali delaminatsiya va pastki yoriqlar. Bundan tashqari, qoplamaning mavjudligi va uning xususiyatlari probning akustik yo'li parametrlariga sezilarli ta'sir ko'rsatadi.
Shu sababli qoplamali quvurlarda qalin devorli choklarni tekshirishda standart texnologik echimlar samarasiz bo'ladi.
Ko'p yillik izlanishlardan so'ng, olimlar akustik yo'lning asosiy xususiyatlarini aniqladilar. Uning xususiyatlarini optimallashtirish bo'yicha tavsiyanomalar olindi va ostenitik qoplamali payvand choklarning ultratovushli tahlilini o'tkazish texnologiyasi ishlab chiqildi.
Xususan, olimlar aniqladilarki, ultratovush to'lqinlari nurlari pearlit-ostenit qoplamasi chegarasidan qaytadan aks etganda, yuvarlanuvchi qoplamada yo'nalish diagrammasi deyarli o'zgarmaydi va qoplama yotqizilganida sezilarli darajada o'zgaradi. sirt. Uning kengligi sezilarli darajada oshadi va asosiy lob ichida yotqizish usuliga qarab 15-20 dB tebranishlar mavjud. Yorug'lik qoplamasi chegarasidan ko'zgu chiqib ketish nuqtasining joylashuvi bilan solishtirganda sezilarli siljishi kuzatiladi va o'tish zonasidagi to'lqin tezligi ham o'zgaradi.
Bularning barchasi qoplamali quvurlarning payvandlangan bo'g'inlarini sinovdan o'tkazish texnologiyasini ishlab chiqishda hisobga olindi. Ushbu texnologiya marvarid qismining qalinligini (korroziyaga qarshi qoplamaning kirib borish chuqurligi) oldindan majburiy aniqlashni nazarda tutadi.
Samolyot nuqsonlarini (termoyadroviy va yoriqlar yo'qligi) aniqroq aniqlash uchun kirish burchagi 45 ° va chastotasi 4 MGts bo'lgan probdan foydalanish yaxshidir. Vertikal yo'naltirilgan nuqsonlarni 45 ° kirish burchagida aniqroq aniqlash, 60 va 70 ° burchaklardan farqli o'laroq, ikkinchisining ovozi eshitilganda, nurning to'qnashish burchagi bilan izohlanadi. nuqson uchinchi kritikga yaqin, bunda ko'ndalang to'lqinning aks ettirish koeffitsienti minimal bo'ladi.
Quvur tashqarida 2 MGts chastotasida yangraganda, nuqsonlarning aks-sadosi kuchli va uzoq davom etadigan shovqin signalini himoya qiladi. 4 MGts chastotali probning aralashuviga qarshi immunitet o'rtacha 12 dB yuqori. Shu sababli, cho'kma chegarasi yaqinida joylashgan nuqsondan kelgan foydali signal shovqin fonida yaxshiroq o'qiladi. Va aksincha, quvurni ichkaridan sirt qoplamasi orqali chalish paytida, 2 MGts chastotali zondlar aralashuvga eng yaxshi qarshilik bilan ta'minlanadi.
RFPNAEG-7-030-91 Gosatomnadzor hujjati quvurlarning payvand choklarini sirt bilan tekshirish texnologiyasini tartibga soladi.
Ishlab chiqaruvchi tomonidan tanlash
Tanlanmagan Kompyuter rentgenografiyasi DUERR NDT / DÜRR NDT AKS NDT sintezi Proceq SA SPC Kropus Constanta Center MET Bosello High Technology SaluTron® Messtechnik GmbH ZIO "POLARIS" SPE "Prompribor" ELITEST Promtest Bruker TOCHPRIBOR FUTURE-TECH CEC. OXFORD Instruments Amkro Newcom-NDT Sonotron NDT YXLON International Array Corporation Raycraft General Electric Vidar tizimlari korporatsiyasi Arsenal NK MChJ Echo Graphic AES Mashproekt
Quvurlarning kamchiliklarini aniqlash
11.10.2016
Quvurlarning nuqsonlarini aniqlash-buzilmaydigan ultratovushli testlarning pastki toifalaridan biri, asosiy metall va choklarning nuqsonlarini aniqlash. Nosozliklarni aniqlashning bu usuli ko'plab sohalarda neft va gaz quvurlarini nazorat qilish bo'yicha eng talabchan xizmatlardan biridir: kimyo, neft va gaz, yoqilg'i, elektr energiyasi va boshqalar.
Uzoq muddatli ish paytida ham, ishlab chiqarishda ham quvurlar ichki va tashqi ta'sirlarga duchor bo'ladi, ular davomida turli nuqsonlar to'planishi mumkin (korroziya shikastlanishi, charchoq yoriqlari, metall yaxlitligini buzilishi, metall bo'lmagan qo'shilishlar, quyosh botishi, asirlik, chig'anoqlar, va boshqalar.). Quvur ishlamay qolguncha bunday nuqsonlarni o'z vaqtida aniqlash juda muhim. Bundan ham muhimi, tizimni o'chirmasdan yoki xizmatdan chiqarmasdan tashxis qo'yish qobiliyati. Shuning uchun quvurlar nuqsonlarini aniqlash uchun buzilmaydigan sinov usullari qo'llaniladi, ular orasida magnit (magnit anizotropiya, metall magnitli xotira, magnit o'tkazuvchanlik), akustik (impulsli ultrasonik, qo'zichoq to'lqinlari, faza, akustik emissiya), elektr va optik (ingl. endoskopik, lazer, golografik).
Bunday usullar har xil nuqsonlarni aniqlash uchun ishlatiladi: oqish, kuchlanish holatini nazorat qilish, payvandlangan bo'g'inlarning sifati va holati, oqishini nazorat qilish va quvur liniyalarining ishonchliligi uchun javob beradigan boshqa parametrlar.
Quvurlarning nuqsonlarini aniqlash usullari orasida quvur korpusining qalinligini o'lchash va uzunlik va ko'ndalang yo'nalishdagi nuqsonlarni aniqlash uchun quvur korpusi va uchlarini ultratovush tekshiruvini ajratish mumkin.
 Mashina ishining texnik ratsioni umumiy qoidalar Mashina ishini me'yorlarga muvofiq hisoblash
Mashina ishining texnik ratsioni umumiy qoidalar Mashina ishini me'yorlarga muvofiq hisoblash Yassilash testi usuli
Yassilash testi usuli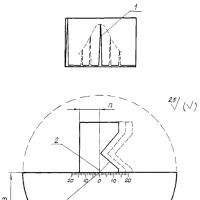 Quvurlarni ultratovush tekshiruvi
Quvurlarni ultratovush tekshiruvi Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari
Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari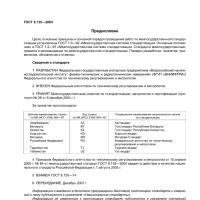 Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash
Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash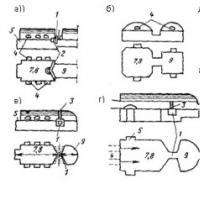 Shisha va sitall texnologiyasining fizik -kimyoviy asoslari
Shisha va sitall texnologiyasining fizik -kimyoviy asoslari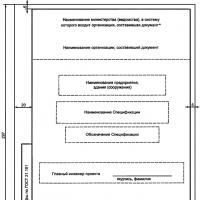 GOST uskunalari tavsifi
GOST uskunalari tavsifi