Evde metal taşlama. Ayna cilası için kendin yap metal parlatma. Ultrasonik metal parlatma
Paslanmaz çeliğin parlatılması, yüzeyi yenilememize ve basit bir mekanik yolla çok hızlı bir şekilde parlak hale getirmemize yardımcı olur. Ancak bu her zaman etkili değildir. Hangi yöntemler daha etkilidir ve ev içi kullanım için ne kadar erişilebilir?
1 Parlatma hangi değişikliklere yol açar?
Parlatma, çeşitli ürünlerin imalatında son aşamadır. Bu işlem, 0,01-0,03 mm kalınlığındaki yüzey tabakasının eritilmesinden oluşur. Sonuç olarak, tüm küçük kusurlar (mikro çatlaklar, çizikler, kabuklar vb.) ortadan kaldırılır. Yüzey tamamen pürüzsüzdür ve ışığı yansıtır. Benzer bir etki, düzensizliklerin derinliğinin görünür ışığın dalga boyundan daha az olması nedeniyle elde edilir.
Metalin ayna yüzeyini başka yollarla, örneğin honlama ile elde etmek mümkündür. Ancak genellikle özel ekipman, malzeme ve bilgi gerektirirler. Bu nedenle, kullanımları yalnızca belirtilen doğruluğu sağlamak gerektiğinde haklıdır. Parlatma çok daha kolaydır. Bu işlem için oldukça basit makineler kullanılır ve evde bile bir parlatma aleti yapılabilir. Keçe, deri, yumuşak kumaşın mükemmel olduğu kanıtlandı. Piyasada ve mağazalarda krom oksit, tripolit veya çiğdem bazında yapılan özel macunlar satılmaktadır. Bu malzemeler mekanik yöntem için kullanılır, ancak özel solüsyonlarda yüzey işleme için kimyasal yöntemler de vardır.

Ürünün uygun şekilde hazırlanması çok önemlidir. Yüzeyde çeşitli kusurların varlığına izin verilmez, bu nedenle cilalamadan önce taşlama aşaması (daha kalın bir tabakanın çıkarılması) gelir. Gizli kusurları bulmak için cilalamaya en "zayıf" alanlarla başlanır. Örneğin, bunlar mikro çatlakların veya kabukların en sık bulunduğu dikişlerdir. Bununla birlikte, paslanmaz çeliğin ve diğer malzemelerin parlatılması, her seferinde daha küçük tane boyutuna sahip bir çalışma malzemesi seçilerek çeşitli yaklaşımlarla yapılır. Ayrıca, operasyon sayısının en aza indirilmesi arzu edilir.
2 Mekanik yöntemler - herkesin erişebileceği bir klasik
Ayna gibi pürüzsüz bir yüzey elde etmenin en kolay yolu budur. Aşağıdakilerden oluşur. Yüksek hız polisaj malzemesinin dönmesi ve ortaya çıkan sürtünme, sıcaklıkta bir artışa yol açar, bunun sonucunda en ince yüzey tabakası erir ve mükemmel bir şekilde pürüzsüz hale gelir.

İki tür cilalama vardır - kaba ve ince. Birincisi daha iri taneli malzemelerden yapılır ve yüzey pürüzlülüğünü ortadan kaldırmak için gereklidir. Bir çalışma aracı olarak, üzerine aşındırıcı parçacıkların uygulandığı özel macunlar veya bantlar kullanılır. İnce cilalama son aşamadır. Bu durumda, ayrıca yüzey aktif maddeler içeren özel tozlar, ince parlatma macunları kullanımlarını bulmuştur. Sadece iş parçasını ovaladıkları elastik malzemeden yapılmış yumuşak dairelere uygulanırlar.
Parlatmayı elle yapabilirsiniz, ancak çok uzun zaman alacaktır. Bu nedenle, özel bir tane almanız gerekecek. İşleme, en kaba taneli malzeme ile başlar ve daha sonra her seferinde aşındırıcının boyutunu yarıya indirmek gerekir. Bu durumda, hızı 4500 rpm'den fazla ayarlamamak daha iyidir. Son cilalama, küçük çiziklerin görülebildiği alanlarla başlar.

Ancak, eğer Konuşuyoruz karmaşık olmayan formdaki küçük elemanlar hakkında, o zaman paslanmaz çeliğin elektro-parlatılmasından kaçınmak ve manuel yöntemi kullanmak mümkündür. Bu durumda, bir parça keçeye veya başka bir yumuşak beze özel bir macun sürülür ve yüzey dairesel hareketlerle ovulur. Ayrıca, öğütücünün ulaşamadığı ulaşılması zor yerler işlenirken manuel yöntemden kaçınılamaz.
3 Kimyasal parlatma - özellikler ve tarifler
Bu yöntemde ürün kimyasal bir çözeltiye daldırılır ve bekletilir. kesin zaman. Sıcaklık rejimini gözlemlemek de çok önemlidir. Kimyasal işlemler sonucunda yüzeydeki mikro pürüzler erir ve mükemmel pürüzsüzlükte olur. Bu yöntemin ana avantajı, cilalama hızıdır, genellikle işlem birkaç dakika sürer. Ayrıca özel bir elektrikli alete, bir güç kaynağına ihtiyacınız yoktur. Manuel yöntemin aksine minimum çaba harcarsınız. Ek olarak, konfigürasyondan bağımsız olarak yüzey eşit şekilde parlatılır. Sıvı çözelti, parçanın en tenha kısımlarına bile nüfuz eder.
Tüm avantajlarının yanında bazı dezavantajları da bulunmaktadır. İlk olarak, daha az parlaktır, bu nedenle bu cilalama sadece parçanın ayna yüzeyine ihtiyacı olmadığında uygulanabilir. İkincisi, çözüm kısa ömürlüdür, bu yüzden hazırlandıktan sonra yoğun bir şekilde çalışmanız gerekir. Üçüncüsü, karışım çok agresiftir, bu nedenle güvenliğe özel dikkat gösterilmelidir. Çalışma sadece özel giysilerle ve odanın iyi havalandırılmasıyla gerçekleştirilir. Paslanmaz çeliğin kimyasal parlatılması için asit bazlı solüsyonlar kullanılır.

1 numaralı kompozisyon
660 g/l hidroklorik asit, 230 g/l sülfürik asit ve 25 g/l asit portakal boyası karıştırılır. Çözeltiyi 70–75 ° C'ye ısıtıyoruz ve parçayı içine batırıyoruz. Yaklaşık 3 dakika tutmanız yeterlidir. Bu durumda, karışımın periyodik olarak karıştırılması veya ürünün çalkalanması tavsiye edilir, aksi takdirde yüzeyin bazı bölgelerinde gaz kabarcıkları birikebilir ve bu da cila kalitesini olumsuz yönde etkiler.
Tüm tarifler konsantre asitlerin kullanıldığını varsayar.
2 numaralı kompozisyon
Çözeltiye ayrıca yüzey aktif maddeler (yüzey aktif maddeler), gliserin ve benzil alkol de ekleyebilirsiniz. Karışım 25-35 kısım fosforik, 5 saat nitrik ve hidroklorik, 0.5 saat sülfosalisilik asit ve 0.5 saat etilendiamintetraasetik asit (EDTA) disodyum tuzu içerir. Ayrıca 1 saat gliserin gerektirir ve benzil alkol içeriği 0.1 saati geçmez.Sürfaktan olarak trietanolamin, etilen glikol ve oksifos kullanılır, bu maddelerin içeriği 0.015'ten fazla değildir; Sırasıyla 0.017 ve 0.01 kısım. Paslanmaz çelik ürün, önceden bir alkali solüsyonla yağdan arındırılır, daha sonra akan suda yıkanır ve kurutulur. Bu arada karışımı 80 °C'ye ısıtın ve parçayı maksimum 3 dakika içinde daldırın.

3 numaralı kompozisyon
Bu durumda %20-30 ortofosforik, %4-5 nitrik ve yaklaşık %4 hidroklorik asit alınır ve %1.5 metil portakal da dahildir. Diğer her şey damıtılmış sudur. Çözelti maksimum 25 °C'ye ısıtılır ve işlem süresi 5 ila 10 dakika arasında değişir. Parlatma kalitesini artırmak için ürün periyodik olarak hareket ettirilmelidir.
4 Elektrokimyasal parlatma - akımın varlığını ne değiştirecek?
Paslanmaz çeliğin elektrokimyasal parlatılması sırasında ürün ayrıca bir çözeltiye daldırılır, ancak yalnızca bu durumda içinden bir elektrik akımı geçirilir. Metal üzerinde ince bir oksit filmi vardır, mikro boşlukların ve mikro çıkıntıların varlığı nedeniyle kalınlığı tüm yüzey üzerinde değişir. Girintilerde daha kalındır. Bu koruyucu tabakanın inceldiği yerlerde asit çözeltisi daha yoğun reaksiyona girer. Reaksiyon hızındaki bu farklılık nedeniyle, yüzey mükemmel bir şekilde pürüzsüzdür ve mekanik işlemden sonra olduğundan çok daha iyi kalitededir. Kaplamalar ince taneli bir yapıya sahiptir ve sürtünme katsayısını önemli ölçüde azaltan gözeneklerden yoksundur.
Bu yöntemin avantajları arasında yüksek yüzey kalitesi, mükemmel performans sayılabilir. Elektrokimyasal cilalama, olduğu gibi fiziksel çaba gerektirmez işleme ayrıca, yağ giderme adımı atlanabilir. Yüzey çok çabuk parlatılır. Ek olarak, galvaniz kaplamalar mekanik olarak parlatılmış yüzeylere mükemmel yapışma gücüne sahiptir.

Ancak dezavantajlar, elektriğe ve tüketimine olan bağımlılıktan yazılabilir. Ayrıca ürün mekanik olarak önceden zımparalanmalıdır. Elektrokimyasal cilalama, bileşimin kalitesine, elektrolit sıcaklığına, maruz kalma süresine ve akım yoğunluğuna duyarlıdır. Kimyasal yöntemde olduğu gibi, vücuda zararlı bileşiklerle çalışmak zorunda kalacaksınız, bu nedenle güvenliğe gereken özeni gösterdiğinizden emin olun. Paslanmaz çeliklerin elektrokimyasal parlatılması için esas olarak sülfürik, kromik ve fosforik asitlere dayalı elektrolitler kullanılır.
1 numaralı kompozisyon
730 g/l fosforik asit ve 700 g/l'den fazla olmayan sülfürik asit alınır. Trietanolamin 4-6 g/l eklenir ve oldukça fazla katapin (0.5-1.0) eklenir. Çözelti en az 60 °C ve en fazla 80 °C sıcaklığa ısıtılır. Ürün üzerinden 20 ila 50 A/dm2 yoğunlukta bir akım taşınır. Elektrokimyasal cilalama yapmak yaklaşık beş dakika sürer.

2 numaralı kompozisyon
Krom-nikel-molibden veya krom-nikel paslanmaz çelikten yapılmış parçalar sırasıyla %65 ve %15 oranında ortofosforik ve sülfürik asit bileşimine yerleştirilir. %12 daha gliserin, %5 kromik anhidrit ve saf su eklenir (geri kalan %3). İşlem, 45 ila 70 °C'lik bir sıcaklıkta ve yaklaşık 7 A/dm2'lik bir akım yoğunluğunda ilerler. Bekleme süresi bir dizi faktöre bağlıdır. Kaynaklı ürünleri sadece 10–12 dakika cilalamak yeterlidir ve kumlamadan sonra yaklaşık yarım saat çözeltiye batırmanız gerekir.
5 Plazma parlatma - zor ama etkili
Metalin bir çözeltiye daldırılması ve aynı zamanda yüksek gerilime maruz bırakılması işlemlerine dayanan başka bir yüzey işleme yöntemi daha vardır. Önceki yöntemin aksine, yalnızca amonyum tuzlarına dayalı çevre dostu bileşikler kullanılır.

Paslanmaz çeliklerin plazma cilasının özü aşağıdaki gibidir. Ürün pozitif bir anot olmalıdır. 200 V'tan daha yüksek voltajlara maruz kaldığında, elektrolit parçanın yüzeyinde kaynamaya başlar ve bu da ince bir buhar-gaz kabuğunun (50-100 mikron) oluşumuna yol açar.. Elektrik akımı, bu filmden geçerken plazma işlemlerinin oluşumuna katkıda bulunur. Mikro çıkıntıların olduğu yerlerde, gerilim önemli ölçüde artar Elektrik alanı, bu da darbeli deşarjların ortaya çıkmasına neden olur.

Plazma parlatma, üründen yüksek miktarda yabancı inklüzyon içeren en ince tabakayı çıkarır. Sonuç olarak, yüzey ayna parlaklığına sahiptir, yüksek yapışma özelliklerine sahiptir. Ek olarak, bu yöntem aynı anda üç işlemi birleştirir: yağdan arındırma, dağlama ve yüzey aktivasyonu. Ancak istenilen sonucun elde edilebilmesi için ürünün yüzeyinin dikkatli bir şekilde hazırlanması gerekmektedir. Bu tür işlemlerden sonra herhangi bir kusur, risk, çizik vb. ortadan kaldırılmayacak, aksine daha da belirgin hale gelecektir. Bu nedenle, ön kaba manuel cilalamadan kaçınılamaz.
Zorla, haddelenmiş demet şeklini korur. P400, P500, P800, P1000, P1200 olarak işaretlenmiş 5 nozul hazırlandı. Büyük enine çizikler var. Mil torku büyük ölçüde hıza bağlıdır.

12.000 rpm'ye kadar, basıldığında hız düşer ve 20.000 rpm'nin üzerinde cilt hızla yıpranır. Kaybolana kadar çiziklere dik olarak zımparalayın. Böyle bir nozul hızla güncellenir ve yüzeyde gerekli basıncı sağlar.
Bu Çin mağazasında ev ustası için pek çok şey var.
Aşınmış ve yağlı kısım kesilir. Taşlama yönü periyodik olarak dik olarak değişir. Böylece malzeme daha verimli bir şekilde çıkarılır ve kaotik çizikler daha iyi giderilir. Kağıt sayısını artırmak. Taşlama sürecinde kağıt yıpranır, agresifliği azalır ve büyük bir aşındırıcı parçalanır. Bu nedenle yeni kağıda derin çizikler oluşmaması için daha az baskı uygulanmalıdır. İnce öğütme için kaba macun. 320, pakette belirtilenlerin tümü.
Daha ince bir macuna geçmeden önce cilalama alanı artıklarından temizlenmelidir. Başka bir isimsiz yapıştırma. Bileşim bir boya içerir. Sadece aşındırıcı türü hakkında tahminde bulunulabilir. Bunu yapmak gerekli değildir, macun sadece memeye uygulanır. Göze çarpan hızlı zımparalama. Zımpara daha iyidir.
Metal parlatma, ince aşındırıcılarla zımparalamadan daha fazlasıdır. Ayrıca kimyasal işlemler (macunların bir parçası olan maddeler tarafından oksit filmlerinin çözülmesi) ve termal (malzemenin termal yumuşatılması ve metal üzerine bulaşması) vardır. Parlatmadan önce yüzey, aşındırıcının boyutunu kademeli olarak azaltarak çiziklerden temizlenmelidir. Daha ince zımpara kağıdına geçmeden önce tüm çiziklerin giderildiğinden emin olun. Çiziklerin derinliğine bağlı olarak, taşlamanın başlayacağı zımpara kağıdı sayısı seçilir. Orta hamurlu bir GOI No. 3 varsa, P1200'den büyük bir numaraya sahip zımpara kağıdı atlanabilir. tane büyüklüğü karşılaştırılabilir ve o zımpara kağıdı küçük tane boyutu ile hızlı bir şekilde tuzlanır.

Çeliğin parlatılması için optimum meme basıncı 1-2 kg/cm^2 ve çevresel hız 30-35 m/s'dir. Çevresel hız formülü. V=(3.14* D* n)/60 (m/s); Nozulun D çapı (m); n-hızı (rpm). Gösterilen durumda, V=(3.14*0.01*15000)/60=7.8 m/s. Bu önerilenden 4 kat daha azdır. Şunlar. kalite kaybı olmadan çapı 4 cm'ye kadar artırmak mümkündür.Aynı zamanda, pamuk yünden hızla parçalanır, ancak deri veya pamuk iplikler buna dayanacaktır.
Tavsiye edilenden daha yüksek bir hız ve basınçta parlatma, yüzeyin kalitesini düşürür, ancak çıkarılan metal miktarını arttırır, bu nedenle bu, polisajın ilk aşamasında kullanılabilir. Daha iyi bir cila elde etmek için hız ve basınç tavsiye edilenden daha düşük değerlere düşürülür.
Parlatma işlemi sırasında, macunun içerdiği bağlayıcılar erir ve malzemenin bir aşındırıcı ile kesilmesi işleminde kayganlaştırıcı görevi görür ve ayrıca yüzeyden ısıyı uzaklaştırır. Aynı zamanda, cilalama ağzının kendisi ısınır ve bağlayıcı, aşındırıcı taneleri yağlama ve ısı emici olmadan bırakarak derinlere nüfuz etmeye başlar. Bundan sonra, bağlayıcıyı kaybeden taneler düşer ve işlenmiş metal üzerinde çizikler bırakır. Aynı nedenle macun metale uygulanmamalıdır. Metalin içinden geçen nozul tüm malzemeyi yakalayamaz ve aşındırıcının yakalanan taneleri yeterince iyi tutulmaz, ayrıca tanelerin kendileri üzerinde eşit olarak dağılmaz. Fazla makarna da iyi değil. Metal ve meme arasındaki bağlayıcı tabaka üzerinde basitçe kayar ve aşındırıcı taneler yüzeylerle yakın temas etmeden tabaka içinde yüzer.
Macunun normal çalışması için bağlayıcının erimesi gerektiğinden, bu tür macunlar, bağlayıcı zaten eridiğinde, ancak hala aşındırıcı taneleri meme üzerinde tutacak kadar kalın olduğunda, yalnızca belirli bir sıcaklık aralığında çalışacaktır. Çoğu macun için aralık 70 santigrat derecede başlar. Ve bu nedenle elle parlatma son derece verimsizdir. Normal çalışma için bunun eritilmesi, herhangi bir sıvı yağ ilave edilmesi ve karıştırılması gerekir. Geleneksel yumuşatıcı solventler uygun değildir. hızla buharlaşır ve ürün kalınlaşır.
Kaynak: youtube.be/lMjLMd1dY8Q
Alüminyumun matlaştırılması ve parlatılması

Metal ürün üreticileri ile uzun süredir çalışıyoruz ve ürünün dış görünüşünün çok önemli olduğunu biliyoruz. Teknik ürünler söz konusu olduğunda, buradaki herkes yüzeyi cilalamaya, saten yapmaya veya matlaştırmaya zaten alışmış durumda.
Ancak bazen ortaklarımız dekor öğeleriyle çalışmak zorunda kalıyor. Ve bazen müşteri, yüzeyin olağandışı görünmesini ister.
Böyle sıra dışı bir çözüm için seçeneklerden biri, size aşağıda sunuyoruz.
Sözde "çamurlu parlatma".
Bu sefer düz alüminyum parçalar işledik.
Alüminyum için en uygun işleme yöntemlerinden biri yörüngeli zımparadır. Bu kadar yumuşak ve kaprisli bir metal üzerinde en düzgün ve monoton yüzeyi elde etmenizi sağlar. 
Alüminyumun ön taşlaması için paspas teknolojisi, yalnızca kullanılan dairelerin sayısını ve tanecikliğini değiştirdi:
Taşlama diskleri Velcro AO (alüminyum oksit) d125, kum P180- tüm kusurları ortadan kaldırdığımız ve yüzeyi düzleştirdiğimiz ilk adım.
Taşlama diskleri Velcro AO (alüminyum oksit) d125, kum P220- pürüzlülüğün azaltılması.
Taşlama diskleri Velcro AO (alüminyum oksit) d125, kum P400- pürüzlülüğün azaltılması.
Taşlama diskleri Velcro AO (alüminyum oksit) d125, kum P600- son taşlama. 
OShM'yi işledikten sonra, yüzey zaten düzgün ve güzel hale gelir. Ama bu sefer görev yeni bir şey almaktı.
Aynı eksantrik makineyi kullanarak iş parçamızı yukarıdan cilalamaya karar verildi.
Yüzeyi geleneksel bir parlatma açılı taşlama makinesi ile parlatırsanız, ideal bir sonuca ulaşmak çok zor olacaktır. Böyle bir süreç alacak çok daha fazla zaman.
P600'den sonra yüzey.
OSM ile polisaj için sıvı polisaj pastaları kullanmak daha iyidir, çünkü orbita hareketi sırasında polisaj çarkına sert pasta uygulamak zordur.
Parlatıcının kendisi de daha yumuşak kullanılmalıdır.
Öneririz:
Polisaj diski Finesse-it d125 yumuşak keçe
Sıvı polisaj pastaları G-Polish Pink
Macunu dairenin üzerine sürüyoruz ve cilalamaya geçiyoruz. 
Parlatma işleminden sonra yüzey kirli görünür ve parlaklık neredeyse görünmezdir. Bunun nedeni yüzeyinde çok fazla macun kalmasıdır. 
Kalan macunu çıkarmak için mikrofiber bezle Viyana kirecini kullanın:
Viyana kireci
temizlik bezi
Şimdi yüzey harika görünüyor. 
Alüminyum oldukça yumuşak bir metaldir. Bu nedenle alüminyumun oksitlenmesini ve kararmasını önlemek için ürünü cilaladık.
Böyle bir yüzeyi bitirmenin farklı yolları vardır - daha fazla parlaklık elde etmek için daha ince bir tanecik elde etmek için zımparalayabilir veya iki adımda cilalayabilirsiniz.
Ama bu tamamen farklı bir hikaye.
Paslanmaz çelik objeler hayatımıza sıkı bir şekilde girdi. Bunlar sokakta ve evde iç unsurlar, evde çeşitli yemekler ve çok daha fazlası. Paslanmaz çelik, özel elementlerin karışımına sahip bir demir ve karbon alaşımıdır. Negatif faktörlere karşı yüksek direnç dış ortamçelik bu elementler sayesinde kazanır. Ancak çeşitli faktörlerin etkisi altında, bu kadar güçlü bir metal bile orijinal görünümünü kaybedebilir. Ayna cilası nasıl parlatılır? Böyle bir ihtiyaç ortaya çıkarsa, iki seçeneğiniz vardır:
- Bu tür bir hizmet sağlayan uzman bir şirketle iletişime geçin.
- Evde kendin yap.
Metalin evde farklı şekillerde kendi ellerimizle nasıl bir ayna cilasına parlatıldığına bakalım.
Evde parlatma
Evde de parlak ve pürüzsüz bir paslanmaz çelik yüzey elde edebilirsiniz. Bu konuda bize yardımcı olmanın birkaç yolu var.
Parlatma için hazırlanıyor
İlk önce ürünü uygun şekilde temizlemeniz gerekir. Bunun için bulaşık deterjanı kullanabilirsiniz:
- Deterjanı suyla seyreltin.
- Paslanmaz çelik yüzeyi sabunlu suyla temizleyin.
- Ürünü iyice durulayın ve kurutun.
Zeytinyağı ile parlatma
Bu yöntem, kararmış ürünlerin parlatılması için uygundur. Tek ihtiyacınız olan biraz zeytinyağı ve yumuşak bir bez veya peçete:
- Beze biraz yağ sürün ve tüm yüzey bir yağ filmi ile kaplanacak şekilde yayın.
- Bezi yüzeye sıkıca bastırın ve paslanmaz çelik ürünü yumuşak hareketlerle parlatın.
Önemli! Yapıda gözle görülür bir değişiklik görene kadar devam edin.
- Şimdi kalan yağı çıkarmanız gerekiyor. Bunun için peçete veya kuru bir havlu uygundur. Yüzeyi tamamen kuruyana kadar silin.
un parlatma
Metali evde başka nasıl parlatabilirsin? Bu amaçlar için un kullanabilirsiniz, ancak bu yöntem, örneğin tencere, bıçak veya lavabo gibi düz yüzeyler için daha uygundur:
- Tüm yüzeyi unla tozlayın ve metalin üzerine eşit şekilde yayın.
- Yumuşak bir bezle dairesel hareketlerle parlatın.
Önemli! Daha fazla etki için eski bir diş fırçası kullanabilirsiniz.
- Kalan unu silkeleyin.

kimyasal yöntem
Metali evde kimyasal bir yöntemle parlatabilirsiniz. Bunu yapmak için özel bir sıvı hazırlamanız gerekir. Bunu yapmanın birkaç yolu vardır:
- Böyle bir çözüm için 230 ml sülfürik asit, 70 ml hidroklorik asit, 40 ml nitrik asit gerekir. 1 litre çözeltiye 6 gr asit siyah boya, 10 gr ahşap tutkalı ve 6 gr sodyum klorür ekleyin. Bu karışımı 65-70 derecelik bir sıcaklığa getirin ve paslanmaz çelik eşyalarınızı 5 ila 30 dakika arasında orada bekletin.
- Çözelti şu oranlarda hazırlanır: fosforik asit %20-30, hidroklorik asit - %3-4, nitrik asit - %4-5, metil portakal - %1-1,5. Ürünü 5-10 dakika 18-25 derecelik bir sıcaklıkta koyun.
- Bileşimin litresi başına 660 gr hidroklorik asit, 230 gr sülfürik asit ve 25 gr turuncu asit boyadır. Çözeltiyi 70-75 derecelik bir sıcaklığa ısıtın ve orada 2-3 dakika paslanmaz çelik bir nesne koyun.
Önemli! Tüm bu bileşenler çok agresiftir, bu nedenle tam göz koruması sağlamak gerekir. eller, yüz ve solunum organları.
ile parlatma adımları kimyasal çözümler aşağıdaki:
- Önceden temizlenmiş paslanmaz çelik parçayı kimyasal solüsyon içeren bir kaba daldırın.
Önemli! İstenilen konsantrasyonu elde etmek için çözeltiye dahil edilen maddelerin katı dozajına uyun.
- Sıvı sürekli karıştırılmalıdır.
- Son kullanma tarihinden sonra ürün çıkarılmalı ve reaktif kalıntıları temiz su ile yıkanmalıdır.
- Parçayı cilalı bir bezle silin.
Kimyasalların etkisi ile tüm pürüzler giderilecek ve ürün orijinal parlaklığına ve ışıltılı görünümüne kavuşacaktır.
Mekanik parlatma yöntemleri
Bu cilalama yöntemleri, aşağıdakiler gibi alet ve cihazların kullanımını içerir:
- cila makinesi;
- zımpara;
- elektrikli öğütücü;
- kilitli öğütücü.
Önemli! Yöntemin bir takım avantajları vardır. Bu hızlı, verimli, dairelerin ve şeritlerin dönüş sıklığını değiştirebilir, deri, kumaş, yün ve diğer malzemelerden yapılmış ek nozullar kullanabilirsiniz.
Metali kendi ellerinizle aynaya cilalamak için kullanılan alet, paslanmaz çelik markasına bağlıdır:
- Elmas macunu en iyi şekilde kendini gösterdi, ancak önemli bir dezavantajı var - oldukça yüksek bir fiyat.
- Elinizde yoksa, GOI macunu kullanabilirsiniz. Tane boyutuna bağlı olarak dört tipte gelir.
Önemli! Manuel taşlama için aynı elmas pastayı veya GOI pastasını kullanabilirsiniz. Etkinliği kaliteye bağlıdır Tedarik.
Bu şu şekilde yapılır:
- Keçe pede biraz ürün uygulayın ve birkaç damla damlatın. motor yağı macunu sulandırmak için.
Önemli! Metal için kaba taneli bir macun kullanmak en iyisidir.
- Yüzeyi dairesel hareketlerle parlatın, çok sert ovmamaya dikkat edin.
- Sonuçtan memnun kalana kadar bunu yapın.
Önemli! Bir bıçağı evde ayna görünümüne nasıl cilalayabilirim? Bu tür pürüzsüz metal yüzeyler sıradan bir dosya ile parlatılır - Ahşap kirişüzerine polisaj pastası sürülen bir bezle kapatılır.
Paslanmaz çelik bakımı
Parlak paslanmaz çelik çok güzel görünüyor. Bu durumda tutmak için özel cilalar kullanın. Konsantreler ve sıvı emülsiyonlar olarak mevcutturlar. Parlatma işlemi tamamlandıktan hemen sonra cila uygulaması yapılır. Daha sonra paslanmaz çelik ürününüze uzun süre hoş bir görünüm kazandırmak için periyodik olarak cila uygulamanız gerekir.
Metal ürünlerin yüzeyleri sadece güzel bir görünüm kazandırmak için değil, aynı zamanda pas, asitler, alkaliler vb. ile korozyona karşı koruma sağlamak için tamamlanır. Bir durumda ürünü bir eğe ile eğelemek yeterlidir, diğerinde, Yüzeyi taşlama ve cilalama ile parlatmak gerekir, üçüncü olarak - boya ve verniklerle kaplamak için, tüm bunlar evde kendi başınıza yapılabilir.
Burada başka bir tür alüminyum cilalama tekniği ile başka bir video eğitimi bırakıyoruz. gerekli ekipman, çünkü sonuç kroma benzer. Alüminyum araba jantlarını cilalamak için maksimum parlaklık elde etmenin daha profesyonel bir yolunu arıyorsanız, bir alüminyum cilalama kitine sahip olmanızı öneririz, bunları özel mağazalarda veya bunları bulabilirsiniz. Kit, alüminyumun parlatılması için bir disk ve parlaklık için krem veya balmumu içerir. Bu diskler, cilalamayı daha az emek yoğun hale getirecek bir elektrikli matkaba bağlanabilir.
Şekil, 1. Metal yüzeylerin bitirilmesi: A - zımparalama; B - bir dosya ile taşlama; B - yuvarlak ürünlerin öğütülmesi; G - macunla parlatma.
Metalleri bir dosya ile işledikten sonra, çentik dişlerinden aşağı yukarı derin izler her zaman üzerlerinde kalır. Yüzeyi daha temiz, pürüzsüz ve hatta parlak hale getirmek için taşlanır ve parlatılır.
Alüminyum cilalama eğitiminde gördüğünüz gibi, pek çok şeyi doğru yapmak zorunda değilsiniz. Gördüğünüz gibi, alüminyumu yeni gibi görünmesi için cilalamak oldukça kolaydır, bu tekniğe alışana kadar birkaç kez yapın ve her şeyi istediğiniz gibi yeni bırakın. Alüminyum için bu tür işler için daha çok tavsiye edilen özel cilalar vardır, ancak diğer daha genel cilaları sorunsuzca kullanabilirsiniz.
Basit ve profesyonel bir şekilde alüminyum parlatma. Metalin yeni ve bozulmamış görünmesini sağlamak, buğulanmaya veya paslanmaya başlar başlamaz düzenli temizlik ve cilalama gerektirir. Ticari metalik cila pahalı olabilir. Bu özellikle doğrudur çünkü gümüş, pirinç veya paslanmaz çelik olsun, evinizdeki her metal türü için farklı bir metalik cila türü satın almanız gerekebilir. Ev yapımı metal parlatma çözümleri, paradan tasarruf etmenize ve evinizde bulunan eşyaları kullanmanıza yardımcı olur.
TAŞLAMA METAL
Evde metaller, kişisel bir dosya ile dikkatli bir yüzey işleminden sonra zımpara kaplamaları ile parlatılır. Cildi tutmayı kolaylaştırmak için tahta bir blok (Şekil 1, A) veya geniş bir dosya etrafına sarılır; Her iki elin baş ve işaret parmağı ile derinin uçlarını tutarken. Dışbükey silindirik yüzeyler etraflarına zımpara kağıdı sarılarak zımparalanabilir.
Ayrıca sert kimyasallar içerebilecek ürünleri kullanmaktan kaçınmanıza yardımcı olacaktır. Ketçap, ticari metalik verniklerin yaygın bir alternatifidir. Katı pirinçlerin temizlenmesi ve taşlanması için özel olarak kullanılır. Kullanmak için yüzeye biraz domates sosu koyun ve pirinç parçayı nemli bir bezle kırın. Metal parlak ve cilalı görünene kadar çalışın. Domates sosunu nemli bir bezle üründen çıkarın ve başka bir temiz bezle iyice silin.
Beyaz sirke, birçok ev temizlik ürününde yaygın bir bileşendir. Katı pirinç parçalardan alkali oksidasyonu gidermek için kullanılır. Metal bir plakayı aşındıracak gümüşü temizlemek için bu işlemi kullanmayın. Kalın bir macun oluşturmak için yeterince un ekleyin. Parlatma macunu kaplanana kadar metale sürtün. Temiz su ile durulamadan ve kuru temiz bir bezle silmeden önce 10 dakika kurumaya bırakın.
İlk olarak, yüzey ile işlenir farklı güzergahlar, daha kaba iri taneli deriler, sonra daha ince olanlar. Son öğütme, en küçük taneli bir zımpara kağıdı ile bir - boyuna - yönde gerçekleştirilir. Taşlama sırasında ürün hareketsiz olarak sabitlenmelidir.
PARLATICI METAL
Metal ürünlere parlatılarak ayna parlaklığı verilir. Ön zımparalama olmadan sadece kişisel ve kadife eğelerle özenle işlenmiş yüzeyler parlatılabilir. Dosya tebeşirle ovalanmalıdır. Yüzey ilk önce üzerinde bulunan darbeler boyunca işlenir. Boyuna ve çapraz vuruşlar aynı olduğunda, yön 90 ° değiştirilir ve bu birkaç kez tekrarlanır. Bu şekilde işlenen yüzey ve zımparalanan yüzey özel polisaj pastaları ile parlatılır.
Amonyak güçlüdür kimyasal, yutulduğunda toksik olabilir. Ayrıca burnu ve ciğerleri tahriş edebilecek güçlü bir kokusu vardır. Paslanmaz çelik nesneleri öğütmek için kullanırken iyi havalandırılan bir alanda çalışın. Kullanmak için bir çay kaşığı 1 galon ılık su ile karıştırın. Paslanmaz çeliği amonyak çözeltisiyle durulayın. Paslanmaz çelik yüzeyi cilalı ve parlak olana kadar silin. Temiz suyla durulayın ve kurulayın.
Gümüşün parlatılması maliyetli olabilir ve bu ve diğer metallerin parlatılması uzun zaman alabilir. Bunun yerine folyo kabı hizalayın ve gümüşü içine yerleştirin. 1 galon kaynar su ekleyin ve su bulanık ve siyah olana ve gümüş berraklaşana kadar tencereyi 15 dakika bekletin. Gümüşü çıkarın ve tamamen kurulayın.
Sektör, GOI markası altında polisaj pastaları üretmektedir. İnce aşındırıcı tozlardan (krom oksit, demir oksit vb.), mum, stearin, kerosen ve diğer malzemelerden oluşan yumuşak plastik maddelerden oluşurlar. GOI macunları kaba (koyu, neredeyse siyah), orta (koyu yeşil) ve incedir (açık yeşil). Önce yüzeyi matlaştıran kaba bir macunla cilalanır, ardından orta bir macunla ve son olarak ince bir macunla aynalı bir cilaya getirilir. Macun keçeli bir bez, bez veya keten kumaşa sürülür ve cilalı yüzeye sürülür.
Gümüş, bakır, altın, bu metaller nasıl arındırılır? Alkol ve amonyak gibi sert temizleyiciler metalleri temizlemek için en iyi ürünler değildir. Metallerde de kolay ve etkili temizlik sağlayan çeşitli doğal ve ekonomik alternatifler kullanılabilir. Gümüş, bakır, altın ve diğer metalik malzemelerdeki nesneler için bazı ev temizleme ipuçlarına bakalım.
Gümüş, parlaklığı nedeniyle özellikle popüler bir malzemedir, ancak lekeler, çizikler ve pas güzelliğini mahvedebilir. Oksitlenmenin neden olduğu lekeleri çıkarmak için, biraz su ile kabartma tozundan yapılmış ev yapımı bir temizleme kremi kullanılabilir ve sorunlu lekelerin üzerine yumuşak bir süngerle hafifçe ovulmalıdır. Gümüş takılar birkaç damla eklenerek kısa süreliğine ılık suda ıslatılabilir. sıvı sabun ve bir tutam tuz. Daha sonra nazikçe silin.
Parlatma macunları kendiniz hazırlanabilir. Çelik ürünlerin parlatılması için aşağıdaki bileşim önerilir (ağırlıkça kısım olarak):
Stearin - 32
Balmumu - 6
Teknik yağ - 5
Kurşun oksit - 3
Krom oksit - 80
Pirinç ve nikel kaplı yüzeylerin parlatılması ve parlatılması için aşağıdaki bileşimdeki macunlar kullanılır (ağırlıkça kısım olarak):
Bakır bileşiklerinin temizliği, hafifçe silmeden önce doğrudan lekeli yüzeye sprey şişesiyle uygulanan beyaz şarap sirkesi kullanılarak yapılabilir. Ilık suyla durulayın ve yumuşak bir bezle kurulayın. Bakır temizliği için bir başka harika ürün de limon suyu ile yapılır, cilalanacak eşyaların üzerine süngerle sürülebilir veya limonun kendisi ikiye bölünebilir.
Limon suyu da pirinç eşyaların temizlenmesi için harika bir çözümdür. Bu durumda limon suyunu sodyum bikarbonat ile diş macunu benzeri bir macun elde edilene kadar karıştırmak gerekir. Karışım bir bez veya süngerle yüzeye sürülmeli, beş dakika bekletilmeli ve ardından yıkanmalıdır. Ayrıca tuz ve un, biraz sirke ilave edilerek eşit oranlarda karıştırılabilir ve pirinç öğütmek için kullanılabilir.
Stearin - 5
Teknik yağ - 1
Krom oksit - 14
Cilalı yüzey, gazyağı ile ıslatılmış bir bezle silinir ve ardından temiz bir bezle kurulanır.
"Parlatma" kavramının tanımı ve çeşitleri
Açılı taşlama ile metal parlatmaParlatma, metal yüzeye parlaklığı geri kazandıran bir metal işleme türüdür. Üzerinde şimdiki aşama bu tür taşlama yöntemleri vardır:
Paslanmaz çelik için, zeytinyağı ile işlemden sonra lekeleri çıkarmak daha kolaydır. Yağ, halenin kaybolmasını sağlamak için mükemmeldir. Paslanmaz çelik ve kromun parlatılması ve kireçtaşı izlerinin giderilmesi için en iyi çözüm saf beyaz şarap sirkesi kullanmaktır.
Başka bir ipucu: Yarım fincan kabartma tozunu iki yemek kaşığı kaynar su ile karıştırın ve bu karışımı süngerle çeliği ovmak için kullanın. Alüminyum nesneler su ve çevre dostu sıvı deterjanla yıkanabilir, iyice durulanır ve gölgelenmeyi önlemek için hemen kurur. Kirli alüminyum tavaların alt kısmı, kolay temizlik için ılık suya batırılabilir.
Hangi alet ve makineler kullanılıyor? Mekanik Yöntemler aşağıdaki araç ve cihazların kullanımını içerir:
- cila makinesi;
- öğütücü;
- elektrikli öğütücü;
- kelepçeli matkaplar.
Bu bitirme yönteminin bir takım avantajları vardır. İlk olarak, metal bir düzlemin işlenmesinin kalitesi üzerinde olumlu bir etkisi olan dairelerin ve bantların dönüş sıklığını değiştirmenize izin verir; ikinci olarak, polisaj makinesine kumaş, deri, yün vb. ek nozullar takılabilir.
Pirinç, bakır alaşımı ve kalay su ve doğal sabunla temizlenebilir, ılık suyla durulanabilir ve yumuşak bir bezle kurutulabilir. Oyma bronz durumunda, su ve limon suyu kullanarak temizlemek için yumuşak bir fırça kullanılabilir. Altını temizlemek için doğal sıvı sabun ve kabartma tozuna başvurabilirsiniz. Bir çay kaşığı kabartma tozu ve bir yemek kaşığı sıvı sabun karışımı ile bir krem yapın ve elde edilen bileşiği altın nesneleri temizlemek için kullanın, iyice durulayın ve iyice kurulayın.
Altın takılar biraz limon suyu eklenmiş suda bir saat bekletildikten sonra kolayca temizlenebilir. Dökme demir su ve doğal sabunla temizlenebilir. Ilık suyla durulayın ve hemen kurulayın. Daha inatçı kir izlerini ortadan kaldırmak için dökme demiri sünger taşı ile temizleyebilirsiniz.
 Özel öğütücü - açılı öğütücü
Özel öğütücü - açılı öğütücü
El zımparası farklıdır otomatik konular etkinliğinin, sarf malzemesi parlatma malzemelerinin kalitesine bağlı olduğunu. Manuel terbiyede elmas pasta ve krom veya demir oksit bazlı katkı maddeleri kullanılır. Pürüzsüz metal yüzeyler sıradan bir dosya ile parlatılır - üzerine parlatma macununun uygulandığı bir bezle kaplı ahşap bir çubuk.
Demir eşyalar emaye ise, sabun ve su ile yıkanabilirler. Pas durumunda paslı kısım çelik yünü ile ovularak temizlenebilir. Pas lekeleri varsa, tuz veya kabartma tozu ile karıştırılmış limon suyu veya sirke kullanın. Esas olarak kalaydan yapılmış, bakır ve diğer metalleri içerebilen bir alaşımdır. Bileşiminde, toksisitesi nedeniyle kurşun yasaklandı. Kalay, su ve doğal sabunla veya istenilen kıvam elde edilinceye kadar limon suyu eklenmiş sodyum bikarbonat ve tuzdan yapılmış kremsi bir karışımla temizlenebilir.
Özel bir aletle metal parlatma
Kombine işleme yöntemleri
Metal parlatma, hazırlıksız ve pürüzlü bir yüzeyin pürüzlü bir kabartma ile olması durumunda kombine yöntemlerle yapılabilir. Bu durumda, önemli bir metal tabakasının çıkarılmasından oluşan uzun süreli bir elektrolitik-plazma bitirme reçete edilir.
Bazı bronz ürünler lekeleri veya patinaları çıkarmak için daha derin bir temizlik gerektirebilir. Ağır hasarlı parçaları tedavi etmek için aşağıdaki prosedürler dikkatli bir şekilde gerçekleştirilmelidir. Aşırı temizlik bazı yüzeylere veya parçaların bazı kısımlarına zarar verebilir.
Herhangi bir tür temizlik yapmadan önce, işleme dayanıklı olduğundan emin olmak için her zaman parçanın küçük bir alanını test edin. En çok aşınmış parçaları temizlemek ve cilalamak için aşağıdakileri yapın. Yumuşak bir bezle pirinçteki tozu çıkarın. Gerekirse, en zor yerlerden kiri temizlemek için bir fırça kullanın. Bu olası çizikleri önlemek için anahtardır. 2 yemek kaşığı karbonat ve limon suyunu karıştırın. Bir macun kıvamı elde edene kadar limonu yavaş yavaş ekleyin.
Bu işleme yöntemi, bir metal ürünün parlaklığının hızlı bir şekilde restorasyonunun gerekli olduğu aşırı durumlarda kullanılır. Teknolojinin eksiklikleri arasında, normalden %100 daha fazla enerji kullanıldığında, özellikle işlemenin ilk aşamasında yüksek enerji yoğunluğu vurgulanmalıdır.

Elektrolitik-plazma polisaj makinesi parçayı iki aşamada işler. İlkinde, yüzey yağdan arındırılır ve ikincisinde, sırayla iki döngüden oluşan taşlamanın kendisi: kaba tabakanın kesilmesi ve metalin taşlanması. Yağ giderme işlemi yapılır hatasız, çünkü viskoz yüzey metalin oksidasyonuna ve cilasının kalitesinde bozulmaya neden olur.
Klasörü tamamen kaplayarak nesnenin üzerinde daireler halinde silin. Macunun 20 ila 30 dakika çalışmasına izin verin. Macunu ılık suyla nemlendirilmiş bir bezle dikkatlice çıkarın. Yeni oksidasyon sürecini hızlandırabilecek maddeler içerdiğinden tüm atıkları çıkarmak önemlidir. Parçayı tamamen kurulayın ve yumuşak bir bezle normal şekilde parlatın.
Ev Yapımı Pirinç Derin Temizleme Tarifi
Aşırı derecede oksitlenmiş pirinç parçaları temizlemek için yukarıdaki temel temizliği yapmak yerine yarım ila bir litre ılık su, bir yemek kaşığı tuz ve iki yemek kaşığı sirke içeren bir solüsyon kullanabilirsiniz. Solüsyonu uyguladıktan sonra, karışımdaki kalıntıları gidermek için parçayı yumuşak bir bezle sildiğinizden emin olun. Bitirmek için parçayı kuru bir bezle veya belirli bir pirinç parçayla döşeyin.
Metal parlatma pastalarının sınıflandırılması
Metal yüzeyi makine kullanmadan kendi ellerinizle ayna durumuna getirebilirsiniz, sadece özel aletlere dikkat edinaşağıdaki gruplara ayrılmıştır:

- Su. Madde yağ içermez ve işini mükemmel yapar;
- Organik ürünler - parafin ve çeşitli yağlar içerir. Çeşitli yağlar ve yağ asitleri ile seyreltilirler;
- Elmas pasta, herhangi bir metal yüzeyde anında bir parlaklık elde etmenizi sağlayan devrim niteliğinde bir çözümdür.
Taşlamanın son versiyonunda daha ayrıntılı olarak duralım. Elmas pasta o kadar etkilidir ki, polisaj makinesinin tamamen yerini alır. Diamond Substance iki tipte mevcuttur: ASN ve ACM (pahalı).
Diğer bir olasılık ise temizlik için un, tuz ve sirke karışımı kullanmaktır. Bu tarif, ağır hasar görmüş bronz parçalara da uygulanabilir. Bir kaba üç eşit parça tuz ve aynı miktarda buğday unu karıştırılır. Bir macun oluşana kadar yavaş yavaş beyaz sirke ekleyin. Bir bez veya yumuşak bir fırça ile iş parçasındaki tozu dikkatlice çıkardıktan sonra macunu uygulayın. Dairesel hareketler yapın. Karışımı çıkarmak için ılık suda nemli bir bez kullanın. Pirinç veya pirinç üzerinde iz bırakmamaya çalışın.

Elmas macun aşağıdaki avantajlara sahiptir:
- Kesinlik. Sentetik elmaslar, herhangi bir metal ürünü olabildiğince doğru bir şekilde parlatabilmenizi sağlar;
- Çok çeşitli tane boyutları. Üzerinde modern pazar 12'den fazla kum türü bulunabilir;
- Basit kullanım, özel bir alet kullanmadan temizleme prosedürlerini kendi ellerinizle gerçekleştirmenizi sağlar;
- Elmas macunu minimal bir alet gerektirir: bir bez, su ve lastik eldiven.

Bu temizlik maddesinin ana dezavantajı yüksek fiyatıdır. Ortalama olarak, sarf malzemeleri pazarındaki elmas macunu, maddenin 35 gramı başına 500 rubleden fazladır.
Pirinç ve Pirinç Cilasının Bakımı Nasıl Yapılır?
Tekrar parlaması için kuru bir bezle parlatın. Ama cilalı ve parlak parçalarınızı seviyorsanız, orijinalini korumak için dış görünüş pirinç ve pirinç gerekli Özel bakım. Bazı insanlar eşyalarını korumak için verniklerini kullanmayı tercih eder. Bu, ek bakım gerektirmeme avantajına sahiptir. Sadece tozu alın veya temiz, hafif nemli bir bezle silin ve ardından kurulayın.
Uzmanlar ve koleksiyoncular pirinç ürünlerde vernik kullanılmasını önermemektedir. Temizlemesi kolay olsa da parçanızın maliyetini azaltabilir. Evinizdeki çirkin ve cansız metal nesneyi biliyor musunuz? Bu yüzden bugünün tavsiyesi, bunu anlamanıza yardımcı olmaktır. Zamanla, örneğin bronzdan yapılanlar gibi dekoratif öğeler doğal parlaklıklarını kaybederler. Metal nesnelere gerektiği gibi bakılmazsa hasar görebilir ve hatta özelliklerini kaybedebilirler.
Elmas macununun çalışma prensibi
Elmas pasta, metal bir ürüne mekanik ve kimyasal olarak etki ederek dağılmış filmler oluşturur. Temizleme maddesinin bileşimi, malzemenin öğütülmesini kolaylaştıran adsorpsiyon işlemlerinin akışını destekleyen aktif maddeler içerir.

Elmas macun uygulanır farklı şekiller kumaşlar (keçe, mikrofiber veya kot), kağıt, kauçuk, plastik ve diğer metalik olmayan malzemeler. Metal yüzey işleminin etkinliğini artırmak için elmas pastanın polisaj disklerine de uygulanabileceğine dikkat edilmelidir. Bu şekilde bir ayna efekti elde edebilirsiniz. Cila makinesine keçe, keçe veya deriden yapılmış halkalar takılır.
Parlatma işleminin açıklaması
Metal bir yüzeyi taşlamak için ihtiyacınız olacak: alıştırma turları ve farklı tane boyutlarına sahip birkaç elmas karışımı tüpü. Elmas macunu, bir bez veya başka bir malzemenin çalışma yüzeyine eşit olarak dağıtılır. Uzmanlar, metal işleme kalitesini artıran ilginç bir model fark ettiler.

Parlatma maddesine hint yağı veya zeytinyağı eklenmesi gerektiği ortaya çıktı. İdeal oran %40 elmas tozu ve %60 yağdan oluşan bir karışım olarak kabul edilir. Seyreltmeden sonra karışım hemen metal yüzeye uygulanır.

Uzmanlar, yalnızca büyük tanelerle çalışmaya başlamayı ve yavaş yavaş aşındırıcı ürünlere geçmeyi tavsiye ediyor. İşlem sırasında, karışıma toz, talaş, saç veya paçavra parçaları gibi ekstra elementlerin girmediğinden emin olun. Üçüncü taraf nesnelerinin varlığı, cilalamanın parlamasını büyük ölçüde bozar. Bir kumdan diğerine geçtikten sonra ellerinizi yıkamanız da tavsiye edilir.
Elmas tozu türleri
Modern pazarda, sadece metali parlatmak için değil, aynı zamanda ahşap, cam, taş vb. diğer malzemeleri de bulabilirsiniz. Bunları renge göre sınıflandırabilirsiniz, örneğin:
 Çok çeşitli elmas macun
Çok çeşitli elmas macun
- Sarı ambalaj, maddenin seramik malzemelerin ve cam ürünlerin öğütülmesi için tasarlandığını gösterir. Bu tozun metal finisaj için de kullanılabileceğini belirtmek gerekir;
- Mavi ambalaj. Bu tip ürün cam kaplama için kullanılır. Taşlama aleti, oldukça geniş bir aşındırıcı eleman yelpazesine sahiptir - 60 ila 10 seviye;
- Kırmızı ambalaj, yalnızca metal yüzeylerin işlenmesi için uygundur.
Ambalajın kendisine gelince, elmas macun, hacmi 35-45 gram olan kompakt plastik kavanozlarda satılmaktadır. Bir kavanozun ortalama maliyeti, aşındırıcı malzemelerin boyutuna ve kalitesine bağlıdır. Parlatma malzemesi ne kadar ince ve iyi olursa, macun o kadar ucuz olur. Ortalama fiyat 450-600 ruble.
GOI'yi yapıştır
Krom macunu GOI, metal ve metal olmayan yüzeylerin parlatılması için evrensel bir araçtır. 1930'ların başında icat edilmiş olmasına rağmen, bugün bile metalleri parlatmak için kullanılmaktadır.
Parlatma macunu GOI
GOI aracı farklı tane boyutlarında gelir (aşındırıcı malzemelerin boyutuna göre sınıflandırılır). Üç tip kum vardır: ince, orta ve kaba. İnce toz, yumuşak ve demir dışı metallerin parlatılması için, kaba tanecikler - demirli metallerin ve çeliğin kaba finisajı için kullanılır.
Kullanım özellikleri. Başlangıçta, cilalama maddesi, birkaç damla makine yağı ile seyreltilebilen katı bir yapıya sahiptir. Düz olmayan bir metal yüzeyi kıvrımlarla cilalamanız gerekiyorsa, macunu seyreltilmiş biçimde bir beze uygulamanız önerilir.

İkinci parlatma yöntemi, pürüzsüz metal yüzeyler için tasarlanmıştır. Özelliği, ahşap bir bloğa az miktarda aşındırıcı malzemenin uygulanması gerçeğinde yatmaktadır. Daha sonra tedavi edilecek yüzeyde ileri geri metodik hareketler yapılması önerilir.
Açılı taşlama ile metal parlatmaParlatma, metal yüzeye parlaklığı geri kazandıran bir metal işleme türüdür. Mevcut aşamada, aşağıdaki öğütme yöntemleri ayırt edilir:
Hangi alet ve makineler kullanılıyor? Mekanik yöntemler, aşağıdaki araç ve cihazların kullanımını içerir:
Eylemin etkili olması için genişletilmesi gerekir. Son olarak, iyice durulama ve kurutma, bakırı tekrar parlak hale getirecektir. Spesifik ve güvenli ürünler kullanıyor olsanız bile bakır eşyaları sabunlu suyla yıkamanızı öneririz. Bakır cila dayanıklılık sağlayacaktır. Korozyon lekeleri her zaman sirke ve tuz karışımı ile veya tam tersi limon suyu ile çıkarılabilir. Tencerenin dibinde yanıklar varsa, ince bir aşındırıcı toz idealdir.
Pirinç, her zaman yaygın olarak kullanılan bir bakır ve çinko alaşımıdır. Kulplarda, kilitlerde, korkuluklarda ve daha fazlasında bulunur. Pirinç boyalı ise çok ılık sabunlu su ile temizlenebilir ve ardından cilalanabilir. Küçük veya ulaşılması zor alanlar için kullanışlı olan daha da basit bir sistem, tuzlu sıcak sirkeye batırılmış bir parça limonu ovmaktır. Temizlik harika olacak, ancak cilalama için başka yöntemler kullanmanız gerekecek.
- cila makinesi;
- öğütücü;
- elektrikli öğütücü;
- kelepçeli matkaplar.
Bu bitirme yönteminin bir takım avantajları vardır. İlk olarak, metal bir düzlemin işlenmesinin kalitesi üzerinde olumlu bir etkisi olan dairelerin ve bantların dönüş sıklığını değiştirmenize izin verir; ikinci olarak, polisaj makinesine kumaş, deri, yün vb. ek nozullar takılabilir.
Sadece piyasada bulunan ürünleri kullanmaya özen gösteriniz. Birçok türü vardır ve bu amaç için uygundur. Pirinç boyalıysa, tozunu alıp ılık sabunlu suyla yıkamanızı tavsiye ederiz. Bunu sık sık yapmanız gerekmez, ancak her seferinde iyice kurumasını sağlayın. Boya zarar görürse, aseton kullanmanız ve tamamen çıkarmanız gerekecektir. Daha sonra gerekli yeniden boyama için bir uzmanla iletişime geçmek akıllıca olacaktır. Gümüş ve metal için de şimdiye kadar karşılaştığımız prosedürlere benzer prosedürleri kullanacağız.
 Özel öğütücü - açılı öğütücü
Özel öğütücü - açılı öğütücü
Manuel taşlama, otomatik taşlamadan farklıdır, çünkü etkinliği, cila sarf malzemelerinin kalitesine bağlıdır. Manuel terbiyede elmas pasta ve krom veya demir oksit bazlı katkı maddeleri kullanılır. Pürüzsüz metal yüzeyler sıradan bir dosya ile parlatılır - üzerine bir parlatma macununun uygulandığı bir bezle kaplanmış ahşap bir blok.
Kremsi sıvılar harikadır, bir pamuk top ile parlatılacak yüzeye eşit şekilde yayılır. Ardından uygulama yapılan yüzeyi kurumaya bırakın ve tüm kalıntılar temizlenene kadar yumuşak bir bezle silin. Ardından nesneyi su ve sabunla yıkayın ve her ürün için akan su altında durulayın.
Ne yazık ki, gümüş çok kolay oksitlenen bir metaldir, bu nedenle onu daha etkili bir şekilde korumak için biraz özen gösterilmesi gerekir. Özellikle nesnenin oyulmuş veya oyulmuş detayları varsa, kantinde veya özel mağazada bulunan özel bir koruyucu boya uygulanması önerilir. Olağandışı nesneler, hava ve ışıkla teması önlemek için nesnelerin etrafına sarılı siyah bir bezle veya evde kullanım için alüminyum folyo ile de korunabilir.
Özel bir aletle metal parlatma
Kombine işleme yöntemleri
Metal parlatma, hazırlıksız ve pürüzlü bir yüzeyin pürüzlü bir kabartma ile olması durumunda kombine yöntemlerle yapılabilir. Bu durumda, önemli bir metal tabakasının çıkarılmasından oluşan uzun süreli bir elektrolitik-plazma bitirme reçete edilir.
Pirinç genellikle takı, aksesuar, mimari elemanlar ve ev dekorasyonu için bir malzeme olarak kullanılır. Son zamanlarda, vintage ve vintage stiller moda trendlerini ele geçirdi ve pirinç hem gardıropta hem de evimizde geri döndü.
Bu metal alaşım güzel ve yumuşak bir parlaklığa sahiptir, ancak bakır içeriği nedeniyle kararır ve nesneler çok fazla neme maruz kalırsa açık bir koyu görünebilir. Bazı pirinç parçalarda bu aranan bir etkidir, diğerlerinde ise karartma onu daha da kötüleştirir.
Bu işleme yöntemi, bir metal ürünün parlaklığının hızlı bir şekilde restorasyonunun gerekli olduğu aşırı durumlarda kullanılır. Teknolojinin eksiklikleri arasında, normalden %100 daha fazla enerji kullanıldığında, özellikle işlemenin ilk aşamasında yüksek enerji yoğunluğu vurgulanmalıdır.

Elektrolitik-plazma polisaj makinesi parçayı iki aşamada işler. İlkinde, yüzey yağdan arındırılır ve ikincisinde, sırayla iki döngüden oluşan taşlamanın kendisi: kaba tabakanın kesilmesi ve metalin taşlanması. Viskoz yüzey metalin oksidasyonuna ve cila kalitesinde bozulmaya yol açtığı için gresin çıkarılması zorunludur.
Mücevher ve aksesuarlarınızın güzel parlaklığını yeniden kazanmasını istiyorsanız, evde pirinç temizlemek için bu basit tariflerden bazılarını deneyin. Aşağıdaki tariflerden herhangi birini denemeden önce gerçek bakır kullandığınızdan emin olun. Bir mıknatıs alın ve metal bir yüzeye dokundurun - yapışırsa, büyük olasılıkla elinizde bakır kaplı metal bir nesne tutuyorsunuzdur. Bu durumda sirke ve kabartma tozu gibi asitleri kullanmamanızı, sabunlu bir solüsyon hazırlamanızı ve bir diş fırçası kullanarak maddeyi nazikçe ovalamanızı öneririz.
Metal parlatma pastalarının sınıflandırılması
Metal yüzeyi makine kullanmadan kendi ellerinizle ayna durumuna getirebilirsiniz, sadece özel aletlere dikkat edinaşağıdaki gruplara ayrılmıştır:

- Su. Madde yağ içermez ve işini mükemmel yapar;
- Organik ürünler - parafin ve çeşitli yağlar içerir. Çeşitli yağlar ve yağ asitleri ile seyreltilirler;
- Elmas pasta, herhangi bir metal yüzeyde anında bir parlaklık elde etmenizi sağlayan devrim niteliğinde bir çözümdür.
Taşlamanın son versiyonunda daha ayrıntılı olarak duralım. Elmas pasta o kadar etkilidir ki, polisaj makinesinin tamamen yerini alır. Diamond Substance iki tipte mevcuttur: ASN ve ACM (pahalı).
Bir bezle iyice durulayın ve kurulayın. Ancak, mıknatıs yapışmazsa, gerçek bakırla uğraşıyorsunuz demektir. Bu durumda diğer temizlik önerilerinden birini kullanabilirsiniz. Çoğu durumda, pirinç takıları veya aksesuarları temizlemek için biraz su ve sabundan başka bir şeye ihtiyacınız yoktur. Sünger veya fırça ile iyice silin, kurulayın ve mücevher bezi ile parlatın. Elinizde yoksa, basit bir ev mikrofiber bezi de harika bir iş çıkaracaktır. Metali dairesel bir hareketle yuvarlayın ve parlaklığını geri yükleyin.

Elmas macun aşağıdaki avantajlara sahiptir:
- Kesinlik. Sentetik elmaslar, herhangi bir metal ürünü olabildiğince doğru bir şekilde parlatabilmenizi sağlar;
- Çok çeşitli tane boyutları. Bugün piyasada 12'den fazla kum türü bulunabilir;
- Basit kullanım, özel bir alet kullanmadan temizleme prosedürlerini kendi ellerinizle gerçekleştirmenizi sağlar;
- Elmas macunu minimal bir alet gerektirir: bir bez, su ve lastik eldiven.

Söz konusu temizlik maddesinin ana dezavantajı yüksek fiyatıdır. Ortalama olarak, sarf malzemeleri pazarındaki elmas macunu, maddenin 35 gramı başına 500 rubleden fazladır.
Tuz çevre temizliğinde büyük bir yardımcıdır. Bu yazıda tuzun pirinç ve diğer bakır eşyaları temizlemek için harika bir araç olduğundan bahsetmiştik. Küçük bir kapta, birkaç yemek kaşığı tuz ve 1 yemek kaşığı suyu karıştırın. Kalın bir macun elde edene kadar iyice karıştırın. Pirinç yüzeyini karışımla ovun, küçük kıvrımlar, köşeler ve detaylar için eski bir diş fırçası kullanabilirsiniz. Yüzeyi sirke ile nemlendirilmiş bir bezle silin.
Uygulama alanlarında vazgeçilmez olan birkaç özel araç sunuyoruz. Bu, çarpma ve çapakları ortadan kaldırmayı, tesviye etmeyi amaçlayan çeşitli metal ürünlerin yüzey işlemidir. kaynaklar, pas ve eski boyadan temizlik, metal oksidasyonundan lekeler ve diğerleri. Değişken derecelerde pürüzsüzlük elde etmek ve metalik bir parlaklığa cilalanmak için metal yüzeylerin temizlenmesi ve taşlanması amaçlanan yerlerde kullanılırlar.
Elmas macununun çalışma prensibi
Elmas pasta, metal bir ürüne mekanik ve kimyasal olarak etki ederek dağılmış filmler oluşturur. Temizleme maddesinin bileşimi, malzemenin öğütülmesini kolaylaştıran adsorpsiyon işlemlerinin akışına katkıda bulunanları içerir.

Elmas macunu, çeşitli kumaş türlerine (keçe, mikrofiber veya kot), kağıt, kauçuk, plastik ve diğer metalik olmayan malzemelere uygulanır. Metal yüzey işleminin etkinliğini artırmak için elmas pastanın polisaj disklerine de uygulanabileceğine dikkat edilmelidir. Bu şekilde bir ayna efekti elde edebilirsiniz. Cila makinesine keçe, keçe veya deriden yapılmış halkalar takılır.
Klasik alete ulaşmanın imkansız olduğu yerleri de işlemeyi mümkün kılar. Parlatma derecesine kadar çalıştığı için, çoğunlukla açıkta kalan metal yüzeylerde yapılır ve özel "metal" güzelliği boyaların altında gizlenmez. Kısacası, genellikle paslanmaz çeliktir. Açıktır ki, ulusal kimliğin kaybına yol açan yabancılaşma sadece tipik bir Bulgar olgusu değildir. Paslanmaz çelik ürünler kimya endüstrisinde yaygın olarak kullanılmaktadır, her türlü sıvı saklama kapları ve tıbbi ekipman üretimi için borular için, gıda endüstrisinde genellikle kimyasal aşındırıcı maddelerin etkisi altında etkileşime girmeyen veya korozyona uğramayan çelik önemli değildir.
Parlatma işleminin açıklaması
Metal bir yüzeyi taşlamak için ihtiyacınız olacak: alıştırma turları ve farklı tane boyutlarına sahip birkaç elmas karışımı tüpü. Elmas macunu, bir bez veya başka bir malzemenin çalışma yüzeyine eşit olarak dağıtılır. Uzmanlar, metal işleme kalitesini artıran ilginç bir model fark ettiler.
Pratik yönüne ek olarak, paslanmaz çelik ürünlerin evde yemek pişirmede yaygın olarak kullanılması, yüksek parlaklıkta bir yüzeye kesilmesi ve cilalanması olağanüstü bir dekoratif etki sağlar, bu nedenle en lüks ve zamansız banyo ve mutfak dolaplarından, korkuluklardan ve diğerleri. . Ev ve ev mobilya elemanları paslanmaz çelikten imal edilmiştir.
Bu çeliğin kendi mekanik özellikleri de vardır. iyi kaynak yapıyorlar ark kaynağı yüksek viskoziteleri nedeniyle bir matkapla delinmesi zor olan bir argon ortamında. Yüzey kaplamaları açısından, diğer bir önemli özelliği, geleneksel çelikten önemli ölçüde daha düşük bir ısı iletkenliğine sahip olmalarıdır. Bu nedenle, örneğin, daha yoğun bir karbonhidrat diski için malzeme kolayca aşırı ısınabilir ve yüzeyin karakteristik mavi rengi ortaya çıkar. Bu, düşük disk hızında veya orta bant hızında işlem yapılmasını gerektirir.

Öğütme maddesine hint yağı veya zeytinyağı eklenmesi gerektiği ortaya çıktı. İdeal oran %40 elmas tozu ve %60 yağdan oluşan bir karışım olarak kabul edilir. Seyreltmeden sonra karışım hemen metal yüzeye uygulanır.
Ancak bu, elektrik motorunun gücünü veya taşlama çarkına veya kayışı çalıştıran mile iletilen tork miktarını etkilememelidir. Bu, paslanmaz çelik yüzeyini işlemek için her makineye, sıradan çelikten veya demir dışı metallerden ürünleri işlemek için kullanılabilenler dışında, aynı başarı ve aynı amaç için gerçekten muhteşem bir altı verir. Makinelerin bu programda açık ara en önemli unsur olmasına rağmen, çok çeşitli zımpara ve polisaj diskleri, levhalar, şeritler, pullar, keçeler, aşındırıcı macunlar, metal fırçalar vb. olmadan hiçbir işe yaramayacaklarını vurgulamak da önemlidir. bu Metabo onlara sunuyor.

Uzmanlar, yalnızca büyük tanelerle çalışmaya başlamayı ve yavaş yavaş aşındırıcı ürünlere geçmeyi tavsiye ediyor. İşlem sırasında, karışıma toz, talaş, saç veya paçavra parçaları gibi ekstra elementlerin girmediğinden emin olun. Üçüncü taraf nesnelerinin varlığı, cilalamanın parlamasını büyük ölçüde bozar. Bir kumdan diğerine geçtikten sonra ellerinizi yıkamanız da tavsiye edilir.
Ek olarak, boruların dış yüzeyi de dahil olmak üzere düz, içbükey veya dışbükey yüzeyler, erişilemeyen alanlarda işlenebilir. Bu, 125 mm çalışma diski çapına sahip küçük ve güçlü bir elektrik motorudur. Ayrıca bu makinenin karakteristik bir özelliği de yüksek tork - 4,2 Nm, aynı güçte 3,3 Nm olan geleneksel modellerde. Bu açılı taşlama makinesinin özelliği de.
Motor sargılarını soğutma havası akımı tarafından emilen katı metal parçacıklardan koruyan özel bir döner ızgara. Koruyucu ekran, alet kullanmadan manuel olarak döner ve sabitlenir. Çalışma diskinin sabitlenmesi özel bir somunla ve aletsiz yapılır.
Elmas tozu türleri
Modern pazarda, sadece metali parlatmak için değil, aynı zamanda ahşap, cam, taş vb. diğer malzemeleri de bulabilirsiniz. Bunları renge göre sınıflandırabilirsiniz, örneğin:
 Çok çeşitli elmas macun
Çok çeşitli elmas macun
- Sarı ambalaj, maddenin seramik malzemelerin ve cam ürünlerin öğütülmesi için tasarlandığını gösterir. Bu tozun metal finisaj için de kullanılabileceğini belirtmek gerekir;
- Mavi ambalaj. Bu tip ürün cam kaplama için kullanılır. Taşlama aleti, oldukça geniş bir aşındırıcı eleman yelpazesine sahiptir - 60 ila 10 seviye;
- Kırmızı ambalaj, yalnızca metal yüzeylerin işlenmesi için uygundur.
Ambalajın kendisine gelince, elmas macun, hacmi 35-45 gram olan kompakt plastik kavanozlarda satılmaktadır. Bir kavanozun ortalama maliyeti, aşındırıcı malzemelerin boyutuna ve kalitesine bağlıdır. Parlatma malzemesi ne kadar ince ve iyi olursa, macun o kadar ucuz olur. Ortalama fiyat 450-600 ruble.
Gelişmiş toz ve daha fazla partikül korumasına sahip, aşınmaya karşı son derece dayanıklı, kendiliğinden sönen fırçalar. Makine, kaba kullanım için çeşitli diskler ve rondelalar ile çalışır. ince parlatma, metal fırçalarla vb. özellikle düz ve paslanmaz çelik, demir dışı ve hafif metaller, titanyum alaşımları ve benzerlerinin kaba ve ince orta yüzey işlemesi için uygun, çeşitli boyutlarda rafine edilmiş aşındırıcı korindon tanelerine sahip lamelli disklerle kombinasyon halinde kullanışlıdır.
İlk bakışta, bunun hala ulaşabileceğiniz köşeler de dahil olmak üzere ulaşılması çok zor yerleri tedavi etmek için tasarlanmış bir araç olduğu açıktır. Sonsuz kayışın etrafında gerildiği ve hareket ettirildiği uzun dar bileme kolu, makineye "şerit testere" denilmesini sağlar. Kol, en rahat pozisyonu elde etmek için 270° döndürülebilir.
GOI'yi yapıştır
Krom macunu GOI, metal ve metal olmayan yüzeylerin parlatılması için evrensel bir araçtır. 1930'ların başında icat edilmiş olmasına rağmen, bugün bile metalleri parlatmak için kullanılmaktadır.
Parlatma macunu GOI
Bu taşlama makinesi altı kişilik bir gruptaki en sıra dışı ve son derece uzmanlaşmış enstrümandır. Alışılmadık şekli, boruları ve diğer oval şekilli nesneleri taşlama amacından kaynaklanmaktadır. Sabit kol üzerinde mil vardır Tahrik mili ve bir kılavuz silindir. İkinci kayış kasnağı, hareketli kolun ucunda bulunur. Güçlü bir yayın etkisi altında, bu omuz gerilmiş kemeri destekler. Bandın sarabileceği maksimum segment 270°'dir. 180 mm çapa kadar boruları işleyebilir.
GOI aracı farklı tane boyutlarında gelir (aşındırıcı malzemelerin boyutuna göre sınıflandırılır). Üç tip kum vardır: ince, orta ve kaba. İnce toz, yumuşak ve demir dışı metallerin parlatılması için, kaba tanecikler - demirli metallerin ve çeliğin kaba finisajı için kullanılır.
Kullanım özellikleri. Başlangıçta, cilalama maddesi, birkaç damla makine yağı ile seyreltilebilen katı bir yapıya sahiptir. Düz olmayan bir metal yüzeyi kıvrımlarla cilalamanız gerekiyorsa, macunu seyreltilmiş biçimde bir beze uygulamanız önerilir.
Alet kullanmadan elle değiştirmek kolay ve hızlıdır. Paslanmaz çelik yüzeylerin taşlanması ve parlatılması için özel olarak tasarlanmıştır. Metal yüzeyin çiziklerini, yüzey lekelerini ve oksidasyonunu gidermek için temizleme, zımparalama ve bitirme için kullanılan ham nonwoven grupları.
Parlatma macunu ile parlatma için keçe. Merdivenlerde ve diğer yerlerde güvenlik çubukları oluştururken olduğu gibi, köşelerde ve diğer ulaşılması zor yerlerde kaynak ve taşlama kaynaklarında uzmanlaşmıştır. Pratikte bu, uzatılmış kolun ucuna bir taşlama diski takılmış bir açılı taşlamadır. Bu tasarım, disklerin geleneksel bir öğütücünün ulaşamayacağı yerlere ulaşmasını sağlar. İşlenmiş paslanmaz çelik yüzey üzerinde aşındırıcı metal izleri bırakmamak için uzatılmış kol alüminyum alaşımdan ve çalışma diskini sabitlemek için metal rondelalar paslanmaz çelikten yapılmıştır.

İkinci parlatma yöntemi, pürüzsüz metal yüzeyler için tasarlanmıştır. Özelliği, ahşap bir bloğa az miktarda aşındırıcı malzemenin uygulanması gerçeğinde yatmaktadır. Daha sonra tedavi edilecek yüzeyde ileri geri metodik hareketler yapılması önerilir.
Video: Alüminyum parlatma
Metal ürünlerin yüzeyleri sadece güzel bir görünüm kazandırmak için değil, aynı zamanda pas, asitler, alkaliler vb. ile korozyona karşı koruma sağlamak için tamamlanır. Bir durumda ürünü bir eğe ile eğelemek yeterlidir, diğerinde, Yüzeyi taşlama ve cilalama ile parlatmak gerekir, üçüncü olarak - boya ve verniklerle kaplamak için, tüm bunlar evde kendi başınıza yapılabilir.
Şekil, 1. Metal yüzeylerin bitirilmesi: A - zımparalama; B - bir dosya ile taşlama; B - yuvarlak ürünlerin öğütülmesi; G - macunla parlatma.
Metalleri bir dosya ile işledikten sonra, çentik dişlerinden aşağı yukarı derin izler her zaman üzerlerinde kalır. Yüzeyi daha temiz, pürüzsüz ve hatta parlak hale getirmek için taşlanır ve parlatılır.
TAŞLAMA METAL
Evde metaller, kişisel bir dosya ile dikkatli bir yüzey işleminden sonra zımpara kaplamaları ile parlatılır. Cildi tutmayı kolaylaştırmak için tahta bir blok (Şekil 1, A) veya geniş bir dosya etrafına sarılır; Her iki elin baş ve işaret parmağı ile derinin uçlarını tutarken. Dışbükey silindirik yüzeyler etraflarına zımpara kağıdı sarılarak zımparalanabilir.
İlk olarak, yüzey farklı yönlerde, daha kaba iri taneli kabuklarla, daha sonra daha ince olanlarla işlenir. Son öğütme, en küçük taneli bir zımpara kağıdı ile bir - boyuna - yönde gerçekleştirilir. Taşlama sırasında ürün hareketsiz olarak sabitlenmelidir.
PARLATICI METAL
Metal ürünlere parlatılarak ayna parlaklığı verilir. Ön zımparalama olmadan sadece kişisel ve kadife eğelerle özenle işlenmiş yüzeyler parlatılabilir. Dosya tebeşirle ovalanmalıdır. Yüzey ilk önce üzerinde bulunan darbeler boyunca işlenir. Boyuna ve çapraz vuruşlar aynı olduğunda, yön 90 ° değiştirilir ve bu birkaç kez tekrarlanır. Bu şekilde işlenen yüzey ve zımparalanan yüzey özel polisaj pastaları ile parlatılır.
Sektör, GOI markası altında polisaj pastaları üretmektedir. İnce aşındırıcı tozlardan (krom oksit, demir oksit vb.), mum, stearin, kerosen ve diğer malzemelerden oluşan yumuşak plastik maddelerden oluşurlar. GOI macunları kaba (koyu, neredeyse siyah), orta (koyu yeşil) ve incedir (açık yeşil). Önce yüzeyi matlaştıran kaba bir macunla cilalanır, ardından orta bir macunla ve son olarak ince bir macunla aynalı bir cilaya getirilir. Macun keçeli bir bez, bez veya keten kumaşa sürülür ve cilalı yüzeye sürülür.
Parlatma macunları kendiniz hazırlanabilir. Çelik ürünlerin parlatılması için aşağıdaki bileşim önerilir (ağırlıkça kısım olarak):
Stearin - 32
Balmumu - 6
Teknik yağ - 5
Kurşun oksit - 3
Krom oksit - 80
Pirinç ve nikel kaplı yüzeylerin parlatılması ve parlatılması için aşağıdaki bileşimdeki macunlar kullanılır (ağırlıkça kısım olarak):
Stearin - 5
Teknik yağ - 1
Krom oksit - 14
Cilalı yüzey, gazyağı ile ıslatılmış bir bezle silinir ve ardından temiz bir bezle kurulanır.
 Dünyanın ilk elektrik santrali
Dünyanın ilk elektrik santrali Amerika papağanı yaşam tarzı ve yaşam alanı
Amerika papağanı yaşam tarzı ve yaşam alanı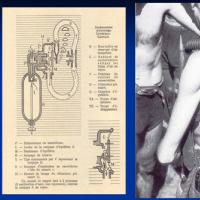 Denise'in "dalış tabağı"
Denise'in "dalış tabağı" Rosstat'tan ücretsiz mektup!
Rosstat'tan ücretsiz mektup! Yota modemin sinyalini güçlendiriyoruz Kararlı bir sinyal değil yota
Yota modemin sinyalini güçlendiriyoruz Kararlı bir sinyal değil yota İnternette fazla ödeme yapmadan ülkede nasıl harcanır: ipuçları ve talimatlar Ülkede İnternet ne seçilir
İnternette fazla ödeme yapmadan ülkede nasıl harcanır: ipuçları ve talimatlar Ülkede İnternet ne seçilir Mobil İnternet Skylink Ekipman ve SIM kart satın alma
Mobil İnternet Skylink Ekipman ve SIM kart satın alma