CNC függőleges marás. Függőleges marógépek fémekhez. Függőleges marógépek modelljei és specifikációi
Főbb jellemzők, amely bármilyen függőlegesen marógép, az orsó függőleges tájolása. Ezenkívül egyes modern modellekben szükség esetén eltolódhat a tengely mentén vagy megváltoztathatja a dőlésszöget. Az ilyen funkciók jelentősen bővítik a berendezés funkcionalitását.
Egy másik fontos különbség a vízszintes marógépekhez képest a tüske kialakítása. Ebben az esetben egy peremről van szó, mindkét oldalán Morse kúpokkal (az egyiken egy szármaró van beépítve a tüskébe). A legtöbb függőleges marógép lehetővé teszi a tárcsás marógépekkel való munkát. Ebben a helyzetben általában egy tüskét használnak, hasonlóan a vízszintes helyzetű modelleknél használthoz, de sokkal rövidebb.
Egyébként a függőleges marógép rendelkezik az összes fő funkcionális elemmel és alkatrészsel
- ebbe az osztályba tartozó berendezések:
- alaplemez;
- ágy;
- konzol;
- orsó;
- szánkó;
- törzs;
- takarmánydoboz;
- erőmű.
Fontos megjegyezni, hogy a függőleges marógépek egyes modelljei konzol nélküli kialakításúak, ami a leginkább alkalmas nagy és/vagy nehéz munkadarabok megmunkálására. Ebben az esetben a csúszda és a munkaasztal a kereten lévő vezetők mentén mozog. Az ilyen eszközök ára általában magasabb, mint a konzol típusú analógoké.
Funkcionalitás
A modern függőleges marógépek lehetővé teszik színesfémekből, ötvözetekből, acélból vagy öntöttvasból készült munkadarabok különféle marását. Az ilyen berendezések legtöbb modellje különféle típusú forgácsolószerszámok használatára alkalmas, ami nemcsak marást, hanem felületi vágást, fúrást, süllyesztést és furatok fúrását is lehetővé teszi.
Napjainkban nagyon jellemző a bonyolult konfigurációjú alkatrészek felhasználása a gépészet különböző ágaiban - bélyegek, formák, fogaskerekek, fénymásolók és sok más formázó felületei. Az ilyen összetett alakú termékek gyártásának fő módjai a következők: öntés, sajtolás és vágás. De csak mechanikai helyreállítás a marás lehetővé teszi a megadotthoz közeli felületi paraméterek elérését, ami jelentősen csökkenti a befejezéshez szükséges időt.
Gyakran a függőleges marógép az optimális, sőt az egyetlen lehetséges berendezés az összetett konfigurációjú lapos termékek feldolgozásához. Ez különösen igaz a többségi átalakulás jelenlegi körülményei között mérnöki vállalkozások kisüzemi gyártáshoz.
Ebből a szempontból gazdaságilag is a legindokoltabb az a technológiai eljárás, amelyben a függőleges marógép a fő egység az összetett profilrészek gyártásához. Ezzel elkerülhetők a felesleges energiaköltségek és termelési kapacitás. Korunkban általánosságban elmondható, hogy minden ipari termelés univerzálissá válása irányába mutat.
Az összetett konfigurációjú felületek megmunkálásának tipikus technológiai folyamata a következő műveletekből áll: kivágás, marás és simítás. Ez utóbbit általában manuálisan hajtják végre, ami rendkívül munkaigényessé teszi. Így magas színvonalú felületi tisztaság, amely lehetővé teszi a függőleges marógép elérését, nagyban megkönnyíti a befejező műveletet és javítja a termék minőségét. Így ez az egység minimálisra csökkenti az anyagköltségeket, ami rendkívül fontos a piacgazdaságban.

A függőleges marógépet különféle, elsősorban fémmegmunkálási műveletek végzésére tervezték, vég-, hengeres-, idom-, szög- és egyéb többvágó szerszámmal (maróval). Az ilyen gépeken különféle síkok, bármilyen szakaszú hornyok, fogaskerekek, szerszámmodellek, keretek, sarkok és egyéb színesfémekből és ezek ötvözeteiből, különböző minőségű acélból és öntöttvasból készült alkatrészek kerülnek feldolgozásra.

A függőleges marógépet egy függőlegesen elhelyezett orsó jelenléte jellemzi, amely sok modellben képes a saját tengelye mentén mozogni és vízszintes síkban forogni, ami nagymértékben kibővíti az egység technológiai lehetőségeit. Az orsófej az ágy felső részében található, melyben a sebességváltó is helyet kapott. A gép fő munkamozgása az orsó forgása.
A függőleges marógép fő szerkezeti egységei a következők: sebességváltó, ágy, csúszó, konzol, orsó és osztófejek. Ez utóbbi rendkívül fontos elem, hiszen ő forgatja el a munkadarabot a megmunkáláshoz szükséges szögben. Ezenkívül az osztófej biztosítja a munkadarab folyamatos forgását spirális hornyok marásakor.
Manapság a CNC függőleges marógépet egyre inkább használják az iparban. Az ilyen modern berendezések megkülönböztető jellemzője, hogy minden típusú betáplálást mágnesszalagra rögzített jelek vezérelnek. A speciális tekercsek tekercseiben keletkező jelek a vontatómotorokon keresztül a gép előtolócsavarjaihoz jutnak. Ez az ellenőrzés biztosítja az ékszer feldolgozás pontosságát.
fb.ru
Függőleges marógép alkalmazása fémhez
A függőleges marógép a fúrógéppel együtt a két leggyakrabban használt gép az iparágban.
Illetve a gyártásban: ahol fém-, fafeldolgozásra van szükség, ott a gép mindig kisegít.
Általában ennek a gépnek a hatóköre az öntés, sajtolás és vágás területéhez hasonló.
A marásnak köszönhetően megkapjuk a kívánt éleket és formákat, amelyek felgyorsítják az egyes részletek általános finomítását.

Emellett a gép használata gazdaságilag is indokolt. Természetesen maga a gép a műhelyben könnyen 1-2 millió rubelbe kerülhet, de ugyanakkor naponta több tucat alkatrész is elvégezhető rajta (és ha az egység CNC-vel van felszerelve, akkor még több), amelyek együtt jelentős bevételt hoznak.
A fémmarást külön munkának csak feltételesen tekintjük, mert a gép nem viszi oda az alkatrészt fogyasztói megjelenés. Először a betakarítás következik, majd csak a marás, végül a befejező művelet.
A legdrágább a finomhangolás, hiszen itt nagyrészt az ember tapasztalata és ügyes kezei döntenek, ennek eredményeként több időt töltenek el.
De a gép használata az első két műveletben lehetővé teszi a gyártási ciklus általános lerövidítését, vagy több időt biztosít a fém finomhangolására, ami kiváló minőségű alkatrészt biztosít.
Ha CNC-vel felszerelt függőleges marógépet használ, akkor a munkadarab pontossága és minősége könnyen felülmúlja magának az edzett mester munkájának eredményét: a milliméter töredékeiig terjedő ultra-pontosság, bármilyen bonyolult munkával párosulva lehetővé teszi a munkadarab egy darabjából a kívánt specifikációnak megfelelően alkatrészeket készíthet.
A függőleges marógép készüléke
A fémmarás, a fúrással ellentétben, erőt igényel a mozgás oldalsó szegmensében.
Mivel a meghajtók erősek, és a szerszám (vágó) keményötvözetből készült.
A CNC-vel vagy anélküli marógép a következő egységekből és mechanizmusokból áll:
- ágy - a teljes gép tartószerkezete;
- orsó - az ágy tetejére szerelve, függőleges vetületben forog;
- orsó tengelye - a munkadarab felületéhez képest derékszögben forog;
- asztal a munkadarab tartására, amelyen a csúszda mentén mozoghat;
- szán - szükséges az alkatrész mozgatásához a konzolon;
- konzol - egy tartógerenda, amely az egyik végén a keretre van rögzítve, megtámasztja és mozgatja az asztalt a résszel a csúszda mentén;
- adagolódoboz - megváltoztatja az előtolási sebességet és annak irányát.
Külön el kell mondani, hogy a konzol nem kötelező része a gépnek. Emiatt ma kétféle fémmarógép létezik - konzol nélküli és konzolos. Ezenkívül a gép felszerelhető CNC-vel.
A fém konzolos gépe egy orsóval van felszerelve, amely más gépeknél a tengely mentén elmozdítható és a vízszintes síkban elforgatható.

Egy másik fontos különbség a függőleges és a vízszintes minta között a perem Morse-kúpja (a nemzetközi nómenklatúra szerint ISO-40), amely csak egy vágót tartalmaz.
A tárcsás vágó felszereléséhez egy tüskét helyeznek el (a tüskék néha cserélhetők - vízszintes gépről függőlegesre helyezik őket, és fordítva). A jelenleg használt gépek többsége egyébként konzolos.
Konzol nélküli gépek fémmegmunkáláshoz függőleges, vízszintes felületek, szögben, hornyok kialakítására.
A fém konzol nélküli gépei nincsenek felszerelve konzollal, és az asztal a vezetők mentén mozog magán az ágyon, amely az alapon áll.
Egy konzolos CNC gép jobban kiegyensúlyozott, mint egy konzol nélküli, ami azonban nem lényeges, ha beszélgetünk ipari gépről 200 kg-tól.
Nagyobb merevségről és megmunkálási pontosságról számolhat be. Ebben az orsófej egyidejűleg vágósebesség-dobozként működik, és függőlegesen mozog a vezetők mentén.
Az orsó és a hüvely a tengely mentén mozgatható a kívánt méretű maró pontos beállításához. Egy fúrógép (CNC-vel vagy anélkül) egyébként a marógép funkcióit is ellátja.
Fordítva is felszerelhet egy fúrórudat, süllyesztőt, dörzsárt egy marógépre, és unalmas lesz. A munkadarabot mindenféle markolattal, négyzetekkel, satukkal és prizmákkal rögzítik a gépre.
De ha tömeggyártásról beszélünk, akkor azonnal rögzítenie kell több nyersdarabot, és egy tételben kell feldolgoznia.
Ehhez gyűjtsön össze speciális "előtetőket" egy folyamatos bilincssor formájában, amely lehetővé teszi több munkadarab egyidejű feldolgozását.
Nagy segítséget jelent az osztófej, amely a kívánt szögbe fordítja az alkatrészt. Az osztófejben van egy orsó és egy forgódob.
Az orsó fogaskereke a csigahoz van kötve. A fogantyú továbbítja a nyomatékot az orsónak, egy fordulat alatt az orsó csak 1 fogat fordít a kerékben lévő összes fogból.
Az orsón egy menet található a póráz rögzítéséhez. Az orsóhoz egy limbo is csatlakozik, amely részekre osztja az alkatrészeket.
A limbo pozicionáláshoz egy összecsukható szektor van biztosítva, amelynek lábai bizonyos számú lyuk alá vannak helyezve.
Malom: fajták és rendeltetés
A fémmaró gép fő munkateste egy tartós acélból készült maró.
A vágó fogai tartós acél hegesztőlapok formájában készülnek.
Vannak összetett marók, amelyekben a lemezeket a testbe helyezik, és nem hegesztik:
- Végvágó. A penge 3 részből áll: fő-, átmeneti- és segédlapátokból. A vágófog szögben helyezkedik el, ami a főpenge és az előtolótengely síkra való vetületéből alakul ki. A segédlapát szöge mindössze 10 fok. Minél kisebb, annál jobb a kész sík simasága. Az adapterlapát szöge fele a fő penge szögének. A vágó önthető vagy összeszerelhető, bedugható vagy hegesztett késekkel. 90 fokos szögben a munkadarab felületéhez kell helyezni. Ellentétben a hengeressel, amelyben a teljes vágóél felelős a maró formájáért, a végvágó csak az él tetejével profilál. Minden marási munkát a külső élek végzik. Az él alakja körként vagy ívelt vonalként jelenik meg. Minél kisebb a vágóeszköz mérete, annál jobban ellenáll a rezgéseknek. A hengeres marással ellentétben a végmarás termelékenyebb - a felületre gyakorolt nyomás szöge független a ráhagyástól, de csak a marás szélességétől függ;
- Tárcsás vágó. A hornyok és aknák előkészítéséhez lemezre van szükség. A henger felületén fogakkal van felszerelve, és kis hornyokon dolgozik. Munka közben a vágó vastagsága a külső oldalon nagyobb, mint az agyé. A vastagságnál 0,05 mm hiba megengedett. A fogak köszörülésekor a vágóvastagság csökken, de az érték nagyon kicsi. A két- és háromoldalú marók fogai a teljes hengeres felületen és mindkét végén helyezkednek el. Az oldalsó élek nem vesznek részt jelentősen a vágásban. Gyakrabban lejtős vagy többirányú fogakkal rendelkező marókat helyeznek a gépekre. Ebben az esetben a hengeren lévő összes fog működik;
- Szögvágó. Szögletes élek és ferde rések faragására van felszerelve. Az egyszögű vágónál az élek a homlokfelületen és a kúpos végén, a kétszögű vágónál a szomszédos felületeken helyezkednek el. A forgácshornyok kialakításához leginkább egy sarokvágóra van szükség. A kétszögű stabilabban működik, mint az egyszögű a szomszédos fogfelületek munkája során a tengely mentén fellépő erő szimmetriája miatt;
- Végvágó. Mély horony, kontúr menti mélyedések, bármilyen párkány kiásásához szükséges. Szárakkal rögzítve. A bemélyedés teljes munkáját a hengeres felületen lévő elülső vágóélek végzik, míg a segédélek csak a horony alját tisztítják. Ferde vagy spirális fogakkal felszerelt;
- Kulcsvágó. Ez egyben a vége is, amely fúrószerűen működik, belefúródik a munkadarab anyagába, majd a horony mentén mozog. A tengely mentén történő adagoláskor a vágás a végélek mentén halad;
- T-nyíláshoz. Törékeny vágó különböző szögekbe irányított fogakkal. A nehéz forgácseltávolítás miatt (a fog 2-szer halad át a vágó 1 fordulatán), a fogakon lévő letörések gyakran mindkét végén 30 fokos szögben elfordulnak;
- Alakvágó. Csak formázott felületekkel működik, lehetnek hátulsó vagy hegyes fogak. Ez utóbbiak simább felületet eredményeznek, stabilabbak, mint a hátas vágókés. Mind ezeket, mind más típusú marókat csak tömeggyártásban használják.
Általánosságban elmondható, hogy minden függőleges marógép kezelése intuitív, a CNC modellek kivételével - szűk profilú, programozni tudó szakemberre van szükség.
Tegyük fel, hogy van előtted egy gép. Az előtted lévő asztalon munkadarab-bilincsek lesznek. Helyezze el a munkadarabot, mondja ki a sebességfokozatot, és lassan engedje le a marót, majd húzza végig a vonalat - ez az egész nehézség.
A CNC-vel felszerelt egység működésének megértéséhez még egy kicsit több ismeretre van szükség.
De mégis, ahhoz, hogy mester legyen, több mint száz órát kell a gépnél töltenie.
rezhemmetall.ru
Függőleges marógép - alapok és alapelvek
A függőleges marógép egy nagyon népszerű technika, amelyet a mérnöki iparban alkalmaztak. A berendezés fő jellemzője, hogy lehetővé teszi összetett profilrészek gyártását, mint például bélyegek, fénymásolók stb.

A függőleges marógépekhez rendelt összes funkció felosztható fúrásra, marásra és kifúrásra. Az ilyen berendezéseken végzett feladat pontossága meglehetősen magas. Ugyanakkor a berendezés megfelelő teljesítménye sem kétséges. A függőleges típusú gépeket általában nagy hajtási teljesítmény jellemzi, amely keményfém szerszámokkal kombinálva nagyon produktív tandemet hoz létre.
Között tervezési jellemzők Az ilyen egységeknél a szakértők megjegyzik az úgynevezett osztófej jelenlétét, amely a munkadarab kívánt szögben történő elforgatására szolgál. Ezenkívül a munkadarab forgása megkönnyíti a csavarvonalas hornyolást, ami szintén nagyon fontos a termelékenység növelése szempontjából.

A függőleges marógépet fémszerkezetek megmunkálására tervezték különféle marókkal és fúrókkal. A technikával bármilyen sík, különféle spirál, forma megmunkálható. Ugyanakkor az ilyen gépeket általában színes és vasfémekből, valamint ötvözetekből készült alkatrészek feldolgozására tervezték, ami többfunkciós, széles profilú berendezéssé teszi őket.
Függőleges gép megkülönbözteti az úgynevezett konzol hiányát. Az asztal az alapozóágy speciális vezetői mentén mozog, ami garantálja a berendezés maximális merevségét. Természetesen ez a munkadarab-feldolgozás pontosságában is megmutatkozik az alternatív marógépekkel összehasonlítva. A nagy méretű és tömegű részletekkel ez a technika is problémamentesen megbirkózik.
Függőleges marógép kialakításánál az orsófej hajtóműként működik, ami kiegészítő tulajdonságnak tekinthető. A fej függőleges irányban mozog az állványsínek mentén. Az orsó a karmantyúval a tengely mentén is mozgatható.
Az a mester, aki ilyen felszerelést szeretne beszerezni, kétségtelenül elégedett lesz azzal a ténnyel, hogy funkcionalitása további alkatrészekkel bővíthető, például függőleges vagy univerzális fejjel, kerek osztóasztallal, fésűs vágóeszközökkel és egyéb lehetőségekkel. Így egy ilyen egység megvásárlásával szükség esetén bővíthető az általa végzett feladatok listája.

Műszaki adatok
Annak érdekében, hogy világosan megértsük, milyen követelményeknek felel meg egy adott gép, fontos, hogy fogalmunk legyen a fő paramétereiről. A mai napig az ilyen berendezések kínálata valóban hatalmas. A cégek különféle méretű és teljesítményű berendezéseket gyártanak. A piac magában foglalja mind a háztartási használatra összpontosító asztali egységeket, mind a professzionális marógépeket, amelyek zord környezetben is működhetnek. munkakörülmények.
A mesternek, aki az ideális egységet választja ki magának, olyan kulcsfontosságú jellemzőkre kell összpontosítania, mint:
- A teljesítmény talán a fő paraméter, amely nemcsak a berendezés teljesítményéről, hanem felhasználási köréről is képet ad.
- A munkaterület jellemzői. Ez magában foglalja az asztal méreteit, az orsótól való távolságot, az orsó mozgását és egyéb paramétereket.
- Az orsó fordulatszáma olyan jellemző, amely egyértelműen mutatja az alkatrész megmunkálásának sebességét és meghatározza a berendezés változatát.
A mai napig az univerzális függőleges marógépek 3 fő típusa létezik, a vezérlés típusától függően. A kézi gépek a „legősibb”, de a kis műhelyek nélkülözhetetlen egységei. Berendezés automatikus vezérléssel vagy numerikus vezérléssel program menedzsment- ezek már összetettebb tervek, amelyekhez megfelelő képzettségi szint szükséges eredményes munka rajtuk. Ez különösen igaz a CNC gépekre.

Tekintsünk néhány népszerű modellt, hogy megértsük, milyen technológiai lehetőségek állnak rendelkezésre ma a mester számára.
prostostanok.ru
Függőleges marógép: leírás, jellemzők, terjedelem.
Jelenleg a gépészet széles körben alkalmaz összetett profilfelületeket tartalmazó alkatrészeket: bélyegek, formák, fénymásolók és sok más felületek formázását.
 Az ilyen felületű alkatrészek beszerzésének fő módszerei közé tartozik az öntés, sajtolás, vágás. Azonban csak a megmunkálás, különösen a marás teszi lehetővé a megadotthoz közeli felületi paraméterek elérését, és csökkenti a későbbi simítás idejét. Nagyon gyakran ez a módszer az egyetlen lehetséges módszer, ez jelenleg különösen fontos, mivel a legtöbb mérnöki vállalkozás átállt a tömeg- vagy kisüzemi termelésre. Az alkatrészek marással történő beszerzése ennél a gyártási típusnál a gazdaságilag leginkább indokolt.
Az ilyen felületű alkatrészek beszerzésének fő módszerei közé tartozik az öntés, sajtolás, vágás. Azonban csak a megmunkálás, különösen a marás teszi lehetővé a megadotthoz közeli felületi paraméterek elérését, és csökkenti a későbbi simítás idejét. Nagyon gyakran ez a módszer az egyetlen lehetséges módszer, ez jelenleg különösen fontos, mivel a legtöbb mérnöki vállalkozás átállt a tömeg- vagy kisüzemi termelésre. Az alkatrészek marással történő beszerzése ennél a gyártási típusnál a gazdaságilag leginkább indokolt.
Az összetett profilú felületek megmunkálásának tipikus technológiai folyamata a következő műveleteket foglalja magában: kivágás, marás, simítás. Ez utóbbit manuálisan hajtják végre, míg a művelet összetettségét a felület marás utáni kimeneti paraméterei határozzák meg. Ezért a marási szakaszban a magas érdesség osztály biztosításával csökkenthető a simítás ideje, amely a legmunkaigényesebb rész. technológiai folyamat. Függőleges marógép.
Különféle marási műveletek elvégzésére tervezték hengeres, szögletes, homlok-, alakos és egyéb marókkal. A gépek vízszintes és függőleges síkok, hornyok, keretek, sarkok, fogaskerekek, bélyegek modelljei, öntőformái és egyéb acélból, öntöttvasból, színesfémekből, ezek ötvözeteiből és műanyagokból készült alkatrészek megmunkálására szolgálnak.
A hajtások ereje és a gépek nagy merevsége lehetővé teszi a keményfém szerszámok használatát. Az 1 keretben egy 2 sebességváltó található. A 3 orsófej a keret felső részében van felszerelve és függőleges síkban forgatható. Ebben az esetben a 4 orsó tengelye az 5 asztal síkjához képest szögben elforgatható. A fő mozgás az orsó forgása. Az asztal, amelyre a munkadarab rögzítve van, hosszirányban mozog a 6 szán vezetői mentén. A szán keresztirányban mozog a 7 konzol vezetői mentén, amely a keret függőleges vezetői mentén mozog. Így az 5 asztalra helyezett munkadarab három irányban adagolható. A konzolba be van szerelve egy adagolódoboz 8. A függőleges marógépeken a következő típusú marókat alkalmazzák: homlok (1.1. ábra), vég (1.2. ábra), reteszhorony (1.3. ábra). A vágók egy darabból (1.1., 1.2., 1.3. ábra) vagy előre gyártva (1.4. ábra) készülnek forrasztott vagy bedugható késekkel. A tömör marók szerszámacélból, a keményforrasztott marótestek szerkezeti acélból készülnek; gyorsacélból és keményötvözetekből készült lemezeket forrasztanak a vágófogak munkarészeihez. Az előregyártott maróknál a fogak (kések) gyorsacélból készülnek, vagy keményötvözet lemezekkel vannak felszerelve, és különféle mechanikai módszerekkel rögzítik a marótestben. A szármaró forgácsolópengéje a 8 fővágó pengéből, a 9 átmeneti pengéből és a 10 segédpengéből áll. A szármaró fogának a j síkban van egy főszöge, amelyet a fő vágópenge vetülete között mérünk. axiális sík és az előtolás iránya. A segédszög a j 1 tervben 5-10o. Minél kisebb ez a szög, annál kisebb a megmunkált felület érdessége. A szög az átmeneti vágókés j 0=j /2 szempontjából. A munkadarabok marógépeken történő rögzítéséhez univerzális és speciális eszközöket használnak. Az univerzális szerelvények közé tartoznak a bilincsek, négyzetek, prizmák, gépi satu.
Nagyszámú egyforma munkadarab megmunkálásakor speciális eszközök készülnek, amelyek csak ezeknek a munkadaraboknak az adott gépen történő felszerelésére és rögzítésére alkalmasak. A marógépek fontos tartozéka az osztófej. A munkadarabok időszakos elforgatására szolgálnak a kívánt szögben, és folyamatos elforgatására csavarvonalas hornyok marásakor. 
Az osztófej egy 1 házból, egy 2 forgódobból és egy középpontos 4 orsóból áll. Egy csigafogaskerék (általában 40 fogszámmal) mereven van rögzítve a házba az orsón, amely egy indító csigahoz kapcsolódik. Az orsó forgását a 6 fogantyú jelenti. Ezért a fogantyú egy fordulatával az orsó 1/40 fordulatot tesz meg. Az orsó elülső végén egy menet van levágva a bütykös tokmány vagy a meghajtó becsavarásához. A lyukakkal ellátott 5 osztószár egy üreges tengelyre van rögzítve, amelyen belül a 6 fogantyú tengelye található. A 4 orsóra egy 3 szár van rögzítve, amely a munkadarabot részekre osztja. A spirális hornyokat az osztófejű orsó folyamatos forgásával marjuk, amit a marógépasztal hosszirányú előtolócsavarjából kap cserélhető kerekeken keresztül. A munkadarabot az osztófej és a farokrész közepére kell felszerelni. A feldolgozás során a munkadarab két mozgást kap - forgó és transzlációs a tengely mentén. Mindkét mozgás úgy van összehangolva, hogy ha a csavarvonal hornyot egy lépéssel elmozdítják, a munkadarab egy fordulatot tesz. Segédszerszámként marótüskék szolgálnak a marók rögzítésére és a nyomaték átvitelére az orsóról a maróra. A vágó tüskére való felszerelésének alapja lehet a középső furat vagy a szár (kúpos vagy hengeres). A rögzítési módszer szerint az első esetben a vágókat szereltnek, a másodikban faroknak nevezik. Az 1.5. ábra egy tüskét mutat a homlokmarók felszereléséhez. Kúpos 10 szárral a tüske az 1 orsóban van rögzítve, a tüske másik végén pedig egy 11 maró van rögzítve 12 kulccsal és 13 csavarral. A 15 kúpos szárú margókat a kúpos furatban rögzítjük. Az 1 orsóról közvetlenül vagy a 14 adapterhüvelyeken keresztül (1.6. ábra). A hengeres szárú marókat befogótokmányban rögzítik. A tokmány kúpos szárát a gép orsójába helyezzük és csavarral rögzítjük. Az ábrákon a függőleges marógépen végzett felületmarás sémái láthatók. A vágási folyamat során a felületképzésben szerepet játszó mozgásokat nyilak jelzik az ábrákon. A vízszintes síkok marása függőleges marógépeken történik szármaróval (2.1. ábra). Ez kényelmesebb az orsóban való rögzítésük nagy merevsége és a simább működés miatt, mivel nagyszámú fog működik egyszerre. A függőleges síkok marása szármarós függőleges marógépeken történik (2.2. ábra). A ferde síkokat és a ferde síkokat vég- (2.3. ábra) és vég (2.4. ábra) marókkal marják függőleges marógépeken, amelyekben marófej az orsóval függőleges síkban forog. A párkányok marása függőleges marógépeken történik szármaróval (2.5. ábra). A függőleges marógépeken a hornyok marása két menetben történik: egy téglalap alakú horony végmaróval, majd a horony ferdeségei a fecskefarkú horonyhoz való egyszögű maróval (2.6. ábra); T-alakú horonyhoz pedig (2.7. ábra) egy téglalap alakú profilhornyot szármaróval, majd a horony alsó részét T-alakú hornyokhoz maróval marjuk. A zárt hornyok marása szármarókkal történik (2.8. ábra), a nyitottak pedig vég- vagy reteszhornyokkal (2.9. ábra). a reteszhorony megszerzésének pontossága fontos feltétele a marásnak, mivel ettől függ a tengelyhez illeszkedő alkatrészek reteszre való illeszkedésének jellege. A kulcsvágóval való marás pontosabb hornyot biztosít; a homlokfogak mentén történő újraköszörüléskor a vágó átmérője gyakorlatilag nem változik. A hengeres fogaskerekek marása függőleges marógépeken ujjvágóval történik (2.10. ábra). A kompozit profilfelületek lehetnek domború, homorú és egyenes szakaszok. Ezenkívül egy- vagy többfogú maró is használható szerszámként. Ezenkívül a kívánt profilt esztergálással vagy csak a vágó transzlációs mozgásával lehet elérni, pl. a következő módszerek különböztethetők meg az összetett profilú felületek előállítására:
 - homorú hengeres felületet kapunk
- homorú hengeres felületet kapunk
A) a vágó tengelyének szögben történő elforgatásával; b) a vágó transzlációs mozgása miatt; - konvex hengeres felület, amelyet a) a maró tengelyének szögben történő elfordításával kapunk; b) a vágó transzlációs mozgása miatt. Az [1]-ben az érdesség kiszámítására szolgáló képletek találhatók az összes fenti felületképzési módszerhez. Az ezen képletek szerinti számítás azonban azt mutatta, hogy ezek pontosítást igényelnek. Kifinomult függőségek vannak következő nézet: A maró tengelyének szöggel való elfordításával kapott homorú hengeres felület érdessége (1.a. ábra) A maró tengelyének forgásszöge Konvex hengeres felület érdessége, amelyet a maró tengelyének szöggel történő elforgatásával kapunk (1. ábra). .c.) A fent látható függésekből látható, hogy az érdesség függ a felület görbületi sugarától, a maró és az előtolás sugarától. Az utolsó két mennyiségnek van a legnagyobb hatása.
A megadott függőségek nem vettek figyelembe olyan valószínűségi változókat, mint a rugalmas alakváltozások, csomópontok rezgései technológiai rendszer, hőmérsékleti tényező és néhány más, amelyek kisebb mértékben befolyásolják az érdesség modelljét a marás során.
Függőleges marógépek
Konzolos függőleges marógépek 6K11 6K12 konzolos függőleges marógépek A 6K11 6K12 konzolos függőleges marógépek vas- és színesfémekből, ötvözeteikből és műanyagokból készült alkatrészek minden típusú marását, fúrását, süllyesztését és kifúrását végzik egyedi, kisméretű és sorozatban. Termelés. A szerszámbefogó mechanizmus és számos további eszköz és tartozék jelenléte jelentősen bővítheti a technológiai lehetőségeket. Függőleges konzolos marógépek műszaki jellemzői 6K-11 6K-12 Konzolos függőleges marógépek FSS350R FSS450R - Az FSS350R, FSS450R konzolos függőleges marógépek fő alkatrészei SCh25 öntöttvasból készülnek, optimális alakúak és nagy merevséggel rendelkeznek.
Az asztal és az állványvezetők fluoroplasztikus bevonata jó súrlódás- és beragadásgátló tulajdonságokkal rendelkezik, amely lehetővé teszi a pontossági paraméterek hosszú távú stabilitását.
Az automatikus megmunkálási ciklusok jelenléte (ingamarás, marás gyorsugrással, marás négyszögletes ciklusban három síkban) lehetővé teszi, hogy ne csak kis-, hanem nagyüzemi gyártásban is alkalmazhatók legyenek. Függőleges konzolos marógépek specifikációi FSS-350R, FSS-450R Konzolmarógép ВМ127М kis szériás gyártás. Az erőteljes főhajtás és a gondosan megválasztott áttételek optimális megmunkálási feltételeket biztosítanak különféle forgácsolási körülmények között és a vágószerszám képességeinek teljes kihasználását. A VM-127M konzolmarógép műszaki jellemzői KM-80 KM-100 KM-150 KM-180 függőleges marógépek CNC-vel. (Tajvan) CNC-SITEK (Tajvan). Alapfelszereltség: - Zárt asztal, - Automata kenőrendszer, - Hűtőfolyadék, - Lámpa
Kiegészítő felszereltség: - Zárt kabin, - 16 szerszámos tár, - Orsó 8000 vagy 10000 ford., - TFT kijelző, - 4 és 5 tengely
Függőleges marógépek
A függőleges típusú marógépek hatóköre A függőleges marógépeket úgy tervezték, hogy minden típusú marómunkát végezzenek maróval. Az ilyen típusú marógépeket főként furatok fúrására, süllyesztésére és fúrására, vízszintes és függőleges síkok, hornyok, keretek, sarkok, fogaskerekek, spirálok, szerszámmodellek, öntőformák és egyéb alkatrészek megmunkálására használják. A függőleges típusú marógépek lehetővé teszik acélból, öntöttvasból, színesfémekből, ezek ötvözeteiből és egyéb anyagokból készült alkatrészekkel való munkát. Ebben az esetben a marógép marója a maróorsóval együtt forgó (fő) mozgást, az asztalra rögzített munkadarab pedig egyenes vagy görbe előtolást hajt végre - úgynevezett marást. A marógépek vezérlése történhet kézi, automatizált vagy CNC rendszerrel – lásd CNC marógépek.
 A marógépeknél a fő mozgás a marószerszám forgása, az előtolás pedig a munkadarab és a maró egymáshoz viszonyított mozgása.
A marógépeknél a fő mozgás a marószerszám forgása, az előtolás pedig a munkadarab és a maró egymáshoz viszonyított mozgása.
A függőleges konzolos marógép, ellentétben a vízszintes marógéppel, függőlegesen elhelyezett orsóval rendelkezik. Egyes modellek marógépei lehetővé teszik a tengelyük mentén történő elmozdulást és a vízszintes tengely körüli elforgatást, ezáltal bővítve a gép technológiai lehetőségeit.
A függőleges maró konzol nélküli gépeket függőleges ferde felületek, nagyméretű alkatrészek hornyainak megmunkálására tervezték. A konzolos marógépekkel ellentétben ezeknek a gépeknek nincs konzoljuk, és a szán és az asztal az alapra szerelt ágyvezetők mentén mozog. A gépnek ez a kialakítása nagyobb merevséget és feldolgozási pontosságot biztosít a konzolos gépekhez képest, lehetővé teszi a nagy tömegű és méretű alkatrészek feldolgozását. Az ilyen típusú marógépek orsófeje, amely egyben hajtómű is, beépítési mozgást végez a fogasléc függőleges vezetői mentén. Ezen kívül az orsó a karmantyúval együtt tengelyirányban eltolható a maró pontos beállításával a kívánt méretre.
]]>https://www.rustan.ru/stanki_2_1.htm]]>
]]>https://www.1stanok.ru/pages/stanok12.html#]]>Függőleges marógépek
]]>https://www.erudition.ru/referat/printref/id.46737_1.html]]>
A függőleges marógépet különféle konfigurációjú összetett alkatrészek gyártására tervezték. Az ilyen marógépek forgácsolószerszámával ellátott orsó függőleges síkban helyezkedik el, és a marás során szükség esetén a tengelye körül forog, és a munkadarabhoz képest különböző szögekben mar.
Így a függőleges marógépeket meglehetősen sokoldalúság jellemzi, mivel a keményfémből készült munkadarabok, valamint sok más anyag alkalmasak az ilyen gépekkel való marásra.
A CNC függőleges marógép képes vezetni marási munkák egyidejűleg hosszanti, keresztirányban a szán és az asztal mozgatásával, valamint függőleges irányban a forgácsolószerszámok mozgatásával.
Mert maró gyártás A CNC marógépek kiválóan alkalmasak nagy pontosságú egydarabos termékekhez, valamint kis szériás gyártáshoz.
CNC függőleges marógép
A CNC függőleges marógépek számos előnnyel rendelkeznek a kis- és közepes méretű iparágakban:
- a marógépek merev, nehéz felépítése lehetővé teszi a munkadarabok precíz feldolgozását;
- A CNC függőleges marógép egy nagy sebességű, megbízható, pontos, nagy teljesítményű egység;
- minőség számítógépes program A CNC biztosítja automatikus vezérlés gép;
- a függőleges marógépeket nagy termelékenység jellemzi.
Konzolos függőleges marógépek
A függőleges konzolmarógépek segítségével a hornyok, sarkok, keretek, valamint a ferde és vízszintes felületek is hatékonyan megmunkálhatók. A konzolmarógépeket egy konzolos elem jellemzi, amely függőleges irányban mozog, és hordozza az asztalt. A konzolmaró sajátossága, hogy egy ilyen marógépen alapvetően a konzollapok, asztalokkal és mereven rögzített munkadarabokkal intenzíven mozognak.
Az orsó a vágószerszámmal egy ilyen gépen viszonylag statikus állapotban van. A CNC konzolos marógépeket íves alkatrészek és összetett konfigurációk sorozatgyártására tervezték kis- és közepes iparágakban.
A konzolos függőleges marógép hajtóereje és szerkezeti merevsége biztosítja, hogy függőleges marószerszáma hatékonyan képes keményfémek feldolgozására. A függőlegesen működő orsó a konzolos fix asztal munkasíkjához képest tetszőleges szögben elforgatható. Ez teszi a konzolos gépeket meglehetősen sokoldalú egységekké, amelyek képesek megoldani kihívást jelentő feladatokat munkadarabok pontos megmunkálása különféle anyagokból.
Függőleges konzol nélküli marógépek
A konzol nélküli függőleges marógépeken a keresztasztal fix ágyra van felszerelve. Az ilyen gépek sajátossága, hogy az asztalt kizárólag hosszanti és keresztirányban mozgatják. A függőlegesen konzol nélküli marógépek előnye a nagy és nehéz munkadarabok marása az ilyen gépeken.
Az ilyen marógépeken végzett munkát egy függőleges orsó nagyon simán végzi a fokozat nélküli sebességváltó automatikus váltása miatt. A konzol nélküli CNC gépek hatékonyan, gyorsan és hangtalanul végzik el az alkatrészek függőleges megmunkálását.
Egy konzolmaró, valamint egy függőleges marógép nem képzelhető el osztófejek nélkül. Az orsó függőleges helyzete a munkadarab periodikus forgását jelenti, melyek feldolgozása kézi vezérlésű marógépen vagy CNC gépeken történik. Az ilyen osztófejek forgást biztosítanak a marószerszám működése közben.
CNC marógépek
A kézi marógép nagyon különbözik a CNC géptől. A CNC marógépeket magas szintű automatizált vezérlés jellemzi gyártási folyamat. Egy ilyen CNC gép használata nagymértékben felgyorsítja a munkadarabok feldolgozását, javítja a munka hatékonyságát és csökkenti a negatív hatásokat emberi tényező. A CNC gép bármilyen görbe vonalú konfigurációjú összetett alkatrészek előállítására képes, három tengely mentén mozogva.
Különféle célú és kialakítású marógépek könnyen kiválaszthatók az interneten keresztül a Laserkat LLC cég elektronikus katalógusában. Szakembereink mindig készek minden géppel kapcsolatban átfogó tájékoztatást adni.
Ezenkívül a cégvezetők segítenek kiválasztani a legmegfelelőbbet gyártási feladatokat marógép a legjobb áron. A "Lazerkat" cég tanúsított, kiváló minőségű gépeket kínál garanciával, értékesítés utáni szolgáltatásés lehetséges szállítás.
Ezekben a speciális fémmegmunkáló gépekben nincs konzol, és az asztal az alapkeret vezetői mentén mozog. Ez a kialakítás biztosítja a gép nagy merevségét, és ennek következtében nagy megmunkálási pontosságot (más típusú gépekhez képest), ami lehetővé teszi nagy tömegű és méretű alkatrészek feldolgozását. Az orsófej egyben sebességváltó is, és beépítési mozgást végez a fogasléc függőleges vezetői mentén. Axiális irányban az orsó a karmantyúval együtt is eltolható.
A berendezés jellemzői
A gyártók különböző méretű, kapacitású és ennek megfelelően rendeltetésű berendezéseket gyártanak: a fém asztali marógépeitől a professzionális, nagy teljesítményű gépekig a hosszú távú kemény munkához. A függőleges marógép kiválasztásakor a következő jellemzőkre kell figyelnie:
- teljesítmény, kWt
- Munkaterület paraméterei, mm
- Asztali méretei, mm
- Az asztal mozgása az X/Y/Z tengely mentén, mm
- Asztal forgatási tartománya, jégeső
- Maximális fúrási átmérő, mm
- Maximális szármaró átmérő, mm
- Maximális szármaró átmérő, mm
- Orsótávolság, mm
- Orsólöket, mm
- Orsó fordulatszám, ford
- Orsókúp, ISO (DIN)
- A gép méretei, mm
- Súly, kg
A gép vezérlése lehet:
- kézikönyv;
- automatikus;
- CNC-vel.
Kétféle függőleges marógép létezik fémhez:
- függőleges marás konzolos gép függőleges orsóval rendelkezik. Egyes modellek lehetővé teszik a tengelyük mentén történő elmozdulást és a vízszintes tengely körüli elforgatást, ezáltal bővítve a gép technológiai lehetőségeit.
- függőleges maró, nem konzolos fémgép függőleges ferde felületek, nagyméretű alkatrészek hornyainak megmunkálására szolgál. Ezekben a gépekben nincs konzol, a szán és az asztal az alapra szerelt ágy vezetői mentén mozog. A gépnek ez a kialakítása nagyobb merevséget és feldolgozási pontosságot biztosít a konzolos gépekhez képest, lehetővé teszi a nagy tömegű és méretű alkatrészek feldolgozását. Az ilyen típusú marógépek orsófeje, amely egyben hajtómű is, beépítési mozgást végez a fogasléc függőleges vezetői mentén. Ezen kívül az orsó a karmantyúval együtt tengelyirányban eltolható a maró pontos beállításával a kívánt méretre.
A maróberendezés a sík felületek megmunkálására, hornyok és fogak vágására, profilok létrehozására és lyukak fúrására szolgáló eszközök egész osztálya. Az ilyen berendezések segítségével munkát végezhet fán vagy polimer anyag, valamint különféle fémekhez.
A vágó beszerelése bizonyos szögben történik, és a függőleges marógépeket széles körben használják autóalkatrészek, bútorösszeszerelési cikkek, építőipari termékek és egyéb cikkek feldolgozására. Az ilyen eszközöket a tervezés kényelme, a teljesítmény és a felhasználás sokoldalúsága különbözteti meg.
A függőleges marógép berendezése és célja
Szerkezetileg a függőleges marógépek két kategóriába sorolhatók:
- Konzolos gépek. Munkafelülettel vannak felszerelve, amely mereven van a testhez rögzítve, és az orsóhoz képest a vezetők és a függőleges csúszó mentén mozoghat.
- Konzol nélküli gépek. Segítségükkel nagy méretű munkadarabokat dolgozhat fel, a folyamat nagy sebességgel történik. A szerkezet automatikus vezetőrendszert alkalmaz, az orsó nagy sebességű szerkezettel rendelkezik, és függőlegesen fut.
Függőleges marógép fémekhez
A fémmunkák marása nagy szilárdságot jelent a fúrás oldalán, ezért az ilyen műveletekre tervezett gépeket keményfém alkatrészek és nagy elektromos hajtási teljesítmény jellemzi.
Az alap egy teherhordó terhelést fogadó keret, függőleges vetületben a tengelyen egy orsó található. Ezenkívül a fémmegmunkáló gépek a legtöbb esetben konzollal, munkadarab-bilincsekkel és adagolódobozzal rendelkeznek az alkatrész mozgatásának sebességéhez. Egyes modellek nem rendelkeznek konzollal, számos gépet CNC-vel szereltek fel: általában többe kerülnek.
Függőleges marógép fához
A fa nyersdarabok feldolgozásához speciális gépek használhatók, amelyek kompaktak, jó teljesítményűek, alacsonyak az árak és a funkcionalitás.
Az ilyen eszközökben az orsó függőlegesen van felszerelve, egyes modelleknél mozgatható szerkezettel rendelkezik a munkadarab megdöntésére. A malom cseréje speciális szerszám nélkül történik. A legtöbb famegmunkáló gép villanymotorral rendelkezik, és 220 vagy 380 V-os hálózati csatlakozást igényel.
A modern modellek eltérhetnek a marás sebességétől, a munkadarab maximális méretétől, a fafelület megmunkálásának minőségétől. A fafűrészek akkor is használhatók, ha műanyaggal, poliamiddal, műanyaggal és más könnyű anyagokkal dolgozunk.
CNC függőleges marógépek
Sok modell fel van szerelve CNC-vel - egy olyan mechanizmussal, amely lehetővé teszi a fő folyamatok valós időben történő vezérlését, és biztosítja a legpontosabb és legkényelmesebb vezérlést.
Az ilyen gépeknek a következő előnyei vannak:
- viszonylag kis méretek;
- kiváló minőségű feldolgozás, kiváló pontosság;
- termelékenység, az anyagok nagy sebességű feldolgozásának lehetősége;
- könnyű beállítás;
- szerénytelenség a szolgálatban.
Függőleges marógépek modelljei és specifikációi
A felszerelés kiválasztásakor mindenekelőtt figyelmet kell fordítani a gép kialakítására, teljesítményére, méreteire és további munkalehetőségeire. A modern piac különféle típusú függőleges maróberendezéseket találhat, beleértve a kis és közepes árkategóriát is. A függőleges marógépeket hazai és külföldi cégek egyaránt gyártják.
Gép 6r10
A 6p10 gép egy marógép univerzális típus, mely forgófejjel van felszerelve és alkalmas kis és egyszeri alkatrészek gyártására. A modellt alacsony működési zajszint, a dörzsölő elemek jó kopásállósága és az optimális pontossági mutatók jellemzik. A munkadarab kész felülete feldolgozás után megfelel a V6 érdességmutatónak.
Gép 6r11
Kinézetre a 6r11E gép konzolos szerkezetekre utal. Acél tuskó, öntöttvas, különféle fémek, valamint kemény műanyagok feldolgozására használják. A berendezés lehetővé teszi, hogy a munkadarabnak V5-ig érdességű felületet adjon, különböző sebességgel, megfelelő szögben dolgozhat. A jó teljesítmény és a hozzáértő hajtásrendszer kiváló teljesítményt biztosít.
Gép 6r12
A 6p12 modellt fém és öntöttvas nyersdarabok megmunkálására használják, főleg szár- és homlokmaró segítségével, hornyok, lapos élek, keretek és sarkok kialakításával. A gép alkalmas ívelt alkatrészek készítésére, nem szabványos alakú felületek megmunkálására. A készüléket nagy teljesítmény és merevség jellemzi, melynek köszönhetően a gyorsacél marók is használhatók.
Gép 6r13
A 6p13 készülék konzolos szerkezettel is rendelkezik, másolóval van felszerelve a nem szabványos munkadarabokkal való megmunkáláshoz és egy forgó orsófejjel. A modell darabos másolatok készítésére és kisipari termékek gyártására alkalmas. A kész alkatrészek megfelelnek a H pontossági osztálynak.
Gép 6t12
A 6t12 modell nagy teljesítményű villanymotorral, nagy munkafelülettel rendelkezik, kézi, hüvelykes és automatikus üzemmód. Az ilyen berendezéseken szinte bármilyen anyag és munkadarab megmunkálható.
Gép VM 127
A BM 127 gép fém és acél alkatrészek, valamint öntöttvas elemek megmunkálására szolgál. A berendezés magánkézművesek és professzionális műhelyek környezetében egyaránt használható, lehetővé teszi síkok, hornyok, fogaskerekek, hornyolt termékek feldolgozását. A munkaciklus lehet automatikus vagy félautomata.
Gép 6m13p
A 6m13p gép a megnövelt pontosságú elektromos készülékek kategóriájába tartozik, nagy merevségű gyorsvágóval tud dolgozni. A berendezést kis- és nagyüzemi gyártáshoz használják, lehetővé teszi az alkatrészek fúrással és marással történő feldolgozását, fogaskerekek és kerekek létrehozását.
6n11 gép
A 6n11 berendezés munkafelülete 25 x 100 cm, 4,5 kW-os főhajtómotorral van felszerelve, és színes- és vasfémek feldolgozására szolgál.
A 6n11 gép megkülönböztető jellemzői:
- nagy pontosság;
- teljesítmény;
- könnyű karbantartás.
FSS 400 gép
Az FSS 400 gépek egyéni és sorozatos használatra alkalmasak. Segítségükkel végig- és ellenmarást végezhet, automatikusan lesüllyesztheti az alkatrészt és kiváló minőségű eredményt biztosíthat. Egy ilyen gép vezérlése egy speciális függő vezérlésről lehetséges.
Gép FSS 450 mr
A Fehéroroszországban gyártott FSS 450 mr készülékek különféle formájú és rendeltetésű marókkal való megmunkálásra alkalmasak. Segítségükkel acél, ötvözetek és tiszta fémek, öntöttvas feldolgozhatók. Leggyakrabban az ilyen gépeket kis- és közepes méretű gyártásban használják.
Hol és milyen áron vásárolhat függőleges marógépet?
Ilyen berendezéseket vásárolhat az interneten vagy közvetlen beszállítóktól. A költség a márkától, a funkcionalitástól és a céltól függően alakul. Tehát a fa függőleges maróberendezései 50-90 ezer, a fém esetében - akár 200-250 ezer, az univerzális modellek pedig akár 300 ezer rubelbe is kerülnek.
Függőleges maróberendezések gyártói és beszállítói
A piacon a legnépszerűbb gépek a HAAS, Hannsa, SMD, TAKISAWA, DMTG, Triumph, valamint a szimbirszki berendezések. Az olyan cégek, mint az Abamet, a kmt-stanki.ru vagy a VseInstrumenty.ru, kedvező feltételeket kínálnak a tömeges vásárláshoz, és együttműködnek az ország különböző városaiban és régióiban működő műhelyekkel.
A modern függőleges marógépeket a "" éves kiállításon mutatják be.
 Mit kell tenni és hova kell fordulni, ha a munkáltató nem fizet bért, prémiumot?
Mit kell tenni és hova kell fordulni, ha a munkáltató nem fizet bért, prémiumot? Hogyan kezdjünk el dolgozni az interneten
Hogyan kezdjünk el dolgozni az interneten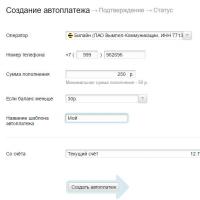 Az Alfa-Bank bejelentkezés személyes fiókjába
Az Alfa-Bank bejelentkezés személyes fiókjába Hogyan végződött Franciaország számára a történet a "Misztrálokkal"?
Hogyan végződött Franciaország számára a történet a "Misztrálokkal"? Tanórán kívüli foglalkozás a „Személyi higiénés szabályok!
Tanórán kívüli foglalkozás a „Személyi higiénés szabályok! A gyomcsirke leírása, jellemzői és élőhelye
A gyomcsirke leírása, jellemzői és élőhelye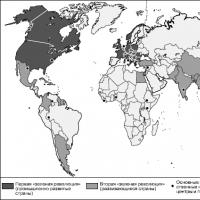 A zöld forradalom első szakasza
A zöld forradalom első szakasza