Metallga ishlov berish qismlarini bajarishning asosiy operatsiyalari. Santexnika ishlari haqida umumiy ma'lumot. Perchin. Doimiy aloqalarni o'rnatish
Chilingchi ishlov berish texnologiyasi bir qator asosiy operatsiyalarni o'z ichiga oladi, masalan markalash, kesish, metallni to'g'rilash va bükme, metallni kesish, to'ldirish, burg'ulash, chig'anoqlash, teshiklarni teskari yig'ish va o'rash, tishli, perchin, lap va laping, lehim va boshqalar.Bu operatsiyalarning aksariyati metallni kesish bilan bog'liq.
Belgilash
Belgilash ishlov beriladigan qismning yoki ishlov beriladigan joyning konturini ko'rsatib, ishlov beriladigan qismning yuzasiga chiziqlar (belgilar) chizish operatsiyasi deyiladi. Belgilash quyidagilarga bo'linadi.
Chiziqli (bir o'lchovli) - panjaralar uzunligi, prokat mahsulotlari, tasma po'lat,
Samolyot (2D) - metall plitalar uchun,
Kosmik (hajmli, uch o'lchovli) - hajmli ish qismlari uchun.
Maxsus markalash asboblariga yozuvchilar, markaziy qalamlar, markalash kompaslari, qalinlik o'lchagichlari kiradi. Ushbu asboblarga qo'shimcha ravishda bolg'alar, markirovka plitalari va yordamchi asboblar ishlatiladi: prokladkalar, krikolar va boshqalar.
| Shakl 6 Yozish | Yozuvchilar(6 -rasm) ishlov beriladigan qismning belgilangan yuzasiga chiziqlar chizish uchun ishlatiladi. Ular U10 yoki U12 asbobli po'latdan yasalgan (qattiqlik HRC 58-62). Kerners(7 -rasm) oldindan tushkunliklarni (yadrolarni) qo'llash uchun ishlatiladi |
 7 -rasm Kerner 7 -rasm Kerner |
|
| chiziqlar aniq ko'rinadigan va qismlarni qayta ishlash jarayonida o'chirilmasligi uchun belgilangan chiziqlar. Kerner U7, U8 (HRC 52-57) 100-160 mm uzunlikdagi va diametri 8-12 mm bo'lgan karbonli po'latdan yasalgan tayoq. O'tkir burchak odatda 60 °, aniqroq belgilar bilan - 30-45 °, kelajakdagi teshiklar markazlari uchun - 75 °. Kompaslarni belgilash (chilangar) qurilmada kompas chizishga o'xshaydi. Yuzaki o'lchagich(8 -rasm) parallel vertikal va gorizontal chiziqlarni qo'llash uchun ishlatiladi. So'nggi paytlarda o'tkir uchli vertikal o'lchagich tez -tez ishlatilgan. Ish qismlarining tekislik va ayniqsa fazoviy belgilari markirovka plitalarida amalga oshiriladi. Belgilash plitasi- bu gorizontal ishchi yuzasi va yon qirralari juda aniq ishlov berilgan quyma temir quyma. Andoza qismlar tayyorlanadigan yoki tekshiriladigan qurilma deyiladi |
qayta ishlashdan keyin. Naqsh belgisi bir xil qismlarning katta partiyalarini ishlab chiqarishda qo'llaniladi. Bu maqsadga muvofiqdir, chunki chizilgan rasmga binoan mashaqqatli va ko'p vaqt talab qiladigan markirovka shablonni ishlab chiqarish jarayonida faqat bir marta amalga oshiriladi. Blanklarni belgilashning keyingi barcha operatsiyalari shablon konturlarini nusxalashdan iborat. Bunga qo'shimcha ravishda, ishlab chiqarilgan shablonlar ishlov beriladigan qismni qayta ishlashdan keyin qismni tekshirish uchun ishlatilishi mumkin.
Metallni tekislash va burish
Tahrirlash ishlov beriladigan qismlar va qismlarning konkavlik, qavariqlik, to'lqinlik, burilish, egilish va boshqalar ko'rinishidagi nuqsonlarni bartaraf etish operatsiyasi deyiladi.
Metall sovuqda ham, issiq holatda ham to'g'rilanadi. Bir yoki boshqa to'g'rilash usulini tanlash ish qismining (qismining) burilish hajmiga, o'lchamiga va materialiga bog'liq.
Tuzatish qo'lda (po'lat yoki quyma temirni to'g'rilash plastinkasida) yoki mashinada (to'g'rilash rulolarida yoki presslarda) bo'lishi mumkin.
To'g'ri plastinka , shuningdek, markirovka katta bo'lishi kerak. Uning o'lchamlari 400-400 mm dan 1500-3000 mm gacha bo'lishi mumkin. Plitalar metall yoki yog'och tayanchlarga o'rnatiladi, ular plastinkaning barqarorligini va gorizontal holatini ta'minlaydi.
Qattiqlashtirilgan qismlarni to'g'rilash uchun (to'g'rilash) foydalaning boshni to'g'rilash... Ular po'latdan yasalgan va qotib qolgan. Boshning ishchi yuzasi silindrsimon yoki sharsimon bo'lishi mumkin, radiusi 150-200 mm.
Qo'lda to'g'rilash yumaloq, radiusli yoki yumshoq metall qo'shimchali maxsus bolg'alar yordamida amalga oshiriladi. Yupqa qatlamli metall hukmronlik qiladi bolg'a(yog'och bolg'acha bilan).
To'g'ridan -to'g'ri tuzatish "ko'z bilan" tekshiriladi va chiziqning to'g'riligiga yuqori talablar bilan - qiyshiq o'lchagich bilan yoki plastinkada.
Katta kesimdagi vallar va dumaloq ignalar qo'lda vint yoki gidravlik press yordamida to'g'rilanadi.
Bükme metallar ish qismiga chizmaga ko'ra egri shakl berish uchun ishlatiladi. Uning mohiyati shundaki, ishlov beriladigan qismning bir qismi boshqasiga nisbatan ma'lum burchak ostida egilgan. Qo'lda bükme dastgoh bolg'asi va turli xil asboblar bilan jihozlangan.
Yupqa qatlamli metallni egish amalga oshiriladi bolg'a .
Bükme paytida metallning plastik deformatsiyasi bo'lsa, materialning egiluvchanligini hisobga olish kerak: yukni olib tashlagandan so'ng, burilish burchagi biroz oshadi.
Bükme radiusi juda kichik bo'lgan qismlarni ishlab chiqarish, ishlov beriladigan qismning tashqi qatlamining burilish nuqtasida yorilish xavfi bilan bog'liq. Minimal ruxsat etilgan bükme radiusi hajmi ishlov beriladigan materialning mexanik xususiyatlariga, bükme texnologiyasi va sirt sifatiga bog'liq.
Quvurlarning egilishi plomba bilan yoki bo'lmasdan amalga oshiriladi (odatda quruq daryo qumi). To'ldiruvchi quvur devorlarini egilish joylarida burmalar va ajinlar (gofrirovka) paydo bo'lishidan himoya qiladi.
Metall kesish
Qasddan operatsiya deyiladi, unda kesma va metallga ishlov beriladigan bolg'a yordamida ishlov beriladigan qismdan metall qatlamlari chiqariladi yoki ishlov beriladigan qism kesiladi.
Kesishning jismoniy asosi - keskaning ishchi (kesuvchi) qismiga ega bo'lgan takozning harakatidir. Kesish ishlov beriladigan qismlarni qayta ishlash qiyin yoki mantiqsiz bo'lgan hollarda qo'llaniladi.
Kesish yordamida ishlov beriladigan qismdan metall nosimmetrikliklar olib tashlanadi (kesiladi), qattiq qobiq, tarozi, qismning o'tkir qirralari olib tashlanadi, oluklar va oluklar kesiladi, plastinka bo'laklarga bo'linadi.
Kesish odatda vintda amalga oshiriladi. Choyshab materialini bo'laklarga qirqish plastinkada amalga oshirilishi mumkin.
Kesish paytida asosiy ishchi (kesuvchi) asbob - bu chisel, bolg'a - zarbli asbob.
Sovuq pichoq (8 -rasm) U7A yoki U8A asbobli uglerodli po'latdan yasalgan. U uch qismdan iborat: zarba, o'rta va ishchi. Ta'sir qismi 1 yuqoriga qarab toraytirildi va uning tepasi (o'q) - yumaloq; o'rta qismi uchun 2 kesish kesish paytida ushlab turiladi; ishchi (kesuvchi) qism 3 xanjar shakliga ega.

8 -rasm
Konus burchagi ishlov berilayotgan materialning qattiqligiga qarab tanlanadi. Eng keng tarqalgan materiallar uchun quyidagi burchaklar tavsiya etiladi:
Qattiq materiallar uchun (qattiq po'lat, quyma temir) - 70 °;
O'rta qattiqlikdagi materiallar uchun (po'lat) - 60 °;
Yumshoq materiallar uchun (mis, guruch) - 45 °;
Alyuminiy qotishmalari uchun - 35 °.
Kreutzmayzel - tor yivlarni, aniqligi past bo'lgan kalitlarni va perchin boshlarini kesish uchun mo'ljallangan, kesish qirrasi tor kesak (10-rasm). Bunday keskadan metallning keng qatlamlarini olib tashlash uchun ham foydalanish mumkin: birinchidan, oluklar tor pichoq bilan, qolgan proeksiyalar esa keng pichoq bilan kesiladi.
Çilingir bolg'alari , Metallni kesishda ikki xil bo'ladi: dumaloq va bilan kvadrat tez Bolg'aning asosiy xususiyati uning massasi.
Dumaloq bolg'alar raqamlangan : 1 dan 6 gacha ... 1 -sonli bolg'aning nominal og'irligi 200 g; №2 - 400 g; №3 - 500 g; № 4 - 600 g; № 5 - 800 g; No 6 - 1000 g.Kvadrat bolg'alar 1 dan 8 gacha, vazni 50 dan 1000 g gacha raqamlangan.
Hammer materiali - po'lat 50 (past emas) yoki U7 po'lat.
Bolg'alarning ishchi uchlari HRC 49-56 qattiqligida issiqlik bilan ishlov berilib, har ikki uchidagi bolg'aning umumiy uzunligining 1/5 qismiga teng bo'ladi.
Chilangarlik ishi uchun 2 va 3-sonli yumaloq zarbali bolg'alar ishlatiladi, 4 va 5-sonli to'rtburchaklar bilan bolg'a dastasi uzunligi taxminan 300-350 mm.
Metall kesish
Kesish - butunni ajratish uchun sanitariya -tesisat ishlari bo'lak(bo'sh joylar, tafsilotlar) qismlarga bo'linadi. Bu qirg'ichlarni olib tashlamasdan amalga oshiriladi: nippers, qaychi va quvur kesgichlar bilan va qirg'ichlarni olib tashlash bilan: arra, arra, frezalash va maxsus usullar bilan (gazni kesish, anod-mexanik va elektr uchqun bilan kesish, plazma kesish).
Tel igna pense bilan kesiladi (nippers), varaq materiali - qaychi bilan; dumaloq, to'rtburchaklar, olti burchakli va kichik qismli tasma materiallari - qo'lda arra va katta qismli kesish mashinalari arra pichoqlar, dumaloq dumaloq arra, maxsus usullar bilan.
Metallni igna pense (qaychi) va qaychi bilan kesish operatsiyasining mohiyati shundan iboratki, simni, varaqni yoki tasmani bir-biriga qarab harakatlanuvchi ikkita takoz (kesuvchi pichoqlar) bosimi ostida qismlarga ajratish.
Igna pense dumaloq po'lat qismlar va simni kesib (tishlab). Ular uzunligi 125 va 150 mm (diametri 2 mm gacha bo'lgan simni kesish uchun) va uzunligi 175 va 200 mm (diametri 3 mm gacha) bilan tayyorlanadi.
Jag'ning kesuvchi qirralari 55-60 ° burchak ostida tekis va o'tkir. Nippers U7, U8 asbobli uglerodli po'latdan yoki 60-70 po'latdan yasalgan. Gubkalar HRC 52-60 qattiqligida issiqlik bilan ishlanadi.
Qo'l qaychi yumshoq po'lat, guruch, alyuminiy va boshqa metallarni kesish uchun mo'ljallangan. Qalinligi 0,5 mm, 320 mm (qalinligi 0,75 mm gacha), 400 mm (qalinligi 1 mm gacha) bo'lgan metallni kesish uchun ular 200 va 250 mm uzunliklarda tayyorlanadi.
Qaychining materiali po'latdir 65, 70. Qaychi pichoqlari HRC 52-58 qattiqligida issiqlik bilan ishlanadi. Pichoqlarning kesuvchi qirralari 70 ° burchak ostida keskin keskinlashadi. Yopilganda, qaychi pichoqlar bir -birining ustiga chiqadi va uchlaridagi qoplama 2 mm dan oshmaydi.
Kreslo qaychi qalinligi 3-5 mm gacha bo'lgan kesilgan plastinka. Qaychi ushlagichlaridan biri 90 ° burchak ostida egilgan va stolga yoki boshqa taglikka qattiq bog'langan. Qaychi ishchi dastagining uzunligi 400-800 mm, kesuvchi qismi 100-300 mm.
Qo'l qaychi qalinligi 5 mm gacha bo'lgan metall plitalarni kesish uchun ishlatiladi. Qaychi U8A asbobli po'latdan yasalgan va HRC 52-58 qattiqligida termik ishlov berilgan. Pichoqlarning qirralarini keskinlashtirish burchagi 75-85 °.
Quvur kesgichlar yumshoq po'latdan yasalgan ingichka devorli (gazli) quvurlarni qo'lda kesish uchun mo'ljallangan, kesish chiplarni olib tashlamasdan amalga oshiriladi. Ikki o'lchamda mavjud: quvurlarni 1/2 dan 2 dyuymgacha va 1 dan 3 gacha bo'lgan quvurlar uchun.
Quvur kesgichning asosiy qismlari roliklardir: bitta kesuvchi (ishlaydigan) va ikkita qo'llanma. Quvur ishlaydigan rolik bilan kesiladi; shu bilan birga, u hidoyat tsilindrlariga o'rnatiladi va vint bilan mahkamlanadi.
Qo'l arra (9 -rasm, a) nisbatan qalin metall va dumaloq yoki profil mahsulotlarini kesish uchun ishlatiladi. Qo'rqinchli arra bilan siz kontur bo'ylab va boshqa ishlarda bo'shliqlarni, oluklarni kesib, kesishingiz va kesishingiz mumkin. Ular U8-U12 yoki 9HS po'latdan yasalgan, qattiqligi HRC 58-61, yadrosi-HRC 40-45. U ramkadan iborat 1 , qanotli somunli kuchlanish vidasi 2, tutqichlar 6, arra pichog'i 4, boshlarning uyalariga kiritilgan 3 va pin 5 bilan mahkamlanadi.
 9 -rasm Qo'lda ishlaydigan arra a - qurilma, b - burchaklarni keskinlashtirish, v - tishlarni "tish bo'ylab" o'rnatish, d - tishlarni "pichoq bo'ylab" o'rnatish. 9 -rasm Qo'lda ishlaydigan arra a - qurilma, b - burchaklarni keskinlashtirish, v - tishlarni "tish bo'ylab" o'rnatish, d - tishlarni "pichoq bo'ylab" o'rnatish. | Pichoqning har bir tishi xanjar (kesuvchi) shakliga ega. Unda, kesuvchi kabi, orqa burchak ham farqlanadi α, tor burchak β , tırmık burchagi γ va kesish burchagi δ α + b (9 -rasm, b). Tishlarni kesayotganda, kesilgan joydan chiqib ketishidan oldin paydo bo'ladigan chiplarni tishlar orasiga qo'yish kerakligini hisobga oling. Kesiladigan materiallarning qattiqligiga qarab, pichoqning tish burchaklari: p = 0-12 °, b = 43- 60 ° va a = 35 -40 ° bo'lishi mumkin. Arra bilan yasalgan kesmaning kengligini pichoqning qalinligidan biroz kattaroq qilish uchun tishlarni "tish bo'ylab" o'rnating (9 -rasm, v) yoki "tuval bo'ylab" (9 -rasm, G). Bu pichoqning tiqilib qolishini oldini oladi va ishni osonlashtiradi. |
Metall topshirish
Hujjat topshirish sanitariya -tesisat ishi deyiladi, bunda material qatlamlari ishlov beriladigan qism yuzasidan fayl yordamida chiqariladi. Odatda ishlov beriladigan qismga kerakli tozalik va aniqlikni berish uchun kesish, tozalash yoki kesishdan keyin amalga oshiriladi.
Fayl ishlov beriladigan qism (qism) ishlov berilgan yuzasining nisbatan yuqori aniqligi va past pürüzlülüğünü ta'minlaydigan ko'p qirrali kesish asbobidir.
Fayllar yordamida tekisliklar, egri yuzalar, oluklar, oluklar, teshiklar qayta ishlanadi har xil shakllarda, turli burchaklardagi yuzalar va boshqalar.
Fayl (10 -rasm, a) - bu ma'lum bir profil va uzunlikdagi po'lat panjaradir, uning yuzasida kesma (kesish) mavjud. Chuqurchalar kesma shaklidagi mayda va o'tkir tishlar hosil qiladi.
Notch bitta (oddiy), juft (xoch), rasp (nuqta) yoki yoy bo'lishi mumkin (10 -rasm, b - e).
Bilan fayllar bitta kesish butun qirralarning uzunligi bo'ylab keng talaşlarni olib tashlang. Ular yumshoq metallarni quyish uchun ishlatiladi.
Bilan fayllar ikki pog'onali po'lat, quyma temir va boshqa qattiq materiallarni quyishda ishlatiladi, chunki o'zaro kesish chiplarni parchalab tashlaydi va bu ishni osonlashtiradi.
Rasp kesilgan maxsus uchburchaklar kesakli metall chiziq bilan olinadi. Raspalar juda yumshoq metallar va metall bo'lmagan materiallarni qayta ishlash uchun ishlatiladi.
Ark chizig'i frezalash orqali olish. Bu yuqori mahsuldorlik va yaxshi sirt sifati uchun kemerli shakli va katta tish bo'shliqlariga ega.
Fayllar U10, U12, U13 po'latdan, shuningdek, XX15 va 13X qotishma po'latdan yasalgan. Tishlarni kesgandan so'ng, fayllar issiqlik bilan ishlov berilib, kamida HRC 54 qattiqligicha ishlanadi.
Uchrashuv bo'yicha fayllar quyidagi guruhlarga bo'linadi: umumiy maqsad, maxsus maqsad , fayllar, rasplar, mashina fayllari.
Umumiy maqsadli fayllar umumiy chilangarlik ishlari uchun ishlatiladi.

Chiziqlar soni bo'yicha fayllar uzunligi 1 sm ga bo'linadi 6 xona uchun .
No 0 va 1-gachasi (pichoq) fayllari eng katta tishlarga ega va ular 0,5-0,2 mm xato bilan qo'pol (qo'pol) fayllar uchun ishlatiladi.
No 2 va 3-gachasi (shaxsiy) chiviqli fayllar 0,15-0,02 mm xatolikdagi qismlarni nozik to'ldirish uchun ishlatiladi.
Mahsulotlarni oxirgi aniq ishlov berish uchun 4 va 5 -sonli (baxmal) chiziqli fayllar ishlatiladi. Qayta ishlash xatosi - 0,01-0,005 mm.
Uzunligi bo'yicha fayllar 100 dan 400 mm gacha bo'lishi mumkin.
Kesma shakli bo'yicha ular bo'linadi tekis, kvadrat, uchburchak, dumaloq, yarim doira, rombik va arra... Kichik fayllar kichik qismlarni qayta ishlash uchun ishlatiladi - ignalar.
Qattiq po'lat va qattiq qotishmalarni qayta ishlash maxsus fayllar yordamida amalga oshiriladi, uning po'lat tayog'iga sun'iy olmos donalari o'rnatiladi.
Metallni topshirishda sharoitlarni yaxshilash va mehnat unumdorligini oshirish mexanizatsiyalashgan (elektr va pnevmatik) fayllar yordamida amalga oshiriladi.
Tarmoq
Mavzular bitta o'tish bitta spiral chiziq (ip) bilan hosil qilingan, yoki ko'p tomonlama ikki yoki undan ortiq ipdan hosil bo'ladi.
Spiral yo'nalishi bo'yicha iplar bo'linadi o'ng va chap.
Profil shakli bo'yicha iplar bo'linadi uchburchak, to'rtburchaklar, trapezoidal, o'jar(profil teng bo'lmagan trapezoid shaklida) va dumaloq.
Hajmi tizimiga qarab iplar bo'linadi metrik, dyuym, quvur va boshq.
Metrik iplarda a a uchburchak profilining burchagi 60 °, tashqi, o'rta va ichki diametrlari va ipning balandligi millimetrda ifodalanadi. Belgilash misoli: M20´1,5 (birinchi raqam - tashqi diametri, ikkinchisi - qadam). Bir dyuymli ipda uchburchak profilning burchagi 55 °, ipning diametri dyuymda, qadam esa dyuymdagi iplar sonida (1 dyuym = 25,4 mm) ifodalanadi. Belgilash misoli: l ¼ "(ipning tashqi diametri dyuymda).
Quvurli ipning dyuymli ipdan farqi shundaki, uning asl o'lchami ipning tashqi diametri emas, balki tashqi yuzasida ip kesilgan quvur teshigining diametri. Belgilanishga misol: Quvurlar ¾ "(raqamlar - ichki quvur diametri dyuymda).
Burg'ulash burg'ulash va maxsus ishlov berish dastgohlarida, shuningdek qo'lda amalga oshiriladi. Metalllarni qo'lda qayta ishlash uchun ichki ip musluklar bilan, tashqi ip esa qoliplar bilan kesiladi.
 Shakl 11 Profil bo'ylab elementlar va ip turlari a - uchburchak profilli metrik; b - to'rtburchaklar; v - trapezoidal nosimmetrik; d - assimetrik trapezoidal (turg'un); d - dumaloq Shakl 11 Profil bo'ylab elementlar va ip turlari a - uchburchak profilli metrik; b - to'rtburchaklar; v - trapezoidal nosimmetrik; d - assimetrik trapezoidal (turg'un); d - dumaloq | Musluklar tayinlash bo'yicha qo'lda, qo'lda va mashinada bo'linadi va kesiladigan ipning profiliga qarab- uch xil: metrik, dyuymli va quvurli iplar uchun. Ga teging(12 -rasm) ikkita asosiy qismdan iborat: ishchi qismi va sopi. Ish qismi, o'z navbatida, qabul qilish (kesish) va yo'riqnoma (kalibrlash) qismlaridan iborat. Qabul qilish (kesish) qismi asosiy ishni tishli qilib bajaradi va odatda konus shaklida tayyorlanadi. Kalibrlash (ko'rsatma) qismi, nomidan ko'rinib turibdiki, kranni boshqaradi va teshikni sozlaydi. Uzunlamasına oluklar kesish pichoqlarini yaratish va kesish paytida chiplarni joylashtirish uchun ishlatiladi. Kranning pog'onasi uni ish paytida chakka yoki kalitda mahkamlash uchun ishlatiladi. |
Muayyan o'lchamdagi ipni kesish uchun qo'lda (chilangar) musluklar odatda uchta bo'lakda bajariladi
Birinchi va ikkinchi musluklar ipni oldindan kesib tashlaydi, uchinchisi esa oxirgi o'lcham va shaklni beradi. To'plamdagi har bir musluğun soni quyruqdagi belgilar soni bilan belgilanadi. Ikkita musluklar mavjud: dastlabki (qo'pol) va tugatish.

12 -rasm Musluğun qismlari va elementlari
Musluklar U10A, U12A, 9XC, HVSG va boshqalar bilan qotishilgan U10A, U12A, yuqori tezlikli P9, P18 uglerodli po'latdan yasalgan (ishchi qismning qattiqligi HRC 59-65, dumi-HRC 30-45).
Iplarga tegayotganda, ip teshigini olish uchun burg'ulash diametrini to'g'ri tanlash muhim. Teshikning diametri ipning ichki diametridan biroz kattaroq bo'lishi kerak, chunki material o'q teshigiga qarab kesilganda qisman siqib chiqariladi. Tishli teshikning o'lchamlari jadvallarga muvofiq tanlanadi.
O'ladi , tashqi iplarni kesish uchun ishlatiladigan, dizayniga qarab, yumaloq va prizmatik (toymasin) bo'linadi.

Shakl 13 Dumaloq plastinka
Dumaloq o'lim(13 -rasm, a) - bu kesilgan qirralarning shakllanishi va chip chiqib ketishi uchun xizmat qiluvchi, ichki yuzasida ip va oluklar bo'lgan butun yoki kesilgan halqa. Tishli payvandlashda dumaloq qoliplar maxsus o'rnatiladi qo'chqor ushlagich(14 -rasm).

Shakl 14 Qolip ushlagichi (kaliti)

15 -rasm Prizmatik (toymasin) qo'chqor
a - klupp, b - toymasin plastinka
Prizmatik (toymasin) qoliplar (15 -rasm), yumaloqlardan farqli o'laroq, ikkita yarmidan tashkil topgan yarim o'lik... Ularning har biri ipning o'lchamlarini va maxsus qurilmada (klupp) to'g'ri mahkamlash uchun 1 yoki 2 raqamini ko'rsatadi. Yarim qoliplarning tashqi tomonlaridagi burchakli oluklar (oluklar) ularni qolipning mos keladigan proektsiyalariga o'rnatish uchun ishlatiladi. Qoplamalar kranlar bilan bir xil materiallardan tayyorlanadi.
Tashqi ipni kesishda ip uchun tayoqning diametrini aniqlash ham muhim ahamiyatga ega, chunki bu holda metallning bir oz ekstruziyasi va hosil bo'lgan ipning tashqi diametrining diametriga nisbatan ortishi kuzatiladi. tayoq. Ip diametri maxsus jadvallarga muvofiq tanlanadi.
Santexnika amaliyoti hisobotida quyidagi masalalar ochilishi kerak
1 Chilangarlik ishlari
(Amallarni aniqlang va ishlatilgan asboblar ro'yxatini tuzing.)
2 Asosiy chilangar asboblarning xususiyatlari
2.1 Chilingan pichog'i
(Har xil materiallarni kesish burchaklarining keskinligi, po'latdan yasalgan navlari, qattiqligi).
2.2 Fayllar
(Fayl turlarini sanab bering, faylning eskizini, po'lat navini, qattiqligini bering.)
2.3 Musluklar va o'ladi
(Kran va dumaloq qolipning dizaynini tasvirlab bering, eskiz, material, qattiqlik bering.)
Keyingi sahifa >>§ 21. Chilingchi ishlov berish haqida asosiy ma'lumotlar
Metallni qayta ishlash qo'lda chaqiriladi chilangarlik... Çilingir ishlari quyidagilarga bo'linadi Asosiy, yig'ish va ta'mirlash... Asosiy chilangarlik ishi - bu rasmda ko'rsatilgan shakli, o'lchami va sirt holatini tafsilotlarga berish. Yig'ma chilangarlik ishlari mahsulot birliklarini yig'ishda, alohida agregatlardan mashina va moslamalarni yig'ishda bajariladi.
Uskunani ish holatida saqlash uchun chilangarlarni ta'mirlash ishlari olib boriladi; ular mashina va uskunalarning ishdan chiqqan qismlari va agregatlarini tuzatish yoki almashtirishdan iborat. Çilingir ishlari quyidagi asosiy operatsiyalarni o'z ichiga oladi: markalash, kesish, to'g'rilash, burish, to'ldirish, qirqish, lapalash, burg'ulash, tishli qilish va h.k. Bu ishlarning barchasi uchun maxsus asboblar va qurilmalar mavjud.
Belgilash ishlov beriladigan qismga (zarb qilish, quyish va h.k.) keyingi chegaralarni ko'rsatuvchi belgilar (chiziqlar) chizish uchun xizmat qiladi. mexanik ishlov berish... Metall markirovka plitalarida har xil asboblar bilan belgilanadi: o'lchagichlar, yozuvchilar, yozuvchilar, kvadratlar, kompaslar, markaziy qalamlar.
Kabin metall (varaq, tasma, sim va boshqalar) bolg'a yordamida kesma kesgichlar bilan ishlab chiqariladi. Bunday holda, ishlov beriladigan qism plastinkaga o'rnatiladi yoki chilangar joyiga o'rnatiladi.
Kesish rodlar, quvurlar, tasma metall qo'lda arra arra bilan tayyorlanadi. Kattaroq ishlov beriladigan qismlar qudratli arra mashinalarida, kesish mashinalarida, gaz yoki elektr yoyli kesishda kesiladi. Qalinligi 2 mm gacha bo'lgan choyshab materiallarini kesish uchun qo'l va stul qaychi, qalinroqlari uchun - mexanik qo'zg'aysanli qo'lda ishlaydigan qaychi ishlatiladi.
Tahrirlash nosimmetrikliklar, burmalar, choyshab va shtamp materiallarini tuzatish uchun ishlatiladi. Yupqa (qalinligi 1 mm gacha) qalay, alyuminiy, qizil mis, guruch va boshqa yumshoq materiallardan yasalgan plitalar yog'och bolg'a bilan, qalinroqlari esa - po'latdan yasalgan bolg'alar bilan taxtada yoki anvilda. Eğimli vallar va boshqa katta qismlar presslarda to'g'rilanadi.
Bükme yupqa metall plitalar va shtamplar yog'och bolg'aning bir xil zarbalari bilan, qalinroqlari esa bolg'acha bilan yasaladi. Bükme jarayonini tezlashtirish uchun maxsus qurilmalar ishlatiladi.
Arralash - ishlov beriladigan qismlarning sirtini oldingi ishlov berishning nosimmetrikliklarini bartaraf etish va o'lchamlari, shakli va sirt pürüzlülüğünün kerakli aniqligiga erishish uchun fayl bilan ishlov berish.
Qirqish ish sharoitida talab qilinadigan sirt pürüzlülüğünü olish uchun yoki mashina qismlarining bir -biriga bog'langan yuzalariga mahkam o'rnashish uchun ishlatiladi. Qirqish - bu oxirgi operatsiya (rulman qobig'ining, dastgoh va dastgoh yotoqlarining hidoyat yuzalarini qayta ishlashda) va maxsus kesuvchi asbob - qirg'ich yordamida amalga oshiriladi.
Lapping ular yumshoq po'latdan, kulrang quyma temirdan, misdan, qattiq yog'ochdan va boshqa materiallardan yasalgan maxsus aylanalarga qo'llaniladigan qattiq silliqlash kukunlari bilan amalga oshiriladi. Dumaloq shakli ishlov beriladigan sirt shakliga mos kelishi kerak. Davolash qilinadigan sirt ustida silliqlash kukuni bilan o'ralgan holda, juda nozik (0,001-0,002 mm) nosimmetrikliklar qatlami olib tashlanadi, buning natijasida juftlashuvchi qismlarning mahkam bog'lanishi ta'minlanadi.
Burg'ulash qo'l, elektr va pnevmatik matkaplar yordamida matkaplar bilan kichik va sayoz teshiklar. Tezgahlarda katta va chuqur teshiklar ochiladi.
Ipni kesib oling chilangar musluklar bilan ishlaganda va o'ladi. Musluklar ichki iplarni kesish uchun ishlatiladi, va qoliplar - tashqi.
Mashinalarning detallari va agregatlarini yig'ishda bir xil chilangar operatsiyalari qo'llaniladi.
Nazorat savollari
1. Metall va qotishmalarning asosiy xossalarini sanab bering.
2. Kulrang quyma temir nima (tarkibi, xossalari)?
3. Sferik temir nima (tarkibi, xossalari)?
4. Po'lat nima va uning xususiyatlari qanday?
5. Termik va kimyoviy termik ishlov berishning asosiy turlarini va ularning maqsadini ko'rsating.
6. Rangli metallar va ularning qotishmalari haqida asosiy ma'lumotlarni keltiring.
7. Metallni qayta ishlashning asosiy turlari qanday va ularning xarakteristikasi?
8. Sanoatda qanday payvandlash usullari ishlatiladi?
9. Santexnika ishlarida qanday asosiy operatsiyalar qo'llaniladi?
Asboblar
Chiziq U7A asbobli uglerodli po'latdan yasalgan. Keskining kesuvchi qismi xanjar shakliga ega (17 -rasm, s), u ma'lum burchak ostida o'tkirlashadi. Keskining o'tkirlash burchagi ishlov beriladigan materialning qattiqligiga qarab tanlanadi: material qanchalik qattiq bo'lsa, burchak shunchalik katta bo'ladi.

17 -rasm
Kreutzmayzel(17 -rasm, b) tor oluklar va kalitlarni kesish uchun mo'ljallangan. U kesish qismidan torroq qismdan farq qiladi.
Hammerlar ko'pchilik chilangar operatsiyalari (kesish, perchinlash, to'g'rilash, egish, bo'rttirish, yig'ish va h.k.) paytida urish uchun mo'ljallangan.
Hujjat topshirish sanitariya -tesisat ishi deyiladi, bunda material qatlamlari ishlov beriladigan qism yuzasidan fayl yordamida chiqariladi.
Ariza berish orqali ular qismlarga kerakli shakli va o'lchamlarini beradi, yig'ish vaqtida qismlarni bir -biriga moslab qo'yadi va boshqa ishlarni bajaradi. Fayllar tekisliklar, kavisli yuzalar, oluklar, oluklar, har xil shakldagi teshiklar, har xil burchakda joylashgan yuzalar va boshqalarni qayta ishlash uchun ishlatiladi.
Asosiy chilangar operatsiyalari va ularning maqsadi
Chilangarlik operatsiyalari sovuq metallni kesish jarayonlarini bildiradi. Ular qo'lda ham, mexanizatsiyalashgan asbob yordamida ham amalga oshiriladi. Chilangar ishining maqsadi - ishlov beriladigan qismga rasmda ko'rsatilgan shakli, o'lchami va sirtini berishdir. Bajarilgan chilangar ishining sifati chilangarning mahorati va mahoratiga, ishlatiladigan asboblarga va ishlov beriladigan materialga bog'liq.
Çilingir texnologiyasi bir qator operatsiyalarni o'z ichiga oladi, ular: metallarni markalash, kesish, to'g'rilash va burish, metallni arra va qaychi bilan kesish, payvandlash, burg'ulash, burg'ulash va o'rash teshiklari, tishli, perchin, qirib tashlash, lapalash va lapalash, lehimlash va kalaylash. , rulmanni to'ldirish, yopishtirish orqali bog'lash va hk.
Metall qismlarni chilangar usulda ishlab chiqarishda (qayta ishlashda) asosiy operatsiyalar ma'lum tartibda bajariladi, bunda bitta operatsiya boshqasidan oldin amalga oshiriladi.
Birinchidan, ishlov beriladigan qismni ishlab chiqarish yoki tuzatish uchun chilangarlik operatsiyalari bajariladi: kesish, to'g'rilash, burish, buni tayyorgarlik deb atash mumkin. Keyinchalik, ishlov beriladigan qismni asosiy qayta ishlash amalga oshiriladi. Ko'pgina hollarda, bu kesish va to'ldirish operatsiyalari bo'lib, natijada ishlov beriladigan qismdan metallning ortiqcha qatlamlari chiqariladi va u rasmda ko'rsatilganlarga yaqin yoki mos keladigan sirtlarning shakli, o'lchamlari va holatini oladi.
Mashinaning shunday qismlari ham borki, ularni qayta ishlash uchun qirqish, qoqish, qoqish va h.k. operatsiyalari talab qilinadi, bunda ishlab chiqarilayotgan qismdan ingichka metall qatlamlari chiqariladi. Bundan tashqari, qismni ishlab chiqarish jarayonida, agar kerak bo'lsa, uni boshqa qismga ulash mumkin, u bilan birga u qayta ishlanadi. Buning uchun burg'ulash, suv quyish, qoqish, perchinlash, lehimlash va h.k. operatsiyalari bajariladi.
Fayl ishlov beriladigan qism (qism) ishlov berilgan yuzasining nisbatan yuqori aniqligi va past pürüzlülüğünü ta'minlaydigan ko'p qirrali kesish asbobidir. Kesish uchun ruxsatnomalar kichik - 0,5 dan 0,025 mm gacha. Qayta ishlash xatosi 0,2 dan 0,05 mm gacha va ba'zi hollarda - 0,005 mm gacha bo'lishi mumkin. Fayl-bu ma'lum bir profil va uzunlikdagi po'latdan yasalgan po'latdir, uning yuzasida "kesma (kesish) bor. Kesma kesma shaklidagi kesma shaklidagi kichik va o'tkir o'tkir tishlar hosil qiladi. Tishi tishli fayllar uchun" , Konus burchagi odatda 70 °, tormoz burchagi (y) - 16 ° gacha, tozalash burchagi (a) - 32 dan 40 ° gacha. Bir kesimli fayllar butun tirqish uzunligi bo'ylab keng talaşlarni olib tashlaydi. po'latdan, quyma temirdan va boshqa qattiq materiallardan ishlayotganda, ikki burchakli fayllar ishlatiladi, chunki kesma ishlarni osonlashtiradi. ShX15 va 13X xromli po'latdan. Tishlar kesilganidan keyin fayllar issiqlik bilan ishlov beriladi. Fayl tutqichlari odatda yog'ochdan (qayin, chinor, kul va boshqa turlardan) tayyorlanadi. Fayllar maqsadga muvofiq quyidagi guruhlarga bo'linadi: umumiy maqsadli, maxsus mo'ljallangan, igna fayllari, raspalar, mashina fayllar. Umumiy maqsadli fayllar umumiy chilangarlik ishlari uchun ishlatiladi. 1 sm uzunlikdagi chiziqlar soniga ko'ra, fayllar 6 ta raqamga bo'linadi:
No 0 va 1-gachasi (pichoq) fayllari eng katta tishlarga ega va ular 0,5-0,2 mm xato bilan qo'pol (qo'pol) fayllar uchun ishlatiladi.
No 2 va 3-gachasi (shaxsiy) chiviqli fayllar 0,15-0,02 mm xatolikdagi qismlarni nozik to'ldirish uchun ishlatiladi.
Mahsulotlarni oxirgi aniq ishlov berish uchun 4 va 5 -sonli (baxmal) chiziqli fayllar ishlatiladi. Qayta ishlash xatosi - 0,01-0,005 mm.
Fayllarning uzunligi 100 dan 400 mm gacha bo'lishi mumkin. Kesma shakli bo'yicha ular yassi, kvadrat, uchburchak, dumaloq, yarim doira, rombik va arra bo'laklarga bo'linadi.
Kichik qismlarni qayta ishlash uchun kichik o'lchamli fayllar ishlatiladi - ignali fayllar. Ular beshta raqamdan yasalgan bo'lib, 1 sm uzunlikdagi kesmalar soni 20 dan 112 gacha.
Qattiq po'lat va qattiq qotishmalarni qayta ishlash maxsus fayllar yordamida amalga oshiriladi, uning po'lat tayog'iga sun'iy olmos donalari o'rnatiladi.
Metallni topshirishda sharoitlarni yaxshilash va mehnat unumdorligini oshirish mexanizatsiyalashgan (elektr va pnevmatik) fayllar yordamida amalga oshiriladi.
Belgilash. Belgilanadigan ish qismlari yuzasiga chiziqlar (chizmalar) chizish uchun chizish ignalari (yozuvchilar) ishlatiladi. Po'lat o'lchagich yoki kvadratning pastki chetida engil bosim bilan yozuvchi bilan to'g'ri chiziqlar chizish kerak (39 -rasm). Qism tekis yuzaga mustahkam joylashishi kerak.
Guruch. 39. :
a - noto'g'ri; b - to'g'ri
Doira o'lchash kompas bilan belgilanadi. Uning uchlari oyoqlari qulflash vidasi bilan mahkamlangan. Belgilash paytida kompas qimirlamasligi uchun teshikning o'rtasi yadro bilan belgilanadi. Zımba nuqtasi aniq ko'rinib turishi uchun yadro avval burchak ostida ushlab turilishi kerak, uni belgilangan joyga qo'ying, so'ngra bu nuqtadan uchini ko'tarmasdan vertikal holatga o'tkazing va ustiga belgi qo'ying. yadroda bolg'acha zarbasi bo'lgan ish qismi (40 -rasm). Matkapni markazlashtirish uchun teshikni burg'ulashdan oldin zımba kerak.

Guruch. 40.
Yupqa metall plitalarni zımbalama, bolg'a zarbasi bilan mustahkam asosda amalga oshirilishi kerak, shunda plastinka ichkaridan va ichidan o'tib ketmaydi. Belgilash noaniq bo'lishi mumkin, bu mahsulot ishlab chiqarishni rad etishga olib keladi, chunki belgilangan ish qismi va chizmalarda ko'rsatilgan o'lchamlari o'rtasida tafovut mavjud. Sabablari boshqacha bo'lishi mumkin: odamlarning e'tiborsizligi, ishlov beriladigan qismning markirovka paytida noto'g'ri joylashishi, o'lchash asboblarining noto'g'ri bo'lishi. Umuman olganda, aniqlik - sanitariya -tesisat ishlarining har qanday bosqichida - muvaffaqiyat kaliti. Vernik kaliper - tashqi va ichki chiziqli o'lchamlarni o'lchash uchun asbob (41 -rasm), aniqligi 0,05 mm.

Guruch. 41. :
1 - ichki o'lchovlar uchun gubkalar; 2 - harakatlanuvchi ramka; 3 - chuqurlik o'lchagichi; 4 - tashqi o'lchovlar uchun gubkalar; 5 - vernier
U 0,05 mm bo'linish pog'onasi bilan shkala qo'llaniladigan ikkita sobit jag'li tayoqchadan iborat. Ramka, shuningdek, ikkita jag'li novda bo'ylab harakatlanadi va unga mahkam bog'langan novda - chuqurlik o'lchagichi. Verner shkalasi ramkaning chetiga qo'llaniladi. Vernerning nol zarbasi asosiy shkaladagi butun millimetr sonini (41 - 13 -rasmda) ko'rsatadi. Milni o'ndan bir qismi vernierda o'qiladi - bu erda ikkala tarozining zarbalari bir -biriga to'g'ri keladi (41 -rasmda - 0,3 mm). Shakl bilan tuzatilgan. 41 o'lchami 13,3 mm. O'lchov paytida siz o'lchovga to'g'ri burchak ostida qarashingiz kerak.
Qismlarni tuzatish. Ushbu operatsiyaning asosiy qurilmasi - bu vitse. Ular turli xil himoya gubkalar bilan to'ldirilishi kerak (yuqoriga qarang). Qayta ishlash joyi vitse jag'iga iloji boricha yaqin bo'lishi kerak. Vitse o'rnatiladigan balandlik juda muhim - qismlarni qayta ishlashda sizning energiya sarfi bunga bog'liq. Teshiklarning optimal balandligini aniqlash uchun chilangarlar quyidagi usuldan foydalanadilar: o'ng qo'lingizni egib, iyagingizga musht bilan tekkizing, so'ng qo'llaringizni burmagan holda tirsak bilan jag'ning jag'lariga tegishga harakat qiling. Agar buni oyoq barmoqlarida egilmasdan yoki tik turmasdan qilish mumkin bo'lsa, u holda vise kerakli balandlikka o'rnatiladi.
Metallni kesish va kesish. Belgilashni tugatgandan so'ng, ishlov beriladigan qismning "keraksiz" bo'laklarini olib tashlashga o'ting. Bunday qo'pol operatsiya kesish bo'lib, unda ishlov beriladigan qism bo'laklarga bo'linadi yoki keraksiz qismlar pichoq yoki kesma bolg'a va bolg'a yordamida chiqariladi. Bundan tashqari, kesish yordamida nosimmetrikliklar, o'lchov, qismlarning o'tkir qirralari ishlov beriladigan qismlardan chiqariladi, oluklar va oluklar kesiladi. Odatda, bu protsedura vitseda amalga oshiriladi va plastinka plastinkada kesiladi. Kesish paytida to'g'ri pozitsiyani olish juda muhim: tanasi to'g'ri va yarmi vise o'qi tomon burilgan; chap oyoq o'ngdan yarim qadam oldinda; oyoqlar orasidagi burchak taxminan 70 °. Chisel chap qo'lda o'rtada, zarba qismining chetidan 15-20 mm masofada ushlab turilishi kerak. U shunday o'rnatiladiki, uning qirrasi kesish chizig'ida joylashgan va chiviq tayog'ining uzunlamasına o'qi ishlov beriladigan qismga 30-35 ° va uzunlamasına o'qiga 45 ° burchak qiladi. jag'lar (42 -rasm). Bolg'aning kuchi sezilarli bo'lishi kerak. Bolg'a qanchalik og'ir bo'lsa va dastasi qanchalik uzun bo'lsa, zarba shunchalik kuchli bo'ladi.

Guruch. 42. :
a - yon tomondan; b - yuqori ko'rinish
Plitalar va tasmalar gubkalar darajasida kesiladi, ishlov beriladigan qismlarning keng sirtlari bu darajadan yuqori kesiladi (tavakkalchilik nuqtai nazaridan); cho'yan va bronza kabi mo'rt metallar qismning qirralarini yirtib yubormaslik uchun chetidan o'rtasiga kesiladi. Kesishni tugatganda, zarba kuchini kamaytirish kerak. Metall bo'shliqlar va qismlarni kesish uchun arra boshqa asboblarga qaraganda tez -tez ishlatiladi. Pichoqni tanlash ishlov beriladigan metallning qalinligi va qattiqligi bilan belgilanadi. Po'lat va boshqa qattiq metallarni, shuningdek, ingichka devorli quvurlar va profillarni kesish uchun sizga ingichka tishli pichoqlar kerak bo'ladi, mis, guruch, alyuminiy va boshqa yumshoq metallar uchun - katta. Yuqori sifatli pichoqlar uzunligi, kengligi va qalinligi, dyuymdagi tishlari (25,4 mm). Yupqa tishli arra uchun bu ko'rsatkich 28-32, o'rta bilan -18-24, katta -16. Pichoqlar har xil po'lat po'latdan yasalgan: yuqori tezlikli po'latdan (HSS), bimetalik materiallardan, ikkinchisi esa birinchisidan ko'ra elastikroq va shunga mos ravishda kamroq sinadi. An'anaviy arra pichoqlar uzunligi 300 mm. Ular tishli aravachaga o'rnatiladi va tishlari oldinga siljiydi, chunki agar kuchlanish juda kuchli bo'lsa, ish paytida pichoq yorilib ketishi mumkin. Ishlov berishni boshlashdan oldin, ishlov beriladigan qism qoziqqa mahkam o'rnatiladi, shunda kesma jag'ning jag'lariga iloji boricha yaqinroq bo'ladi. Arralashni boshlashdan oldin, ishlov beriladigan qismga uchburchak fayl bilan kesma yasash tavsiya etiladi - bu topshirishni ancha osonlashtiradi. Shundan so'ng, arralash uchun to'g'ri pozitsiyani oling. Qo'llarning armatura ustidagi holati rasmda ko'rsatilgan. 43.

Guruch. 43.
Kesishni tekislikdan boshlash kerak (aravachaning engil qiyaligi bilan), lekin qovurg'adan emas, chunki ikkinchi holatda pichoqning tishlari qulab tushishi mumkin. Temir aravani ish zarbasi bilan (sizdan uzoqlashganda) siljiting, bosim o'tkazing, teskari (harakatsiz) zarba bilan pichoq tiqilib qolmasligi uchun bosimsiz boshqariladi. Eng yuqori kesish tezligi daqiqada 40-50 marta ikki marta arralashda amalga oshiriladi. Uzoq kesmalarda pichoqni 90 ° burish kerak. Barcha holatlarda, tishlarning pichoq uzunligi bo'ylab tekisroq aşınması uchun katta qismini ishlatish kerak. Metall bo'shliqlarni kesish uchun elektr va quvur kesgichlar ham ishlatiladi. Birinchisi bilan ishlashda qo'lqop va ko'zoynak taqish kerak. Mashinani ikki qo'lingiz bilan mahkam ushlang, aks holda kesuvchi disk egilishi mumkin. Siz shuni bilishingiz kerakki, bu kesish usuli qo'pol burmalar hosil qiladi, bu esa keyingi ishlov berish jarayonlarini qiyinlashtiradi.
Quvur kesgichdan foydalanganda, quvur vint bilan mahkamlanadi, unga trubka kesgich qo'yiladi va kesuvchi rolik quvur yuzasiga keltiriladi. Quvur kesgichni quvur atrofida aylantirib, harakatlanuvchi tsilindr asta -sekin bosiladi va shu bilan quvur devori orqali kesiladi. Metall plitalar - galvanizli qalay, mis, alyuminiy qalinligi 0,5 mm gacha - qo'lda ishlaydigan metall qaychi bilan kesiladi. Boshqa kesish asboblari bilan taqqoslaganda, qaychi materialni isrof qilmaydi. Metall qaychi boshqalarga o'xshab kesiladi. Ularning kesish qobiliyati keskinlik sifati va tutqichlarning uzunligi bilan belgilanadi. Qo'lning uzunligi kamida 20, eng yaxshisi - 30 sm bo'lgan qaychi ishlatish qulay. Egri qaychi uchun 20 sm kifoya. Choyshabni kesayotganda, ushlagichni to'rt bilan ushlab, qaychi o'ng qo'lingiz bilan ushlang. barmoqlar va ularni kaftingizga bosish (44 -rasm). Kichkina barmoq yoki ko'rsatkich barmog'i tutqichlar orasiga qo'yiladi, pastki tutqichni kerakli burchakka o'tkazadi.

Guruch. 44. :
a - kichkina barmog'i bilan qaychi ochilmagan holda ushlash; b - ko'rsatkich barmog'i bilan qaychi ochilmagan holda ushlang
Qaychi uzunligining taxminan 2/3 qismini ochishi kerak, chunki katta teshik bilan ular kesilmaydi, lekin varaqni tashqariga itaradi. Choyshab kesilgan qirralarning o'rtasida chap qo'l bilan ushlab turiladi va oziqlanadi, yuqori pichoqni markirovka chizig'i bo'ylab boshqaradi. Barmoqlaringiz bilan tutqichlarni siqish, kesish amalga oshiriladi.
Metall topshirish. Eng ko'p ishlatiladigan pardozlash operatsiyalaridan biri bu kichik metall qatlamlarni fayl bilan olib tashlashdir. Uning yordami bilan ish qismlaridan zang, tarozi olib tashlanadi, qo'pol yuzalar tekislanadi, shuningdek qismlarga kerakli shakl va o'lchamlar beriladi. Ma'lumki, bunday operatsiyani bajarish uchun masterda butun fayllar to'plami bo'lishi kerak. Faylning ishchi yuzasida kesuvchi qirralarni hosil qiluvchi kesma bor. Chiziqlar bitta, ikkita, yoy va nuqta. Kesma profilining shakliga ko'ra, fayllar tekis, kvadrat, uchburchak, yumaloq, yarim doira, rombik, arra va boshqalarga bo'linadi (45-rasm).

Guruch. 45. :
1 - tekis uchli (a - ikki pog'onali; b - bitta chiziqli; v - halqa; d - qisqich; e - tutqich); 2 - tekis burunli burun; 3 - yarim doira; 4 - dumaloq; 5 - uchburchak
U yoki bu shakldagi faylni ishlatish ish qismining profili bilan belgilanadi. Yumshoq metallarni qayta ishlash uchun odatda bitta kesimli (to'rtburchaklar yoki kamarli) fayllar ishlatiladi, chunki ular kesmaning butun uzunligi bo'ylab chiplarni olib tashlaydi. Ikkita (o'zaro faoliyat) kesilgan fayllar kichik chiplarni olib tashlaydi (ko'p sonli kichik kesmalar tufayli) va ular po'lat va boshqa qattiq metallarni quyish uchun ishlatiladi. Faylning ishchi xossalari ikkita bog'liq ko'rsatkichlar bilan tavsiflanadi: kesishma balandligi va kesmalar soni. Chiziq qadami - bu faylning ikkita qo'shni tishlari orasidagi masofa, va chiziqlar soni - bir sm uzunlikdagi kesmalar soni. Chiziqlar soniga ko'ra, fayllar kesilgan (0-1), yarim shaxsiy (2), shaxsiy (3) va baxmal (4-5) soni bilan ajralib turadi. Ikkinchisi qismlarni mayda maydalash, silliqlash va pardozlash uchun ishlatiladi, pichoqlar esa dastlabki, qo'pol ishlov berish uchun ishlatiladi. Katta kesilgan va qo'pol, o'tkir tishlari bo'lgan fayllar rasps, nozik kesilgan kichik fayllar esa faylli fayllar deb ataladi. Fayl berishdan oldin uning qismi vintga o'rnatiladi, shu bilan birga jag'ning sathidan 8-10 mm balandroq bo'lishi kerak. Ish qismini tishlamaslik uchun siz yuqorida tavsiflangan yumshoq himoya gubkalaridan foydalanishingiz mumkin. Ushbu operatsiyani bajarish uchun quyidagi ish joyi tavsiya etiladi: yarim vise tomon burilgan, chap oyoq oldinga va chapga yarim qadamga cho'zilgan, oyoq orasidagi burchak 40-60 ° (46-rasm).

Guruch. 46.
Viskoning optimal balandligi shunday bo'lishi kerakki, u faylni o'ng qo'li bilan jag'ning jag'iga qo'llanganda, bu qo'lning elkasi va bilagi to'g'ri burchak hosil qiladi (46a -rasm). Fayl tutqichning o'ng qo'li bilan ushlab turiladi, shunda tutqichning yumaloq uchi kaftga suyanadi; chap qo'lning kaftini deyarli barmoq o'qining chetidan 2-3 sm masofada fayl o'qi bo'ylab joylashtiriladi (46b-rasm). Kesish faylning bir xil harakati bilan amalga oshirilishi kerak: oldinga - bosim bilan va teskari yo'nalishda - bosimsiz. Faylni qismga ikki qo'li bilan va har xil harakat bosqichlarida bosish kerak: fayl oldinga siljiganida, o'ng qo'l bilan tutqich ustidagi bosimni asta -sekin oshiring, shu bilan birga barmog'ingiz barmog'idagi bosimni kamaytiring. fayl chap tomonda. Taqdimotning optimal tezligi daqiqada 40-60 marta ikki marta (ya'ni oldinga va orqaga) harakatlanishi hisoblanadi. Agar ishlov berilgan sirt tekis bo'lsa, u holda ishlov berishda asosiy vazifa uning tekisligini saqlab turish, ya'ni "tiqilib qolishning" oldini olishdir. Kesiladigan samolyotlarning sifati har xil nazorat -o'lchash asboblari yordamida baholanadi: tekislik - nurga egilgan o'lchagich bilan; to'g'ri burchak ostida ishlov berilgan qo'shni tekisliklarning aniqligi - kvadrat bilan; parallel ishlov berilgan samolyotlar - kaliper bilan (47 -rasm).

Guruch. 47. :
a - egri chiziq bilan; b - kvadrat bilan; v - kaliper bilan
Buruq yuzalarni ishlov berishda o'ziga xos xususiyatlar mavjud. Qavariq yuzalar faylning tebranish harakati yordamida qayta ishlanadi (48a -rasm), bunda u qavariq yuzasi atrofida egilganga o'xshaydi. Konkav sirtlari (yumaloq yoki yarim dumaloq fayllar bilan) ishlov berilib, murakkab harakatlar - oldinga va o'z o'qi atrofida burilish bilan yon tomonga siljiydi (48b -rasm). Nazorat shablonlar yordamida yoki shablon yordamida amalga oshiriladi.

Guruch. 48. :
a - qavariq; b - konkav
Ariza berish paytida metall qirg'ichlar tiqilib qoladi, shuning uchun vaqti -vaqti bilan faylni metall cho'tka bilan tozalash kerak, uni tishlar bo'ylab siljitish kerak. Siz nozik kesilgan faylga bo'r surtishingiz mumkin. Keyin chiplar kamroq tiqilib qoladi.
Burg'ulash. Ushbu operatsiya yordamida matkaplar yordamida metall va boshqa materiallarda har xil diametrdagi chuqur va ko'r teshiklar olinadi. Eng keng tarqalgan burg'ulash asboblari-qo'lda ishlaydigan matkaplar va elektr matkaplar. Biroq, bunday asbob, masalan, urish uchun, aniq teshiklarni burish imkonini bermaydi. Ushbu maqsadlar uchun burg'ulash dastgohi yoki burg'ulash mashinasidan foydalaning. Ishlov beriladigan ishlov beriladigan qism va ishlatiladigan asboblar (stend, burg'ulash, burg'ulash) qattiq mahkamlangan bo'lishi kerak. Bu teshiklarni burg'ulash imkonini beradi teng chuqurlik sirtga perpendikulyar va burg'ulash chuqurligini sozlang. Muhim to'g'ri tanlov burg'ulash aylanish tezligi. Katta teshiklar va qattiq metallar past tezlikda burg'ulashadi. Metalllarni burg'ulash uchun odatda yuqori tezlikli po'latdan yasalgan, konusli o'tkirlashli spiral (vintli) matkaplar ishlatiladi. Ularning pichoqlari ma'lum burchak ostida yo'naltiruvchi nuqtaga qarab yivli oluklar shaklida yasalgan (49 -rasm). Bu burchakka (y) va tepalikdagi (b) burchakka ko'ra, quyidagi turdagi matkaplar ajratiladi (6 -jadval).

Guruch. 49. :
H - qattiq materiallar uchun (tosh); N - oddiy materiallar uchun (alyuminiy, mis)
6 -jadval
Yuqori tezlikli po'latdan yasalgan burg'ulashlardan tashqari, ayniqsa, aşınmaya bardoshli kesuvchi qirrani tashkil etuvchi qattiq materiallarni burg'ilash uchun karbidli (g'olib) uchli burg'ulashlar ishlatiladi. Metallni qo'lda burg'ilashda, birinchi navbatda, bo'lajak tuynukning o'rtasi ishlov beriladigan qismga markaziy zımba bilan belgilanadi va metallga kirganda matkap uchi sakrab chiqmaydi. Matkapni mahkamlagandan so'ng, uning uchi teshikning mo'ljallangan markaziga keltiriladi, shunda burg'ulash o'qi kelajakdagi teshik o'qiga to'g'ri keladi (aniqki, bu qismni boshqa yo'l bilan mahkamlash kerak) ). Burg'ilash burg'ulashdan qochib, qattiq bosilmasdan, silliq va silkinmasdan, past aylanishlarda boshlanishi kerak. Bosim asta -sekin ko'tariladi (agar matkap to'g'ri yo'nalishda ketsa) va teshik oxirigacha buriladi. Isitish matkapini sovutish uchun emulsiya, soqol yog'i yoki sovunli suvdan foydalaning. Agar bu suyuqliklar bo'lmasa, matkapni sovutish uchun tez -tez va uzoq pauza qilish kerak. Shunday qilib, xususan, kulrang quyma temir va rux burg'ulashadi. Metall plitalarni burg'ulash choyshab ostiga qo'yilgan yog'och tayanchda amalga oshirilishi kerak.
Agar teshik ochilsa, burg'ulash ishlov beriladigan qismdan chiqib ketganda, bosim asta -sekin bo'shatiladi va aylanishlar soni (iloji bo'lsa) ham kamayadi. Agar matkap yopishib qolsa, uni teskari burish va teshikdan chiqarib olish kerak, keyin tiqilish sababini bartaraf etish kerak. Chuqur teshiklarni burg'ilashda matkapni vaqti -vaqti bilan olib tashlash va chiplardan tozalash kerak. Diametri 6 mm dan oshadigan teshiklarni ikki bosqichda burg'ilash yaxshidir: birinchi navbatda, diametri 4 mm bo'lgan uchuvchi teshikni burg'ulash joyida sayoz chuqurlikda burg'ulash, so'ngra kerakli matkapni "ishga tushirish". diametri Ish paytida matkaplar zerikarli bo'lib qoladi va o'tkirlash talab etiladi. Burma matkaplar silliqlash dastgohining abraziv toshida o'tkirlashadi (50 -rasm). Tabiiyki, bu ma'lum mahorat talab qiladi. Burg'ulash dastani aylanadigan silliqlash toshiga ozgina bosiladi, u ozgina yuqoriga (burilish yo'nalishiga qarshi), asta -sekin o'z o'qi bo'ylab buriladi. O'tkir burchak maxsus shablon yordamida tekshiriladi.

Guruch. 50. :
1 - saqlash; 2 - o'tkirlash; 3 - tekshirish
Fig. 50 shuningdek, matkaplarni qanday saqlash kerakligini ko'rsatadi - teshiklari bo'lgan yog'och yoki plastmassa blokda: ular teshikli qutida ham saqlanishi mumkin.
Qarama -qarshi. Teshiklarni burg'ilashda ularning o'tkir qirralarida burmalar paydo bo'ladi, ularni kichikroq diametrli matkap yoki maxsus konusli dastgoh yordamida olib tashlash mumkin (51a -rasm). Hisoblagich-bu ilgari burg'ulash qilingan teshiklarni sifatini va aniqligini yaxshilash uchun ishlov berish uchun ishlatiladigan ko'p qirrali kesuvchi asbob. Xususan, konusli hisoblagich, shuningdek, vintlardek va perchinlarning dastgoh boshlari uchun konusli chuqurchalarni olish uchun ishlatiladi. Oxirgi silindrli hisoblagich (51b -rasm) vintlar, murvat va yong'oqlarning mos keladigan boshlari uchun silindrli chuqurchalar hosil qiladi. Chiqib ketish ishi elektr burg'ulashning eng past aylanish tezligida minimal harakat bilan bajarilishi kerak.
Guruch. 51. :
a - konusning; b - silindrsimon
Ipni kesish. Yuqorida tavsiflangan burg'ulash va teskari burg'ulash operatsiyalari ichki burilishdan oldin amalga oshiriladi. Ip - bu ichki yoki tashqi silindrsimon yuzadagi doimiy kesmaning spiral yividir: birinchi holda, ip ichki, ikkinchisida - tashqi deb ataladi. Ip yasash jarayonini tasvirlashdan oldin biz uning asosiy turlarini qisqacha ta'riflaymiz. Spiral yo'nalishi bo'yicha ip o'ng va chap qo'llarga bo'linadi. Ip profili - bu uning ipining silindr o'qi orqali o'tadigan tekislikdagi qismi. Ipning asosiy parametrlari rasmda ko'rsatilgan. 52. Profilning shakli quyidagicha: uchburchak (52 -rasmda ko'rsatilgan), to'rtburchaklar, trapetsiyali, turg'un (profili teng bo'lmagan trapezoid shaklida) va yumaloq.

Guruch. 52. :
1 - tashqi diametri; 2 - ichki diametri; 3 - ip uzunligi; 4 - ip balandligi
Metrik iplarda uchburchak profilning burchagi 60 °, ipning parametrlari millimetrda ifodalanadi. Masalan, M20x1.5 belgisi quyidagicha "tarjima qilinadi": M - metrik ip, 20 - tashqi diametri mm, 1,5 - qadam mm. Boshqa ipli tizimlar mavjud - dyuym va quvur. Ammo tikuvga qaytish. Keling, ichkaridan boshlaylik. U dumi tugmachaga mahkamlangan musluk bilan kesiladi. Teshiklar uchun, musluk harakatini teshik devorlari bo'ylab yo'naltiradigan, dastlabki 4-5 ipning kirish (pastki) qismi bo'lgan kran ishlatiladi. Ko'r tuynuklar uchun, qisqaroqroq kirish qismiga ega kranlar kerak bo'ladi (2-3 ip), shuning uchun samarali (kesuvchi) ip maydoni deyarli teshik tubiga etib boradi. Qo'lda ishlov berish uchun musluklar odatda 2-3 ta asbobni o'z ichiga olgan to'plamlarda ishlab chiqariladi: qo'pol ishlov berish, yarim ishlov berish va pardozlash. Birinchisi va ikkinchisi oldindan kesilgan, uchinchisiga oxirgi hajmi va shakli berilgan. Bu bosqichli ip kesish kuchini sezilarli darajada kamaytiradi. Musluklar dumidagi chuqurchalar soni bilan ajralib turadi: qo'pol kran bitta xavfga ega, yarim ishlov beriladigan kran ikkita, tugatish kranida uchta yoki yo'q. Er -xotin to'plamga qo'pol ishlov berish va tugatish kranlari kiradi.
Ichki ip uchun teshik ochadigan matkap diametrini va tashqi diametri uchun novda diametrini to'g'ri tanlash muhim ahamiyatga ega. Matkapning diametri tashqi ipning diametridan bir oz kichikroq bo'lishi kerak. Quyidagi jadvalda metrik iplarning umumiy o'lchamlari uchun burg'ulash va novda diametrlari ko'rsatilgan.
7 -jadval
| Ip diametri, mm | Matkap diametri, mm | Quvur diametri, mm | ||
| qattiq metallar | yumshoq metallar | qattiq metallar | yumshoq metallar | |
| M4 | 3,3 | 3,3 | 3,9 | 3,9 |
| M5 | 4,1 | 4,2 | 4,9 | 4,8 |
| M6 | 4,9 | 5,0 | 5,9 | 5,8 |
| M8 | 6,6 | 6,7 | 7,9 | 7,8 |
| M10 | 8,3 | 8,4 | 9,9 | 9,8 |
| M12 | 10,0 | 10,1 | 11,9 | 11,8 |
Ichki payvandlash quyidagicha amalga oshiriladi. Burg'ilash teshigi bo'lgan ish qismi (qismi) teshikning o'qi qat'iy vertikal bo'lishi uchun joyiga o'rnatiladi. Dag'al musluğun kirish qismini teshikka joylashtiring va uning kvadrat bo'ylab o'rnatilishini tekshiring. Teshik yuzasi va kranning kesuvchi qismi kesuvchi suyuqlik bilan yog'lanishi kerak (mashina yog'i - po'lat uchun, kerosin - quyma temir uchun). Kranning dumiga tugma o'rnatilgan. Chap qo'l bilan tugma musluğa bosiladi va o'ng qo'li bilan metallga bir necha burilish kesmaguncha buriladi. Shundan so'ng, krankni ikkala qo'lingiz bilan oling va bu rejimda sekin aylana boshlang: soat yo'nalishi bo'yicha 1-1,5 burilish, soat sohasi farqli o'laroq 0,5 burilish (53-rasm).

Guruch. 53.
Chipslarni sindirish uchun teskari aylanish kerak. Tishlash tugagandan so'ng, yarim ishlov beriladigan musluklar qo'pol musluk bilan joylashtiriladi, so'ngra tugatish kranlari qo'yiladi va ularning har biri bilan qo'pol musluk kabi bir xil manipulyatsiyalar amalga oshiriladi. Har doim, kvadrat yordamida, ish qismining yuzasiga nisbatan musluğun o'qi holatini nazorat qilish kerak. Tashqi iplarni kesish uchun qolip ushlagichli qoliplar ishlatiladi. Xuddi shu vosita boltlar, vintlar va qoziqlar ustidagi vaqt iplarini yangilash uchun ishlatiladi. Qolipning kesuvchi ipi bir yoki ikki tomondan kirish (boshlang'ich) qismiga ega. Birinchi holda, qolip qarama -qarshi tomondan (qabul qilish qismisiz) qolip ushlagichining to'xtash joyiga ulashgan bo'lishi kerak. Ipning notekis joylashishiga yo'l qo'ymaslik uchun novda novdaning uchidan chiqariladi (vertikal ravishda vintga mahkamlagandan so'ng). Keyin qolip o'z o'qiga perpendikulyar bo'lgan tayoqning uchiga o'rnatiladi va qolip ushlagichini o'ng qo'li bilan ozgina bosib, chapga buriladi (54 -rasm).

Guruch. 54.
Bunga birinchi iplar kesilgandan keyin erishiladi. Shundan so'ng, bosim endi kerak emas, faqat qolipni sekin aylantirish kerak. Chiqib ketish jarayonini bir vaqtning o'zida bir necha tomchi mashina yog'i yoki tayoqchaga kesuvchi suyuqlikni tomizish va o'lish orqali iplarning tozaligini oshirish orqali osonlashtirish mumkin. Tashqi payvandlash qolip tayoqning kerakli uzunligidan o'tguncha davom etadi. Shundan so'ng, qolip tayoqdan o'raladi, chiplar va yog'lardan tozalanadi va kesilgan ip mos yozuvlar gaykasi bilan tekshiriladi. Yonoqlarni tozalash musluğun o'tkir qirralarini kesmaslik uchun qo'l bilan emas, cho'tka bilan amalga oshirilishi kerak.
Metallni burish. Bu metallni bosim bilan hosil qilish usuli bo'lib, unda ishlov beriladigan qismning bir qismi boshqasiga nisbatan oldindan belgilangan burchak ostida egiladi. Bükme, ishlov beriladigan qismga chizma uchun zarur bo'lgan egri shaklni berish uchun ishlatiladi. Qo'lda bükme bolg'a va turli xil asboblar bilan jihozlangan. Bu holda qo'llanilishi kerak bo'lgan kuch va bükme paytida bajariladigan ishlar ketma-ketligi ishlov beriladigan qismning materialiga, shakli va kesimiga bog'liq. Bunday holda, ishlov beriladigan qismning o'lchamlarini to'g'ri aniqlash muhim ahamiyatga ega. Ular barcha burilishlarning radiuslarini hisobga olgan holda chizilgan rasmga muvofiq aniqlanadi. Eng oson yo'li-ingichka (0,3-1 mm) plastinka bükme. Qismni aniq burish uchun u ikki tomondan, egilish chizig'igacha, yog'och panjaralar (mandrellar) bilan qisiladi (55 -rasm).

Guruch. 55. :
a - noto'g'ri; b - to'g'ri
Bu holda bitta mandrel etarli emas, chunki faqat bitta mandrel bilan o'ralgan ish qismi chekka egilganda yon tomonga tortiladi. Agar ishlov beriladigan qism ikki tomondan qisilgan bo'lsa, yaxshi egilish sifati olinadi. Ramkalar qattiq yog'ochdan yasalgan bo'lishi kerak. Bükme uchun, bolg'acha (yog'och bolg'a) yoki kauchuk qopqoqli temir bolg'adan foydalaning. Ish qismi mandrellar bilan bir qatorda qisqich bilan mahkamlanadi va asta -sekin butun qirrasi bo'ylab egilib, bolg'a bilan engil zarbalar beradi. Ish qismining biron bir qismini zudlik bilan to'liq burish tavsiya etilmaydi, aks holda metall deformatsiyalanadi va qirrasi to'lqinli bo'ladi. Yog'och ramkalarning qalinligi kamida 25-30 mm bo'lishi kerak. Metall varaqning radius bo'ylab egilishi biroz boshqacha tarzda amalga oshiriladi. Bu qattiq yog'och shablon yordamida amalga oshiriladi (56 -rasm).

Guruch. 56.
Yumshoq, cho'ziladigan metallarni egganda shablonning shakli ishlab chiqariladigan qismning shakliga to'liq mos kelishi kerak. Elastik metallarni burish paytida uning radiusi talab qilinganidan bir oz kamroq bo'lishi kerak, chunki bu holda varaq kamonli bo'ladi. Qo'lni samaraliroq ishlatish uchun, elastik metallarni egganda, varaq ikkita mandrel orasiga o'ralgan bo'lib, ulardan biri shablon, ikkinchisidan esa, uzunroq tomondan bolg'a bilan ehtiyotkorlik bilan uriladi. kerakli shakl. Qattiqlikka erishish uchun ishlov beriladigan qismlarning biriktirilishi uzunlamasına qulf deb ataladi - tikuv yoki tikuv. Chegirma tom yopish ishlarini bajarishda, shamollatish tizimlarini ulashda, chelaklar, tanklar va boshqa qalay mahsulotlarini tayyorlashda qo'llaniladi. Eng oddiy bukilgan tikuv bitta yotadigan tikuv deb ataladi. Uni olish uchun, ishlov beriladigan qismning chetida burma chiziq belgilanadi, so'ngra bu chiziq bo'ylab 90 ° ga egiladi. Ushbu operatsiyaga flanj deyiladi. Qatlamning qalinligiga qarab buklangan qirralarning balandligi 3-12 mm bo'lishi mumkin. Flanjdan so'ng, ishlov beriladigan qism aylantiriladi va uning qirrasi yana 90 ° ga egiladi. Xuddi shu operatsiyalar ikkinchi ishlov beriladigan qism yoki ikkinchi qo'shilgan chekka bilan bajariladi (57 -rasm).

Guruch. 57.
Ikki varaqning katlangan qirralari (burmalari) bir -biriga bog'langan. Choyshabni bir xil darajada ushlab turish uchun burma buziladi (siqilgan, 58 -rasmda nuqta chiziq bo'ylab). Buning uchun ishlov beriladigan qism mustahkam poydevorga qo'yiladi, mahkamlanadi va bolg'a va qattiq yog'ochdan yasalgan dastavval, birinchi navbatda, varaq burma bo'ylab uriladi, so'ngra katlamning o'zi (59 -rasm).

Guruch. 58.

Guruch. 59.
Vaqti -vaqti bilan varaqning chetini mustahkamlash kerak bo'ladi, ya'ni. unga qo'shimcha qattiqlik bering. Ushbu operatsiya quyidagi rasmda ko'rsatilgan tarzda amalga oshiriladi. 60.

Guruch. 60.
1 - varaqning chekkasi belgilanadi: buklangan qismning kengligi simning ikki diametriga va varaqning qalinligidan ikki baravar ko'p; 2 - qirrasi 90 ° burchak ostida egilgan; 3 - qirrasi metall qistirmaga o'ralgan; 4 - varaqning chekkasi nihoyat yog'och ramkaga o'ralgan
Sovuq bükme (ya'ni, isitishsiz), shuningdek, etarlicha qalin qalinlikdagi po'lat chiziqlar uchun ham ishlatilishi mumkin, masalan, 40x45 mm kesimli. Bunday tasma bolg'aning birinchi zarbalarida uzun ishlov beriladigan qismning zarbasini oldini olish uchun, iloji bo'lsa, dastavval qo'l bilan egiladi. Shundan so'ng, ishlov beriladigan qismning bo'sh uchini bir qo'li bilan tortib, bolg'a bilan burilishga urishadi. Shablonlar ko'pincha metall chiziqlar va novdalarni egganda ishlatiladi. Kichkina bükme radiusi bo'lgan qismlarni ishlab chiqarishda shablon sifatida qalin simni (60 -rasmga qarang) yoki mos diametrli trubadan foydalaning. Bunday holda, ishlov beriladigan qismning bir uchi odatda mahkamlanadi.
Metallni issiq burish. Qo'llaniladigan qora va rangli metallarning ko'pchiligi, masalan, konstruktiv yumshoq po'lat, mis, alyuminiy va ularning qotishmalari va boshqalar sovuq egilgan bo'lishi mumkin. Ammo ba'zi metallar - yuqori sifatli po'latlar, duralumin - har doim ham shu tarzda egiluvchan emas. Qayta ishlangan metall qizdirilsa, bu mumkin bo'ladi. Masalan, po'latni egib olish uchun (zarba yuklamasdan) qizil olovgacha qizdiriladi. Agar po'latdan yasalgan buyumlar zarb qilish yo'li bilan olingan bo'lsa, uni oq issiqlikda qayta ishlash yaxshidir, chunki qizil va sariq issiqlik bilan igna bolg'a zarbasi ostida yo'q qilinadi. Rangli metallar va qotishmalar bir necha bosqichda egiladi, ular oralig'ida metall temperlanadi. Ta'til - bu metallarni issiqlik bilan ishlov berishning bir turi, qotib qolgan qismi nisbatan past haroratgacha qizdiriladi, so'ngra asta -sekin ochiq havoda yoki suvda sovitiladi. Qattiqlashganda qizdirilgan qismning harorati qizdirish jarayonida har xil rangdagi oksidli plyonkalarning hosil bo'lishi natijasida olingan xira ranglar bilan baholanadi: ochiq sariq (somon) - 220 ° S, to'q sariq - 240 ° S, jigarrang -sariq - 255 ° S, jigarrang -qizil - 265 ° S, binafsha -qizil - 275 ° S, binafsha - 285 ° S, makkajo'xori ko'k - 295 ° S, ochiq ko'k - 315 ° S, kulrang - 330 ° S. 8 -jadvalda ba'zi asboblar va po'latdan yasalgan buyumlar uchun tavsiya etilgan temperaturali harorat ko'rsatilgan.
8 -jadval
| Asboblar (tafsilotlar) | Tavsiya etilgan temperatura harorati, ° C |
| Kalibrlar, shablonlar va boshqa o'lchash asboblari | 150-180 |
| Kesish vositasi uglerodli po'latdir: kesgichlar, matkaplar, musluklar | 180-200 |
| Hammerlar, qoliplar, musluklar, qoliplar, kichik matkaplar | 200-225 |
| Zımbalar, matkaplar, qoliplar, musluklar, yumshoq po'lat va quyma temir uchun matkaplar, ulamolar, kesuvchilar | 225-250 |
| Matkaplar, mis va alyuminiy uchun kranlar, kesaklar, zımbalar, zarb asboblari | 250-280 |
| Kesaklar, yog'ochga ishlov berish asboblari | 280-300 |
| Buloqlar | 300-330 |
| Buloqlar, soxtalashtiruvchi qoliplar | 400-500 |
| Og'ir yuk ostida ishlaydigan qismlar va asboblar | 500-650 |
Uyda kichik o'lchamdagi ish qismlari gazli mash'ala yoki shamchiroq bilan isitiladi. Minimal radiusli 90 ° C burchak ostida "issiq" bükme paytida, metall burilish paytida deformatsiyalanadi. Bu kiruvchi ta'sir, ayniqsa, qalinroq ish qismlarini egganda seziladi. Katta qalinlikdagi igna kesimini saqlab qolishi uchun, metall egilishdan oldin tekislanadi, buning natijasida egilish joyi qalinlashadi, bu esa keyingi egilish paytida uning deformatsiyasini qoplaydi. Kıvırma paytida, burilishdagi metall oq issiqlik holatiga keltiriladi va ishlov beriladigan qismning ikkala uchi sovutiladi, shunda faqat burilishning o'zi qizil-issiq bo'lib qoladi. Shundan so'ng, ishlov beriladigan qism uchidan xafa bo'ladi, buning natijasida metall issiq joyda qalinlashadi.

Guruch. 61. :
a - nozik ish qismi; b - qalin ishlov beriladigan qism; c - anvil shoxi bo'ylab radius bo'ylab egilish; g - xuddi shunday, mandrelga mahkamlangan
Fig. 61 -rasmda metallni issiq holatda egish bo'yicha ba'zi operatsiyalar ko'rsatilgan: a - ingichka bo'shliqlarni egish - vitse jag'lari tepasida yoki yonida; b - katta qalinlikdagi ishlov beriladigan qismlar - viskaning jag'lari bo'ylab, agar jag'ning kengligi etarli bo'lmasa, ishlov beriladigan qism anvil yoki po'lat mandrel bo'ylab egilgan; v - ishlov beriladigan qismlarni dumaloq shoxli shox yoki tegishli shaklidagi po'lat mandrel bo'ylab egish; d - vintga mahkamlangan mandrel bo'ylab egilish, ishlov beriladigan qismning erkin uchi dastani ta'siri tufayli egilishni osonlashtiradi. Metallni qayta ishlashni osonlashtirish uchun ular tez -tez maxsus termik operatsiyaga tortiladi - tavlanish; natijada metallning qattiqligi pasayadi. Tugatish metall buyumni (qismni, ishlov beriladigan qismni) ma'lum bir haroratgacha qizdirishdan iborat bo'lib, uni butun harorat davomida qizib ketguncha shu haroratda ushlab turish va keyin, qoida tariqasida, asta -sekin xona haroratigacha sovitishdan iborat. Tozalash ham qora, ham rangli metallarga qo'llaniladi. Natijada, material kamroq qattiq bo'ladi, oson burishadi. 9 -jadvalda ba'zi po'latlarni issiqlik bilan ishlov berish uchun tavsiya etilgan harorat va sovutish moddalari keltirilgan.
9 -jadval
| po'lat navi | Tavsiya etilgan harorat, ° C | Sovutish vositasi | |||
| söndürme paytida | ta'tilda | tavlanish paytida | söndürme paytida | ta'tilda | |
| Chelik 30 | 880 | 180 | 845 | suv | suv, yog ' |
| Chelik 45 | 860 | 80 | 820 | -//- | -//- |
| Chelik 55 | 825 | 200 | 780 | -//- | -//- |
| U7, U7A | 800 | 170 | 780 | -//- | -//- |
| U8, U8A | 800 | 170 | 770 | -//- | -//- |
| U10, U10A | 790 | 180 | 770 | -//- | -//- |
| U11, U11A | 780 | 180 | 750 | -//- | |
Belgilash.
Ish joyi chilangar.
Mavzu. Tikuvchilik ishining asoslari.
(o'z-o'zini o'rganish)
Savollar:
1. Chilangar ishi - bu materiallarni qo'lda qayta ishlash, qismlarni o'rnatish, turli mexanizm va mashinalarni yig'ish va ta'mirlash.
Ish joyi Ishchi yoki ishchilar jamoasi ishlab chiqarish topshirig'ini bajarish uchun foydalanadigan barcha asbob -uskunalar, asboblar va materiallar bilan jihozlangan ishlab chiqarish maydonining bir qismini bildiradi.
Ish joyi jihozlarni oqilona joylashtirish va ish paytida chilangarning erkin harakatlanishi uchun zarur maydonni egallashi kerak. Ishchi stol va tokchalardan chilangargacha bo'lgan masofa shunday bo'lishi kerakki, u asosan qo'llarining harakatidan foydalana oladi va iloji bo'lsa tanani burish va bukishdan saqlaydi. Ish joyida yaxshi individual yorug'lik bo'lishi kerak.
Ishchi dastgohi(48 -rasm) - ish joyining asosiy uskunasi. Bu mustahkam metall yoki yog'och stol, uning qopqog'i (stol usti) qalinligi 50 ... 60 mm bo'lgan qattiq taxtalardan yasalgan va temir bilan qoplangan. Eng qulay va keng tarqalgan-bu bitta o'rindiqli ish stollari, chunki ko'p o'rindiqli ish stollarida bir vaqtning o'zida bir nechta odam ishlasa, aniqlik sifati pasayadi.
Guruch. 48 Yagona chilangar dastgoh:
1 - ramka; 2 - stol usti; 3 - vitse; 4 - himoya ekran; 5 - chizmalar uchun planshet; 6 - chiroq; 7 - asboblar tokchasi; 8 - ishlaydigan asboblar uchun planshet; 9 - qutilar; 10 - javonlar; 11 - o'rindiq
Vazifani bajarish uchun zarur bo'lgan asboblar dastgohga joylashtiriladi. Chizmalar planshetga, o'lchash asboblari esa javonlarga joylashtirilgan.
Ish stolining tepasida asboblar va hujjatlar saqlanadigan bo'laklarga bo'lingan tortmalar mavjud.
Ish qismlarini dastgohga mahkamlash uchun vitse o'rnatilgan. Ishning xususiyatiga qarab parallel, stul va qo'lda yomonliklar ishlatiladi. Eng keng tarqalgan parallel va aylanmaydigan yomonliklar bo'lib, ular ajrashganda jag'lari parallel qoladi. Viskoning aylanadigan qismi taglikka markaziy bolt bilan ulanadi, uning atrofida istalgan burchakda aylantirilishi va dastani yordamida kerakli holatga o'rnatilishi mumkin. Vitse xizmat qilish muddatini oshirish uchun jag'ning ishchi qismlariga po'latdan yasalgan jag'lar biriktiriladi. Kreslo o'rinbosari kamdan -kam hollarda qo'llaniladi, faqat zarba yuklanishi bilan bog'liq ishlar uchun (kesish, perchinlash va h.k.). Kichik qismlarni qayta ishlashda qo'lda vise ishlatiladi.
Ish balandligi uchun vitse balandligini tanlash va asbobni dastgohga oqilona joylashtirish ko'nikmalarni yaxshiroq shakllantirishga, mehnat unumdorligini oshirishga va charchoqni kamaytirishga yordam beradi.
Vise o'rnatish balandligini tanlayotganda, tirsakda egilgan chap qo'l, tekislangan barmoqlarning uchlari iyakka tegib turishi uchun, jag'ning jag'iga qo'yiladi. Asboblar va asboblar shunday joylashtirilganki, ularni mos qo'l bilan olish qulay bo'ladi: ular o'ng qo'li bilan - o'ngda, chapda - chapda.
Yog'ochni kesish paytida uchib ketadigan metall bo'laklarini to'xtatish uchun ishchi stolga metall to'r yoki bardoshli pleksiglasdan yasalgan himoya ekran o'rnatilgan.
Ish qismlari, tayyor qismlar va armatura ular uchun ajratilgan maydonga o'rnatilgan tokchalarga joylashtiriladi.
2. Belgilash - ishlov beriladigan qismning konturlari va joylarini belgilaydigan (chizilgan rasmga muvofiq) ishlov beriladigan qismga chiziqlar (belgilar) chizish operatsiyasi. Belgilash individual va kichik ishlab chiqarish uchun ishlatiladi.
Belgilash kulrang temirdan quyilgan, qarigan va aniq ishlov berilgan markirovka plitalarida amalga oshiriladi.
Samolyotni markirovka qilish uchun chiziqlar (tavakkalchilar) yozuvchi bilan, fazoviy - remesh qisqichiga yozilgan yozuvchi bilan qo'llaniladi. Yozuvchilar U10 va U12 po'latdan yasalgan po'latdan yasalgan, ularning ishchi uchlari qattiqlashadi va keskin o'tkirlashadi.
Kerner oldindan belgilangan chiziqlarga tushkunliklarni (yadrolarni) chizish uchun mo'ljallangan. U7, U7A, U8 va U8A po'latdan yasalgan po'latdan yasalgan.
Kompas markirovkasi aylanalarni chizish, burchaklarni ajratish va ishlov beriladigan qismga chiziqli o'lchamlarni qo'llash uchun xizmat qiladi.
3. Chilangar operatsiyalarining asosiy turlari.
Kabin- temirchi ishi, uning davomida ortiqcha metall qatlamlari ishlov beriladigan qismdan kesuvchi va zarbli asbob yordamida chiqariladi, oluklar va oluklar kesiladi yoki ishlov beriladigan qism qismlarga bo'linadi. Kesish asbobi - kesma, kesma -kesuvchi, bolg'a - zarbli asbob.
Chiziq metallni kesib oling va burmalarni kesib oling. Uning ishlaydigan o'rta va ajoyib qismi bor. Keskining ishchi qismi xanjar shaklida bo'lib, u ishlov beriladigan metallning qattiqligidan kelib chiqib, kesuvchi qismi o'tkirlashadi. Kesish paytida kesma o'rta qismdan ushlab turiladi, zarba qismi (boshi) yuqoriga siljiydi va zarbani markazlashtirish uchun yumaloqlanadi.
Kreutzmayzel oluklar va tor oluklar kesiladi va profil yivlarini kesish uchun maxsus kesgichlar ishlatiladi - "oluklar", ular qirralarning shakli bilan farq qiladi.
Keskalar, kesgichlar va yiv ochish asboblari U7, U7A, U8 va U8A po'latdan yasalgan. Ularning ishchi va zarba qismlari qotib, bo'shatiladi.
Çilingir bolg'alari kvadrat yoki dumaloq zarba beruvchi qismga ega - hujumchi. Dumaloq takoz shakliga ega bolg'aning uchiga qarama -qarshi uchi barmoq deyiladi. U perchinlash, tekislash va hokazolarda ishlatiladi.
Hammerlar 50, 50X, U7 va U8 po'latdan yasalgan po'latdan yasalgan. Bolg'aning ishchi qismlari (otish pimi va barmog'i) qotib, qo'yib yuboriladi.
Kesish Metall va boshqa materiallarni qismlarga ajratish operatsiyasi. Ishlov beriladigan qismlarning shakli va hajmiga qarab kesish qo'lda ishlanadigan arra, qo'l yoki dastakli qaychi bilan amalga oshiriladi.
Qo'l arra u po'latdan yasalgan bir bo'lakli yoki toymasin ramkadan va arra pichog'idan iborat bo'lib, ular boshning uyalariga o'rnatiladi va pim bilan mahkamlanadi. Statsionar boshning dastasiga tutqich biriktirilgan. Vintli va qanotli somunli harakatlanuvchi bosh temir arra pichog'ini taranglashtirishga xizmat qiladi. Temir aravachaning kesuvchi qismi - U10A, 9XC, P9, P18 po'latdan yasalgan va qotib qolgan temir arra pichog'i (qovurg'alaridan birida tishlari bo'lgan ingichka va ingichka plastinka). Uzunligi 250-300 mm bo'lgan arra pichoqlarini ishlating. Pichoqning tishlari pichoqning qalinligidan bir oz kattaroq bo'lishi uchun ajratilgan (orqaga burilgan).
Metallni to'g'rilash- materiallar, ishlov beriladigan qismlar va ehtiyot qismlaridagi nosimmetrikliklar, chuqurchalar, egrilik, burmalar, to'lqinlar va boshqa nuqsonlar bartaraf etiladigan operatsiya. Ko'p hollarda tahrir qilish - bu tayyorgarlik operatsiyasi. Tuzatishning maqsadi to'g'rilashdir, lekin qotib qolgan qismlarda nuqsonlar tuzatiladi.
Bükme qismlarni ishlab chiqarishda blankalarga ma'lum shakl berish uchun keng qo'llaniladi. Qo'l bilan to'g'rilash va egish uchun to'g'rilash plitalari, to'g'rilovchi boshlar, anvillar, illatlar, mandrellar, balyozlar, metall va yog'och bolg'alar (bolg'acha) va maxsus asboblar ishlatiladi.
Perchin- perchinlar bilan ikki yoki undan ortiq qismlarni birlashtirish ishini chilangar. Perchinli bo'g'inlar bir bo'lak bo'lib, ular har xil metall konstruktsiyalarni ishlab chiqarishda ishlatiladi.
Perchinlar - oldindan o'rnatilgan boshli metall silindrsimon tayoqlar. Ular uglerodli po'latdan, 09G2 va Kh18N9T qotishma po'latdan, rangli metallardan va MZ, L62, AD1 va D18P qotishmalaridan tayyorlanadi. Perchinlarning bir nechta turlari ishlatiladi: yarim dumaloq yuqori yoki past boshli, tekis boshli, tayanchli va yarim tayanchli, portlovchi, ikki kamerali. Eng ko'p ishlatiladigan perchinlar yarim dumaloq va tayanchli boshlardir. Perchin paytida ikkinchi (yopuvchi) perchin boshi ekiladi.
Perchinlash sovuq yoki issiq holatda (agar perchin diametri 10 mm dan katta bo'lsa) amalga oshiriladi. Issiq perchinlashning afzalligi shundaki, tayoq birlashtiriladigan qismlarning teshiklarini yaxshiroq to'ldiradi va soviganida perchin ularni yaxshiroq birlashtiradi. Issiq holatda perchinlashda perchin diametri teshikdan 0,5 ... 1 mm, sovuq holatda esa 0,1 mm ga kam bo'lishi kerak.
Qo'lda perchin bolg'a bilan amalga oshiriladi, uning massasi perchin diametriga qarab tanlanadi, masalan, diametri 3 ... 3,5 mm bo'lgan perchinlar uchun og'irligi 200 g bolg'a kerak.
Hujjat topshirish- chilangarlik ishi, bunda qismlar yuzasidan metall qatlam kesilib, kerakli shakl, o'lcham va sirt pürüzlülüğü olinadi.
Fayllar po'latdan yasalgan (po'latdan yasalgan U13, U13A; ShX13 va 13X) po'latdan yasalgan bo'lib, ular ishchi yuzalarida tishlari kesilgan, har xil profilli qotishmalardir. Kesimdagi xanjar shaklidagi fayl tishlari ishlov beriladigan qismdan talaş (talaş) shaklida metall qatlamlarini kesib tashlaydi.
Fayllar bitta va ikkita (xochli) chuqurchalar bilan yasalgan. Maqsadiga ko'ra fayllar guruhlarga bo'linadi: umumiy maqsadli, maxsus maqsadli, ignali, raspsli, mashinali fayllar. 1 sm uzunlikdagi chiziqlar soniga qarab, fayllar quyidagi raqamlarga bo'linadi: 0 va 1 - bordo, 2 va 3 - shaxsiy, 4 va 5 - baxmal. Kiyinish fayllari qo'pol topshirish uchun ishlatiladi, 0,3 mm dan oshiq metall qatlamini olib tashlash zarur bo'lganda, ularni qayta ishlash aniqligi past bo'ladi. Hujjatlarni 0,02 va 0,05 mm aniqlikda tugatish uchun shaxsiy fayllar ishlatiladi, ular olib tashlagan metall qatlamining qalinligi 0,02 va 0,06 mm dan oshmaydi. Velvet fayllari 0,01 ... 0,005 mm aniqlikdagi qismlarni oxirgi ishlov berish uchun mo'ljallangan, ular olib tashlagan metall qatlamining qalinligi 0,01 ... 0,03 mm.
Individual (nuqta) tishlar shaklida kesilgan fayllarga rasps deyiladi. Ular yopishqoq va yumshoq materiallarni (babbitt, yog'och va boshqalar) quyish uchun ishlatiladi.
Igna fayllari kichik sirtlarni qayta ishlash va pardozlash ishlarida ishlatiladi. Fayllar 100, 125, 150, 200, 250, 300, 350 va 400 mm uzunliklarda ishlab chiqariladi. Kesma shaklida fayllar sakkiz turdagi tekisdan yasalgan
(o'tkir va dumaloq), kvadrat, dumaloq, yarim doira, uchburchak, rombik va arra.
Teshiklarni olish va qayta ishlash jarayonida matkaplar ishlatiladi, hisoblagichlar, hisoblagichlar va raymerlar.
Metallga ishlov berishda, ba'zi hollarda, teshiklar qo'lda burg'ulash va ishlov berish orqali amalga oshiriladi. Bunday holda, asbob qo'lda, elektr va pnevmatik matkaplar, shuningdek, kalamush yordamida aylanadi. Qo'lda suv quyish va o'rnatish bilan asbob kalitga o'rnatiladi va aylanadi va ishlov beriladigan qism (shuningdek, burg'ilash paytida) vitse yoki boshqa qurilmalarga mahkamlanadi. Shuni esda tutish kerakki, nosoz uskunalar va armaturalarda to'mtoq yoki noto'g'ri o'tkirlangan asbob bilan ishlash asbobning ishdan chiqishiga va uning qismlarining nuqsonli bo'lishiga olib keladi.
Tishli ulanish- mashina qismlarini mahkamlashning ishonchli turi. Bu oson yig'ish, sozlash va demontaj qilish imkonini beradi.
Tashqi yoki ichki silindrsimon yuzasida kesilgan spiral yiv mos ravishda tashqi yoki ichki ipni hosil qiladi. Tishli profil silindrning o'qi orqali o'tadigan tekislik orqali uning burilish qismi deb ataladi. Ip (lasan) profilning to'liq burilishidan hosil bo'lgan ip qismi deb ataladi. Profil burchagi iplar profil profilining yon tomonlari orasidagi burchak deb ataladi. Profil depressiyasi- truba lateral tomonlarini bog'laydigan qism. Ip balandligi- qo'shma burilishlarning bir xil nomidagi ikkita nuqta orasidagi masofa, o'q o'qiga parallel o'lchanadi.
Ip profil silindrsimon uchburchak, konus uchburchak, to'rtburchaklar, trapezoidal, turg'un va yumaloq.
Mashinasozlikda uchburchak ipli uchta tizim keng tarqalgan: metrik, dyuym va quvur. Metrik ip profil burchagi 60 ° ga ega, qadam va diametr bilan tavsiflanadi, metrik o'lchovlar tizimida ifodalanadi - millimetr. Inch ip profil burchagi 55 °, tashqi diametri dyuym bilan o'lchanadi (1 "25,4 mm ga teng), qadam 1 dyuymli iplar soni bilan tavsiflanadi, u kamdan -kam ishlatiladi. Quvur iplari dyuymli tishli profilga ega va 1 dyuymli iplar soni bilan tavsiflanadi, quvurlarni ulash uchun ishlatiladi.
Tishli asboblar - bu musluklar va o'ladi. Ular U10A, U11A, U12A, 9XC va P18 po'latlaridan yasalgan.
Teshiklarni payvandlash uchun ishchi qismining har xil diametrli (qo'pol, o'rta va oxirgi) ikki yoki uchta kranlari ishlatiladi. Kranni farqlash uchun uning tanglayiga dumaloq xavflar qo'llaniladi. Tugatish krani uchta dumaloq belgiga ega va ingichka iplar uchun xizmat qiladi, chunki u kesuvchi qismning to'liq profiliga ega.
Tashqi iplarni kesish uchun bir necha turdagi qoliplar ishlatiladi: yumaloq, kvadrat, olti burchakli va toymasin prizmatik.
Ip uchun teshik olish uchun matkapning diametri jadvallardan yoki (etarli aniqlik bilan) uning diametrini ipning diametridan chiqarib aniqlanadi. Tayoqning diametri kesiladigan ipning tashqi diametriga teng bo'lishi kerak, lekin odatda yaxshi ip sifatini olish uchun 0,3 ... 0,4 mm ga kamroq olinadi.
Yog 'sifatida emulsiya, kerosin ishlatiladi, mashina yog'i.
Shabreniye Metallning ingichka qatlamlarini qism yuzasidan kesuvchi asbob bilan tozalash operatsiyasi deyiladi - qirg'ich. Bu mahkam joylashishini ta'minlash uchun aniq yuzalarni (dastgohlar uchun yo'riqnomalar, boshqaruv plitalari, tekis rulmanlar va boshqalar) oxirgi ishlov berishdir. Scraper U10 va U12A po'latdan yasalgan, ularning kesish uchlari HRS 64 ... 66 qattiqlikka chidamay qotib qolgan.
Qirg'ichlar quyidagilarga bo'linadi: dizayni bo'yicha (qattiq va plaginli plitalar bilan); kesish uchlari soni bo'yicha (bir tomonlama va ikki tomonlama); kesish qismining shakli bo'yicha (tekis, uch, tetraedral va shaklli).
Samolyotlarni qirqish uchun tekis yoki kavisli qirrali tekis qirg'ich ishlatiladi, uning kesish qismi qo'pol ishlov berish uchun 70 ... 75 ° burchakda, tugatish uchun esa - 90 ° o'tkirlashadi. Ichki silindrsimon yuzalar uchburchak qirg'ich bilan ishlov beriladi.
Plitalar, tekis va burchakli o'lchagichlar, rulolar qirqish uchun tekshirish vositasi sifatida ishlatiladi.
Tayyorlash va qirqish jarayoni quyidagi ketma -ketlikda amalga oshiriladi. Qismning sirtlari tozalanadi va artiladi. Yupqa bo'yoq qatlami (uglerod qora, sir va mashina yog'i bilan aralashtirilgan boshqalar) sirt plastinkasiga surtiladi va ishlov beriladigan yuzasi bo'lakni plastinkaga ehtiyotkorlik bilan joylashtiring. Keyin qism plastinkada dumaloq harakatda harakatlanadi va ehtiyotkorlik bilan chiqariladi. Qayta ishlangan yuzada eng ko'p chiqadigan joylar zaif rangda. Qirqish jarayonida metall asta -sekin bo'yalgan joylardan qirib tashlanadi, qirg'ich har safar turli yo'nalishlarda engil bosim bilan oldinga siljiydi, shunda zarbalar 90 ° burchak ostida kesishadi. Qattiq qirqish bilan asbobning ish zarbasi 10 ... 15 mm, tugatish bilan esa - 4 ... 5 mm.
Samolyotlarni qirib tashlashning to'g'riligini tekshirish uchun ularga 25x25 mm o'lchamdagi ramka bir necha joylarda surtiladi va ramka bilan chegaralangan maydondagi dog'lar soni hisoblanadi. Qirqish quyidagi miqdordagi dog 'bilan tugaydi: qo'pol - 8 ... 10, yarim pardozlash - 12, pardozlash - 15, aniq - 20, mayda - 25. Bundan tashqari, sirt nozik va bir xil zarbaga ega bo'lishi kerak. chuqur qirg'ich izlari. Buruq yuzalarni qirib tashlashning to'g'riligi shablon - panjara bilan tekshiriladi.
Tugatish va tugatish- lapping yordamida juda nozik taneli abraziv materiallar bilan sirtni tozalash operatsiyalari.
Bu operatsiyalar yordamida ular nafaqat kerakli shaklga, balki eng yuqori aniqlikka (5 ... 6 -sinf), shuningdek, sirtning eng kichik pürüzlülüğüne (0,05 mikrongacha) erishadilar.
Qoplama aralashmasini tayyorlash uchun mayda maydalangan abraziv materiallar ishlatiladi: elektrokordund, kremniy karbid, bor karbid, sintetik olmos, xrom oksidi va boshqalar. Birlashtiruvchi suyuqlik sifatida mashina yog'i, kerosin, stearin va neft jeli ishlatiladi.
Qo'llash paytida GOI pastalari keng qo'llaniladi, ular tarkibida abraziv va biriktiruvchi, sirt faol moddalar, shuningdek olmos pastalari mavjud.
Qoplama materiali yopishtirilgan materialning yuzasidan yumshoqroq bo'lishi kerak. Odatda kulrang quyma temir, bronza, mis va yog'ochdan tayyorlanadi. Dumaloqning shakli va o'lchamlari juda aniq bo'lishi kerak, chunki ular ishlov beriladigan sirtni kuzatadilar.
Samolyotlarni urish uchun lapalash plitalari ishlatiladi, ular bo'ylab qismlar dumaloq harakatlarda engil bosim bilan tekis siljiydi. Plitalar ustiga urish orqali yuqori ishlov berish aniqligi olinadi.
Ichki konusli yuzalar konusning yopishtiruvchi tiqinlari bilan, tashqi tomoni esa - konusli teshikli maxsus lapada.
Yopishtirish yuzasi mat yoki oynali bo'lguncha amalga oshiriladi. Sifat bo'yoq bilan tekshiriladi, uni butun yuzasiga bir tekis surtish kerak.
O'rnatish va o'rnatish ishlari- bu mashinalarni yig'ish va ta'mirlash vaqtida bajariladigan montaj va demontaj ishlari. Ishqalanish mashinalari ikkita asosiy turga bo'linganda bajariladigan qismlarning har xil ulanishlari: harakatlanuvchi va sobit. O'rnatish va montaj ishlarini bajarishda turli xil asbob va asboblar ishlatiladi: kalitlar (oddiy, uchi, toymasin va boshqalar), tornavidalar, driftslar, tortgichlar, presslash va presslash qurilmalari.
 Mashinasozlik ishining texnik me'yorlari umumiy qoidalar Mashina ishini me'yorlarga muvofiq hisoblash
Mashinasozlik ishining texnik me'yorlari umumiy qoidalar Mashina ishini me'yorlarga muvofiq hisoblash Yassilash testi usuli
Yassilash testi usuli Quvurlarni ultratovush tekshiruvi
Quvurlarni ultratovush tekshiruvi Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari
Qismlar va konstruktsiyalar materiallarining kuchlanish-kuchlanish holatining xususiyatlarini aniqlash usuli Stress-kuchlanish holatini o'lchash asboblari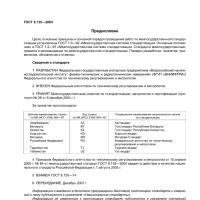 Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash
Indikatorli eritmalar tayyorlash pH metri uchun buferli eritmalar tayyorlash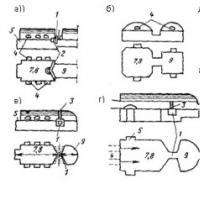 Shisha va sitall texnologiyasining fizik -kimyoviy asoslari
Shisha va sitall texnologiyasining fizik -kimyoviy asoslari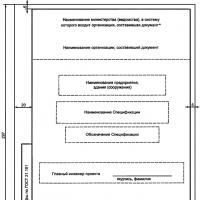 GOST uskunalari tavsifi
GOST uskunalari tavsifi